Настоящее изобретение относится к способу изготовления емкости, содержащей в основном жесткую наружную емкость и легко деформирующийся внутренний пакет, которые выполнены из термопластов, которые не образуют между собой сварного соединения, при этом емкость имеет выпускное отверстие, а наружная емкость имеет по меньшей мере одно боковое отверстие в ее стенке, через которое происходит выравнивание давления в промежуточном пространстве между внутренним пакетом и наружной емкостью, когда внутренний пакет уменьшается в объеме вследствие отбора его содержимого. При осуществлении этого способа соэкструзией изготавливают состоящую из по меньшей мере двух слоев заготовку и располагают ее между разомкнутыми половинами раздувной формы, которую смыкают, когда заготовка имеет необходимую для изготовления емкости длину. При этом сдавливают избыточный материал в донной части изготавливаемой емкости с образованием из сваренного материала наружной емкости обращенного наружу выступа, в котором зажат и удерживается в осевом направлении донный сварной шов внутреннего пакета. Затем заготовку раздувают путем подачи находящейся под давлением среды, обычно сжатого воздуха, до прилегания к стенке раздувной формы и извлекают из нее.
Хотя разнородные термопласты наружной емкости и внутреннего пакета и не образуют между собой сварного соединения, тем не менее они прилипают друг к другу со значительными силами адгезии, когда емкость изготавливают вышеописанным способом по методу соэкструзии. Прежде чем подобная емкость станет годной к использованию, т.е. будет наполнена жидким или же, например, гелеобразным содержимым, которое затем постепенно отбирается из нее, например, безвоздушным насосом-дозатором либо путем ее сдавливания в случае ее изготовления в виде легкосжимаемой емкости, внутренний пакет необходимо отделить от стенки наружной емкости и затем вернуть вновь в положение прилегания к ее стенке.
Реализовать это можно путем приложения пониженного давления через выпускное отверстие емкости к внутреннему пакету, который в ответ на это мгновенно уменьшается в объеме, т.е. сжимается. При этом внутренний пакет, который своим донным швом зажат в донном выступе наружной емкости, отделяется от нее более или менее бесконтрольно, причем возможно также возникновение ситуации, когда внутренний пакет отделится от наружной емкости только с одной стороны. Затем через выпускное отверстие емкости во внутренний пакет вводят находящуюся под давлением среду, обычно сжатый воздух, с целью вернуть внутренний пакет вновь в положение прилегания к наружной емкости с тем, чтобы он мог сохранить свою предусмотренную вместимость.
Из DE 102006012487 В4 известен способ отделения внутреннего пакета от наружной емкости, при осуществлении которого по меньшей мере одно боковое отверстие в ее стенке выполняют, просверливая сверлом или пробивая пробивной иглой стенку наружной емкости, при этом после полного прохождения сверла или иглы через стенку наружной емкости затем в промежуточное пространство между ней и внутренним пакетом вводят сжатый воздух. В результате этого внутренний пакет отделяется от стенки наружной емкости, при этом сжатый воздух подают в промежуточное пространство между внутренним пакетом и наружной емкостью до тех пор, пока во внутреннем пакете при ранее герметизированном выпускном отверстии емкости давление по данным его измерения не достигнет предопределенной величины. Однако и при таком подходе не гарантируется равномерное отделение внутреннего пакета от наружной емкости с обеих сторон.
В случае, если внутренний пакет не отделился достаточно равномерно от стенки наружной емкости, во внутреннем пакете вследствие отбора из емкости ее содержимого создается сравнительно высокое разрежение несмотря на наличие отверстий для выравнивания давления в стенке наружной емкости. Чем выше такое разрежение, тем выше проницаемость очень тонкой стенки внутреннего пакета и опасность потери им своей герметичности. Если разрежение во внутреннем пакете станет слишком высоким, это может также повлечь за собой нарушение работоспособности предусмотренного в большинстве случаев насоса, вследствие чего станет невозможным отбор из емкости всего ее содержимого.
В основу настоящего изобретения была положена задача предложить способ, который позволял бы равномернее отделять внутренний пакет от наружной емкости и возвращать его вновь в положение прилегания к наружной емкости.
Помимо этого задача изобретения состояла в том, чтобы предложить устройство, позволяющее осуществлять такой способ.
Указанные задачи решаются согласно изобретению с помощью признаков отличительных частей пп. 1 и 8 формулы изобретения.
В зависимых пунктах формулы изобретения представлены различные предпочтительные варианты осуществления изобретения.
Предлагаемый в изобретении способ предусматривает в качестве первой стадии удаление небольшого участка донного выступа наружной емкости, в результате чего участок зажатого в донном выступе донного шва внутреннего пакета оказывается обнажен снаружи.
