Перекрестные ссылки на родственные заявки Эта заявка основана на заявке США №16/129371, поданной 12 сентября 2018 г., которая основана на предварительной заявке США №62/577985, поданной 27 октября 2017 г. Таким образом, испрашиваются приоритеты по датам подачи вышеуказанных заявок и их содержание включено в данную заявку во всей полноте посредством ссылки.
Область техники
В настоящей заявке описаны способы изготовления улучшенных целлюлозных продуктов с использованием структуры сукна мокрого пресса с разделенным основным средним слоем и полученные посредством ее улучшенные целлюлозные продукты. В заявке также описаны способы изготовления улучшенных целлюлозных продуктов с использованием структуры прессового сукна, имеющего полимерную поверхность с отверстиями со стороны листа, и полученные посредством ее улучшенные целлюлозные продукты.
Уровень техники
Сукна мокрого пресса известны как подходящие для способа изготовления целлюлозных продуктов, например, бумаги, санитарно-гигиенических изделий и бумажных полотенец. Целлюлозные продукты обычно изготавливают путем транспортировки водной суспензии целлюлозных волокон на движущейся формующей сетке вдоль бумагоделательной машины. По мере транспортировки водной суспензии воду отводят, и начинает образовываться начальное целлюлозное полотно.
Прессовые сукна можно использовать в прессовой части бумагоделательной машины для облегчения извлечения дополнительной воды из начального целлюлозного полотна после его образования. Этот процесс также называют обезвоживанием. Процесс обезвоживания обычно включает транспортировку целлюлозного полотна через зазор между валами или ряд зазоров между валами вместе с одним или более прессовыми сукнами для прикладывания давления в зазоре между валами и облегчения удаления воды из целлюлозного полотна и перемещения в прессовое сукно и из прессового сукна. Этот процесс обезвоживания вызывает дополнительное слипание волокон в целлюлозном полотне друг с другом и образование целлюлозного листа для дальнейшей обработки в сушильной и других частях бумагоделательной машины.
Поэтому требуется, чтобы прессовое сукно было способно принимать воду, извлеченную из влажного целлюлозного полотна в прессовой части. Вместе с этим, прессовое сукно должно быть способно препятствовать возвращению удаленной воды в целлюлозное полотно. Прессовое сукно также должно быть способно поддерживать и нести целлюлозное полотно в процессе обезвоживания. Прессовые сукна также могут вносить вклад в конечную обработку поверхности целлюлозного листа, создавая гладкие или рельефные поверхности.
Существует множество вариантов структуры прессового сукна, используемых в уровне техники, и конкретное прессовое сукно можно выбрать на основе его способности придавать требуемые свойства изготавливаемому целлюлозному листу. Традиционная структура прессового сукна содержит одиночный цельный тканый материал основного среднего слоя с присоединенным к нему со стороны листа волокнистым ворсовым материалом. Используемый в данном документе термин «со стороны листа» относится к стороне прессового сукна, которая примыкает к целлюлозному полотну во время обезвоживания. Наоборот, термин «со стороны вала» относится к стороне прессового сукна, которая примыкает к прессовому валу во время обезвоживания. В некоторых традиционных структурах прессового сукна материал основного среднего слоя может быть окружен волокнистым ворсом как на стороне листа, так и на стороне вала прессового сукна.
Были изучены различные структуры прессового сукна с целью повышения толщины или объема получающегося целлюлозного листа. Листы с повышенной толщиной или объемом обладают множеством преимуществ, включающих (а) уменьшение плотности бумаги (что означает меньшее использование волокна с сокращением расходов), (b) больший диаметр вала с тем же количеством волокнистого материала, (с) возможность применять дополнительное каландрование для улучшения тактильных качеств поверхности, при этом поддерживая целевую толщину, и (d) уменьшение количества листов с поддержанием целевого диаметра вала. К сожалению, было обнаружено, что структуры прессового сукна предшествующего уровня техники, которые приводили к повышению толщины или объема, приводят к издержкам в других свойствах, например, прочности листа, мягкости, скорости бумагоделательной машины и/или менее эффективной сушке.
В одной такой структуре сукна предшествующего уровня техники, направленной на улучшение объема, известной как «дифференциальное сукно мокрого пресса» или «ДМП», использовали намного меньшее количество ворсового материала со стороны листа, покрывающего основной средний слой, чем в традиционных прессовых сукнах. Таким образом материалу основного среднего слоя и соответствующим узлам переплетения нитей в нем позволяли двигаться ближе к поверхности целлюлозного полотна и прессовать через ворс со стороны листа при сжатии в зазоре между валами вместе с целлюлозным полотном. К сожалению, использование таких прессовых сукон с сокращенным ворсовым материалом приводило к ослабленному листу (с пониженной прочностью). Кроме того, вследствие уменьшения количества ворсового материала со стороны листа, такие структуры сукна также были неспособны к однородному обезвоживанию и требовали снижения скорости бумагоделательной машины для достижения достаточной сухости. Это вызывало неприемлемо пониженную производительность.
Сравнение структуры традиционного прессового сукна и структуры «дифференциального сукна мокрого пресса» можно видеть на фиг. 1 и 2 соответственно.
Таким образом, существует потребность в способе изготовления целлюлозного листа с использованием структуры прессового сукна на традиционной машине с мокрым прессом, способной к получению листа с повышенной толщиной или объемом, но без сопутствующих потерь прочности листа, мягкости, скорости бумагоделательной машины и/или способности к сушке.
Эта потребность была удовлетворена с помощью способов изготовления улучшенных целлюлозных продуктов с использованием описанных в данном документе структур прессового сукна с разделенным основным средним слоем и/или с полимерной поверхностью с отверстиями со стороны листа и полученных посредством их улучшенных целлюлозных продуктов.
Сущность изобретения В описанных в данном документе воплощениях предложены прессовые сукна по изобретению, способные к изготовлению улучшенных целлюлозных продуктов, имеющих повышенную толщину или объем, но без сопутствующих потерь прочности листа, скорости бумагоделательной машины и/или способности к сушке. В некоторых воплощениях описанные в данном документе сукна по изобретению характеризуются наличием по меньшей мере первой секции тканого материала основного среднего слоя и второй секции тканого материала основного среднего слоя, где первая и вторая секции материала основного среднего слоя отделены по меньшей мере одной секцией волокнистого ворсового материала.
Не желая связывать себя какой-либо теорией, авторы полагают, что предоставляя второй тканый материал основного среднего слоя, более близкий к стороне листа прессового волокна, чем в традиционных структурах сукна, можно получить увеличение толщины или объема получающегося листа. Кроме того, предоставляя по меньшей мере один волокнистый ворсовый материал между по меньшей мере первым и вторым ткаными материалами основного среднего слоя можно поддерживать эффективность и продуктивность сушки. Неожиданно также было обнаружено, что получающиеся листы, изготовленные с помощью структуры разделенного среднего слоя, являются такими же прочными или более прочными, чем листы, изготовленные с похожими традиционными прессовыми сукнами без структуры разделенного основного среднего слоя.
В настоящей заявке дополнительно описаны способы изготовления улучшенных целлюлозных продуктов с использованием структуры прессового сукна, имеющей полимерную поверхность с отверстиями со стороны листа, при этом полагают, что эта структура приводит к повышенной толщине и/или мягкости по сравнению с целлюлозными продуктами, изготовленными с использованием традиционных прессовых сукон без полимерного поверхностного слоя с отверстиями. В некоторых воплощениях прессовое сукно по изобретению может содержать как разделенный основной средний слой, так и полимерный поверхностный слой с отверстиями.
Краткое описание чертежей
На фиг. 1 показан пример сравнительной структуры традиционного прессового сукна.
На фиг. 2 показан пример сравнительной структуры «дифференциального сукна мокрого пресса».
На фиг. 3 показан пример воплощения структуры прессового сукна с разделенным средним слоем по настоящей заявке с первым материалом основного среднего слоя, имеющим одиночный слой тканых нитей.
На фиг. 4 показан пример воплощения структуры прессового сукна с разделенным средним слоем по настоящей заявке с первым материалом основного среднего слоя, имеющим два слоя тканых нитей.
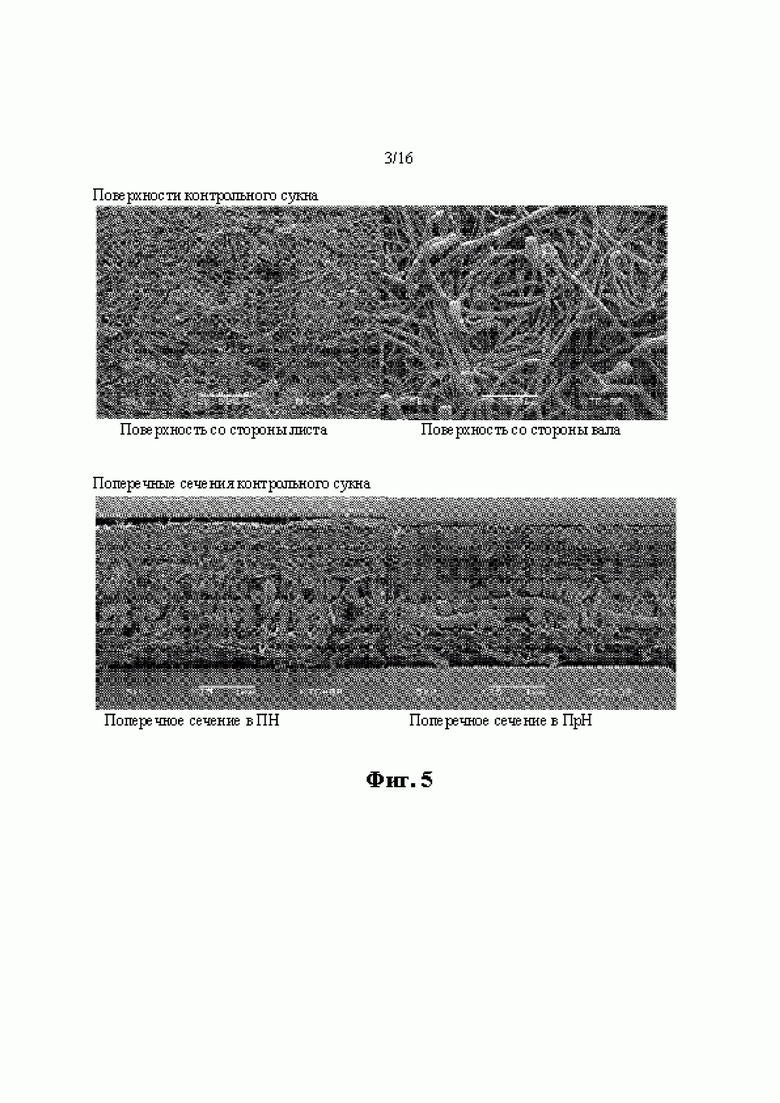
На фиг. 5 показаны фотографии сканирующей электронной микроскопии (СЭМ) поверхности со стороны листа, поверхности со стороны вала, поперечного сечения в поперечном направлении и поперечного сечения в продольном направлении сравнительной структуры традиционного прессового сукна.
