со ел Изобретение относится к холодной обработке давлением и может быть использовано в различных отраслях машиностроения для обработки плоских деталей. По основному авт. св. N 869914 известно устройство для обработки плоских деталей, содержащее связанную с приводом подвижную в вертикальном направлении плиту, несущую вырубные пуансоны и подпружиненный относительно нее прижим сьемник, установленные на основании матрицы, и механизм перемещения деталей, выполненный в виде двух щарнирно устанрвленных на основании симметрич на относительно оси перемещения деталей и связанных между собой горизонтальными стержнями дисков, установленных на них по окружности и подпружиненных в радиальном направлении кассет для размещения деталей, и снабженный приводом, выполненньгм в вид установленного на основании силового цилинд ра и закрепленных на одном из дисков по окружности на заданном расстоянии один от другого упоров, поочередно взаимодействующих со щтоком силового цилиндра 1. Недостатком устройства является низкая точность обработки, так какиз за недостаточ ной жесткости стержней, соединяющих диски, возможен разворот дисков один относительно другого, что приводит к перекосу кассеты с деталью относительно матриц , Цель изобретения - повыщение точности 1обработки. Эта цель достигается тем, что устройство снабжено узлом фиксации дисков, выполненным в виде двух силовых цилиндров, щток каждого из которых оснащен вилкой, и упоров, размещенных на. торцовой поверхности каждого из дисков на заданном расстоянии один от другвго с возможностью поочередного взаимодействия с вилкой одного из силовых цилиндров, надпорцшевая полость каждого из силовых цилиндров узла фиксации соединена с подпорщневой полостью силового цилиндра привода механизма перемещения деталей, а подпорцшевая полость каждого из силовых цилиндров узла фиксации - с надпоршневой полостью силового цилиндра привода механиз ма перемещения деталей. На фиг. 1 изображено устройство для обработки плоских деталей, общий вид; иа фиг 2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б иа фиг.1; иа фиг.4 вид В на фиг.З; иа фиг.5 - схема соединения силовых цилиид ров с источником давления. Устройство для обработки плоских деталей содержит основание 1(стол); на котором уста иовлеИы поддон 2 и плита 3, расположенная .над поддоном 2, балку 4, размещенную горизонтально. Средняя часть балки выполнена Побразной, ее концы 5 с прямоугольным поперечным сечением и закреплены на плите 3, а части- 6 балки 4, расположенные между П образной частью и концами 5, выполнены цилиндрическиили и являются щейками для установки дисков 7 и 8, имеющих кольцевые выступы 9 и 10. В последних закреплены направляющие стержни 11, расположенные радиально, и несущие кассеты 12, подпружиненные пружинами 13. Диски 7 и 8 связаны между собой стержнями 14.