Настоящее изобретение относится к способу рекристаллизационного отжига изотропной электротехнической полосовой стали (с неориентированной зеренной структурой) в непрерывной технологической линии для отжига и нанесения покрытия.
Изотропную электротехническую полосовую сталь, как правило, применяют при изготовлении электрических машин, например, в форме так называемых листовых пакетов. Изготовление таких изотропных электротехнических полосовых сталей обычно проводят так, что получают сляб с конкретным составом металла, и непосредственно после этого выполняют горячую прокатку с образованием так называемой горячекатаной полосы. Затем горячекатаную полосу подвергают отжиговой обработке, и в последующей стадии проводят холодную прокатку с образованием так называемой холоднокатаной полосы. Чтобы обеспечить достижение благоприятных магнитных свойств, затем холоднокатаную полосу подвергают рекристаллизационному отжигу в непрерывной технологической линии для отжига и нанесения покрытия, и после этого наносят изоляционное покрытие. Следуя английской терминологии, такую линию также описывают как так называемую «ACL» (Annealing Coating Line, «линия для отжига и нанесения покрытия»).
Из Европейского патентного документа EP 3 388 537 B1 известен способ получения изотропной электротехнической полосовой стали с высокой магнитной плотностью магнитного потока, в котором электротехническую полосовую сталь подвергают отжигу в двух стадиях, чтобы получить по возможности однородное распределение размеров тонкозернистой структуры. Так, холоднокатаную полосу сначала нагревают на этапе индукционного нагрева со скоростью 200 К/сек до температуры выше 700°С, прежде чем на втором этапе посредством лучистого тепла подвергают вторичному отжигу, при котором происходит целенаправленный рост зерен.
Еще один способ получения изотропной электротехнической полосовой стали известен из Европейского патентного документа EP 3 263 719 B1, причем целенаправленным регулированием состава металла оптимизируют магнитную индукцию электротехнической полосовой стали.
Полученная в предварительном процессе холоднокатаная полоса, как правило, имеет значительные остатки воды, использованных при прокатке эмульсий и прочих текучих сред на своей поверхности полосы, которые вследствие быстрого нагрева приводят к образованию конденсата в пределах блока индукционного нагрева, и существенно ухудшают качество электротехнической полосовой стали выделяющимся в виде капель конденсатом. Кроме того, сконденсированные из текучей среды осадки могут приводить к растрескиванию внутри блока индукционного нагрева и образовывать электропроводные отложения, в которых индуцируется неконтролируемое тепло.
Поэтому у специалистов в этом отношении возникает желание улучшить подобные способы.
Поэтому в основу настоящего изобретения положена задача таким образом усовершенствовать способ рекристаллизационного отжига изотропной электротехнической полосовой стали, чтобы как можно больше подавлять релаксацию структуры в электротехнической полосовой стали с неориентированным зерном без возникновения при этом известного из уровня техники образования конденсата.
Согласно изобретению задача решена посредством способа с признаками пункта 1 формулы изобретения.
Согласно соответствующему изобретению способу рекристаллизационного отжига изотропной электротехнической полосовой стали в технологической линии для отжига и нанесения покрытия непрерывного действия предусмотрено, что электротехническую полосовую сталь в блоке индукционного нагрева нагревают до температуры по меньшей мере 680°С со скоростью нагрева по меньшей мере 80 К/сек, и затем при необходимости во второй проходной печи нагревают до температуры по меньшей мере 820°С со скоростью нагрева максимально 20 К/сек.
Способ характеризуется тем, что изотропную электротехническую полосовую сталь перед индукционной печью сначала в первой проходной печи нагревают до температуры по меньшей мере 300°С со скоростью нагрева максимально 60 К/сек. Тем самым могут быть особенно бережно и без остатка испарены оставшиеся на поверхности полосы электротехнической полосовой стали после предварительного процесса остатки, такие как вода, масла и прочие текучие среды. Вследствие высокой температуры по меньшей мере 300°С внутри первой проходной печи к тому же эффективно предотвращается конденсация остатков.