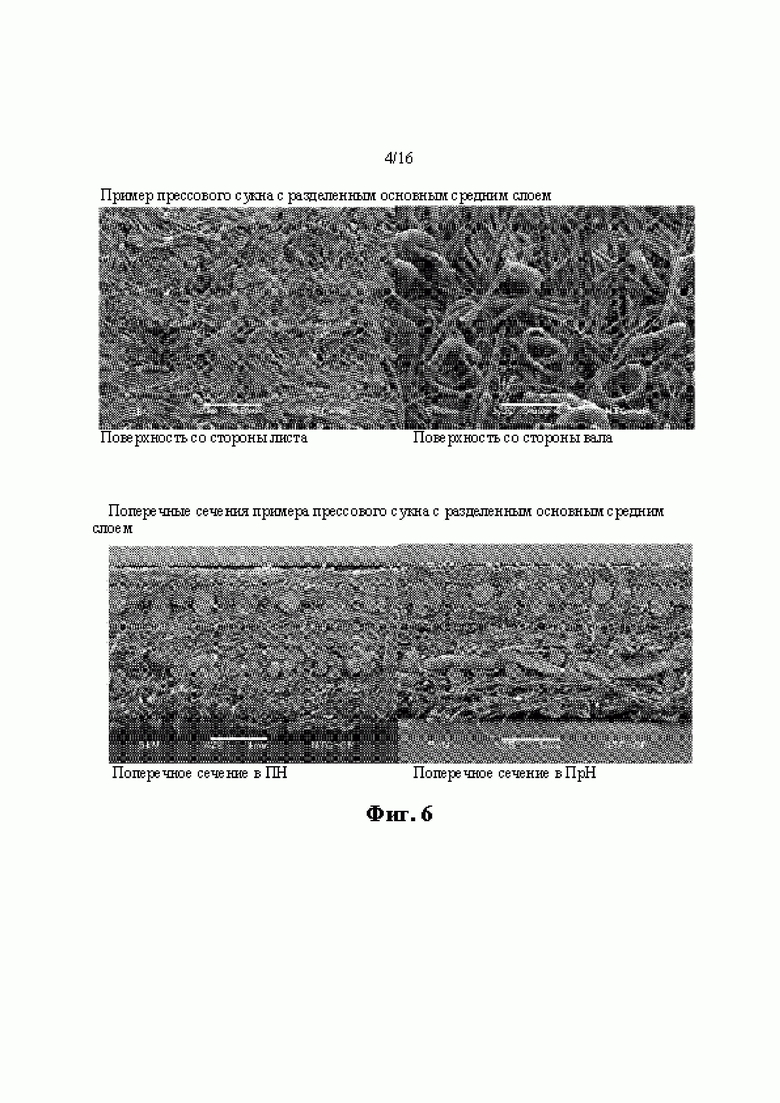
На фиг. 6 показаны фотографии сканирующей электронной микроскопии (СЭМ) поверхности со стороны листа, поверхности со стороны вала, поперечного сечения в поперечном направлении и поперечного сечения в продольном направлении структуры прессового сукна с разделенным основным средним слоем по настоящей заявке.
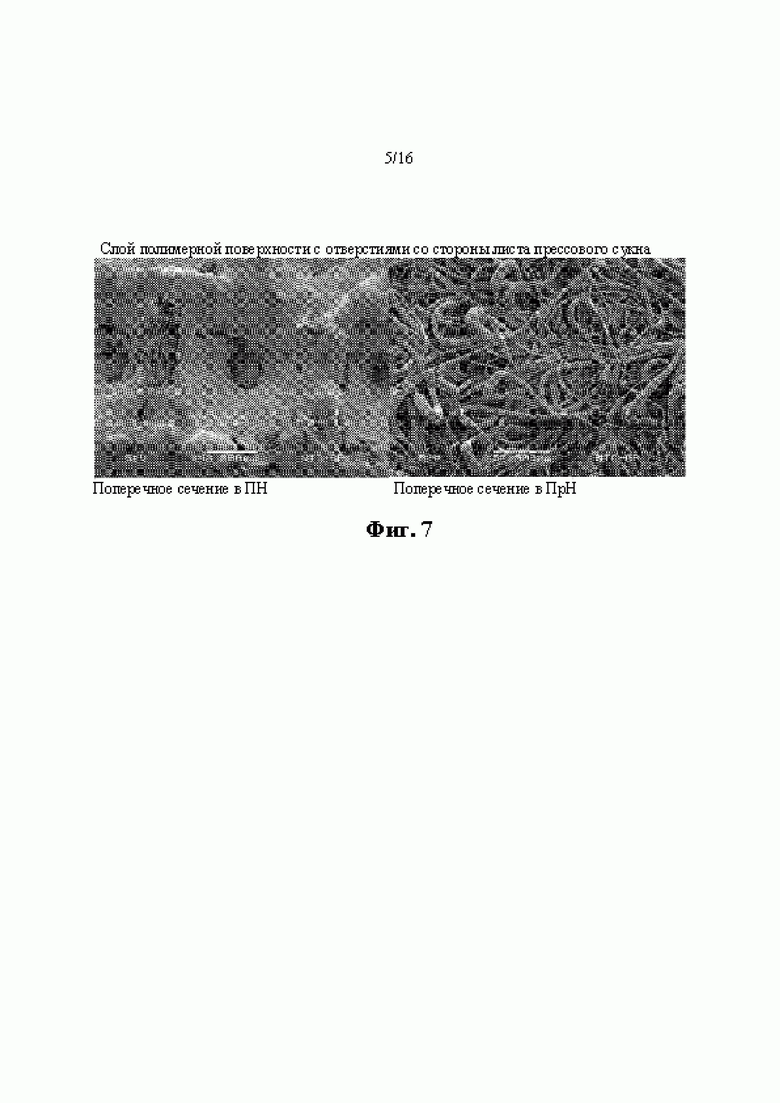
На фиг. 7 показаны поверхности со стороны листа и со стороны вала прессового сукна, в котором посверлены отверстия в поверхности со стороны листа ворсового слоя со стороны листа с образованием полимерной поверхности с отверстиями на поверхности со стороны листа прессового сукна согласно некоторым воплощениям описанных в данном документе прессовых сукон по изобретению.
На фиг. 8 показано сравнение объемных показателей основных листов, изготовленных с использованием контрольного сукна и сукон по изобретению (примеры 1-5).
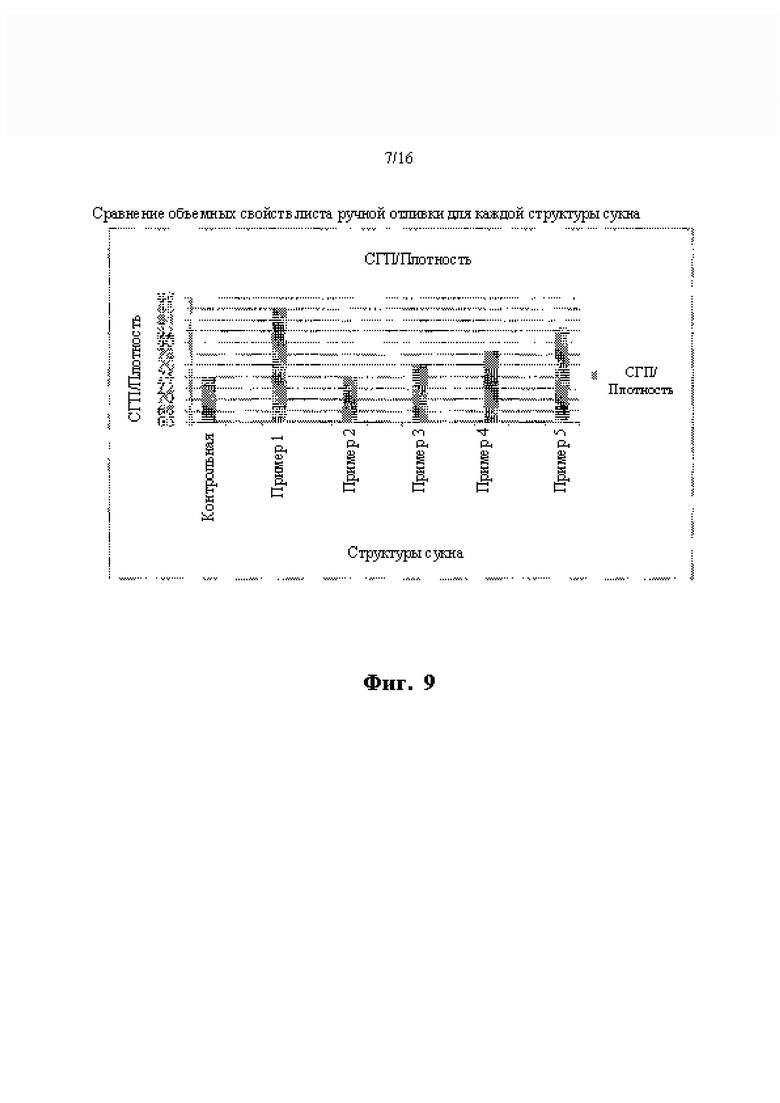
На фиг. 9 показано сравнение среднего геометрического показателей предела прочности при растяжении основных листов, изготовленных с использованием контрольного сукна и сукон по изобретению (примеры 1-5).
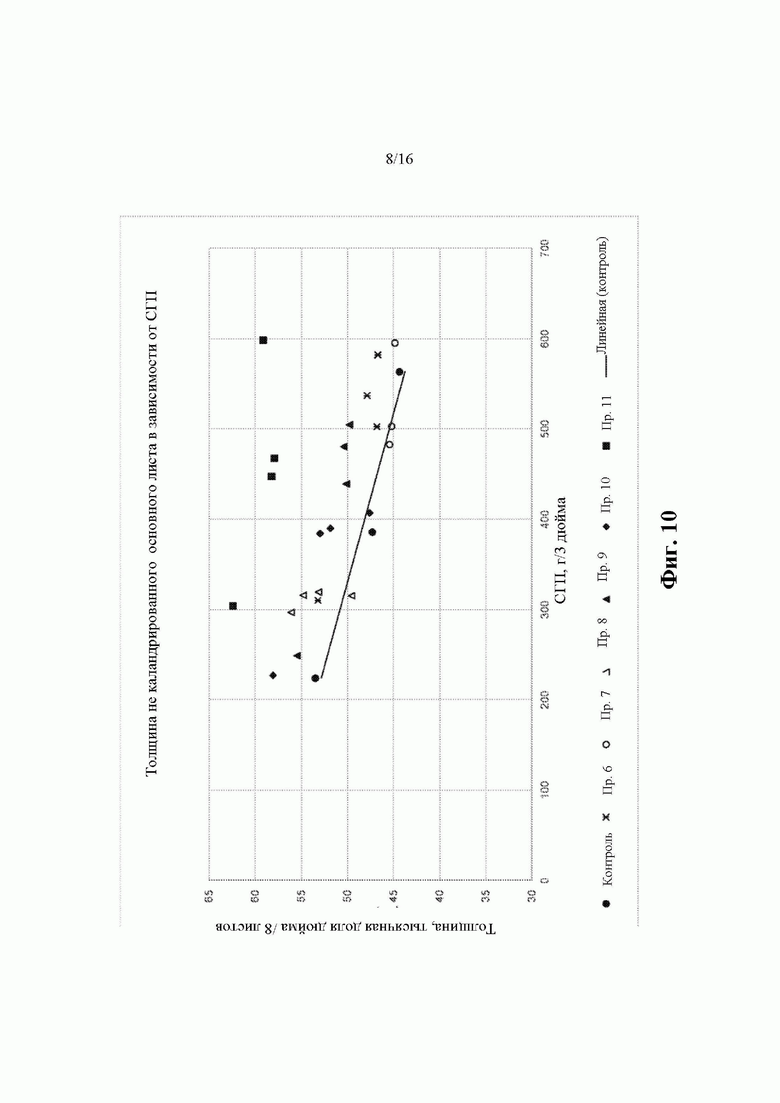
На фиг. 10 показано сравнение показателей толщины некаландрированных основных листов, изготовленных с использованием контрольного сукна и сукон по изобретению (примеры 6-11).
