ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к способу обработки дефекта в детали, обеспечивающему возможность исправления данного дефекта.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Во время изготовления деталей внутренний дефект (пористость, отсутствие сплавления, трещины и т.д.) может возникать в детали вне зависимости от того, изготовлены ли детали стандартными способами, такими как литье, или более современными способами, такими как аддитивные технологии с использованием заранее сформированного слоя порошка.
Однако наличие такого внутреннего дефекта может быть неприемлемым в определенных областях, например, в особенности в аэронавтике, поскольку дефект может привести к снижению усталостной прочности и вызвать поломку детали раньше, чем ожидается. Следовательно, такую деталь в случае, если она не исправлена, отбраковывают.
Наличие внутреннего дефекта данного типа, как правило, обнаруживают посредством выполнения неразрушающего контроля детали (посредством рентгенографии, томографии, микротомографии и т.д.). Данные дефекты также могут быть обнаружены во время изготовления детали посредством контроля выполнения способа во время изготовления (контроля в ходе технологического процесса), например, такого как микротомография, подвергание воздействию рентгеновского излучения во время изготовления, мониторинг ванны расплава и т.д. В качестве примера при лазерном плавлении заранее сформированного слоя порошка можно отследить потенциальные дефекты после изготовления посредством наблюдения за ванной расплава во время изготовления.
Задача изобретения, в частности, состоит в исправлении таких внутренних дефектов в самом центре детали.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Для этого в соответствии с изобретением предложен способ обработки внутреннего дефекта в детали, изготовленной из некоторого материала, при этом способ включает этапы:
а) обнаружения и определения местоположения внутреннего дефекта в детали;
b) задания по меньшей мере одного целевого объема внутри детали, который включает в себя по меньшей мере часть дефекта;
с) выполняемого для каждого целевого объема, одновременного облучения целевого объема по меньшей мере двумя лучами, которые сходятся в целевом объеме и являются непрерывными, посредством чего получают обработанную зону;
при этом энергия, подводимая к целевому объему посредством каждого луча, меньше пороговой энергии для спекания материала, и сумма энергий, подводимых к целевому объему посредством каждого из лучей, больше или равна пороговой энергии превращения, при этом пороговая энергия превращения соответствует пороговой энергии для спекания материала, когда желательно обеспечить избирательное спекание материала в целевом объеме, или пороговой энергии для сплавления материала, когда желательно обеспечить избирательное сплавление материала в целевом объеме,
и при этом материал детали является частично проницаемым для указанных по меньшей мере двух лучей.
В соответствии с первым альтернативным вариантом при задании нескольких целевых объемов на этапе b) данные целевые объемы одновременно облучают на этапе с).
В соответствии со вторым альтернативным вариантом при задании нескольких целевых объемов на этапе b) данные целевые объемы последовательно облучают на этапе с).
В соответствии с альтернативным вариантом этап b) состоит в задании единственного целевого объема внутри детали, который включает в себя весь дефект.
В соответствии с вариантом осуществления изобретения способ дополнительно включает после этапа с) этап контроля обработанной зоны так, чтобы проверить, исчез ли исходный дефект, при этом этап контроля включает обнаружение любого нового внутреннего дефекта, и в случае обнаружения нового внутреннего дефекта в обработанной зоне определяют местоположение данного нового внутреннего дефекта и повторяют этапы b) и с).
Обнаружение внутреннего дефекта предпочтительно выполняют неразрушающим методом. Данный способ может представлять собой, например, так называемый NDT (“Non-Destructive Testing” - неразрушающий контроль), такой как томография, микротомография или рентгенография.
На этапе с) предпочтительно выполняют фокусировку данных по меньшей мере двух лучей в целевом объеме.
Данные по меньшей мере два луча предпочтительно сходятся в точке их фокусировки.
На этапе с) данные по меньшей мере два луча предпочтительно имеют одинаковую поверхностную энергию.
В соответствии с предпочтительным вариантом осуществления изобретения число данных по меньшей мере двух лучей составляет три.
Данные по меньшей мере два луча предпочтительно представляют собой лучи с энергией, имеющие одинаковую природу, и выбраны из лазерных лучей, лучей СВЧ-диапазона, ультрафиолетовых лучей и инфракрасных лучей.