В отношении первой проходной печи речь может идти о традиционной печи непрерывного действия, которая проводит нагревание трубами радиационного нагрева и/или электрическими нагревательными элементами.
Для достижения желательных магнитных характеристик электротехнической полосовой стали требуется по возможности однородное распределение размеров тонкозернистой структуры, а также кристаллографическая текстура. Это в данной ситуации достигается посредством последующего блока индукционного нагрева, в котором затем не содержащую остатки электротехническую полосовую сталь нагревают до температуры по меньшей мере 680°C со скоростью нагрева по меньшей мере 80 К/сек, предпочтительно со скоростью нагрева по меньшей мере 100 К/сек, более предпочтительно со скоростью нагрева в диапазоне от 150 до 250 К/сек, так, что может быть быстро пройдена область релаксации структуры, которая, как правило, находится при температуре в диапазоне от 450°C до 680°C, чтобы по возможности полно подавить релаксацию структуры.
Дополнительные благоприятные варианты осуществления изобретения представлены в сформулированных зависимыми пунктах формулы изобретения. Сформулированные в зависимых пунктах формулы изобретения отдельные приведенные признаки могут быть комбинированы друг с другом технологически целесообразным образом, и могут определять дополнительные варианты осуществления изобретения. Кроме того, указанные в пунктах формулы изобретения признаки более подробно уточнены и разъяснены в описании, причем представлены дополнительные предпочтительные варианты осуществления изобретения.
Скорость нагрева в первой проходной печи предпочтительно составляет максимально 50 К/сек, предпочтительно максимально 45 К/сек, более предпочтительно максимально 40 К/сек, еще более предпочтительно 35 К/сек, и наиболее предпочтительно максимально 30 К/сек. Правда, из экономических соображений скорость нагревания не должна быть очень малой, так что она предпочтительно составляет по меньшей мере 10 К/сек, более предпочтительно по меньшей мере 15 К/сек, и еще более предпочтительно по меньшей мере 20 К/сек.
Время пребывания, в течение которого электротехническая полосовая сталь проходит первую проходную печь, тем самым составляет по меньшей мере 5 секунд, и ограничена 20 секундами. Время пребывания в первой проходной печи более предпочтительно составляет от 10 до 15 секунд.
Как уже было разъяснено, должна быть максимально подавлена релаксация структуры электротехнической полосовой стали, чтобы обеспечить достижение желательных магнитных свойств, таких как высокая магнитная индукция. Температура, до которой электротехническую полосовую сталь нагревают в первой проходной печи, тем самым ограничена максимальными 500°С, предпочтительно максимальной температурой 480°С, более предпочтительно температурой максимально 460°С, и наиболее предпочтительно температурой максимально 450°С.
Особенно предпочтительный температурный диапазон, до которого нагревают электротехническую полосовую сталь в первой проходной печи, составляет от 350 до 420°С.
Испарение остатков с электротехнической полосовой стали в первой проходной печи может приводить к сильному образованию дыма. В одном особенно предпочтительном варианте исполнения поэтому предусмотрено, что первую проходную печь непрерывно продувают промывным газом, который особенно предпочтительно нагнетают в первую проходную печь в режиме противотока. В этой связи наиболее предпочтительно предусмотрено, что промывной газ представляет собой обогащенный водородом газ, который благоприятным образом имеет содержание водорода от 20 до 50 об.%.
Электротехническую полосовую сталь нагревают в индукционной печи предпочтительно в два стадии. Так, электротехническую полосовую сталь сначала нагревают на первом этапе до температуры в диапазоне 680-700°С со скоростью нагрева по меньшей мере 80 К/сек, предпочтительно со скоростью нагревания по меньшей мере 100 К/сек, более предпочтительно со скоростью нагрева по меньшей мере 150 К/сек, еще более предпочтительно со скоростью нагрева в диапазоне от 150 до 250 К/сек. Это предпочтительно выполняют с помощью индуктора с продольным полем, который равномерно нагревает электротехническую полосовую сталь по всей ее ширине.