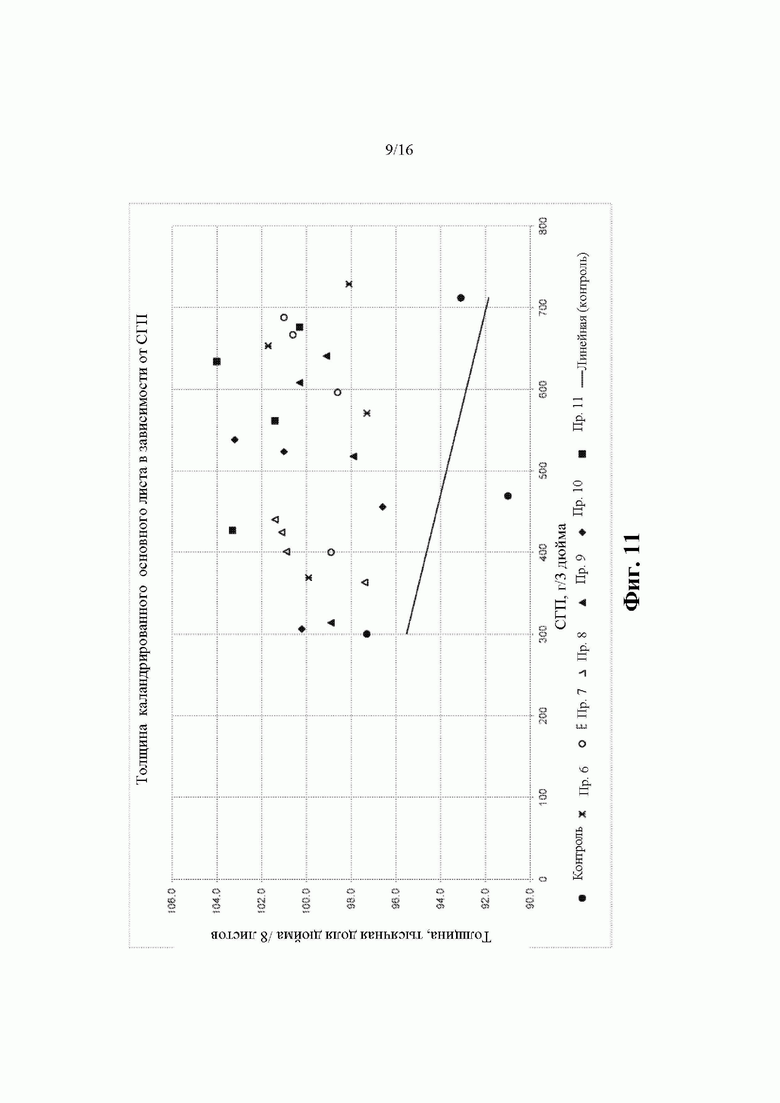
На фиг. 11 показано сравнение показателей толщины каландрированных переработанных целлюлозных продуктов, изготовленных с использованием контрольного сукна и сукон по изобретению (примеры 6-11).
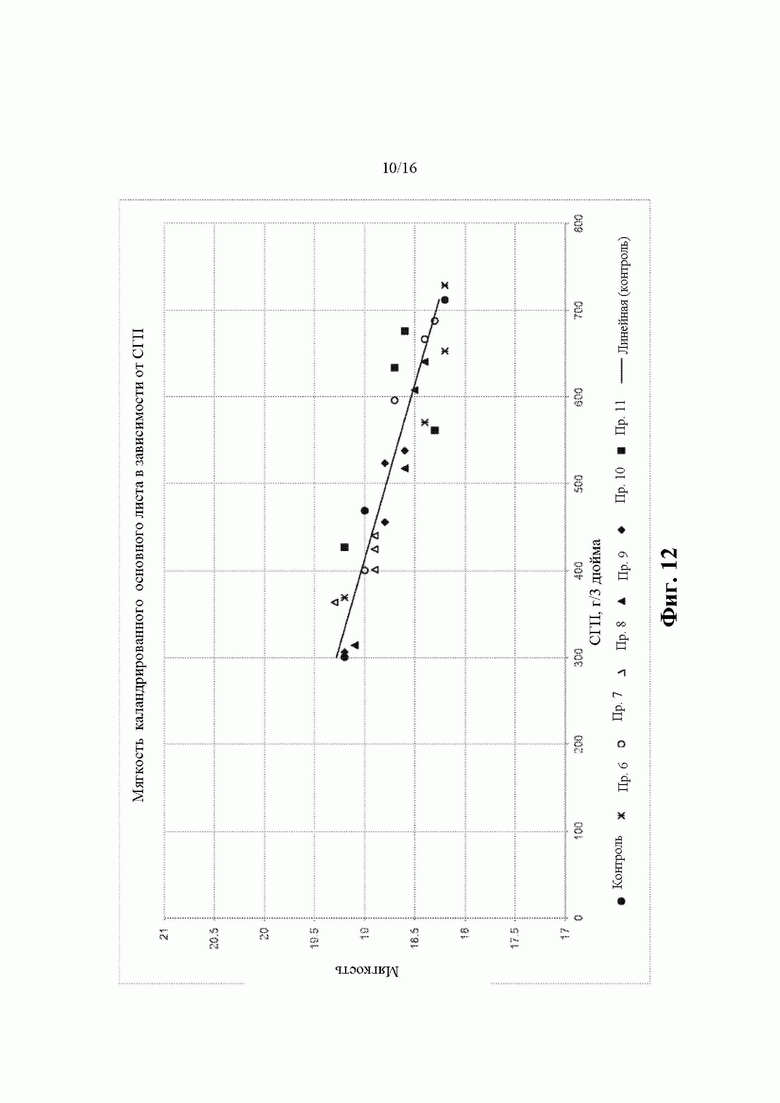
На фиг. 12 показано сравнение показателей мягкости переработанных целлюлозных продуктов, изготовленных с использованием контрольного сукна и сукон по изобретению (примеры 6-11).
На фиг. 13 показано полученное с помощью КТ сканирующей микроскопии изображение поверхности со стороны листа основного листа, изготовленного с использованием сравнительной структуры традиционного прессового сукна.
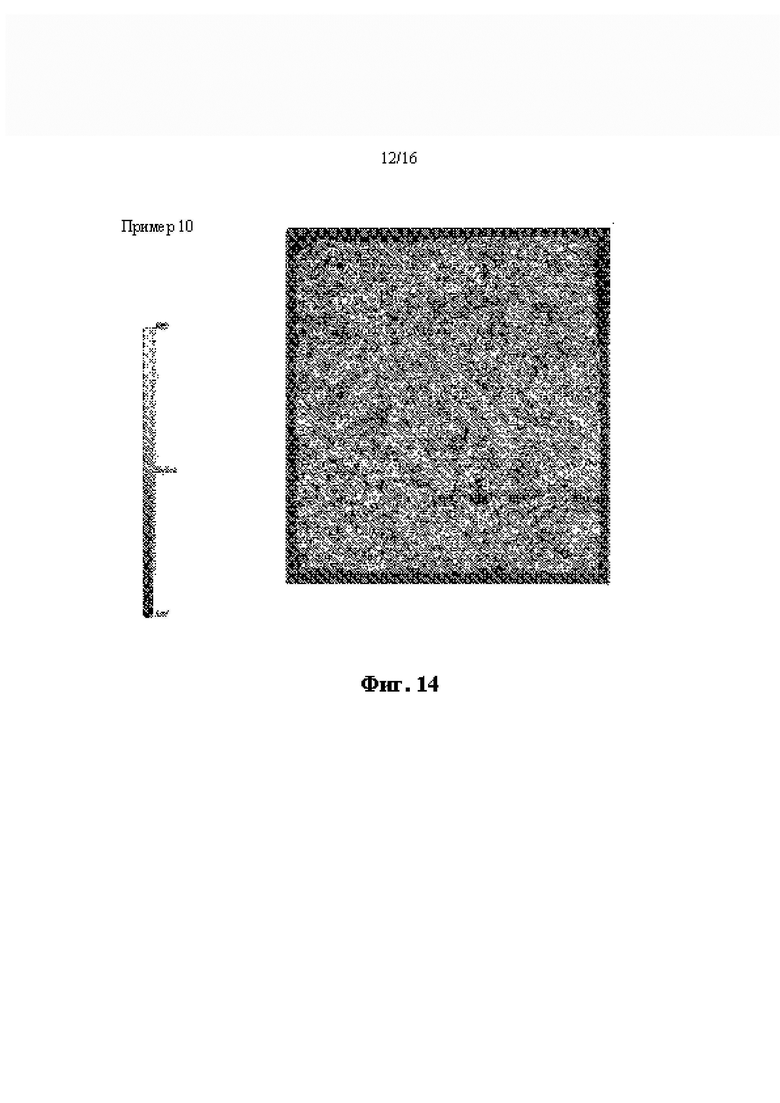
На фиг. 14 показано полученное с помощью КТ сканирующей микроскопии изображение поверхности со стороны листа основного листа, изготовленного с использованием структуры прессового сукна с разделенным средним слоем по изобретению (пример 10).
На фиг. 15 показано полученное с помощью КТ сканирующей микроскопии изображение поверхности со стороны листа основного листа, изготовленного с использованием структуры прессового сукна с полимерной поверхностью с отверстиями по изобретению (пример 11).
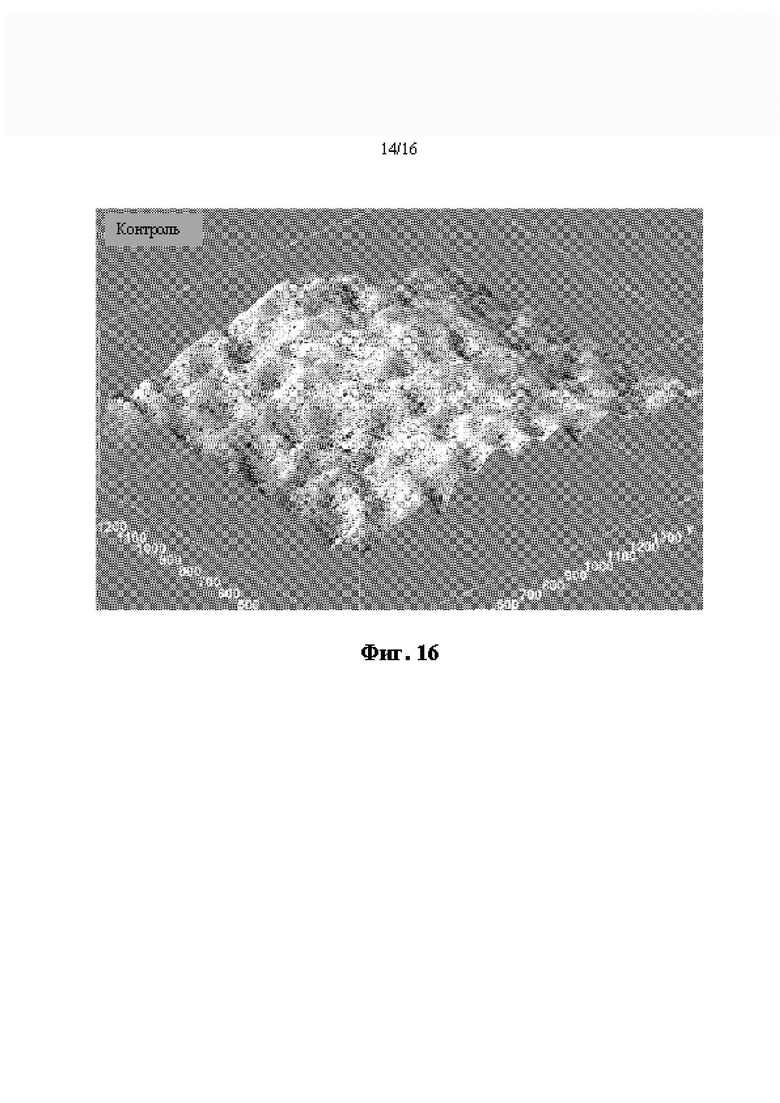
На фиг. 16 показано изображение в разрезе, демонстрирующее поверхностную топографию изображения КТ сканирующей микроскопии фиг. 13 поверхности со стороны листа основного листа, изготовленного с использованием сравнительной структуры традиционного прессового сукна.
