Настоящее изобретение относится к способу изготовления предпочтительно бутылкообразной емкости, состоящей из в основном жесткой наружной емкости и легко деформирующегося внутреннего пакета, которые выполнены из термопластов, которые не образуют между собой сварного соединения, и имеющей выпускное отверстие и по меньшей мере два боковых отверстия в стенке наружной емкости, через которые происходит выравнивание давления в промежуточном пространстве между внутренним пакетом и наружной емкостью при отборе содержимого емкости, путем соэкструзии состоящей из по меньшей мере двух рукавов заготовки и ее расположения между разомкнутыми половинами раздувной формы, которую смыкают, когда заготовка имеет необходимую для изготовления емкости длину, при этом сдавливают избыточный материал в донной части изготавливаемой емкости с образованием из сваренного материала наружной емкости выступа, в котором зажат и удерживается в осевом направлении донный сварной шов внутреннего пакета, и затем заготовку раздувают путем подачи находящейся под давлением среды до прилегания к стенке раздувной формы и извлекают из нее, после чего выполняют боковые отверстия и внутренний пакет отделяют от стенки наружной емкости и возвращают вновь в положение прилегания к ее стенке.
Подобный способ известен уже достаточно давно. В DE 4139555 С2 описана изготовленная таким способом емкость, у которой боковые отверстия в стенке выполняют, сдавливая в плечевой части этой бутылкообразной емкости радиально выступающий материал заготовки при смыкании раздувной формы, в результате чего на плечах емкости образуются незаваренные, открытые отверстия.
В ЕР 0912420 В1 с тем, чтобы при отборе из емкости ее содержимого внутренний пакет мог принимать плоско сложенную форму, предлагается выполнять боковые отверстия в стенке наружной емкости со смещением в окружном направлении на 90° относительно плоскости, определяемой донным швом и продольной осью емкости. Благодаря этому удается уменьшить количество содержимого емкости, остающееся в ней при ее опорожнении, причем во внутреннем пакете создается также меньшее разрежение.
С целью обеспечить возможность максимально полного отбора содержимого емкости безвоздушным насосом-дозатором или путем приложения внешнего давления в случае легкосжимаемой бутылки или легкосжимаемого флакона оправдало себя отделение внутреннего пакета от стенки наружной емкости, к которой внутренний пакет прилегает со значительными силами адгезии, перед заполнением емкости ее содержимым. При этом было установлено, что отделение внутреннего пакета от стенки наружной емкости может прежде всего в зоне плеча емкости происходить лишь неравномерно и не полностью, вследствие чего из емкости невозможен отбор небольшого остаточного количества ее содержимого. Однако была выявлена еще одна весьма серьезная проблема, если внутренний пакет в процессе его отделения от стенки наружной емкости неравномерно деформируется и частично собирается в складки прежде всего в зоне перехода к плечевой части емкости, что может при определенных условиях привести к побелению материала внутреннего пакета при нагружении (образованию волосных трещин), вследствие чего из-за наличия поврежденных мест может повредиться защитное диффузионное покрытие внутреннего пакета или он может вовсе стать негерметичным.
Авторами изобретения был обнаружено, что внутренний пакет при раздуве заготовки до прилегания к стенке раздувной формы имеет в окружном направлении разную толщину стенки, а именно в зоне проходящей через донный шов вертикальной плоскости он толще, чем на расположенных в промежуточной части участках. Объяснение этому может усматриваться в том, что заготовка при сдавливании донного шва приобретает из исходной формы кругового цилиндра сплющенную форму, при этом последующий раздув заготовки приводит к приданию ей формы более крупного кругового цилиндра с вышеуказанной большей толщиной стенки в зоне над концами донного шва.
Такая увеличенная толщина стенки в указанной окружной части изготовленной раздувом емкости может при отделении внутреннего пакета путем подвода давления воздуха в отверстия наружной емкости, которые смещены в окружном направлении относительно утолщенных участков на 90°, стать причиной неравномерной деформации внутреннего пакета в процессе его отделения от стенки наружной емкости, при этом прежде всего в переходной части к плечевому участку емкости могут образовываться складкообразные искривления, которые в свою очередь могут привести к побелению внутреннего пакета при нагружении, вследствие чего может повредиться пародиффузионное покрытие внутреннего пакета или он может вовсе стать негерметичным. Емкость с подобного рода повреждениями вместе с ее содержимым непригодна для использования.
