Изобретение относится к технологии оптических волокон, в частности к способу изготовления заготовок для волоконных световодов на основе кварцевого стекла.
Большинство известных способов изготовления таких заготовок включают их пламенный нагрев до температуры 2000-2300°С, что приводят к испарению с ее поверхности 5-15% кварцевого стекла. Наряду с уменьшения массы заготовки ее поверхностный слой обогащается труднолетучими примесями (в основном СаО), снижающими прочность оптического волокна.
Известно техническое решение (Патент US №4597785,опубликованный 1 июля 1986 г. по индексу МПК С03В 37/018), в котором масса испарившегося стекла снижается за счет повышения концентрации кислорода в пламени. Однако полностью исключить как испарение стекла, так и повышение содержания труднолетучих примесей на ее поверхности не представляется возможным.
В наиболее близком к предложенному техническому решению способом изготовления заготовок световодов из кварцевого стекла, включающим ее высокотемпературный нагрев пламенем, содержащим кремнийсодержащие вещества, (патент РФ №2542061, опубликованный 20.02.2015, МПК С03В 37/018), испарение кварцевого стекла полностью исключается, а на поверхности заготовки формируется слой из особо чистого стекла.
Недостаток этого метода заключается в том, что в ряде случаев для улучшения эксплуатационных свойств кварцевых световодов (например, для снижения оптических потерь и повышения их радиационно-оптической стойкости) необходимо снижать температуру вытягивания волокна. В результате этого прочность таких волокон снижается. Процесс нанесения оболочки из чистого кварцевого стекла осуществляется с использованием специального дорогостоящего технологического оборудования, включающего установку для получения кислорода и водорода, а также систему нейтрализации вредных продуктов.
Задача настоящего изобретения заключается в получении заготовки, из которой возможно вытягивание кварцевого волокна повышенной прочности при пониженных температурах и снижении затрат на технологическое оборудование и эксплуатационные расходы.
Технический результат достигается за счет того, что в известном способе изготовления заготовок для световодов, включающем нагрев вращающейся заготовки перемещающейся газовой горелкой, в пламя которой вводят пары кремнийорганического вещества, отличающийся тем, что пламя состоит их природного газа - пропана и воздуха, причем на поверхности заготовки осаждается пористый слой из диоксида кремния, который затем пропитывается водным раствором оксида бора и подвергается сушке.
Повышение прочности кварцевого волокна, вытягиваемого при низких температурах, обусловлено наличием легкоплавкой боросиликатной оболочки (Кулеш А.Ю., Мешковский И.К., Реуцкий А.А., и др., Снижение оптических потерь в высокопрочных кварцевых световодах, Оптический журнал, 2016, т.83, №12, с. 95-97), а использование природного газа и воздуха из соответствующих газовых магистралей предприятия для процесса осаждения пористого слоя кремнезема определяет снижение затрат по сравнению с эксплуатацией установки для получения кислорода и водорода. Через жидкое кремнийорганическое вещество барботируют воздух, который по сравнению с кислородом снижает уровень предела взрываемости парогазовой смеси, обеспечивая тем самым повышенный расход кремнийсодержащего реагента.
В процессе нанесения пористого слоя из SiO2 заготовка не размягчается, так как нагревается до температуры не выше 1100°С.
Поэтому в отличие от традиционного тепломеханического станка для изготовления заготовок световодов, имеющего два синхронизированных по вращению зажимных шпинделя, может быть использована более дешевая и простая одношпиндельная система.
Процесс осаждения пористого слоя на заготовку схематично изображен на Фиг. 1, где: 1- шпиндель, 2-испаритель с кремнийорганическим веществом, 3- горелка, 4- пористая оболочка, 5 -заготовка.
На Фиг. 2 графически представлено влияние температуры вытягивания кварцевого волокна на его прочность для заготовок с боросиликатной оболочкой SiO2+В2О3 (верхняя линия) и оболочкой из чистого кварцевого стекла SiO2 (нижняя линия).