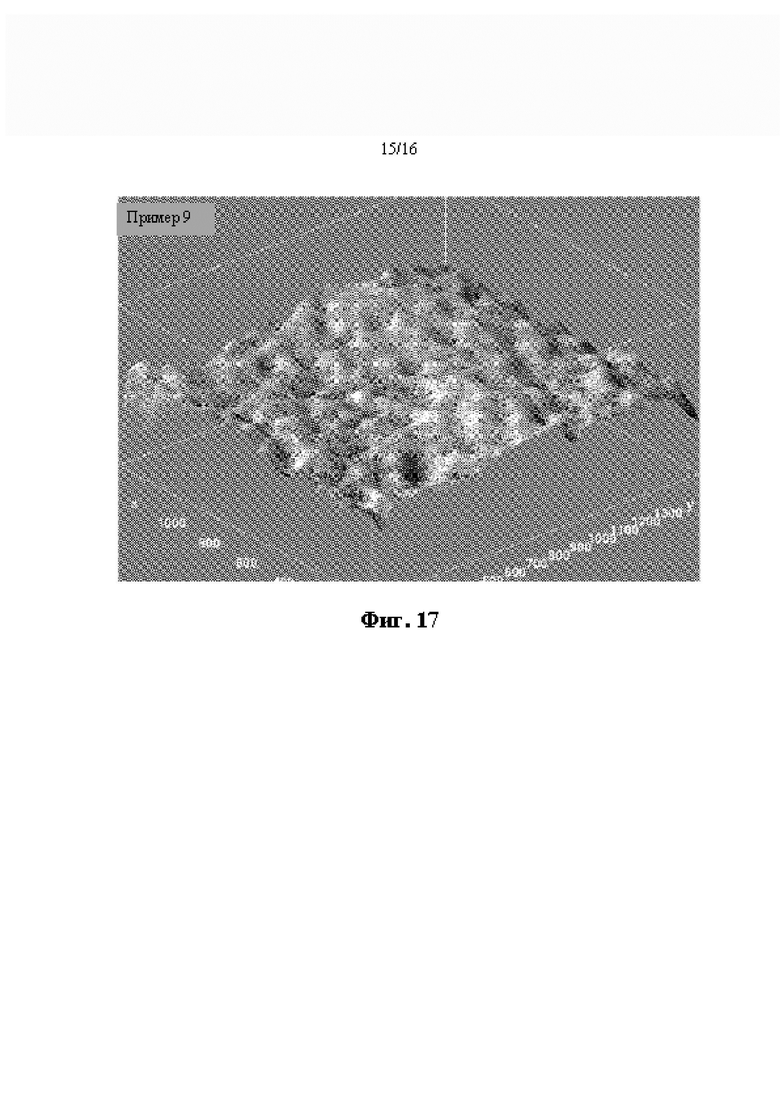
На фиг. 17 показано изображение в разрезе, демонстрирующее поверхностную топографию изображения КТ сканирующей микроскопии фиг. 14 основного листа, изготовленного с использованием структуры прессового сукна с разделенным средним слоем по изобретению (пример 10).
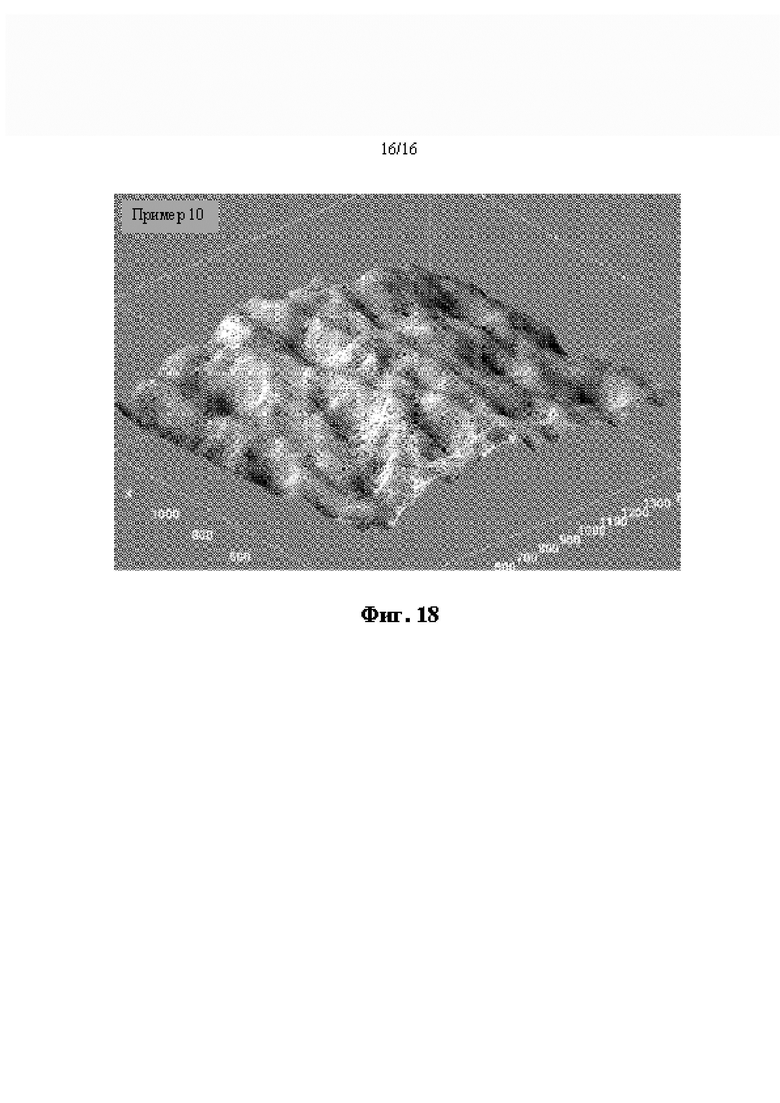
На фиг. 18 показано изображение в разрезе, демонстрирующее поверхностную топографию изображения КТ сканирующей микроскопии фиг. 15 основного листа, изготовленного с использованием структуры прессового сукна с полимерной поверхностью с отверстиями по изобретению (пример 11).
Подробное описание изобретения
В некоторых воплощениях способы изготовления улучшенных целлюлозных продуктов согласно описанным воплощениям содержат обезвоживание целлюлозного полотна в прессовой части бумагоделательной машины с помощью прессового сукна с разделенным основным средним слоем, где прессовое сукно с разделенным основным средним слоем содержит сторону листа и сторону вала, первый материал основного среднего слоя, содержащий тканые нити, второй материал основного среднего слоя, содержащий тканые нити, более близкий к стороне листа прессового сукна, чем первый материал основного среднего слоя, и волокнистый ворсовый материал, расположенный между первым и вторым материалами основного среднего слоя.
В некоторых воплощениях прессовое сукно с разделенным основным средним слоем может содержать волокнистый ворсовый материал на стороне листа второго материала основного среднего слоя. В некоторых воплощениях прессовое сукно с разделенным основным средним слоем может содержать волокнистый ворсовый материал на стороне вала первого материала основного среднего слоя. В некоторых воплощениях прессовое сукно с разделенным основным средним слоем может содержать волокнистый ворсовый материал на стороне листа второго материала основного среднего слоя и волокнистый ворсовый материал на стороне вала первого материала основного среднего слоя.
В некоторых воплощениях прессовое сукно с разделенным основным средним слоем может содержать третий материал основного среднего слоя, содержащий тканые нити, расположенный ближе к стороне листа прессового сукна, чем второй материал основного среднего слоя, где волокнистый ворсовый материал на стороне листа второго материала основного среднего слоя расположен между вторым материалом основного среднего слоя и третьим материалом основного среднего слоя. В таких воплощениях на стороне листа третьего материала основного среднего слоя может быть дополнительно расположен дополнительный волокнистый ватный материал.
Тканые нити материала основного среднего слоя могут быть либо одинаковыми по всему прессовому сукну с разделенным основным средним слоем, либо различными. В некоторых воплощениях тип нити, используемой в первом материале основного среднего слоя, может быть таким же, как тип нити, используемой во втором материале основного среднего слоя. В некоторых воплощениях тип нити, используемой в первом материале основного среднего слоя, может отличаться от типа нити, используемой во втором материале основного среднего слоя. В некоторых воплощениях, когда используют третий материал основного среднего слоя, тип нити, используемой в третьем материале основного среднего слоя, может быть таким же как или отличным от типа нити, используемой либо в первом, либо во втором материалах основного среднего слоя.
Тканая нить материала основного среднего слоя может быть нитью любого типа, обычно используемой в основном среднем слое прессового сукна, включая натуральные нити, синтетические нити или их сочетания. Нить может быть моноволоконной нитью, многоволоконной нитью или их сочетаниями. В некоторых воплощениях нить может быть полой. Нить может иметь любую обычно используемую форму поперечного сечения, например, круглую, овальную, эллиптическую, прямоугольную, плоскую и т.п., а также их сочетания. Нити можно дополнительно подвергнуть любой обычной тепловой обработке, химической обработке и т.п.
Нить материала основного среднего слоя можно расположить в любом тканом структурном расположении, обычно используемом в основном среднем слое прессовых сукон, например, структур тканой сетки и т.п.В некоторых воплощениях материал основного среднего слоя может содержать нити, ориентированные по отношению к машине в поперечном направлении («ПН»). В некоторых воплощениях материал основного среднего слоя может содержать нити, ориентированные по отношению к машине в продольном направлении («ПрН»). В некоторых воплощениях материал основного среднего слоя может содержать как нити ПН, так и нити ПрН. В некоторых воплощениях материал основного среднего слоя может содержать нити ПН, которые сотканы вместе с нитями ПрН с образованием «тканого слоя». В таких воплощениях тканый слой нитей ПН и нитей ПрН может иметь любую обычную конфигурацию ткацкого рисунка между нитями ПН и нитями ПрН, например, одиночный слой, двойной слой, двухсполовинный слой, тройной слой и т.п. В некоторых воплощениях материал основного среднего слоя может также содержать, поимо тканых нитей, переплетенный с ней волокнистый ворс.