Способ согласно изобретению позволяет обработать дефекты, наибольший размер которых может находиться в диапазоне между 10 мкм и 500 мкм. Каждый целевой объем имеет наибольший размер, который предпочтительно находится в диапазоне между 10 мкм и 1 мм. При задании целевого объема с размерами, превышающими размер дефекта, подлежащего обработке, обеспечивается возможность сплавления или спекания зоны, расположенной в зоне, окружающей дефект, и, следовательно, придания однородности материалу в данной зоне. В качестве примера, если дефект типа пористости повторно подвергают сплавлению посредством сплавления объема с превышающими размерами, содержащим дефект, и поскольку повторное сплавление выполняется без добавления материала, это позволяет «рассеять» пористость в виде нескольких пор малого размера во всем объема, подвергнутом повторному сплавлению.
В настоящем раскрытии изобретения выражение «находится в диапазоне между … и … » следует понимать как охватывающее предельные значения.
Благодаря изобретению можно выполнить трехмерное сплавление или спекание в целевом объеме внутри объема детали. Следовательно, посредством данного способа можно исправить или легко ограничить внутренние и единичные дефекты детали без добавления материала извне, а именно дефекты, которые были бы недопустимыми и которые при обычной ситуации привели бы к отбраковке детали.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Изобретение будет лучше понято и другие особенности, характеристики и преимущества изобретения станут очевидными при чтении нижеследующего описания, приведенного в качестве неограничивающего примера со ссылкой на сопровождающие чертежи, в которых:
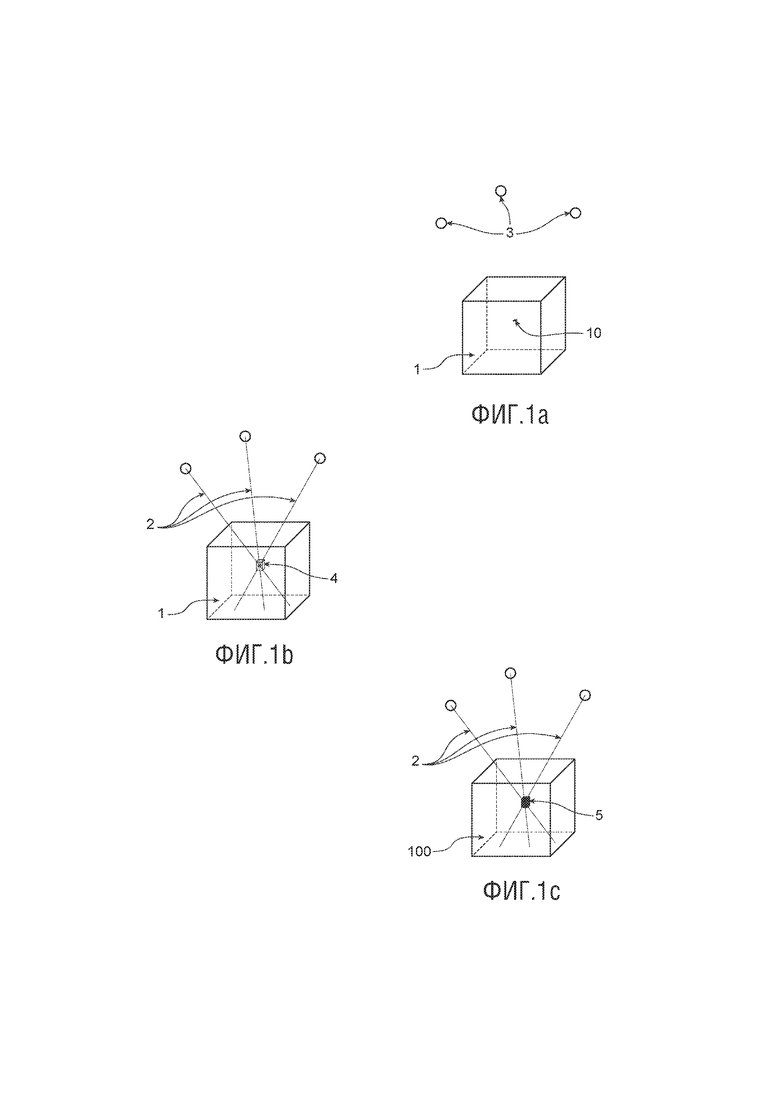
- фиг.1а-1с показывают этапы первого варианта осуществления способа обработки согласно изобретению;
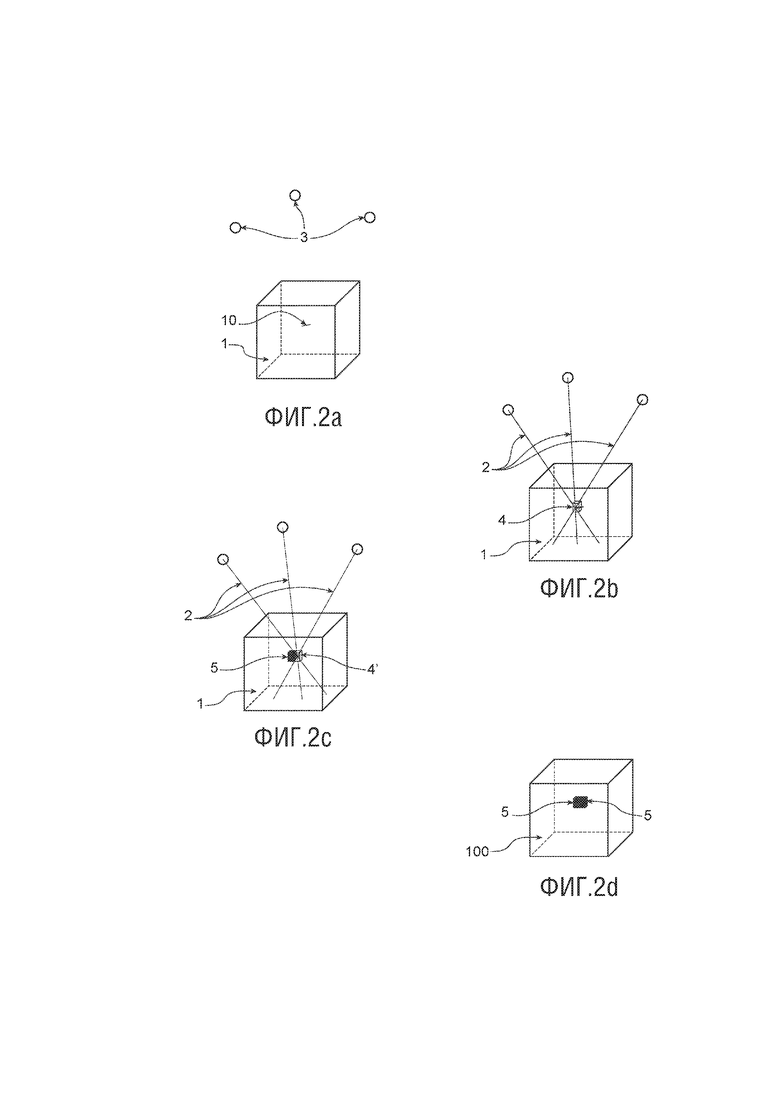