При этом предпочтительно срезать участок донного выступа, для чего в особенно предпочтительном варианте используют полый нож. Такой отрезаемый участок должен находиться в средней части полученного при прессовой сварке шва, если смотреть в его продольном направлении. При этом срез выполняют поперечно полученному при прессовой сварке шву и лишь настолько глубоко, что внутренний пакет не может стать негерметичным.
Следующая стадия предлагаемого в изобретении способа заключается в том, что обнаженный участок донного шва приподнимают, соответственно выдавливают внутрь наружной емкости, вследствие чего между донным швом внутреннего пакета и наружной емкостью образуется отверстие. В результате этого по обе стороны донного шва внутреннего пакета образуется отверстие, в которое в процессе приподнятая донного шва или вслед за этим вводят находящуюся под давлением среду, которая с обеих сторон внутреннего пакета движется вплоть до горловой части емкости и при этом отделяет внутренний пакет с обеих сторон от наружной емкости.
В качестве находящейся под давлением среды в предпочтительном варианте используют сжатый воздух.
Обнаженный участок донного шва можно приподнимать любым инструментом пригодной для этого формы, при этом в особенно предпочтительном варианте в качестве такого инструмента используют стержневидный выдувной дорн, через который одновременно можно вдувать в отверстие находящуюся под давлением среду.
При осуществлении предлагаемого в изобретении способа внутренний пакет при минимальной продолжительности рабочего цикла полностью отделяют с обеих сторон от наружной емкости без возникновения при этом повреждений, таких как побеление при нагружении (образование волосных трещин) или нежелательное образование складок на внутреннем пакете.
Завершающая стадия предлагаемого в изобретении способа заключается в известной как таковой подаче находящейся под давлением среды в выпускное отверстие емкости, в результате чего внутренний пакет возвращается снова в положение своего прилегания к наружной емкости, а именно без своей пластической деформации при отделении, т.е. без образования складок и без включения воздуха между ним и наружной емкостью.
Наружная емкость и внутренний пакет могут соответственно состоять из одного или нескольких слоев, которые при соэкструзии не образуют между собой сварного соединения. Наружная емкость часто содержит препятствующий диффузии кислорода барьерный слой. Такой препятствующий диффузии кислорода барьерный слой при осуществлении предлагаемого в изобретении способа срезают лишь в одной-единственной небольшой части полученного при прессовой сварке шва, где емкость имеет наивысшую плотность своего материала. В результате этого происходит лишь чрезвычайно малая диффузия кислорода во внутренний пакет.
Поскольку срезают лишь небольшой средний участок полученного при прессовой сварке шва емкости и поскольку эта зона прежде всего при использовании полого ножа точно ограничивается, внутренний пакет своим донным сварным швом остается надежно закреплен в расположенных по обе стороны от срезанной части целых зонах донного выступа наружной емкости, благодаря чему внутренний пакет зафиксирован в наружной емкости в осевом направлении и при отборе содержимого емкости может сжиматься только в радиальном направлении.
Предлагаемый в изобретении способ осуществляли на бутылкообразной емкости вместимостью 12,5 см3 со следующими предпочтительными данными. Посредине полученного при прессовой сварке шва длиной примерно 27 мм полым ножом за один-единственный его проход, выполнявшийся перпендикулярно этому шву, его срезали на длине приблизительно 4 мм при глубине среза приблизительно 3 мм. Инструмент для отделения внутреннего пакета от наружной емкости имел стержневидный выдувной дорн длиной примерно 7 мм, который при этом вводили внутрь наружной емкости приблизительно на 2,5 мм. Воздушные сопла на дорне имели в зависимости от силы адгезии внутреннего пакета к наружной емкости диаметр от 0,5 до 1,5 мм.
Таким путем достигалось полное и равномерное отделение внутреннего пакета от наружной емкости и повторное ровное прилегание к ней внутреннего пакета за значительно сокращенные по продолжительности рабочие операции.
Для бутылок или флаконов других типов следует соответственно изменять срезаемую длину полученного при прессовой сварке шва и глубину среза.