На последующей после этого второй стадии электротехническую полосовую сталь затем нагревают до температуры в диапазоне 700-950°С, предпочтительно до температуры в диапазоне 720-800°С, еще более предпочтительно до температуры в диапазоне 740-780°С. Для этих высоких температур полосы может быть использован индуктор с поперечным магнитным полем. Он создает по всей ширине полосы электротехнической полосовой стали отчетливую разность температур от 10 до 30 К, по большей части в форме температурных отклонений на краях полосы относительно середины полосы.
В последующей после индукционной печи второй проходной печи, которая опять же может быть выполнена в форме стандартной печи непрерывного действия, электротехническую полосовую сталь нагревают до температуры по меньшей мере 820°С, предпочтительно до температуры в диапазоне 820-1100°С, более предпочтительно до температуры в диапазоне 820-1050°С, со скоростью нагрева максимально 20 К/сек, предпочтительно со скоростью нагрева максимально 15 К/сек. По соображениям сохранения качества должны быть ослаблены созданные в индукционной печи разности температур по ширине полосы электротехнической полосовой стали. Для этого благоприятным образом требуется время пребывания по меньшей мере 5 секунд, предпочтительно по меньшей мере 10 секунд, в течение которого происходит отжиг электротехнической полосовой стали при температуре в диапазоне 820-1050°С.
После второй проходной печи следуют обычные атмосферные секции печи для выдерживания до целевой температуры, а также охлаждающая секция.