- фиг.2а-2d показывают этапы второго варианта осуществления способа обработки согласно изобретению.
ПОДРОБНОЕ РАСКРЫТИЕ КОНКРЕТНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
В соответствии с изобретением используют по меньшей мере два луча, предпочтительно три луча для одновременного облучения целевого объема поврежденной детали для обработки (в данном случае исправления) внутреннего дефекта.
Лучи являются непрерывными.
Деталь, подлежащая обработке, может быть изготовлена из металлического материала (металла или сплава), керамического материала или полимера.
Выбор типа луча, подлежащего использованию, осуществляют в соответствии с энергией, которая должна быть подведена к целевому объему так, чтобы материал указанного целевого объема подвергся сплавлению или спеканию, что вызвало бы исчезновение дефекта. Следовательно, это зависит от материала, но также от того, желательно ли обеспечить спекание или сплавление материала. Если желательно обеспечить спекание материала, сумма энергий, подведенных посредством каждого из лучей к целевому объему, когда они одновременно облучают данный целевой объем за счет схождения в нем, должна быть больше или равна пороговой энергии, требуемой для спекания. Если желательно обеспечить сплавление материала, сумма данных энергий в целевом объеме должна быть больше или равна пороговой энергии, требуемой для сплавления.
Также необходимо, чтобы материал детали был частично проницаемым для выбранных лучей. Материал считается частично проницаемым для луча, когда он поглощает до 60% луча/пучка (при этом значение, составляющее 0%, исключается).
Предпочтительно выбирают лучи с энергией, имеющие одинаковую природу.
Лучи могут быть получены посредством одного и того же источника, луч из которого разделяют на столько лучей, сколько необходимо, или посредством отдельных источников.