Пример №1. Способ реализован с использованием токарного станка, на суппорт которого установлена горелка. Заготовку из кварцевого стекла диаметром 12 и длиной 300 мм зажимали в патроне шпинделя. В горелку подавали природный газ с расходом 1 л/мин и воздух с расходом 8 л/мин по наружному и центральному каналу соответственно. Воздух предварительно барбатировали через слой жидкого октаметилциклотетрасилоксана для насыщения его парами при 35°С. Осаждение пористого слоя осуществляли при прямом и обратном движении горелки со скоростью 12 мм/мин на отрезке длиной 120 мм. Заготовку вращали со скоростью 100 мм/мин. Время осаждения слоя ≈ 2 часа. Толщина осажденного пористого слоя составила 2,5 мм.
Заготовку с пористой оболочкой в течение 20 минут выдерживали в насыщенном водном растворе В2О3 с концентрацией ≈ 5 масс %. После сушки влажного пористого слоя в воздушной атмосфере при комнатной температуре из заготовки на штатном оборудовании вытягивали волокно диаметром 125 мкм с нанесением на его поверхность слоя УФ отверждаемого полимера. Скорость вытягивания волокна ≈50 м/мин при температуре графитового нагревателя 1900, 2000 и 2100°С. Прочность волокна с боросиликатной оболочкой (B2O3+SiO2), представленная на фигуре 2, измерена методом двухточечного изгиба на 20 образцах для каждой температуры вытягивания. Ошибка измерения при доверительной вероятности 99% соответствует трем стандартным отклонениям среднего арифметического значения.
Пример №2. Способом аналогично примера №1 изготовлена контрольная заготовка с осаждением пористого слоя из диоксида кремния, но без его пропитки раствором оксида бора.
Из такой заготовки при тех же условиях вытягивания получено три отрезка кварцевого волокна. Прочность волокон, измеренная таким же методом, как в и примере №1, оказалась ниже, чем прочность волокон, изготовленных с использованием предлагаемого к защите технического решения. Сопоставление влияния температуры вытягивания волокна на его прочность (Фиг. 2) для заготовок с боросиликатной оболочкой (В2О3+SiO2), и оболочкой из чистого кварцевого стекла (SiO2), свидетельствует об эффективности нового технического решения.
Совокупность изложенных признаков и анализ отличий от прототипа по существующему уровню техники позволяет сделать вывод о «новизне» и «изобретательском уровне» нового способа.
Таким образом, предложенный способ изготовления заготовок световодов позволяет повысить прочность кварцевого волокна, вытягиваемого при пониженных температурах нагрева заготовки, и снизить затраты на технологическое оборудование и эксплуатационные расходы, причем в процессе нанесения оболочки не используются традиционные для технологии кварцевых световодов токсичные реагенты (SiCl4 и BCl3), для использования которых необходима сложная система нейтрализации.
Изложенные сведения подтверждают очевидную промышленную применимость нового способа изготовления заготовок световодов из кварцевого стекла.