-Перемещение кассет 12 по направляющим стержням 11 под действием пружин 13 ограничено планками 15, закрепленными на дисках 7 и 8. На одном из хвостовиков балки 4 закреплены тормозные колодки 16, взаимодействуюцще с диском 7. На балке 4 закреплены кронштейнь 17, несущие лодцон 18. Под плитой 3 иа основании 1 закреплен силовой цилиндр 19, иа штоке 20 которого шарнирно установлена собачка 21 при помощи оси 22 и подпружинена пружиной 23. Собачка 21 взаимодействует с упорами 24, закрепленными на диске 7 по окружности на заданном расстоянии один от другого. На плите 3 закреплен кронштейн 25 с балкой 26, иа которой в свою очередь закреплены силовой цилиндр 27 и вертикальные направляющие колонки 28. На направляющих колонках 28 установлена плита 29, связанная со щтоком 30 силового . цилиндра 27. На плите 29 закреплень пуансоны 31 и при помощи винтов 32 - сьемиик 33, подпружиненный пружинами 34, установленными на винтах 32. На плите 3 закреплены также сютовые цилгадры 35 и 36, на штоках 37 и 38 кого,рых закреплены вилки 39 и 40 соответственно. Вилка 39 взаимодействует с упорами 41, закрепленными на торцовой поверхности диска 7 по окружности на заданном расстоянии оДин от другого, а вилки 40 - с упорами 42, закреплёнными иа торцовой поверхности диска по окружиости иа заданном расстоянии одни т другого. Силовые цилиндры 19, 35 и 36 соединены трубопроводами 43 с источником давления 44 разноименными плоскостями. В балке 4 закреплены матрищ 1 45, а в дне ассет 12 выполнены отверстия для прохода матриц 45 Устройство для обработки плоских деталей аботает следующим образом. Лист резины (не показан) укладывают в ассету 12, расположенную в данный момент верху (фиг.1), включают силовой цилиндр 27. ток 30 перемещает плиту 29 по направляющим Э1 колонкам 28 вниз. Съемник 33 входит в кассету 12 и прижимает лист к ее дну и одновремен ио перемещает кассету 12 го нагфавляющим стержням 11, сжимая пружины 13, так как жесткость пружин 34 больше жесткости пружин 13. Матрицы 45 входят в отверстие в да1е кассеты 12, при дальнейшем опускании плиты 29 съемник 33 ётоит на месте, а пружины 34 ежимаются. Затем пуансоны 31 пробивают (вырубают) отверстия в листе. Отходы проходят чере мат{Я1ЦЫ 45 и падают в поддон 18. В это время випки 39 и 40 заведены на упоры 41 и 42. Включают силовой цилиндр 27 на реверсивное движение, который штоком 30 перемещает плиту 29 с пуансоном 31 и сьемником 33 вверх. В это время в следующую кассету 12, распо ложенную под yrjjoM, укладывают другой лист резины. Затем включают силовой цилиндр 19. При перемещении штока 20 собачка 21 воздейст вует на одни из упоров 24, а штоки 37 и 38 силовых цилиндров 35 и 36 отводят вилки 39 и 40 от упоров 41 и 42. 