В основу настоящего изобретения была положена задача предложить способ, который позволял бы изготавливать готовую к использованию емкость, у которой было бы исключено вышеописанное повреждение.
Указанная задача решается согласно изобретению с помощью признаков отличительной части пункта 1 формулы изобретения.
В зависимых пунктах формулы изобретения представлены различные предпочтительные варианты осуществления изобретения.
Согласно изобретению у окончательно раздутой емкости в стенке ее наружной емкости в расположенных диаметрально друг против друга местах выполняют по отверстию, которые расположены на линии пересечения плоскости, определяемой донным швом и продольной осью емкости, с ее стенкой, и внутренний пакет отжимают стержневидным инструментом сквозь указанные отверстия от стенки наружной емкости на предопределенное расстояние и при этом отделяют от стенки наружной емкости, после чего через отверстия в промежуточное пространство между внутренним пакетом и наружной емкостью вводят находящуюся под давлением среду, предпочтительно сжатый воздух, которой в основном весь внутренний пакет отделяется от стенки наружной емкости.
При этом находящуюся под давлением среду можно вдувать через стержневидный инструмент, если он выполнен полым, или, например, посредством сосуда для создания давления, в котором располагают емкость.
Отверстия можно выполнять на любой высоте емкости в ее указанной окружной части. Однако в особенно предпочтительном варианте предлагается выполнять отверстия в плечевой части емкости, если она имеет форму бутылки, при этом отверстия можно также выполнять ниже или выше плечевой части близко к ней.
Особенно предпочтителен, кроме того, вариант, в котором отверстия выполняют путем резания полым ножом, которое описано, в частности, в DE 19737964 С1. Однако согласно изобретению возможен также вариант, в котором для образования сквозных отверстий в наружной емкости используют, например, вращающийся трубчатый нож.
Предлагаемый в изобретении способ позволяет беспрепятственно и чисто отделять внутренний пакет по всему его периметру от стенки наружной емкости, что позволяет избежать повреждения внутреннего пакета или вовсе потери им своей герметичности. Кроме того, благодаря возможности равномерного и полного отделения внутреннего пакета от стенки наружной емкости при отборе содержимого емкости удается избежать того, что сколько-нибудь значительный остаток ее содержимого окажется неизвлекаемым из нее, как это имеет место при неполном отделении внутреннего пакета от стенки наружной емкости.