В качестве примера лучи СВЧ-диапазона могут быть использованы для выполнения сплавления целевого объема в металлической детали, изготовленной из никелевого сплава (например, типа Инконель™ 718) или из титанового сплава (например, ТА6V), таким образом, чтобы получить суммарную мощность в диапазоне между 200 и 400 Вт и/или энергию на единицу длины в диапазоне между 0,01 Дж/мм и 1 Дж/мм. Для получения мощности, составляющей 200 Вт, могут быть использованы, например, два луча с мощностью 100 Вт. Таким образом могут быть реализованы, например, лопатки компрессора.
Для сплавления целевого объема детали, изготовленной из термоотверждающегося полимера, например, эпоксидной смолы, используемой при изготовлении звукопоглощающих панелей или деталей ограждения двигателя (например, демпфирующих элементов), могут быть использованы ультрафиолетовые лучи с мощностью в диапазоне между 60 и 100 В и/или поверхностной энергией в диапазоне между 0,005 и 0,025 Дж/мм2.
Обнаружение и определение местоположения дефекта должны быть достаточно точными, чтобы можно было в соответствии с формой и траекторией дефекта определить, где следует задать целевой объем или целевые объемы (другими словами, куда следует направить лучи в целевом объеме или целевые объемы), в котором (-ых) материал должен быть подвергнут сплавлению или спеканию.
Дефекты таких типов, которые выбраны как объект воздействия, предпочтительно имеют наибольший размер, который находится в диапазоне между 10 мкм и 500 мкм (при этом предельные значения включены). Это может быть, например, трещина. Следовательно, необходимая точность обнаружения и определения местоположения составляет±10 мкм, при этом данная точность обеспечивается микротомографией.
Предпочтительно можно предусмотреть после этапа с) (который фактически представляет собой этап исправления дефекта) другой этап обнаружения, который позволяет проверить, действительно ли дефект был подвергнут обработке и исправлен. Если дефект по-прежнему имеется, то можно определить местоположение данного дефекта и снова выполнить этап b) для задания по меньшей одного целевого объема и этап с) для одновременного облучения данной или данных целевых объемов и так далее до исчезновения дефекта.
Некоторые дефекты, которые «заполнены» пустотой и не имеют достаточного количества материала, могут трудно поддаваться обработке данным способом и могут потребовать нескольких этапов исправления (то есть нескольких повторений последовательности этапов b) и с)) со смещением целевого объема или целевых объемов по направлению к наружной поверхности детали, где дефект затем может быть исправлен, будучи смещенным к поверхности, за счет добавления материала.
Первый вариант осуществления способа согласно изобретению показан на фиг.1а-1с. На фиг.1а дефектная деталь 1, имеющая внутренний дефект 10, символически представленный в виде куба. Источники лучей 2 представлены кружками 3.
Дефект 10 обнаруживают и определяют его местоположение, затем три луча 2 одинаковой природы используют для локального сплавления или спекания целевого объема 4 дефектной детали 1, при этом целевой объем 4 содержит весь дефект 10. Таким образом, сумма энергий трех лучей передается в точно определенную локальную зону детали, в которой желательно расплавить материал, поскольку, как и в случае спутниковой триангуляции, точно определенная точка в пространстве может быть описана посредством трех прямых линий. На фиг.1b три луча одновременно направлены к целевому объему 4 так, что они сходятся в данном целевом объеме 4. Целевой объем 4 содержит внутренний дефект 10 и, следовательно, расположен внутри куба, отображающего дефектную деталь 1. Материал, содержащийся в целевом объеме 4, нагревается до расплавленного состояния, и затем, когда он охладится, он обеспечит получение целевого объема 5, в котором материал подвергнут сплавлению или спеканию, посредством чего получают исправленную деталь 100 (фиг.1с). В данном случае обработанная зона представляет собой целевой объем 5 с материалом, подвергнутым сплавлению или спеканию.
