Изобретение относится к области электроэрозионной обработки металлов и сплавов воздействием импульсов электрического тока, возбуждаемых между электродами-инструментами и деталями и может быть использовано при изготовлении охлаждающих отверстий малого диаметра с фасками в охлаждаемых рабочих и сопловых лопатках газотурбинных двигателей.
Прошивку перфорационных каналов малого диаметра (менее 1,8 мм) выполняют электродами-инструментами, как одиночными, так и групповыми, собранными и установленными в определенном порядке для одновременной прошивки отверстий. Высокие рабочие температуры газа газотурбинных двигателей приводят к перегреву материала лопаток турбины и для снижения их поверхностной температуры используют термобарьерные покрытия. Однако нанесенное покрытие осаждается не только на поверхности лопаток, но и в охлаждающих отверстиях (перфорационных каналах), блокируя последних. Сужение входа перфорационного канала приводит к снижению эффективности охлаждения и перегреву материала лопаток турбины. Прошивка отверстий сквозь слой покрытия неизбежно сопровождается процессом оплавления и стеклования участка покрытия, окаймляющего выходное отверстие каналов. В результате происходит сеточное растрескивание керамического слоя и скалывание керамики.
Из уровня техники известен способ электроэрозионной прошивки охлаждающих отверстий в турбинных лопатках с термобарьерным покрытием, при котором охлаждающие отверстия выполняют электродом-инструментом цилиндрической формы путем его вращения и поступательного перемещения (RU 2522975, В23Н 5/02, Опубликовано: 20.07.2014 Бюл. №20). В известном способе прошивку охлаждающих отверстий осуществляют сквозь слой нанесенного покрытия двумя трубчатыми электродами. Вначале под охлаждающее отверстие удаляют электродом-инструментом участок покрытия с поверхности лопатки, после чего прошивают в ней отверстие. При этом покрытие вокруг прошитого отверстия растрескивается и скалывается.
Технической задачей предлагаемого изобретения является недопущение указанного недостатка при прошивке охлаждающих отверстий в турбинных лопатках.
Техническая задача осуществляется тем, что в способе электроэрозионной прошивки охлаждающих отверстий турбинных лопаток с термобарьерным покрытием, при котором охлаждающие отверстия выполняют электродом-инструментом цилиндрической формы путем его поступательного перемещения, электрод-инструмент предварительно изготавливают ступенчатым с переходным коническим участком, при этом угол конуса этого участка выполняют в пределах 30-90 градусов, перемещение переходного конического участка