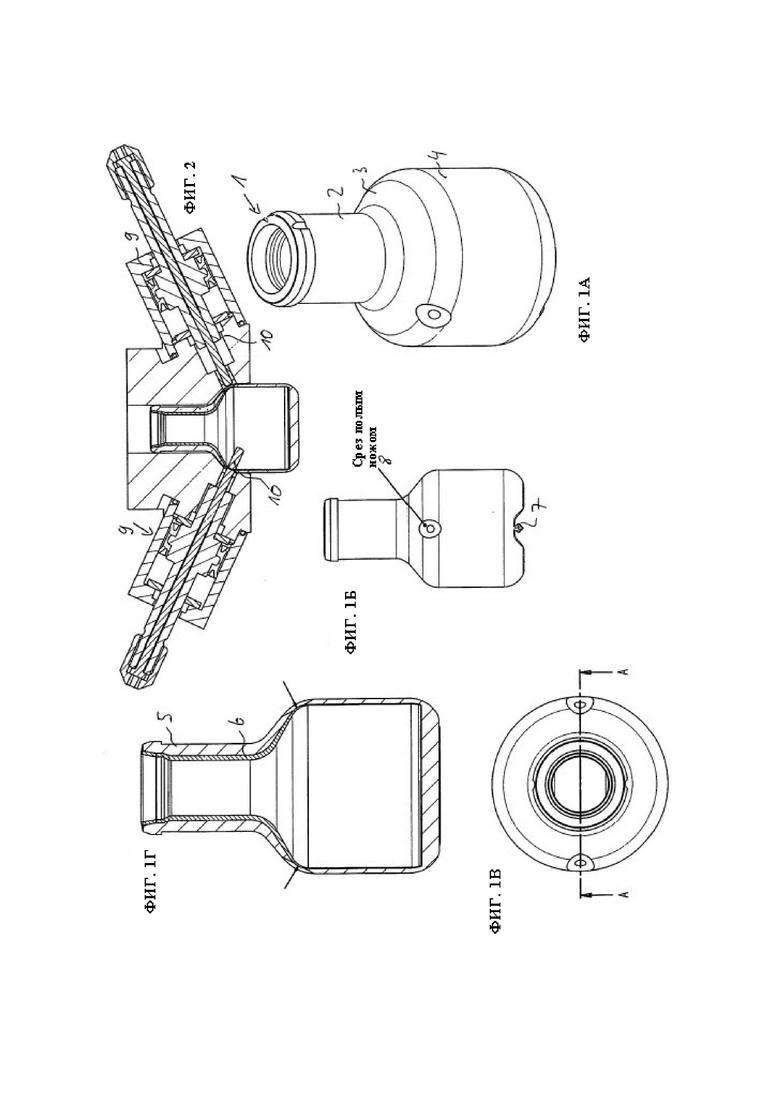
Другие отличительные особенности изобретения вытекают из последующего описания бутылкообразной емкости, изготовленной предлагаемым в изобретении способом. При этом на прилагаемых к описанию чертежах показано:
на фиг. 1А-1Г - различные виды емкости и ее вид в вертикальном разрезе и
на фиг. 2 емкость с отжимающим стержнем для отделения внутреннего пакета от стенки наружной емкости.
Показанная на чертежах емкость 1 имеет горловую часть 2, которая через плечевую часть 3 переходит в более широкую часть 4. Емкость 1 состоит из в основном жесткой наружной емкости 5 и легко деформирующегося внутреннего пакета 6.
На дне емкости находится прямолинейный полученный при прессовой сварке шов 7, в котором удерживается внутренний пакет 6.
На фиг. 1Б в виде сбоку показано проходящие сквозь стенку наружной емкости 5 отверстие 8, которое находится в вертикальной плоскости, проходящей через заваренный донный шов 7 и среднюю продольную ось емкости 1. Как показано на фиг. 1В и 1Г, в стенке наружной емкости 6 диаметрально друг против друга выполнено два отверстия 8. Сказанное означает, что оба отверстия 8 не смещены в окружном направлении относительно указанной плоскости в отличие от того, как это имеет место в уровне техники.
Оба отверстия находятся 8 в переходной части от широкой части 4 емкости 1 к ее плечевой части 3.
Из приведенных на чертежах изображений, кроме того, следует, что отверстия 8 выполнены не сверлильным инструментом, а путем резания полым ножом, что предпочтительно.
На фиг. 2 показано устройство 9 с отжимающим стержнем 10, который через отверстие 8 отжимает внутренний пакет 6 на определенное расстояние внутрь емкости 1 для отделения внутреннего пакета 6 в близлежащей зоне от стенки наружной емкости 5, после чего процесс отделения внутреннего пакета продолжается либо устройством 9, либо другим устройством путем вдувания сжатого воздуха. На фиг. 2 в правой части показано устройство 9 с отведенным отжимающим стержнем 10.