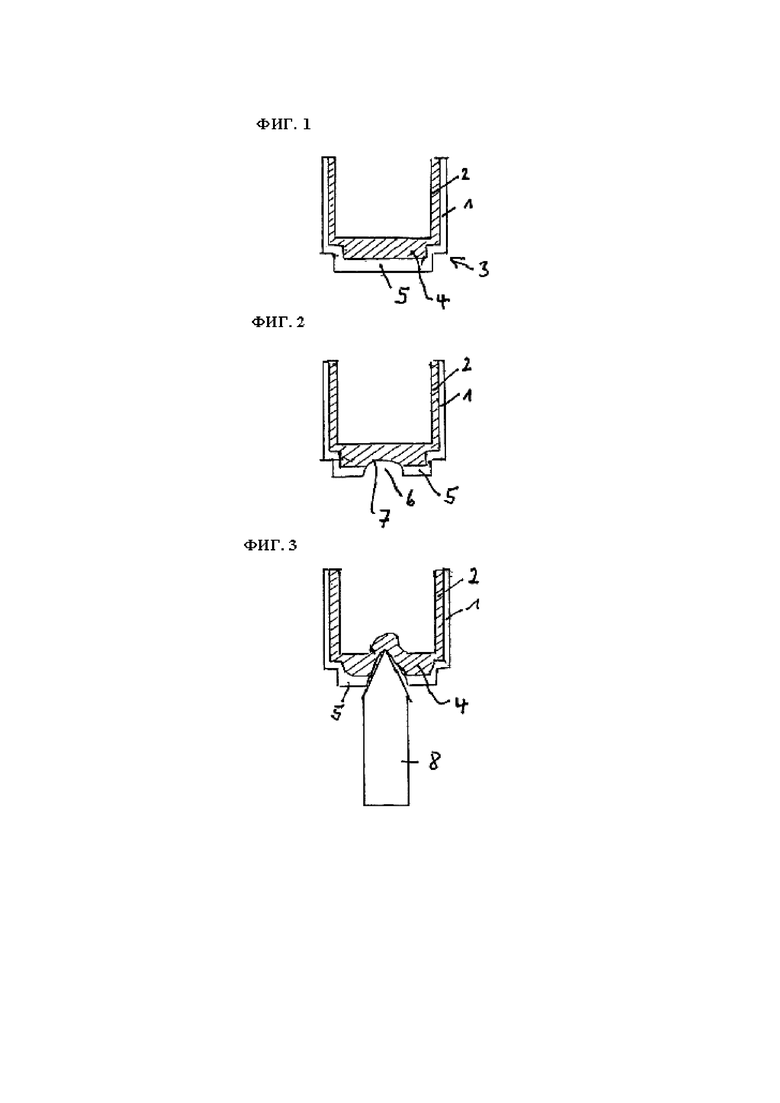
На прилагаемых к описанию фиг. 1-3 в предельно упрощенном виде схематично представлены стадии предлагаемого в изобретении способа.
На фиг. 1 в вертикальном разрезе средней плоскостью показана емкость, содержащая жесткую наружную емкость 1 и прилегающий к ней внутренний пакет 2. Вертикальный разрез проходит в продольном направлении посредине через полученный при прессовой сварке донный шов 3, где донный сварной шов 4 внутреннего пакета 2 зажат в донном выступе 5 из сваренного материала наружной емкости 1.
На фиг. 2 показана емкость, у которой не изображенным на чертеже полым ножом был срезан участок 6 донного выступа 5, вследствие чего у внутреннего пакета 2 обнажен снаружи участок 7 его донного шва 4.
На фиг. 3 показана емкость, у которой обнаженный участок 7 донного шва 4 внутреннего пакета приподнимается внутрь этой емкости дорном 8, в результате чего между донным швом 4 внутреннего пакета 2 и наружной емкостью 1 образуется отверстие, в которое вводится сжатый воздух, под действием которого внутренний пакет 2 отделяется от внутренней стенки наружной емкости 1 с обеих сторон полученного при прессовой сварке шва 3.
Предлагаемое в изобретении устройство для осуществления предлагаемого в изобретении способа содержит установочное приспособление для обрабатываемой емкости, режущее приспособление с полым ножом, которым за один-единственный проход удаляется участок полученного при прессовой сварке шва зафиксированной в установочном приспособлении емкости, и отделяющее приспособление с отделяющим стержнем, который соединен с источником сжатого воздуха и который выдвигается вперед и при этом вдавливает полученный при прессовой сварке шов внутрь емкости.
