//
сл
4
со
со
Изобретение относится к станкострое- нню, в частности к автоматическим фрезерным линиям, имеющим шаговые конвейеры с верхним расположением штанги, оснаш,енной упорами для перемеш,ения деталей, обработка которых осуществляется фре- зами больших габаритов.
Цель изобретения - повышение производительности - обеспечивается возможностью совмещения по времени выполнения операций сменьь фрез и контроля обраба- тываемых деталей.
На фиг. 1 изображена автоматическая линия с конвейером и устройством для смены фрез, вид спереди; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-А на фиг. 1.
Шаговый конвейер автоматической линии включает транспортную штангу 1 с упорами для перемещения деталей, размещенную над рабочими и промежуточными позициями, связанными промежуточными 2 и боковыми 3 планками. Одна из промежуточных позиций, являющаяся контрольной, снабжена платформой 4, поворотной вокруг вертикальной оси 5. Платформа 4 через поддерживающие ролики 6 опирается на основание 7, закрепленное на стяжках 8 конвейера. На платформе 4 установлена подвижная в направ- лении касательной к дуге поворота платформы каретка 9 с механизмом 10 для смены тяжелых фрез. Фреза 1Г закреплена на фрезерной бабке 12 станка 13. На приспособлении 14 установлен фиксатор 15 положения платформы 4. Механизм 10 для съема фрез включает оправку 16 с двумя винтами 17. Контроль положения каретки 9 в отведенном от фрезы положении осуществляется конечным выключателем 18.
Автолиния работает следующим образом.
Для смены фрезы 11 фрезерная бабка 12 отводится в положение «Смена инструмента. Наладчик, расфиксировав платформу 4, поворачивает ее вокруг вертикальной оси 5 от конвейера, при этом обеспечивается свободный доступ наладчика к фрезе.
После удаления винтов крепления фрезы платформу 4 возвращают в исходное положение до совмещения осей оправки 16 с осью фрезы П. Каретку 9 с оправкой 16 перемещают до сменяемой фрезы 11. Закрепляют фрезу 11 на оправке 16 механизма 10 с помощью двух винтов 17. Затем платформу 4 со сменяемой фрезой 11 поворачивают на 90° вокруг оси 5, производят смену и
5
0
5
0
5
0
5
закрепление новой фрезы на оправке 16 механизма 10. В это же время можно произвести выборочный контроль обработанной детали 19 ив случае ее брака снять с конвейера деталей, т. к. она выведена из-под транспортной штанги 1. После этого платформу 4 вместе с фрезой 11 и планками 2 и 3 возвращают в исходное положение и фиксируют фиксатором 15.
После этого подают каретку 9 с фрезой 11 вперед, пока фреза не переместится на оправку фрезерной бабки 12, после чего, освободив фрезу 11 от винтов 17 и расфиксировав платформу 4, вновь отводят ее из зоны конвейера, освобождая место наладчику для надежного закрепления фрезы 11 на фрезерной бабке 12. Затем платформу вновь поворачивают до совмещения ее планок с планками конвейера деталей и фиксируют в этом положении. Отводят каретку 9 с оправкой 16 за боковые планки 3 для свободного перемещения деталей на конвейере.