Изобретение относится к способу изготовления емкости. Техническим результатом является устранение повреждений внутренней емкости. Технический результат достигается способом изготовления емкости, состоящей из в основном жесткой наружной емкости и легко деформирующегося внутреннего пакета из не образующих между собой сварного соединения термопластов, и имеющей выпускное отверстие и отверстия в наружной емкости, через которые происходит выравнивание давления в промежуточном пространстве между внутренним пакетом и наружной емкостью. Способ осуществляется путем соэкструзии состоящей из двух рукавов заготовки и ее расположения между разомкнутыми половинами раздувной формы, которую смыкают, когда заготовка имеет необходимую для изготовления емкости длину. При этом сдавливают избыточный материал в донной части изготавливаемой емкости с образованием из сваренного материала наружной емкости выступа, в котором зажат и удерживается в осевом направлении донный сварной шов внутреннего пакета. Затем заготовку раздувают путем подачи находящейся под давлением среды до прилегания к стенке раздувной формы и извлекают из нее, после чего выполняют отверстия в стенке наружной емкости и внутренний пакет отделяют от стенки наружной емкости и возвращают вновь в положение прилегания к ее стенке. При этом в стенке наружной емкости в расположенных диаметрально друг против друга местах выполняют по отверстию, которые расположены на линии пересечения плоскости, определяемой донным швом и продольной осью емкости, с ее стенкой. Внутренний пакет отжимают стержневидным инструментом сквозь указанные отверстия от стенки наружной емкости на предопределенное расстояние и при этом отделяют от стенки наружной емкости. После чего через отверстия в промежуточное пространство между внутренним пакетом и наружной емкостью вводят находящуюся под давлением среду, предпочтительно сжатый воздух, которой внутренний пакет отделяется от стенки наружной емкости. 4 з.п. ф-лы, 5 ил.
1. Способ изготовления емкости, состоящей из в основном жесткой наружной емкости и легко деформирующегося внутреннего пакета из не образующих между собой сварного соединения термопластов и имеющей выпускное отверстие и отверстия в наружной емкости, через которые происходит выравнивание давления в промежуточном пространстве между внутренним пакетом и наружной емкостью, путем соэкструзии состоящей из по меньшей мере двух рукавов заготовки и ее расположения между разомкнутыми половинами раздувной формы, которую смыкают, когда заготовка имеет необходимую для изготовления емкости длину, при этом сдавливают избыточный материал в донной части изготавливаемой емкости с образованием из сваренного материала наружной емкости выступа, в котором зажат и удерживается в осевом направлении донный сварной шов внутреннего пакета, и затем заготовку раздувают путем подачи находящейся под давлением среды до прилегания к стенке раздувной формы и извлекают из нее, после чего выполняют отверстия в стенке наружной емкости и внутренний пакет отделяют от стенки наружной емкости и возвращают вновь в положение прилегания к ее стенке, отличающийся тем, что в стенке наружной емкости в расположенных диаметрально друг против друга местах выполняют по отверстию, которые расположены на линии пересечения плоскости, определяемой донным швом и продольной осью емкости, с ее стенкой, и внутренний пакет отжимают стержневидным инструментом сквозь указанные отверстия от стенки наружной емкости на предопределенное расстояние и при этом отделяют от стенки наружной емкости, после чего через отверстия в промежуточное пространство между внутренним пакетом и наружной емкостью вводят находящуюся под давлением среду, предпочтительно сжатый воздух, которой внутренний пакет отделяется от стенки наружной емкости.
2. Способ по п. 1, при этом емкость имеет форму бутылки с плечевой частью, отличающийся тем, что отверстия выполняют в плечевой части или ниже плечевой части близко к ней.
3. Способ по п. 1 или 2, отличающийся тем, что отверстия выполняют путем резания полым ножом.
4. Способ по п. 1 или 2, отличающийся тем, что отверстия выполняют вращающимся трубчатым ножом.
5. Способ по одному из пп. 1-4, отличающийся тем, что сжатый воздух вводят через стержневидный инструмент.
| Припой для пайки изделий из высокотвердых материалов | 1975 |
|
SU567574A1 |
| DE 19737964 C1, 08.10.1998 | |||
| EP 1996384 A1, 03.12.2008 | |||
| US 20150266199 A1, 24.09.2015 | |||
| JP 2020152056 A, 24.09.2020 | |||
| СОСТАВНАЯ УПАКОВКА "BAG-IN-CONTAINER", ИЗГОТОВЛЕННАЯ СПОСОБОМ ВЫДУВНОГО ФОРМОВАНИЯ, ИМЕЮЩАЯ ТОЧКУ КРЕПЛЕНИЯ ПАКЕТА, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2470782C2 |