Второй вариант осуществления способа согласно изобретению показан на фиг.2а-2d. На фиг.2а дефектная деталь 1 включает в себя внутренний дефект 10, который показан большим, чем дефект 10 на фиг.1а. Задают первый целевой объем 4, содержащий часть дефекта 10, и его подвергают обработке посредством одновременного направления в данный первый целевой объем 4 трех лучей 2, которые сходятся в данном первом целевом объеме 4 (фиг.2b). Часть дефекта, содержащегося в данном первом целевом объеме, исчезнет, когда материал целевого объема 4 подвергнется сплавлению или спеканию для того, чтобы стать целевым объемом 5, подвергнутым сплавлению или спеканию. После этого другая часть дефекта 10 будет подвергнута обработке посредством задания второго целевого объема 4’, расположенного рядом с первым целевым объемом 4 (и с целевым объемом 5, подвергнутым сплавлению или спеканию). Три луча 2 направляют в данный второй целевой объем 4’ таким образом, чтобы три луча сходились во втором целевом объеме 4’ (фиг.2с). После обработки обработанная зона детали включает в себя два целевых объема 5 с материалом, подвергнутым спеканию или сплавлению, и получают исправленную деталь 100 (фиг.2d).
Само собой разумеется, источники лучей размещают на достаточных расстояниях друг от друга для обеспечения возможности гарантирования прецизионной обработки заданной зоны.
В соответствии с предпочтительным альтернативным вариантом осуществления изобретения каждый из трех лучей конфигурирован так, чтобы энергия, подводимая к целевому объему, была равна 1/3 от энергии, требуемой для сплавления или спекания материала, содержащегося в целевом объеме 4 или 4’. Таким образом, сплавление или спекание материала, содержащегося в целевом объеме, будет происходить только в случае одновременного сосредоточения трех лучей в целевом объеме, посредством чего предотвращается любое нежелательное сплавление или спекание в случае неправильного позиционирования лучей.
Способ согласно изобретению был использован, например, для исправления детали из полимерной смолы, содержащей внутренний дефект с размерами 250 мкм × 100 мкм × 50 мкм, посредством направления на дефект трех ультрафиолетовых лучей, каждый из которых имеет мощность 30 Вт (или с суммарной мощностью, составляющей 90 Вт) и диаметр луча, составляющий 100 мкм в точке схождения, со скоростью 2 мм/с.
Изобретение относится к способу обработки внутреннего дефекта в детали. Техническим результатом является исправление внутренних дефектов в самом центре детали. Технический результат достигается способом обработки внутреннего дефекта (10) в детали (1), изготовленной из материала, при этом указанный способ включает: а) обнаружение и определение местоположения внутреннего дефекта (10) в детали; b) задание по меньшей мере одного целевого объема (4) внутри детали, которая включает в себя по меньшей мере часть дефекта; с) выполняемое для каждого целевого объема (4), одновременное облучение целевого объема по меньшей мере двумя лучами (2), которые сходятся в целевом объеме и являются непрерывными, посредством чего получают обработанную зону. Энергия, подводимая к целевому объему посредством каждого луча, меньше пороговой энергии для спекания материала, и сумма энергий, подводимых к целевому объему посредством каждого из лучей, больше или равна пороговой энергии превращения, которая соответствует пороговой энергии для спекания или сплавления материала, при этом материал детали является частично проницаемым для указанных лучей. 11 з.п. ф-лы, 2 ил.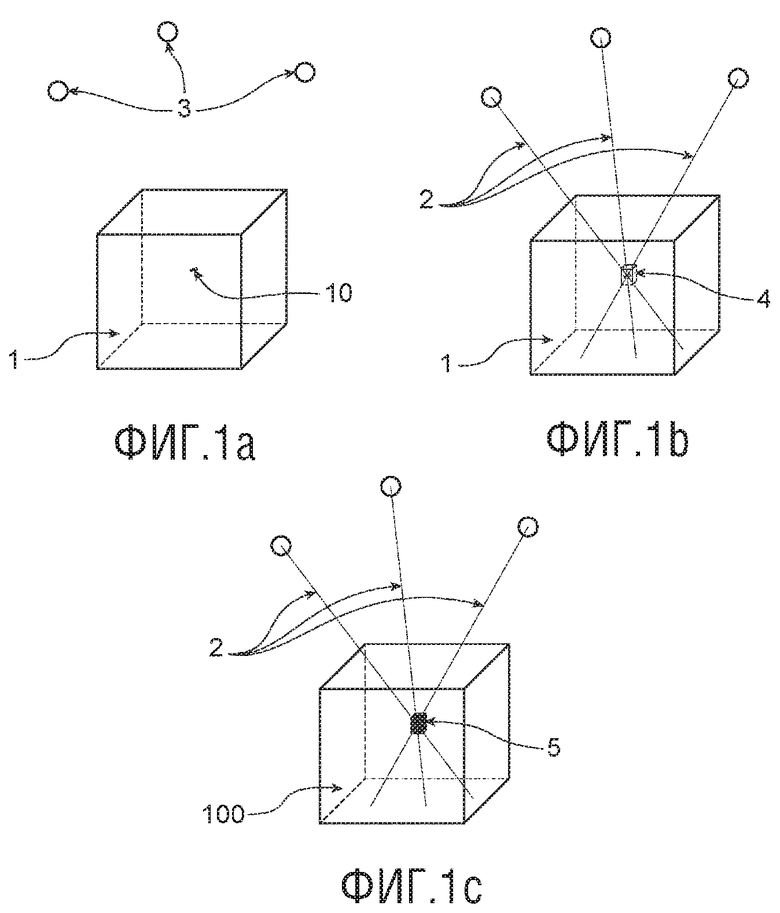