| название | год | авторы | номер документа |
|---|---|---|---|
| MCVD способ изготовления световодов с сердцевиной из кварцевого стекла, легированного азотом | 2018 |
|
RU2668677C1 |
| MCVD способ изготовления одномодовых световодов с сердцевиной из чистого кварцевого стекла | 2017 |
|
RU2639560C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЕТОВОДОВ НА ОСНОВЕ КВАРЦЕВОГО СТЕКЛА, ЛЕГИРОВАННОГО ДЕЙТЕРИЕМ | 2014 |
|
RU2546711C1 |
| Способ изготовления заготовок кварцевых световодов | 2019 |
|
RU2724076C1 |
| СПОСОБ ВЫСОКОТЕМПЕРАТУРНОЙ ХИМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ СТЕКЛА | 2004 |
|
RU2272003C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНИЗОТРОПНЫХ ОДНОМОДОВЫХ ВОЛОКОННЫХ СВЕТОВОДОВ | 2012 |
|
RU2511023C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКОННЫХ СВЕТОВОДОВ, СОХРАНЯЮЩИХ ПОЛЯРИЗАЦИЮ ИЗЛУЧЕНИЯ | 2004 |
|
RU2272002C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКОННЫХ СВЕТОВОДОВ, СОХРАНЯЮЩИХ ПОЛЯРИЗАЦИЮ ИЗЛУЧЕНИЯ | 1998 |
|
RU2155359C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОМОДОВЫХ МАЛОДИСПЕРСИОННЫХ СВЕТОВОДОВ | 2014 |
|
RU2547032C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ДЛЯ ВЫТЯГИВАНИЯ АНИЗОТРОПНЫХ ОДНОМОДОВЫХ СВЕТОВОДОВ | 2007 |
|
RU2342334C1 |

Способ изготовления заготовок для световодов относится к волоконной оптике, в частности к технологии изготовления световодов из кварцевого стекла. Способ включает осаждение пористого слоя из диоксида кремния на заготовку при ее нагреве перемещающейся горелкой, потребляющей природный газ - пропан и воздух, который предварительно насыщают парами кремнийорганического вещества. Полученную пористую оболочку пропитывают насыщенным водным раствором оксида бора и высушивают в воздушной атмосфере при комнатной температуре. Технический результат изобретения - повышение прочности кварцевого волокна, вытягиваемого при пониженных температурах нагрева заготовки. 1 пр., 2 ил.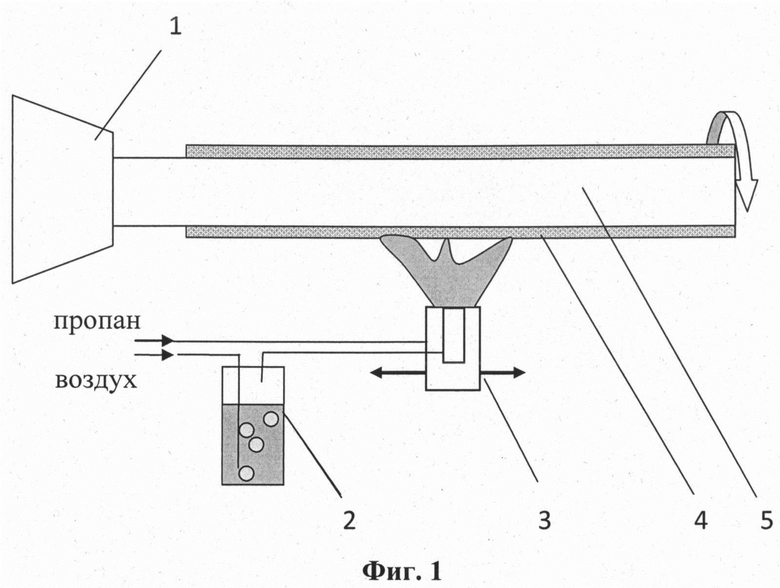
Способ изготовления заготовок для световодов, включающий нагрев вращающейся заготовки перемещающейся газовой горелкой, в пламя которой вводят пары кремнийорганического вещества, отличающийся тем, что пламя состоит из природного газа - пропана и воздуха, который барботируют через кремнийорганическое вещество, а полученный пористый слой из диоксида кремния пропитывают насыщенным водным раствором оксида бора и подвергают сушке в воздушной атмосфере.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ДЛЯ СВЕТОВОДОВ | 2013 |
|
RU2542061C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОДНОМОДОВОГО ВОЛОКОННОГО СВЕТОВОДА, СОХРАНЯЮЩЕГО ПОЛЯРИЗАЦИЮ ИЗЛУЧЕНИЯ | 1998 |
|
RU2155166C2 |
| JP 2004189596 A, 08.07.2004 | |||
| US 11407671 B2, 09.08.2022 | |||
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Устройство для двустороннего осмотра и сортировки резиновых деталей | 1973 |
|
SU443781A1 |