Далее изобретение, а также технические условия, более подробно разъяснены посредством Фигур. Следует указать на то, что изобретение не должно быть ограничено показанными примерами осуществления. В частности, пока определенно не оговорено иное, также возможно извлечение некоторых аспектов разъясненных в Фигурах обстоятельств и комбинирование с другими компонентами и положениями из данного описания. В частности, следует отметить, что Фигуры, и в особенности представленные размерные соотношения, являются только схематическими. Одинаковые номера позиций обозначают одинаковые объекты, так что при необходимости могут быть дополнительно привлечены разъяснения из других Фигур. Как показано:
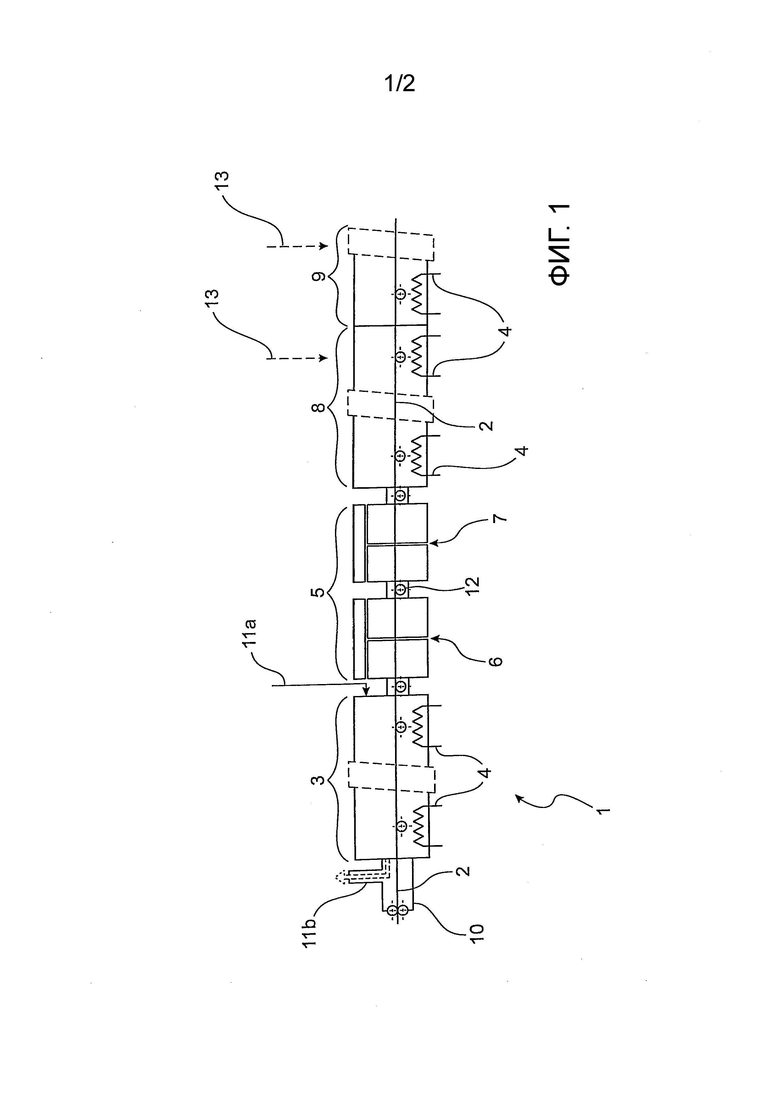
Фиг. 1 представляет вариант исполнения технологической линии для отжига и нанесения покрытия для осуществления соответствующего изобретению способа, и
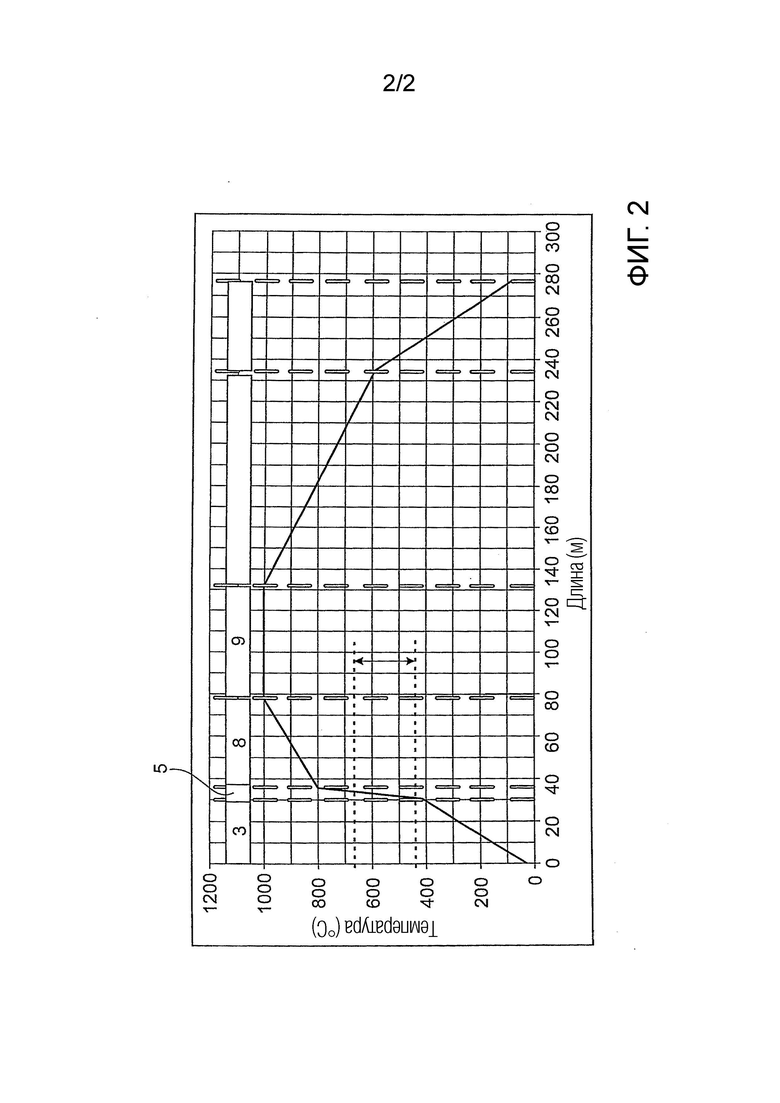
Фиг. 2 представляет вариант реализации температурного профиля соответствующего изобретению способа.
В Фигуре 1 показан один вариант осуществления технологической линии 1 для отжига и нанесения покрытия для выполнения соответствующего изобретению способа, в которой в качестве примера изотропную электротехническую полосовую сталь 2 с шириной 1200 мм и толщиной полосы 500 мкм при скорости перемещения полосы 150 м/мин подвергают термической обработке, как в порядке примера показано в Фигуре 2.