Формула изобретения
Автоматическая линия, содержащая металлорежущие станки, включающие станки с крупногабаритным обрабатывающим инструментом, например фрезами, расположенные в технологической последовательности на позициях обработки вдоль штангового транспортера с направляющими для деталей и с возможностью обработки последних непосредственно на транспортере, размещенное на позиции контроля приспособление для осуществления контрольных операций над деталями, механизм смены крупногабаритного инструмента, отличающаяся тем, что, с целью повышения производительности, механизм смены крупногабаритного инструмента установлен на позиции контроля и выполнен в виде поворотной вокруг вертикальной оси платформы, на которой расположены подвижная в направлении касательной к дуге поворота платформы каретка с захватами инструмента, а также приспособление для осуществления контрольных операций над деталями, выполненное в виде закрепленного на платформе участка направляющих транспортера, при этом в одном из крайних положений платформы каретка размещена с возможностью взаимодействия с инструментом, установленным в шпинделе соответствующего станка.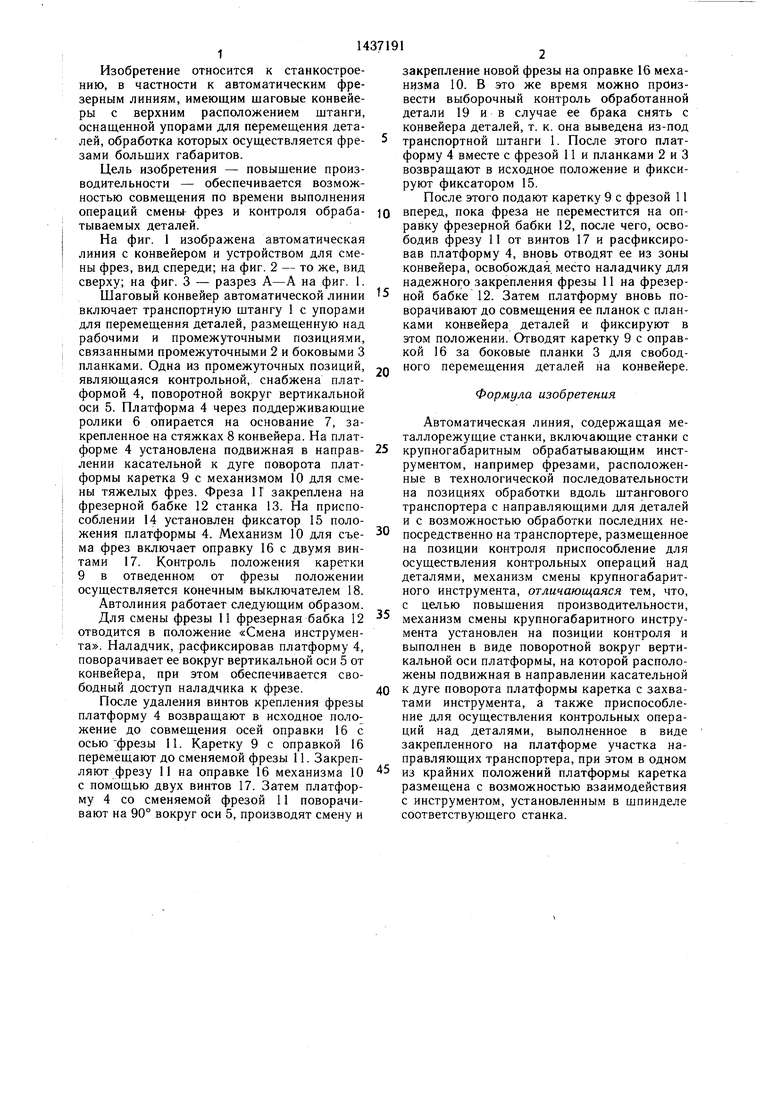
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для механической обработки крупногабаритных деталей | 1989 |
|
SU1770114A1 |
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
| Зубофрезерный станок для изготовления глобоидного червяка | 2019 |
|
RU2694864C1 |
| Полуавтоматический станок для продораживания коллекторов электрических машин | 1977 |
|
SU691969A1 |
| Устройство для автоматической смены инструмента | 1982 |
|
SU1074700A1 |
| Стоматологический комплекс для создания зубопротезных конструкций | 2020 |
|
RU2740469C1 |
| Накладной фрезерный станок | 1979 |
|
SU831420A1 |
| СТАНОК ДЛЯ ДЕРЕВООБРАБОТКИ | 1992 |
|
RU2047481C1 |
| Устройство для автоматической смены инструмента | 1989 |
|
SU1698035A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ КАРТЕРОВ ВЕДУЩИХ МОСТОВ АВТОМОБИЛЕЙ | 1971 |
|
SU290789A1 |

Изобретение относится к станкостроению, в частности к автоматическим фрезерным линиям, имеющим шаговые конвейеры , . рх- им . i c K)Xs ;-i i. шт.чнги. Цель :.ij )Cpv ге. ия liv Sbinii-Hue производитель- ii(4 rii за счег совмещения на одной из но- зицпй автолиичи oiiepaimfi промежуточного коитроли и сме.1ь- тяжелого инструмента - фрез. Автолиния .-одержит конвейер с транспортной штангой, расположенной над рабочими и промежуточными позициями, и боковые и промежуточные направляющие деталей. По крайней мере одна из промежуточных позиций выполнена в виде поворотной п.чатформы 4, на которой установлена подвижная каретка 9, снабженная механизмом 10 для съема тяжелых фрез II, при этом участок боковых и промежуточных направляющих закреплен на платформе 4. 3 ил.
/t-/t
0US.1
| Вороничев Н | |||
| И | |||
| Автоматические линии из агрегатных станков | |||
| М.: Машиностроение, 1979, с | |||
| Тепловой измеритель силы тока | 1921 |
|
SU267A1 |
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