электрода-инструмента устанавливают с момента вхождения его в лопатку в интервале от 10% до 25% толщины стенки лопатки, при этом прошивку осуществляют до нанесения термобарьерного покрытия на лопатки. Конкретность же исполнения угла конуса переходного конического участка электрода-инструмента устанавливают в зависимости от заданного расстояния между охлаждающими отверстиями и толщины наносимого покрытия.
Техническим результатом предложенного способа является обеспечение при изготовлении лопатки недопущения повреждаемости нанесенного покрытия на ее поверхность и попадания фрагментов покрытия в перфорационные охлаждающие отверстия, тем самым сохраняя величину расчетного охлаждающего потока воздуха сквозь отверстия лопатки.
Изобретение поясняется фигурами, на которых изображено следующее:
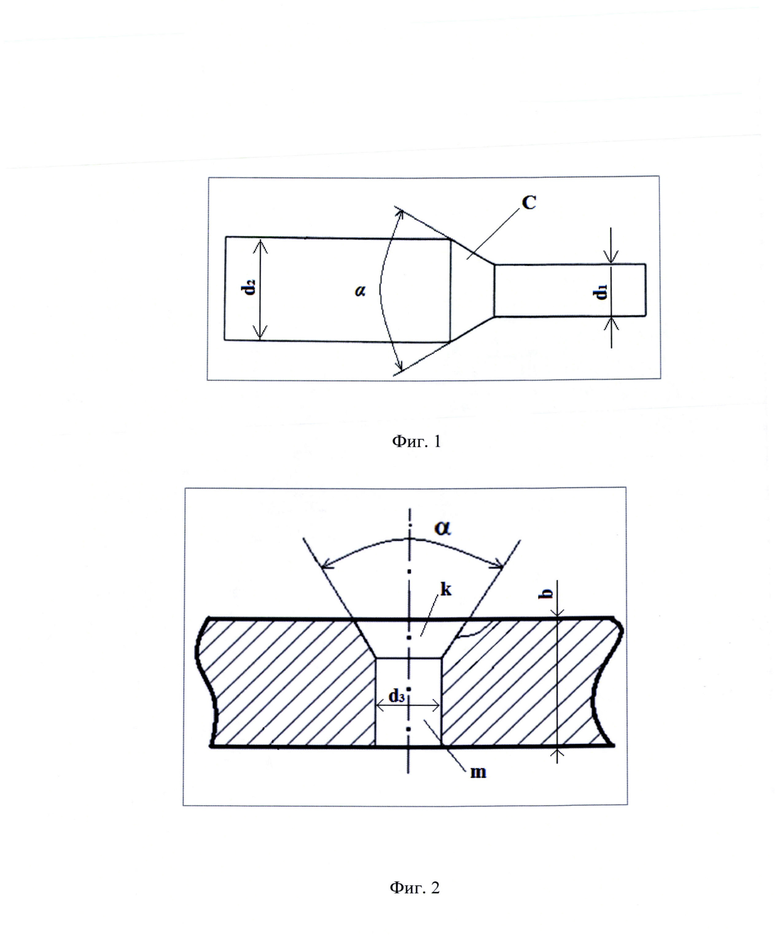
фиг. 1 - цилиндрический профилированный электрод-инструмент с переходным коническим участком;
фиг. 2 - перфорационное отверстие с фаской в перфорационном отверстии стенке лопатки;
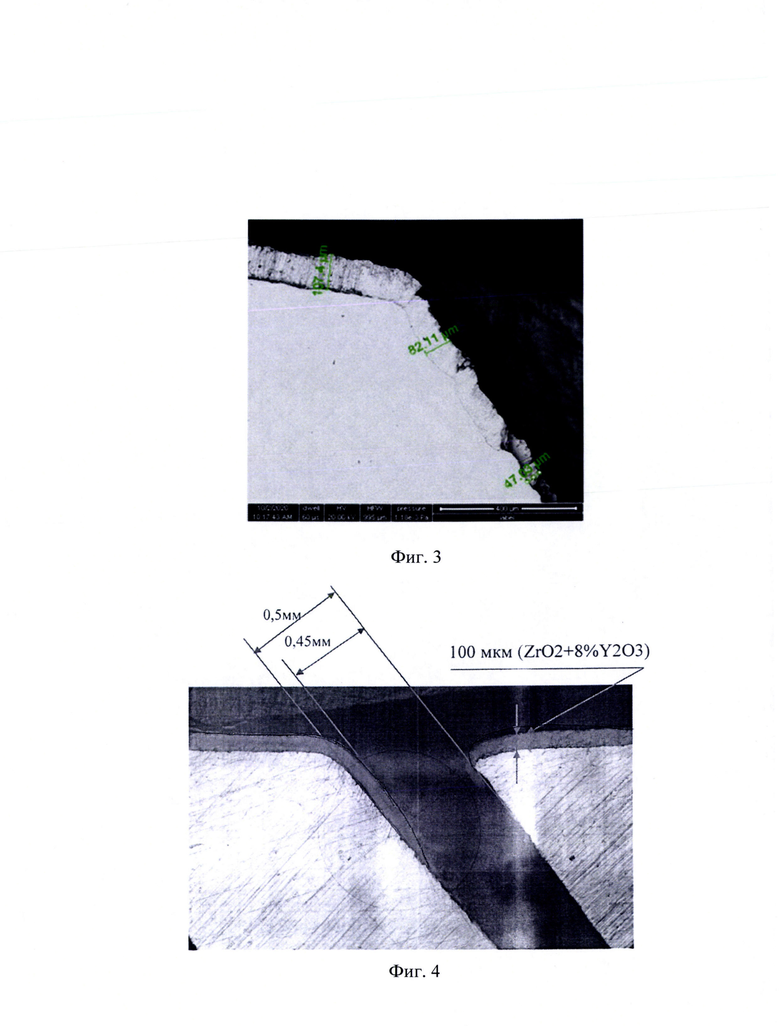
фиг. 3 - термобарьерное покрытие на лопатке турбины с фаской в перфорационном отверстии;
фиг. 4 - термобарьерное покрытие на лопатке турбины с блокировкой канала при отсутствии фаски в перфорационном отверстии.
Пример осуществления способа электроэрозионной прошивки охлаждающих отверстий в турбинных лопатках с термобарьерным покрытием.
В качестве образцов использовали лопатки из жаропрочного никелевого сплава ЖС32 ротора турбины авиадвигателя. Вначале изготовили в соответствии с требованием задания цилиндрический электрод-инструмент переменного диаметра (d1 и d2) с переходным коническим участком С с углом конуса α=60 градусов (фиг. 1). Прошивку отверстий диаметром d1 и d2 проводили за один проход в ванне с индустриальным маслом. Толщина стенки лопатки b составляла 4,5 мм. Перемещение конического участка электрода - инструмента с момента вхождения его в поверхность лопатки составило 1 мм. Получили отверстия m диаметром d3 с фасками k (фиг. 2). Затем нанесли термобарьерное покрытие, состоящее из связующего жаростойкого слоя методом вакуумноплазменного напыления и керамического слоя методом электроннолучевого напыления.
Керамический слой покрытия (фиг. 3, 4), попадая в фаски перфорационных отверстий, не перекрывал перфорационный канал.
Выполняя на электроде-инструменте иную конусность, кроме угла α=60 градусов возможно следующее: при α>90 градусов возможно наложение конусности соседних отверстий друг на друга. При величине α<30 градусов слой керамики перекрывает канал перфорационного отверстия.