1. Способ обработки внутреннего дефекта (10) в детали (1), изготовленной из материала, при этом способ включает этапы, на которых:
а) обнаруживают и определяют местоположение внутреннего дефекта (10) в детали;
b) задают по меньшей мере один целевой объем (4; 4’) внутри детали, который по меньшей мере частично включает в себя дефект;
с) для каждого целевого объема (4; 4’), одновременно облучают целевой объем по меньшей мере двумя лучами (2), которые сходятся в целевом объеме и являются непрерывными, посредством чего получают обработанную зону;
при этом энергия, подводимая к целевому объему посредством каждого луча, меньше пороговой энергии для спекания материала, и сумма энергий, подводимых к целевому объему посредством каждого из лучей, больше или равна пороговой энергии превращения, при этом пороговая энергия превращения соответствует пороговой энергии для спекания материала, когда желательно обеспечить избирательное спекание материала в целевом объеме, или пороговой энергии для сплавления материала, когда желательно обеспечить избирательное сплавление материала в целевом объеме,
и при этом материал детали является частично проницаемым для указанных по меньшей мере двух лучей.
2. Способ по п.1, в котором на этапе b) задают несколько целевых объемов, данные целевые объемы одновременно облучают на этапе с).
3. Способ по п.1, в котором на этапе b) задают несколько целевых объемов, данные целевые объемы последовательно облучают на этапе с).
4. Способ по п.1, в котором этап b) состоит в задании единственного целевого объема (4) внутри детали, который включает в себя весь дефект (10).
5. Способ по любому из пп.1-4, дополнительно включающий после этапа с) этап, на котором контролируют обработанную зону так, чтобы проверить, исчез ли исходный дефект, при этом этап контроля включает обнаружение любого нового внутреннего дефекта, и в случае обнаружения нового внутреннего дефекта в обработанной зоне определяют местоположение данного нового внутреннего дефекта и повторяют этапы b) и с).
6. Способ по любому из пп.1-5, в котором обнаружение внутреннего дефекта выполняют неразрушающим методом.
7. Способ по любому из пп.1-6, в котором на этапе с) выполняют фокусировку данных по меньшей мере двух лучей в целевом объеме.
8. Способ по п.7, в котором данные по меньшей мере два луча сходятся в точке их фокусировки.
9. Способ по любому из пп.1-8, в котором на этапе с) данные по меньшей мере два луча имеют одинаковую поверхностную энергию.
10. Способ по любому из пп.1-9, в котором число данных по меньшей мере двух лучей составляет три.
11. Способ по любому из пп.1-10, в котором данные по меньшей мере два луча представляют собой лучи с энергией, имеющие одинаковую природу, и выбраны из лазерных лучей, лучей СВЧ-диапазона, ультрафиолетовых лучей и инфракрасных лучей.
12. Способ по любому из пп.1-11, в котором каждый целевой объем имеет наибольший размер, который находится в диапазоне между 10 мкм и 1 мм.
| EP 2881246 A1, 10.06.2015 | |||
| US 20120138223 A1, 07.06.2012 | |||
| ЭЛЕКТРОРАСПРЕДЕЛИТЕЛЬНОЕ УСТРОЙСТВО С ТОКОПРОВОДЯЩЕЙ ШИНОЙ | 2010 |
|
RU2542340C2 |
| US 20170028505 A1, 02.02.2017 | |||
| СИСТЕМА С ТЕКУЧЕЙ СРЕДОЙ ДЛЯ ДВИГАТЕЛЕЙ С КАЧАЮЩИМИСЯ ПОРШНЯМИ | 2007 |
|
RU2477804C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2012 |
|
RU2509640C1 |