В некоторых воплощениях один или более материалов основного среднего слоя могут содержать одиночный тканый слой нитей ПН и ПрН. В некоторых воплощениях по меньшей мере один из первого материала основного среднего слоя и второго материала основного среднего слоя может содержать более одного тканого слоя нитей ПН и ПрН. В некоторых воплощениях первый материал основного среднего слоя может содержать более одного тканого слоя. В некоторых воплощениях второй материал основного среднего слоя может содержать более одного тканого слоя. В некоторых воплощениях, когда присутствует третий материал основного среднего слоя, третий материал основного среднего слоя может содержать более одного тканого слоя. В некоторых воплощениях, содержащих первый и второй материал основного среднего слоя, первый материал основного среднего слоя может содержать два тканых слоя, а второй материал основного среднего слоя может содержать один тканый слой. В некоторых воплощениях, содержащих первый и второй материал основного среднего слоя, второй материал основного среднего слоя может содержать два тканых слоя, а первый материал основного среднего слоя может содержать один тканый слой.
В некоторых воплощениях нить, используемая в материале основного среднего слоя, может быть различна в отношении крупности (диаметре). В некоторых воплощениях нить в первом материале основного среднего слоя может быть крупнее нити во втором материале основного среднего слоя. В некоторых воплощениях нить во втором материале основного среднего слоя может быть крупнее нити в первом материале основного среднего слоя. В некоторых воплощениях, когда используют третий материал основного среднего слоя, нить в третьем материале основного среднего слоя может быть крупнее нити как в первом, так и во втором материалах основного среднего слоя. В некоторых воплощениях, когда используют третий материал основного среднего слоя, нить в третьем материале основного среднего слоя может быть менее крупной, чем нить как в первом, так и во втором материалах основного среднего слоя.
Волокнистый ворсовый материал, используемый в прессовом сукне с разделенным основным средним слоем, может быть волокнистым материалом любого типа, обычно используемого в ворсовых слоях прессовых сукон, включая нейлон, шерсть и т.п.В предпочтительном воплощении волокнистый ворсовый материал может быть нейлоном. В отличие от секций материала основного среднего слоя, секции волокнистого ворсового материала прессового сукна с разделенным основным средним слоем не содержат каких-либо тканых нитей.
Волокнистый ворсовый материал может быть либо одинаковым по всему прессовому сукну с разделенным основным средним слоем, либо различным. В некоторых воплощениях тип волокнистого материала, используемого в волокнистом ворсе со стороны вала, может отличаться от типа волокнистого материала, используемого в ворсе, расположенном между первым и вторым материалами основного среднего слоя. В некоторых воплощениях тип волокнистого материала, используемого в ворсе, расположенном между первым и вторым материалами основного среднего слоя, может отличаться от типа волокнистого материала, используемого в волокнистом ворсе на стороне листа. В некоторых воплощениях тип волокнистого материала, используемого на стороне вала волокнистого ворса может отличаться от типа волокнистого материала, используемого на стороне листа волокнистого ворса.
В некоторых воплощениях одна или более секций волокнистого ворсового материала могут содержать более одного слоя волокнистого материала, которые могут отличаться типом волокна и/или крупностью. В некоторых воплощениях волокнистый ворсовый материал, расположенный на стороне вала первого материала основного среднего слоя, может содержать два или более слоев, например, два, три или четыре слоя. В некоторых воплощениях волокнистый ворсовый материал, расположенный между первым и вторым материалами основного среднего слоя, может содержать два или более слоев, например, два, три или четыре слоя. В некоторых воплощениях волокнистый ворсовый материал, расположенный на стороне листа прессового сукна, может содержать два или более слоев, например, два, три или четыре слоя. В некоторых воплощениях, когда используют третий материал основного среднего слоя, волокнистый ворсовый материал, расположенный между вторым материалом основного среднего слоя и третьим материалом основного среднего слоя, может содержать два или более слоев, например, два, три или четыре слоя.
В некоторых воплощениях толщина волокнистого ворсового материала, расположенного между первым и вторым материалами основного среднего слоя, может составлять по меньшей мере 10% от толщины всего прессового сукна с разделенным основным средним слоем, например, по меньшей мере 20%, по меньшей мере 35%, по меньшей мере 50% или по меньшей мере примерно 70%.
В некоторых воплощениях крупность волокнистого материала, используемого в ворсовых секциях прессового сукна с разделенным основным средним слоем, может быть либо одинаковой, либо различной. В некоторых воплощениях волокнистый ворсовый материал на стороне вала первого материала основного среднего слоя может быть крупнее волокнистого ворсового материала на стороне листа второго материала основного среднего слоя. В некоторых воплощениях волокнистый ворсовый материал, расположенный между первым и вторым материалами основного среднего слоя, может быть крупнее волокнистого ворсового материала на стороне листа второго материала основного среднего слоя.
В некоторых воплощениях, в которых волокнистый ворсовый материал, расположенный между первым и вторым материалами основного среднего слоя, содержит два или более слоев, крупность слоев может уменьшаться по мере того, как они становятся ближе ко второму материалу основного среднего слоя. Например, волокнистый ворсовый материал, расположенный между первым и вторым материалами основного среднего слоя, может содержать два слоя, где волокнистый слой, ближайший к первому материалу основного среднего слоя, крупнее волокнистого слоя, ближайшего ко второму материалу основного среднего слоя. Аналогично, например, волокнистый ворсовый материал, расположенный между первым и вторым материалами основного среднего слоя, может содержать три слоя, где волокнистый слой, ближайший к первому материалу основного среднего слоя, крупнее среднего волокнистого слоя, который крупнее волокнистого слоя, ближайшего ко второму материалу основного среднего слоя.
В воплощениях, в которых волокнистый ворсовый материал, расположенный между первым и вторым материалами основного среднего слоя, содержит два или более слоев, крупность слоя, ближайшего ко второму материалу основного среднего слоя, может быть такой же, как крупность волокнистого ворсового материала на стороне листа второго материала основного среднего слоя. В воплощениях, в которых волокнистый ворсовый материал, расположенный между первым и вторым материалами основного среднего слоя, содержит два или более слоев, слой, ближайший ко второму материалу основного среднего слоя, может быть крупнее волокнистого ворсового материала на стороне листа второго материала основного среднего слоя.
Чередующиеся материалы основного среднего слоя и волокнистые ворсовые материалы можно соединить друг с другом с помощью любого обычного способа, известного в уровне техники, например, прошивки, иглопробивания, склеивания и т.п.
В некоторых воплощениях только волокнистый ворсовый материал расположен между первым и вторым материалами основного среднего слоя. В таких воплощениях никаких дополнительных материалов или слоев, таких как слои полимерного слоистого материала, пленки или пеноматериала, не расположено между первым и вторым материалами основного среднего слоя.
В некоторых воплощениях прессовое сукно с разделенным основным средним слоем может содержать слои, отличные от слоев тканого основного среднего слоя и слоев волокнистого ворса. В некоторых воплощениях прессовое сукно с разделенным основным средним слоем может содержать один или более слоев полимерного слоистого материала, пленки или пеноматериала. В некоторых воплощениях слой полимерного слоистого материала, пленки или пеноматериала может исполнять роль обработки поверхности или покрытия на стороне листа одного или более слоев материала основного среднего слоя и слоев волокнистого ворса. В некоторых воплощениях полимерный слой может быть независимым слоем полимерного слоистого материала, пленки или пеноматериала, расположенным между одним или более слоями основного среднего слоя и слоями волокнистого ворса. В некоторых воплощениях полимерный слой можно образовать in-situ на одном или более слоях основного среднего слоя и слоев волокнистого ворса путем применения тепла, плавления поверхностных нитей в основном среднем слое или поверхностном ворсе в слое волокнистого ворса с образованием полимерного слоя.
В некоторых воплощениях общие граммаж и толщина прессового сукна с разделенным основным средним слоем могут быть похожими на те, которые применяют в традиционных структурах прессового сукна, но с материалом основного среднего слоя в разделенной конфигурации с частью материала основного среднего слоя, сдвинутой ближе к стороне листа прессового сукна, чем одиночный основной средний слой в традиционных структурах. Не желая связывать себя теорией, авторы полагают, что в результате изменения структуры сукна таким образом, с поддержанием при этом толщины и граммажа сукна прежними, создают улучшенное пространство для вытекания воды из листа в сукно без необходимости замедления работы машины. Кроме того, в результате сдвигания второго материала основного среднего слоя ближе к поверхности стороны листа, узлы переплетения нитей тканого второго материала основного среднего слоя способны более значительно взаимодействовать с поверхностью целлюлозного листа, воздействуя таким образом на топографию поверхности листа путем создания более определенных областей высокой и низкой плотности, которые видны как приподнятые куполообразные структуры и пониженные лункообразные структуры. Полагают, что это приводит к образованию целлюлозных листов с повышенной толщиной и/или объемом без потери эффективности сушки, производительности, или прочности или мягкости получающегося листа.
В некоторых воплощениях полимерный слой может иметь перфорированную структуру или структуру с отверстиями для того, чтобы обеспечить прохождение воды. В некоторых воплощениях первый материал основного среднего слоя может содержать полимерный слоистый материал на стороне листа. В некоторых воплощениях второй материал основного среднего слоя может содержать полимерный слоистый материал на стороне листа. В некоторых воплощениях волокнистый ворсовый материал, ближайший к стороне листа, может содержать полимерный слоистый материал на стороне листа ворсового материала.
В настоящей заявке дополнительно описывают улучшенные целлюлозные продукты и способы изготовления улучшенных целлюлозных продуктов с использованием структуры прессовых сукон, имеющих полимерную поверхность с отверстиями со стороны листа. В некоторых воплощениях отверстия можно просверлить в волокнистом ватном материале, ближайшем к стороне листа прессового сукна, вызывая расплавление или выжигание поверхностных волокон нагревом от трения, создавая слой «полимерной поверхности с отверстиями» in-situ на стороне листа прессового сукна. Согласно некоторым воплощениям описывают прессовое сукно с полимерным поверхностным слоем с отверстиями со стороны листа сукна, где сукно является прессовым сукном с разделенным основным средним слоем. Согласно некоторым воплощениям описывают прессовое сукно с полимерным поверхностным слоем с отверстиями со стороны листа прессового сукна, где сукно содержит только секцию одиночного материала основного среднего слоя.
В таких воплощениях секция одиночного материала основного среднего слоя может быть окружена секцией волокнистого ворсового материала со стороны вала и секцией волокнистого ворсового материала со стороны листа с полимерным поверхностным слоем с отверстиями на поверхности прессового сукна со стороны листа. В таких воплощениях автор изобретения обнаружил, что как толщину, так и мягкость можно улучшить по сравнению с использованием традиционного прессового сукна, в котором отсутствует полимерный поверхностный слой с отверстиями на стороне листа прессового сукна.
В настоящей заявке описаны воплощения изготовления целлюлозных продуктов с использованием описанных в данном документе прессовых сукон по изобретению. Описанные в данном документе прессовые сукна по изобретению можно использовать в любом общепринятом типе бумагоделательной машины, в которой используют прессовое сукно. В некоторых воплощениях прессовые сукна по изобретению можно использовать в прессовой части бумагоделательной машины. В некоторых воплощениях прессовые сукна по изобретению можно использовать в прессовой части, следующей за формующей частью. В некоторых воплощениях способ изготовления целлюлозного продукта включает транспортировку влажного целлюлозного полотна через по меньшей мере один зазор между валами вместе с прессовым сукном по изобретению, как описано в данном документе. В некоторых воплощениях прессовое сукно по изобретению проводит влажное целлюлозное полотно через по меньшей мере один зазор между валами, где давление прикладывают к целлюлозному полотну и прессовому сукну, и воду удаляют из полотна и перемещают в прессовое сукно. В некоторых воплощениях влажное целлюлозное полотно можно транспортировать через по меньшей мере один зазор между валами с прессовым сукном по изобретению на обеих сторонах полотна. В некоторых воплощениях влажное целлюлозное полотно можно транспортировать через более чем один зазор между валами с по меньшей мере одним прессовым сукном по изобретению, как описано в данном документе. В некоторых воплощениях целлюлозные продукты можно дополнительно подвергать дополнительным воздействиям после прессовой части, включающим сушку, крепирование, конечную обработку, переработку в изделие, каландрирование, тиснение и т.п.