Результатом предложенного способа является исключение повреждаемости нанесенного покрытия на лопатках и отсутствие фрагментов этого покрытия в отверстия, что сохраняет расчетную величину потока охлаждающего воздуха, проходящего сквозь отверстия лопатки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ОТВЕРСТИЙ | 2009 |
|
RU2430816C2 |
| СПОСОБ ФОРМИРОВАНИЯ ПЕРФОРАЦИОННЫХ ОТВЕРСТИЙ НА ПЕРЕ ПОЛОЙ ЛОПАТКИ ТУРБИНЫ ИЗ ЖАРОПРОЧНОГО СПЛАВА | 2019 |
|
RU2708723C1 |
| Способ изготовления перфорационных отверстий на пере лопатки турбины | 2024 |
|
RU2833200C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕРФОРАЦИОННЫХ ОТВЕРСТИЙ В ПОЛОЙ ЛОПАТКЕ ТУРБИНЫ ИЗ ЖАРОПРОЧНОГО СПЛАВА | 2019 |
|
RU2697751C1 |
| СПОСОБ ОБРАБОТКИ ПЕРФОРАЦИОННЫХ ОТВЕРСТИЙ В ПОЛЫХ ЛОПАТКАХ ТУРБОМАШИНЫ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2019 |
|
RU2710087C1 |
| СПОСОБ ОБРАБОТКИ ПОЛОЙ ЛОПАТКИ ТУРБОМАШИНЫ С ПЕРФОРАЦИОННЫМИ ОТВЕРСТИЯМИ | 2019 |
|
RU2722544C1 |
| СПОСОБ ОБРАБОТКИ ПЕРФОРАЦИОННЫХ ОТВЕРСТИЙ И ВНУТРЕННЕЙ ПОЛОСТИ ЛОПАТКИ ТУРБОМАШИНЫ | 2019 |
|
RU2716330C1 |
| Способ ремонта пера охлаждаемых рабочих лопаток газотурбинных двигателей из жаропрочных сплавов методом лазерной порошковой наплавки | 2023 |
|
RU2823420C1 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА ДЕТАЛИ ИЗ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ С ПОЛОСТЯМИ И ПЕРФОРАЦИОННЫМИ ОТВЕРСТИЯМИ, ИЗГОТОВЛЕННЫМИ МЕТОДОМ ЭЛЕКТРОЭРОЗИОННОГО ПРОЖИГА | 1999 |
|
RU2176684C2 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ С ДИЭЛЕКТРИЧЕСКИМИ ПОКРЫТИЯМИ | 2013 |
|
RU2522975C1 |
Изобретение относится к области электроэрозионной обработки металлов и сплавов путем воздействия импульсов электрического тока, возбуждаемых между электродами-инструментами и деталями, и может быть использовано при изготовлении перфорационных отверстий малого диаметра с фасками в охлаждаемых рабочих и сопловых лопатках газотурбинных двигателей. Способ включает электроэрозионную прошивку перфорационных охлаждающих отверстий в турбинной лопатке электродом-инструментом при его поступательном перемещении и нанесение термобарьерного покрытия. В способе используют цилиндрический электрод-инструмент переменного диаметра, который изготавливают ступенчатым с переходным коническим участком с углом конуса в пределах 30-90 градусов, при этом электродом-инструментом получают отверстия с фасками путем выполнения перемещения электрода-инструмента с момента вхождения его переходного конического участка в поверхность лопатки в интервале от 10 до 25% толщины стенки лопатки. При изготовлении лопатки способ обеспечивает недопущение повреждения нанесенного покрытия и попадания фрагментов покрытия в перфорационные охлаждающие отверстия, что сохраняет расчетную величину потока охлаждающего воздуха, проходящего сквозь отверстия лопатки при работе турбины. 1 з.п. ф-лы, 4 ил., 1 пр.
1. Способ изготовления турбинной лопатки с перфорационными охлаждающими отверстиями и термобарьерным покрытием, включающий электроэрозионную прошивку перфорационных охлаждающих отверстий в турбинной лопатке электродом-инструментом при его поступательном перемещении и нанесение термобарьерного покрытия, отличающийся тем, что используют цилиндрический электрод-инструмент переменного диаметра, который изготавливают ступенчатым с переходным коническим участком с углом конуса в пределах 30-90 градусов, при этом электродом-инструментом получают отверстия с фасками путем выполнения перемещения электрода-инструмента с момента вхождения его переходного конического участка в поверхность лопатки в интервале от 10% до 25% толщины стенки лопатки.
2. Способ по п. 1, отличающийся тем, что угол конуса переходного конического участка электрода-инструмента выполняют с учетом расстояния между охлаждающими отверстиями и толщиной наносимого покрытия.
| WO 2019050110 A1, 14.03.2019 | |||
| СПОСОБ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ С ДИЭЛЕКТРИЧЕСКИМИ ПОКРЫТИЯМИ | 2013 |
|
RU2522975C1 |
| US 4819325 A1, 11.04.1989 | |||
| Автоматическая линия | 1987 |
|
SU1437191A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ОТВЕРСТИЙ | 2009 |
|
RU2430816C2 |
| WO 2007134916 A1, 29.11.2007. | |||