54 Диски 7 и 8 поворачиваются, и кассета 12 с уложенным в нее листом занимает положение предьщущей кассеты (сверху). После этого вкл.)чают силовой цилиндр 19 на реверсивное движение, собачка 21 проскальзывает по yiiopaM 24, а. тормозные колодки 16 удеряотвают диск 7 на месте. В зто время штоки, 37 и 38 силовых циливдров 35 и 36 заводят вилки 39 и 40 на упоры 41 и 42. Скосы на .вилках 39 и 40 обеспешвают заведение вилок 39 и 40 на упоры 41 и 42 при значительных перекосах дисков J и 8 один относительно другого. Затем цикл повторяется. Обработанные листы выпадают из кассет 12 в поддон 2. Синхронность работь силовых цилиндров 19 и 27 может быть достигнута при . помощи конечных выключателей и электросхемы, а длительность цикла можно обеспечить реле времени. Описываемое устройство позволяет повысить точность обработки плоских деталей за счет устранения перекоса дисков, а следовательно, кассеты с деталью относительно матриц. .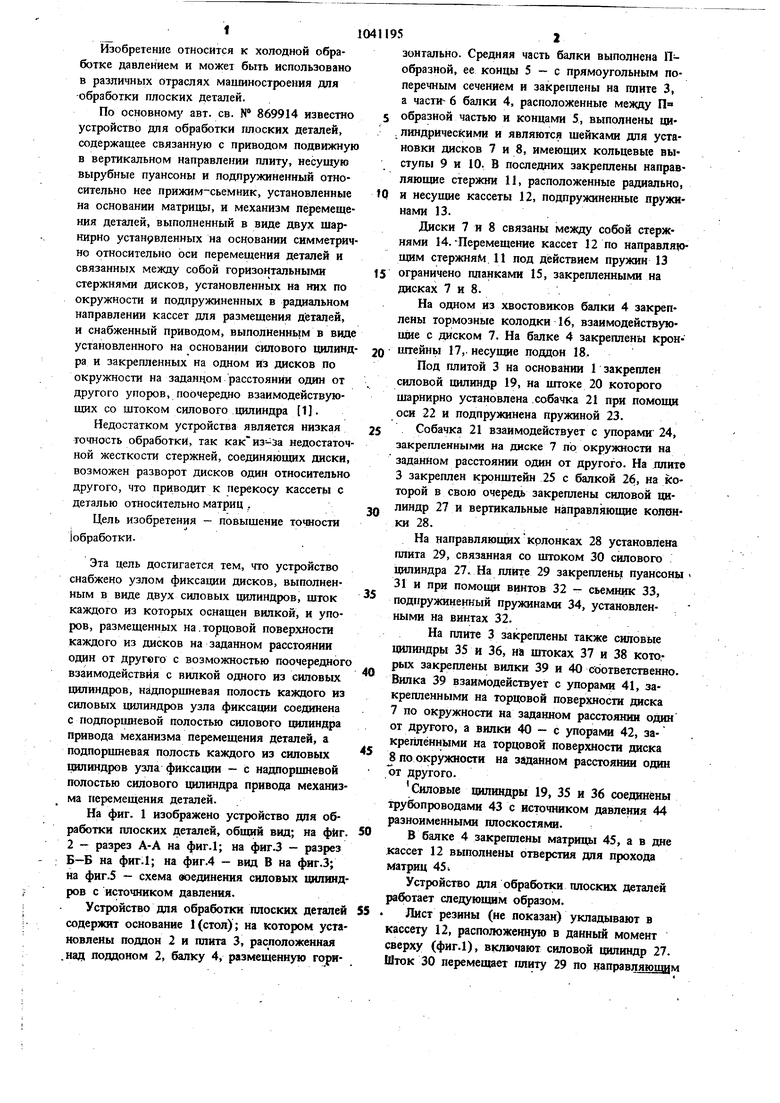

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки плоских деталей | 1980 |
|
SU869914A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Автоматизированный комплекс для штамповки крупногабаритных деталей | 1985 |
|
SU1324725A1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| Устройство для опрессовки одиночных наконечников на жилах многожильных кабелей | 1978 |
|
SU703879A1 |
| Модуль для автоматизированной листовой штамповки | 1989 |
|
SU1708477A1 |
| Устройство для обработки давлением и сборки сетчатых деталей,преимущественно секций масляных фильтров | 1983 |
|
SU1094717A1 |
| Установка для обработки ленточного материала | 1987 |
|
SU1530306A1 |
| Устройство для сборки герметичного реле | 1984 |
|
SU1229854A1 |
| СПОСОБ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, ПРЕИМУЩЕСТВЕННО ФЛАНЦЕВ ИЗ ШИН К ВОЗДУХОВОДАМ, СЕКЦИЙ КАРМАННЫХ ФИЛЬТРОВ ОЧИСТКИ ВОЗДУХА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2557844C1 |




УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПЛОСКИХ ДЕТАЛЕЙ по авт. св. № 869914, отличающееся тем, что, с целью повышения точности обработки, оно сиабжеио узлом фиксации дисков, выполненным в виде двух силовых цилиндров, шток каждого из KOTOpbix оснащен вилкой, и упоров, размещенных на торцовой поверхности каждого из дисков с- возможностью поочередного взаимодействия с вилкой одного КЗ силовых цилиндров, надпоршневая. полость каждого из силовых цилиндров узла фиксации соединена с подпоршневой полостью силового цилиндра привода механизма перем.ещения деталей, а подпоршневая полость каждого из силовых цилиндров узла фиксации - с надпоршневой полостью силового цилиндра привода механизма перемещения деталей.
i
.W
5 «/./ 8 /4 A-A 4i 7/ // 2 .Z /7
JLl
ВаЗВ
ft/г Л
US.S
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