Изобретение относится к способу изготовления емкости, состоящей из в основном жесткой наружной емкости и легко деформирующегося внутреннего пакета из не образующих между собой сварного соединения термопластов и имеющей выпускное отверстие и по меньшей мере одно боковое отверстие в стенке наружной емкости, через которое происходит выравнивание давления в промежуточном пространстве между внутренним пакетом и наружной емкостью путем соэкструзии состоящей из по меньшей мере двух слоев заготовки и ее расположения между разомкнутыми половинами раздувной формы, которую смыкают, когда заготовка имеет необходимую для изготовления емкости длину. Сдавливают избыточный материал в донной части изготавливаемой емкости с образованием полученного при прессовой сварке шва, имеющего выступ из сваренного материала наружной емкости, в каковом выступе зажат и удерживается в осевом направлении донный сварной шов внутреннего пакета. Далее заготовку раздувают путем подачи находящейся под давлением среды до прилегания к стенке раздувной формы и извлекают из нее. Согласно способу удаляют участок донного выступа наружной емкости, в результате чего участок донного шва внутреннего пакета оказывается обнажен снаружи. Приподнимают обнаженный участок донного шва внутреннего пакета внутрь наружной емкости, вследствие чего между донным швом внутреннего пакета и наружной емкостью образуется отверстие. В указанное отверстие вводят находящуюся под давлением среду, вследствие чего внутренний пакет отделяется с обеих сторон от наружной емкости. В выпускное отверстие емкости подают находящуюся под давлением среду, в результате чего внутренний пакет возвращается снова в положение своего прилегания к наружной емкости. Изобретение также относится к устройству для осуществления указанного способа. Группа изобретений позволяет равномернее отделять внутренний пакет от наружной емкости и возвращать его вновь в положение прилегания к наружной емкости. 2 н. и 6 з.п. ф-лы, 3 ил.
1. Способ изготовления емкости, состоящей из в основном жесткой наружной емкости и легко деформирующегося внутреннего пакета из не образующих между собой сварного соединения термопластов и имеющей выпускное отверстие и по меньшей мере одно боковое отверстие в стенке наружной емкости, через которое происходит выравнивание давления в промежуточном пространстве между внутренним пакетом и наружной емкостью, путем соэкструзии состоящей из по меньшей мере двух слоев заготовки и ее расположения между разомкнутыми половинами раздувной формы, которую смыкают, когда заготовка имеет необходимую для изготовления емкости длину, при этом сдавливают избыточный материал в донной части изготавливаемой емкости с образованием полученного при прессовой сварке шва, имеющего выступ из сваренного материала наружной емкости, в каковом выступе зажат и удерживается в осевом направлении донный сварной шов внутреннего пакета, и затем заготовку раздувают путем подачи находящейся под давлением среды до прилегания к стенке раздувной формы и извлекают из нее, отличающийся наличием следующих стадий:
а) удаляют участок донного выступа наружной емкости, в результате чего участок донного шва внутреннего пакета оказывается обнажен снаружи,
б) приподнимают обнаженный участок донного шва внутреннего пакета внутрь наружной емкости, вследствие чего между донным швом внутреннего пакета и наружной емкостью образуется отверстие,
в) в указанное отверстие вводят находящуюся под давлением среду, вследствие чего внутренний пакет отделяется с обеих сторон от наружной емкости,
г) в выпускное отверстие емкости подают находящуюся под давлением среду, в результате чего внутренний пакет возвращается снова в положение своего прилегания к наружной емкости.
2. Способ по п. 1, отличающийся тем, что указанный участок донного выступа срезают.
3. Способ по п. 2, отличающийся тем, что для срезания участка донного выступа используют полый нож.
4. Способ по одному из пп. 1-3, отличающийся тем, что удаляют, соответственно срезают средний участок донного выступа.
5. Способ по одному из пп. 1-4, отличающийся тем, что в качестве находящейся под давлением среды используют сжатый воздух.
6. Способ по одному из пп. 1-5, отличающийся тем, что обнаженный участок донного шва приподнимают инструментом.
7. Способ по п. 6, отличающийся тем, что в качестве указанного инструмента используют выдувной дорн, через который в указанное отверстие вдувают находящуюся под давлением среду.
8. Устройство для осуществления способа по одному из пп. 1-7, отличающееся наличием установочного приспособления, в котором возможна фиксация обрабатываемой емкости, режущего приспособления с установленным с возможностью выдвигания вперед полым ножом и отделяющего приспособления с удерживаемым с возможностью выдвигания вперед выдувным дорном, который соединен с источником сжатого воздуха.
| DE 102006012487 A1, 07.12.2006 | |||
| Припой для пайки изделий из высокотвердых материалов | 1975 |
|
SU567574A1 |
| DE 19737964 C1, 08.10.1998 | |||
| JP 2020152056 A, 24.09.2020 | |||
| СОСТАВНАЯ УПАКОВКА "BAG-IN-CONTAINER", ИЗГОТОВЛЕННАЯ СПОСОБОМ ВЫДУВНОГО ФОРМОВАНИЯ, ИМЕЮЩАЯ ТОЧКУ КРЕПЛЕНИЯ ПАКЕТА, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2470782C2 |