Описанные в данном документе способы можно использовать для производства, например, потребительских целлюлозных продуктов, таких как санитарно-гигиенические изделия, полотенца, салфетки и т.п. В некоторых воплощениях продукт может быть санитарно-гигиеническим изделием, таким как туалетная бумага, носовой платок, детская влажная салфетка и т.п. В некоторых воплощениях продукт может быть полотенцем, таким как бумажное полотенце, влажная салфетка и т.п. В некоторых воплощениях продукт может быть столовой салфеткой, скатертью и т.п.
В некоторых воплощениях целлюлозные продукты могут демонстрировать повышенную толщину или объем с таким же или более высоким пределом прочности при растяжении по сравнению с целлюлозными продуктами, изготовленными с помощью традиционных прессовых сукон. Описанные в данном документе способы с использованием прессовых сукон по изобретению с разделенным основным средним слоем и/или с полимерной поверхностью с отверстиями со стороны листа можно дополнительно проводить без уменьшения эффективности сушки или скорости машины по сравнению с использованием традиционного прессового сукна. В частности, было обнаружено, что прессовые сукна по изобретению приводили к похожему содержанию твердых веществ после прессования по сравнению с использованием традиционных прессовых сукон.
В некоторых воплощениях целлюлозные продукты, изготовленные с использованием прессовых сукон по изобретению, могут демонстрировать увеличение толщины от примерно 5% до примерно 30% по сравнению с толщиной такого же целлюлозного продукта, изготовленного с помощью прессового сукна с такими же толщиной и граммажем сукна, но без полимерной поверхности с отверстиями и только с одиночным материалом основного среднего слоя. В некоторых воплощениях увеличение толщины может составлять по меньшей мере примерно 5%, например, по меньшей мере примерно 10%, по меньшей мере примерно 15%, по меньшей мере примерно 20% или по меньшей мере примерно 25%.
В некоторых воплощениях целлюлозные продукты, изготовленные с использованием прессовых сукон по изобретению, могут демонстрировать увеличение объема от примерно 5% до примерно 30% по сравнению с объемом такого же целлюлозного продукта, изготовленного с помощью прессового сукна с такими же толщиной и граммажем сукна, но без полимерной поверхности с отверстиями и только с одиночным материалом основного среднего слоя. В некоторых воплощениях увеличение объема может составлять по меньшей мере примерно 5%, например, по меньшей мере примерно 10%, по меньшей мере примерно 15%, по меньшей мере примерно 20% или по меньшей мере примерно 25%.
В некоторых воплощениях целлюлозные продукты, изготовленные с использованием прессовых сукон по изобретению, могут демонстрировать отношение толщины (тысячных долей дюйма (25 мкм)/8 листов) к плотности (фунтов/3000 кв. футов (1,6 г/кв. м)) по меньшей мере примерно 3, например, по меньшей мере примерно 3,5, по меньшей мере примерно 4, по меньшей мере примерно 4,5, по меньшей мере примерно 5 или по меньшей мере примерно 5,5. В некоторых воплощениях отношение толщины (тысячных долей дюйма (25 мкм)/8 листов) к плотности (фунтов/3000 кв. футов (1,6 кг/кв. м)) может составлять от по меньшей мере примерно 3 до по меньшей мере примерно 6, например, от по меньшей мере примерно 3,5 до по меньшей мере примерно 6, от по меньшей мере примерно 4 до по меньшей мере примерно 6 или от по меньшей мере примерно 5 до по меньшей мере примерно 6.
В некоторых воплощениях способ изготовления целлюлозного продукта может дополнительно включать каландрирование целлюлозного продукта после прессовой части бумагоделательной машины. Каландрирование можно использовать для улучшения мягкости и/или гладкости листа. В общем, каландрирование также приводит к уменьшению объема или толщины. Согласно способам настоящей заявки можно изготовить каландрированный целлюлозный продукт, который показывает повышенную мягкость или гладкость, но все еще со сравнимым или увеличенным объемом или толщиной благодаря положительным эффектам, достигнутым путем использования прессовых сукон с разделенным основным средним слоем по настоящей заявке. Аналогично, повышенных уровней тиснения можно достичь со сравнимым или увеличенным объемом или толщиной благодаря положительным эффектам, достигнутым путем использования прессовых сукон с разделенным основным средним слоем.
В некоторых воплощениях целлюлозные продукты, изготовленные с использованием прессовых сукон по изобретению, могут демонстрировать увеличение объема или толщины, при этом поддерживая или увеличивая предел прочности при растяжении по сравнению с таким же целлюлозным продуктом, изготовленным с помощью прессового сукна, имеющего такую же толщину и граммаж сукна, но без полимерной поверхности с отверстиями и только с одиночным материалом основного среднего слоя.
В некоторых воплощениях целлюлозные продукты, изготовленные с использованием прессовых сукон по изобретению, могут демонстрировать предел прочности при растяжении в сухом состоянии в продольном направлении («ПрН» или «ПрНП) по меньшей мере примерно 600 г/3 дюйма (78,7 г/см), например, по меньшей мере примерно 700 г/3 дюйма (91,9 г/см), по меньшей мере примерно 800 г/3 дюйма (105 г/см), по меньшей мере примерно 900 г/3 дюйма (118,1 г/см). В некоторых воплощениях целлюлозные продукты могут демонстрировать предел прочности при растяжении в сухом состоянии в поперечном направлении («ПН» или «ПНП) по меньшей мере примерно 300 г/3 дюйма (39,4 г/см), например, по меньшей мере примерно 400 г/3 дюйма (52,5 г/см), по меньшей мере примерно 500 г/3 дюйма (65,6 г/см). В некоторых воплощениях целлюлозные продукты могут демонстрировать среднее геометрическое предела прочности при растяжении в сухом состоянии («СГ» или «СГП) по меньшей мере примерно 400 г/3 дюйма (52,5 г/см), например, по меньшей мере примерно 500 г/3 дюйма (65,6 г/см), по меньшей мере примерно 600 г/3 дюйма (78,7 г/см). Пределы прочности при растяжении в ПрН и ПН можно измерять с помощью стандартного измерительного устройства Instron® или другого подходящего динамометра, который способен производить измерения с использованием 3-дюймовых (76,2 мм) или 1-дюймовых (25,4 мм) широких полос санитарно-гигиенического изделия или полотенца, приведенных в надлежащее состояние в атмосфере температуры 23±1°С (73,4±1°F) при 50%-ной относительной влажности в течение 2 часов. Испытание на растяжение проводят при скорости траверсы 2 дюйма/мин (50,8 мм/мин). СГ предела прочности при растяжении можно рассчитать из пределов прочности при растяжении ПН и ПрН, извлекая квадратный корень из произведения предела прочности при растяжении ПрН и предела прочности при растяжении ПН.
В некоторых воплощениях целлюлозные продукты, изготовленные с использованием прессовых сукон по изобретению, могут демонстрировать отношение толщины (тысячных долей дюйма (25 мкм)/8 листов) к плотности (фунтов/3000 кв. футов (1,6 г/кв. м)) по меньшей мере примерно 3,5 со СГ предела прочности при растяжении по меньшей мере примерно 500 г/3 дюйма (65,6 г/см). В некоторых воплощениях целлюлозные продукты могут демонстрировать отношение толщины (тысячных долей дюйма (25 мкм)/8 листов) к плотности (фунтов/3000 кв. футов (1,6 г/кв. м)) по меньшей мере примерно 3,5 со СГ предела прочности при растяжении по меньшей мере примерно 550 г/3 дюйма (72,2 г/см). В некоторых воплощениях целлюлозные продукты могут демонстрировать отношение толщины (тысячных долей дюйма (25 мкм)/8 листов) к плотности (фунтов/3000 кв. футов (1,6 г/кв. м)) по меньшей мере примерно 4,5 со СГ предела прочности при растяжении по меньшей мере примерно 500 г/3 дюйма (65,6 г/см). В некоторых воплощениях целлюлозные продукты, изготовленные с использованием прессовых сукон по изобретению, могут демонстрировать отношение толщины (тысячных долей дюйма (25 мкм)/8 листов) к плотности (фунтов/3000 кв. футов (1,6 г/кв. м)) по меньшей мере примерно 5 со СГ предела прочности при растяжении по меньшей мере примерно 500 г/3 дюйма (65,6 г/см).
В некоторых воплощениях целлюлозные продукты, изготовленные с использованием прессовых сукон по изобретению, могут демонстрировать мягкость, сравнимую с мягкостью продуктов-аналогов или лучше, чем у продуктов-аналогов, изготовленных с помощью традиционного сукна. В некоторых воплощениях целлюлозные продукты могут демонстрировать мягкость по меньшей мере примерно 18, например, по меньшей мере примерно 18,5, например, по меньшей мере примерно 19. Мягкость можно определить, используя группу обученных людей в области такого испытания, приведенной к стандартам TAPPI (Технической ассоциации в целлюлозно-бумажной промышленности): температура от 21,8°С до 23,8°С (от 71,2°F до 74,8°F), относительная влажность от 48% до 52%. Оценка мягкости основывается на ряде физических сравнительных образцов с заранее заданными значениями мягкости, которые всегда доступны каждому обученному человеку при проведении испытания. Angel Soft® присвоено значение мягкости 17,3, Quilted Northern Ultra Soft® значение 18,2 и Charmin Ultra Soft® значение 18,7. Обученные люди непосредственно сравнивают опытные образцы с физическими сравнительными образцами для определения уровня мягкости опытных образцов. Обученные люди затем присваивают число конкретному бумажному продукту с более высоким числом сенсорной мягкости, указывающим на более высокую субъективно ощущаемую мягкость. Продукт должен иметь мягкость по меньшей мере 16, чтобы считаться «элитным продуктом».
На фиг. 1 показана структура сравнительного традиционного прессового сукна, и на фиг. 2 показана структура сравнительного «дифференциального сукна мокрого пресса». Каждая из структур сравнительного традиционного и сравнительного «дифференциального сукна мокрого пресса» содержит сторону (10) листа и сторону (11) вала. Каждая из структур сравнительного традиционного и сравнительного дифференциального сукна мокрого пресса содержит только одиночный материал основного среднего слоя (15 на фиг. 1 и 25 на фиг. 2). В примерах на фиг. 1 и 2 одиночный материал основного среднего слоя изготовлен из двух слоев тканых нитей ПН и ПрН (17 и 18 на фиг. 1 и 27 и 28 на фиг. 2), окруженных волокнистым ворсовым материалом на стороне вала (16 на фиг. 1 и 26 на фиг. 2) и волокнистым ворсовым материалом на стороне листа (12 на фиг. 1 и 22 на фиг. 2). Структура дифференциального сукна мокрого пресса (фиг. 2) содержит уменьшенное количество волокнистого ворса (22) со стороны листа по сравнению со структурой традиционного прессового сукна (12 на фиг. 1) и, таким образом, имеет более низкие граммаж и толщину сукна.
На фиг. 3 и 4 показаны примеры воплощения структур прессового сукна с разделенным основным средним слоем по настоящей заявке. Примеры воплощения прессового сукна с разделенным основным средним слоем, показанные на фиг. 3 и 4, содержат сторону (10) листа и сторону (11) вала, первый материал основного среднего слоя (35 на фиг. 3 и 45 на фиг. 4), второй материал основного среднего слоя (33 на фиг. 3 и 43 на фиг. 4) и волокнистый ворсовый материал, расположенный между первым и вторым материалами основного среднего слоя (34 на фиг. 3 и 44 на фиг. 4). Примеры воплощения прессового сукна с разделенным основным средним слоем, показанные на фиг. 3 и 4, дополнительно содержат волокнистый ворсовый материал (32 на фиг. 3 и 42 на фиг. 4) на стороне листа второго материала основного среднего слоя и волокнистый ворсовый материал (36 на фиг. 3 и 46 на фиг. 4) на стороне вала первого материала основного среднего слоя.
В примере прессового сукна с разделенным основным средним слоем на фиг. 4 первый материал основного среднего слоя изготовлен из двух слоев тканых нитей ПН и ПрН (47 и 48). В некоторых примерах второй материал основного среднего слоя может также иметь либо вместо, либо в дополнение к первому материалу основного среднего слоя два или более слоев тканых нитей. Аналогично, в некоторых воплощениях одна или более секций ворсового материала может иметь один или более слоев волокнистого ворсового материала.
На фиг. 5 показаны фотографии сканирующей электронной микроскопии (СЭМ) поверхности со стороны листа, поверхности со стороны вала, поперечного сечения в ПН и поперечного сечения в ПрН структуры сравнительного традиционного прессового сукна.
На фиг. 6 показаны фотографии сканирующей электронной микроскопии (СЭМ) поверхности со стороны листа, поверхности со стороны вала, поперечного сечения в ПН и поперечного сечения в ПрН структуры примерного прессового сукна с разделенным основным средним слоем по заявке.
На фиг. 7 показаны поверхности со стороны листа и со стороны вала прессового сукна, в котором были просверлены отверстия в поверхности со стороны листа ворсового слоя со стороны листа с образованием полимерной поверхности с отверстиями на поверхности со стороны листа прессового сукна согласно некоторым воплощениям описанных в данном документе прессовых сукон по изобретению.
Описания раскрытых воплощений не являются полными и не ограничиваются точными формами описанных примеров воплощений. Изменения и модификации примеров воплощений станут ясны из рассмотрения технического описания и практического применения описанных воплощений.
Примеры
Пример 1
Шесть листов бумаги ручного отлива формовали в британской листовой форме с использованием стандартных процедур TAPPI, но с некоторыми изменениями прессования. Состав бумаги для этого исследования представлял собой неочищенную 100% южную хвойную сульфатную целлюлозу. Листы формовали на сетке на листовой форме и затем перемещали на две промокательные бумаги для массы высокой концентрации (thick blotter stock) для подготовки к прессованию. Сукно, которое было ранее приготовлено и вымочено в воде в течение более 24 часов, помещали на лист, отмечая продольное направление и поперечное направление, определенные направлением сукна на листе. Сукно и лист помещали в механический пресс и подвергали прессовой нагрузке приблизительно 6 МПа (870 фунтов на кв. дюйм) в течение 30 секунд. Сукно удаляли, и лист сушили в барабанной сушилке, приводили в надлежащее состояние и испытывали на физические свойства. Процедуру повторяли для каждого из шести сукон: одного сравнительного и пяти по настоящей заявке.
Контрольное прессовое сукно, использованное в этом исследовании, было сукном Hydromax™ II, изготовленным Albany International, с нейлоновым волокнистым материалом DYNATEX® 25-25 в качестве ворсового материала на стороне листа основного среднего слоя. Контрольное прессовое сукно имело только одиночный материал основного среднего слоя и не имело никакой полимерной поверхности с отверстиями. СЭМ поперечных сечений контрольного сукна показаны на фиг. 5. Четыре прессовых сукна по изобретению (примеры 1-4) были изготовлены с использованием такого же материала основного среднего слоя и волокнистого ворсового материала со стороны вала, как у контрольного сукна, но со структурой разделенного основного среднего слоя и с волокнистым ворсом на стороне листа и волокнистым ворсовым материалом, расположенным между первым и вторым материалами основного среднего слоя, изготовленными из одного из нейлоновых волокон DYNATEX®.25/.2S, DYNATEX® 3.3, AperTech™ 3, AperTech™ 5 или AperTech™ 7. Пример 5 по изобретению представлял собой прессовое сукно согласно другому воплощению настоящего изобретения со слоем полимерной поверхности с отверстиями на стороне листа прессового сукна, как показано на фиг. 7, и содержащего только одиночную секцию материала основного среднего слоя.
Листы бумаги ручного отлива, изготовленные с использованием каждого из шести прессовых сукон, затем испытывали на толщину/объем и прочность. Толщину одиночного листа вычисляли в виде объема, результаты чего показаны на фиг. 8 и в таблице 1 ниже. Прочность измеряли по направлению прессового сукна как предел прочности при растяжении в продольном направлении («ПрНП») и предел прочности при растяжении в поперечном направлении («ПНП»). Среднее геометрическое предела прочности при растяжении («СГП») вычисляли и нормализовали с учетом разницы плотностей листов бумаги ручного отлива. Результаты измерений прочности показаны на фиг. 9 и в таблице 1 ниже.
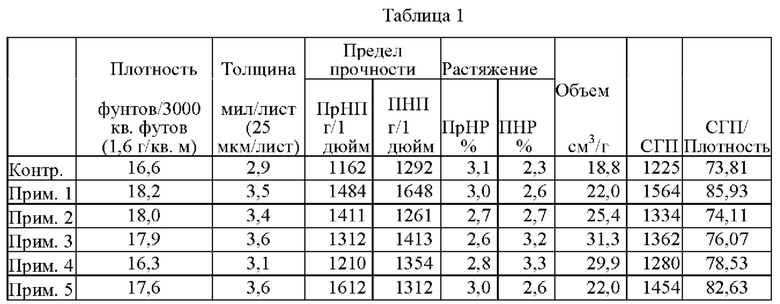
Результаты в таблице 1 и на фиг. 8 показывают значительное различие в объемных свойствах листов бумаги ручного отлива, изготовленных с помощью прессовых сукон по изобретению, по сравнению с контрольным сукном. Каждый из листов бумаги ручного отлива, изготовленных с помощью прессовых сукон с разделенным основным средним слоем по изобретению (примеры 1-4) и сукна с полимерным поверхностным слоем с отверстиями (пример 5), показывал более высокие показатели толщины/объема по сравнению с контрольным сукном, причем пример 3 и пример 4 показали наибольшее увеличение объема. Такое увеличение объемных свойств получающихся листов бумаги ручного отлива, изготовленных с помощью прессовых сукон по изобретению, было неожиданным.
В таблице 1 и на фиг. 9 дополнительно показаны результаты, которые равным образом являются неожиданными, указывающие, что в этом исследовании отсутствовали значительные потери или уменьшение прочностных свойств листов, изготовленных с помощью прессовых сукон по изобретению, по сравнению с контрольным сукном. Фактически, каждый из листов, изготовленный с использованием прессовых сукон по изобретению, демонстрировал по меньшей мере некоторое увеличение прочностных свойств, при этом демонстрируя увеличение в объеме/толщине.
Пример 2
Семь основных листов формовали на опытной бумагоделательной машине, каждый с использованием различной структуры прессового сукна. В этом примере для изготовления основных листов в качестве состава бумаги использовали смесь 50/50 лиственной сульфатной целлюлозы/южной хвойной сульфатной целлюлозы со StaLok 2156 в качестве добавки для прочности в сухом состоянии. Основные листы изготавливали при плотности примерно 12 фунтов /стопу (5443 г/500 листов).
Сукно Hydromax™ II, изготовленное Albany International, использовали в качестве контрольного прессового сукна. Пять прессовых сукон по изобретению (примеры 6-11) изготавливали с использованием такого же материала основного среднего слоя и волокнистого ворсового материала со стороны вала, как и у контрольного сукна, но со структурой с разделенным основным средним слоем и волокнистым ворсом со стороны листа и волокнистым ворсовым материалом, расположенным между первым и вторым материалами основного среднего слоя, изготовленным из одного из нейлоновых волокон Dynatex®.25/.25, DYNATEX® 3.3, AperTech™ 3, AperTech™ 5 или AperTech™ 7. Пример 11 по изобретению представлял собой прессовое сукно согласно другому воплощению настоящего изобретения со слоем полимерной поверхности с отверстиями на стороне листа прессового сукна, как показано на фиг. 7, и содержащего только одиночную секцию материала основного среднего слоя.
Измеряли показатели толщины основных листов, изготовленных с использованием каждой из семи структур прессового сукна, как до, так и после каландрирования. Результаты по толщине для образцов некаландрированных основных листов показаны на фиг. 10 в зависимости от среднего геометрического предела прочности при растяжении. Результаты по толщине для образцов каландрированного переработанного конечного продукта показаны на фиг. 11 в зависимости от среднего геометрического предела прочности при растяжении. В каждом случае толщина основных листов, изготовленных с помощью структур сукна по изобретению (примеры 6-11), превосходила толщину/объем основных листов, изготовленных с помощью контрольной структуры прессового сукна.
Как показано на фиг. 12, также измеряли мягкость для каждого из каландрированных переработанных конечных продуктов, изготовленных с использованием шести структур прессового сукна по изобретению. Измерения показали, что каландрированный переработанный конечный продукт, изготовленный с помощью прессового сукна по изобретению (примеры 6-11), не демонстрировал какого-либо значительного уменьшения мягкости по сравнению с каландрированным переработанным конечным продуктом, изготовленным с помощью контрольного прессового сукна.
Пример 3
Дополнительные основные листы формовали на опытной бумагоделательной машине, сравнивая поверхность основных листов, изготовленных с помощью прессовых сукон примера 10 и примера 11, с поверхностью основного листа, изготовленного с помощью контрольного прессового сукна. Результаты показали, что существуют весьма очевидные области пятен высокой и низкой плотности на основных листах, изготовленных с помощью основных листов по изобретению, которые выделяются в виде трехмерной структуры, подобные воздушным куполам. Изображения поверхности, полученные с помощью КТ сканирующей микроскопии, показаны на фиг. 13-15 и изображения, которые были представлены в разрезе для того, чтобы показать поверхностную топографию в данных КТ сканирующей микроскопии, показаны на фиг. 16-18. Более светлые области на фиг. 13-15 обозначают области более низкой плотности, при этом более темные области обозначают области более высокой плотности. Таким образом, основные листы, изготовленные с помощью каждого из прессовых сукон по изобретению примера 10 и примера 11, имели повышенные области низкой плотности по сравнению с основным листом, изготовленным с помощью контрольного прессового сукна, при этом основной лист, изготовленный с помощью прессового сукна примера 11, демонстрировал наибольшие области низкой плотности.
Можно видеть, что применение прессового сукна с полимерным поверхностным слоем с отверстиями на стороне листа прессового сукна, как в примере 11, может обеспечить повышенные визуальные выгоды для соответствующего основного листа. Такой слой полимерной поверхности с отверстиями может быть выгодным либо в структуре традиционного прессового сукна, либо в структуре прессового сукна с разделенным основным средним слоем.
Пример 4
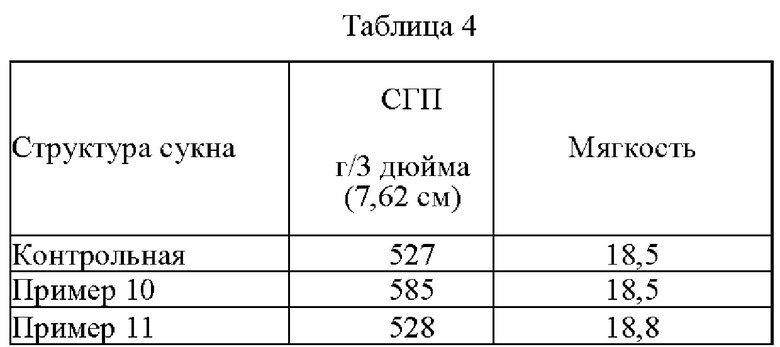
Свойства переработанных конечных продуктов, изготовленных с помощью контрольного прессового сукна, дополнительно сравнивали со свойствами переработанных конечных продуктов, изготовленных с помощью прессовых сукон примера 10 и примера 11 при двух различных плотностях. Результаты показаны а таблицах 2, 3 и 4 ниже. Образцы конечных продуктов с использованием прессовых сукон по изобретению примеров 10 и 11 изготавливали с помощью таких же способов, как и контрольное сукно, соответственно, за исключением типа используемого прессового сукна.

Как видно из приведенной выше таблицы 2, каждый из основных листов, изготовленных с помощью структур прессовых сукон по изобретению примера 10 и примера 11, показывал улучшенную толщину на основную массу по сравнению с основными листами, изготовленными с помощью контрольного прессового сукна, в особенности при более высоких основных массах. В таблице 2 также показано, что основную массу можно понизить, при этом поддерживая аналогичную толщину, как и у контрольного образца (пример 10) или даже более высокую толщину, чем у контрольного образца (см. пример 11).

В данном документе было описано множество воплощений. Тем не менее, следует понимать, что можно выполнить различные модификации, не отклоняясь от общей идеи и области защиты изобретения. Соответственно, другие воплощения находятся в области защиты следующей формулы изобретения.




Группа изобретений относится к способам изготовления целлюлозного продукта и к прессовым сукнам для изготовления целлюлозного продукта. При этом прессовое сукно содержит сторону листа, сторону вала, первый материал основного среднего слоя, содержащий тканые нити, второй материал основного среднего слоя, содержащий тканые нити, где второй материал основного среднего слоя расположен ближе к стороне листа прессового сукна, чем первый материал основного среднего слоя, и по меньшей мере один волокнистый ворсовый материал, расположенный между первым материалом основного среднего слоя и вторым материалом основного среднего слоя, где волокнистый ворсовый материал содержит два слоя, где слой волокнистого ворсового материала, расположенного ближе к первому материалу основного среднего слоя, крупнее слоя волокнистого ворсового материала, расположенного ближе ко второму материалу основного среднего слоя. Или прессовое сукно содержит сторону листа и сторону вала, по меньшей мере один материал основного среднего слоя, содержащий тканые нити, по меньшей мере один волокнистый ворсовый материал, расположенный на стороне листа прессового сукна, где волокнистый ворсовый материал содержит полимерную поверхность с отверстиями со стороны листа. 4 н. и 25 з.п. ф-лы, 18 ил., 4 табл.
1. Способ изготовления целлюлозного продукта, включающий:
обезвоживание целлюлозного полотна в прессовой части бумагоделательной машины с помощью прессового сукна с разделенным основным средним слоем, где прессовое сукно с разделенным основным средним слоем содержит:
сторону листа и сторону вала,
первый материал основного среднего слоя, содержащий тканые нити,
второй материал основного среднего слоя, содержащий тканые нити, расположенный ближе к стороне листа прессового сукна, чем первый материал основного среднего слоя, и
волокнистый ворсовый материал, расположенный между первым материалом основного среднего слоя и вторым материалом основного среднего слоя, где волокнистый ворсовый материал содержит два слоя, где слой волокнистого ворсового материала, расположенный ближе к первому основному среднему слою, крупнее слоя волокнистого ворсового материала, расположенного ближе ко второму основному среднему слою.
2. Способ по п. 1, в котором прессовое сукно дополнительно содержит волокнистый ворсовый материал на стороне листа второго материала основного среднего слоя и волокнистый ворсовый материал на стороне вала первого материала основного среднего слоя.
3. Способ по п. 2, в котором волокнистый ворсовый материал, расположенный между первым материалом основного среднего слоя и вторым материалом основного среднего слоя, крупнее волокнистого ворсового материала, расположенного на стороне листа второго материала основного среднего слоя.
4. Способ по п. 2, в котором первый материал основного среднего слоя содержит два тканых слоя нитей, причем каждый слой содержит ориентированные по отношению к машине в поперечном направлении нити, которые сотканы вместе с ориентированными по отношению к машине в продольном направлении нитями.
5. Способ по п. 1, в котором нить второго материала основного среднего слоя крупнее нити первого материала основного среднего слоя.
6. Способ по п. 2, в котором волокнистый ворсовый материал, расположенный на стороне листа второго материала основного среднего слоя, содержит полимерную поверхность с отверстиями со стороны листа.
7. Способ по п. 1, в котором толщина волокнистого ворсового материала, расположенного между первым материалом основного среднего слоя и вторым материалом основного среднего слоя, составляет по меньшей мере 20% от толщины всего прессового сукна с разделенным основным средним слоем.
8. Способ по п. 1, в котором толщина волокнистого ворсового материала, расположенного между первым материалом основного среднего слоя и вторым материалом основного среднего слоя, составляет по меньшей мере 35% от толщины всего прессового сукна с разделенным основным средним слоем.
9. Способ по п. 1, в котором толщина волокнистого ворсового материала, расположенного между первым материалом основного среднего слоя и вторым материалом основного среднего слоя, составляет по меньшей мере 50% от толщины всего прессового сукна с разделенным основным средним слоем.
10. Способ изготовления целлюлозного продукта, включающий:
обезвоживание целлюлозного полотна в прессовой части бумагоделательной машины с помощью прессового сукна, где прессовое сукно содержит:
сторону листа и сторону вала,
по меньшей мере один материал основного среднего слоя, содержащий тканые нити,
по меньшей мере один волокнистый ворсовый материал, расположенный на стороне листа прессового сукна, и
где волокнистый ворсовый материал, расположенный на стороне листа прессового сукна, содержит полимерную поверхность с отверстиями со стороны листа.
11. Способ по п. 10, в котором полимерную поверхность с отверстиями образуют, просверливая отверстия в волокнистом ворсовом материале, расположенном на стороне листа прессового сукна, вызывая нагрев и трение для расплавления поверхностных волокон и для создания слоя полимерной поверхности с отверстиями со стороны листа прессового сукна.
12. Прессовое сукно, содержащее:
сторону листа,
сторону вала,
первый материал основного среднего слоя, содержащий тканые нити,
второй материал основного среднего слоя, содержащий тканые нити, где второй материал основного среднего слоя расположен ближе к стороне листа прессового сукна, чем первый материал основного среднего слоя, и
по меньшей мере один волокнистый ворсовый материал, расположенный между первым материалом основного среднего слоя и вторым материалом основного среднего слоя, где волокнистый ворсовый материал содержит два слоя, где слой волокнистого ворсового материала, расположенного ближе к первому материалу основного среднего слоя, крупнее слоя волокнистого ворсового материала, расположенного ближе ко второму материалу основного среднего слоя.
13. Прессовое сукно по п. 12, дополнительно содержащее волокнистый ворсовый материал на стороне листа второго материала основного среднего слоя и/или волокнистый ворсовый материал на стороне вала первого материала основного среднего слоя.
14. Прессовое сукно по п. 12, дополнительно содержащее третий материал основного среднего слоя, содержащий тканые нити, расположенный ближе к стороне листа прессового сукна, чем второй материал основного среднего слоя, и содержащее волокнистый ворсовый материал на стороне листа второго материала основного среднего слоя и между вторым материалом основного среднего слоя и третьим материалом основного среднего слоя.
15. Прессовое сукно по п. 12, где тканая нить первого материала основного среднего слоя и тканая нить второго материала основного среднего слоя выбраны из группы, состоящей из натуральных нитей, синтетических нитей, моноволоконных нитей, многоволоконных нитей, полых нитей, крупных нитей, гладких нитей и их сочетаний.
16. Прессовое сукно по п. 12, где тканая нить первого материала основного среднего слоя и тканая нить второго материала основного среднего слоя имеет форму поперечного сечения, выбранную из группы, состоящей из круглой, плоской и их сочетаний.
17. Прессовое сукно по п. 16, где форма поперечного сечения выбрана из группы, состоящей из круглой, овальной, эллиптической и прямоугольной.
18. Прессовое сукно по п. 12, где тканая нить первого материала основного среднего слоя и тканая нить второго материала основного среднего слоя выбраны из группы, состоящей из нитей, ориентированных по отношению к машине в поперечном направлении, нитей, ориентированных по отношению к машине в продольном направлении, как нитей, ориентированных по отношению к машине в поперечном направлении, так и нитей, ориентированных по отношению к машине в продольном направлении, и нитей, ориентированных по отношению к машине в поперечном направлении, которые сотканы вместе с нитями, ориентированными по отношению к машине в продольном направлении, с образованием тканого слоя.
19. Прессовое сукно по п. 12, где первый материал основного среднего слоя и/или второй материал основного среднего слоя содержит переплетенный с ним волокнистый ворс.
20. Прессовое сукно по п. 12, где первый материал основного среднего слоя содержит два тканых слоя нитей, причем каждый слой содержит нити, ориентированные по отношению к машине в поперечном направлении, которые переплетены с нитями, ориентированными по отношению к машине в продольном направлении.
21. Прессовое сукно по п. 13, где волокнистый ворсовый материал, расположенный между первым материалом основного среднего слоя и вторым материалом основного среднего слоя, крупнее волокнистого ворсового материала, расположенного со стороны листа второго материала основного среднего слоя.
22. Прессовое сукно по п. 12, где нить второго материала основного среднего слоя крупнее нити первого материала основного среднего слоя.
23. Прессовое сукно по п. 12, где волокнистый ворсовый материал представляет собой нейлон или шерсть.
24. Прессовое сукно по п. 12, где волокнистый ворсовый материал, расположенный между первым материалом основного среднего слоя и вторым материалом основного среднего слоя, составляет по меньшей мере 10% от толщины всего прессового сукна.
25. Прессовое сукно по п. 12, где волокнистый ворсовый материал, первый материал основного среднего слоя и второй материал основного среднего слоя соединены друг с другом с помощью одного или более из прошивки, иглопробивания или склеивания.
26. Прессовое сукно по п. 12, дополнительно содержащее слой полимерного слоистого материала, пленки или пеноматериала.
27. Прессовое сукно по п. 12, дополнительно содержащее полимерный слой с отверстиями.
28. Прессовое сукно, содержащее:
сторону листа и сторону вала,
по меньшей мере один материал основного среднего слоя, содержащий тканые нити,
по меньшей мере один волокнистый ворсовый материал, расположенный на стороне листа прессового сукна,
где волокнистый ворсовый материал содержит полимерную поверхность с отверстиями со стороны листа.
29. Прессовое сукно по п. 28, где материал основного среднего слоя окружен волокнистым ворсовым материалом со стороны вала и волокнистым ворсовым материалом со стороны листа с полимерной поверхностью с отверстиями со стороны листа.
| Устройство для обработки плоских деталей | 1982 |
|
SU1041195A2 |
| US 20040094281 A1, 20.05.2004 | |||
| US 20100186913 A1, 29.07.2010 | |||
| Сукно машины и способ его изготовления | 1987 |
|
SU1834941A3 |
| Устройство выделения одиночного @ -го импульса | 1987 |
|
SU1443146A2 |