Технологическая линия 1 для отжига и нанесения покрытия включает первую проходную печь 3 с электрическими нагревательными элементами 4, посредством которых нагревают электротехническую полосовую сталь. Первая проходная печь 3 имеет длину 30 м. После нее по направлению движения полосы размещена индукционная печь 5, которая сформирована из двух отдельных секций 6, 7, и имеет совокупную длину 6 м. После индукционной печи 5 следует вторая проходная печь 8, которая также обычным образом нагревает нагревательными элементами 4. Вторая проходная печь 8 имеет длину 42 м. Кроме того, позади второй проходной печи 8 по направлению движения полосы предусмотрена зона 9 выдержки с длиной 54 м.
Как можно понять из Фигуры 1, изотропная электротехническая полосовая сталь 2 сначала проходит через впускной шлюзовый затвор 10 в первой проходной печи 3 с радиационным нагревом. При этом электротехническая полосовая сталь 2 нагревается в течение 30 секунд до 450°С. Вплоть до этой температуры релаксация структуры является пренебрежимо малой. Предпочтительной является низкая скорость нагрева, в данном случае 15 К/сек, чтобы неизбежно находящиеся на электротехнической полосовой стали 2 остатки из предварительного процесса испарялись медленно и без растрескивания. Горячие внутренние стенки первой проходной печи 3 гарантируют, что теперь уже находящиеся в газовой атмосфере остатки не будут конденсироваться. Испарение остатков с электротехнической полосовой стали 2, как правило, приводит к сильному задымлению. Поэтому первую проходную печь 3 непрерывно продувают в режиме противотока содержащим водород промывным газом, который нагнетают в первую проходную печь 3 через впускное отверстие 11а, и опять отводят через выпускное отверстие 11b.
Альтернативно и/или дополнительно, промывной газ может быть введен также дополнительно ниже по потоку, например, через вторую проходную печь 8 и/или через зону 9 выдержки, как обозначено стрелкой 13, технологической линии 1.
После этого электротехническую полосовую сталь 2 пропускают через индукционную печь 5, в которой ее сначала нагревают до 700°С в индукторе 6 с продольным полем, и затем до 800°С в индукторе 7 с поперечным полем. Между отдельными секциями 6, 7 находятся печные ролики 12, чтобы удерживать малым провисание полосы и обеспечивать точное проведение электротехнической полосовой стали 2 через узкие зазоры обоих индукторов 6, 7.
Поскольку печные ролики 12 размещены снаружи индукторов 6, 7, это приводит к неизбежному прерыванию нагрева. Результирующая средняя скорость нагрева в индукционной печи 5 при 180 К/сек, конечно, является достаточно высокой, чтобы надежно предотвращать релаксацию структуры и тем самым неравномерный рост зерен.
Дальнейшее нагревание до 1000°С проводят во второй части проходной печи 8 с радиационным нагревом. Скорость нагревания в этой проходной печи 8 несущественна в отношении качества, и тем самым зависит только от ее конструктивной длины и обеспечения достаточной продолжительности нагревания.
В зоне 9 выдержки выдерживанием температуры полосы при 1000°С с времени пребывания в данном случае 26 секунд устанавливают желательный размер зерен в структуре.
После этого следует медленное охлаждение и быстрое охлаждение (в Фигуре 1 не представлены), которые сформированы общеизвестным для специалиста образом.
Список ссылочных позиций
1 технологическая линия для отжига и нанесения покрытия
2 электротехническая полосовая сталь
3 первая проходная печь
4 электрические нагревательные элементы
5 индукционная печь
6 первая секция/индуктор с продольным полем
7 вторая секция/индуктор с поперечным полем
8 вторая проходная печь
9 зона выдержки
10 впускной шлюзовый затвор
11a впускное отверстие для промывного газа
11b выпускное отверстие для промывного газа
12 печные ролики
13 стрелка
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения изотропной электротехнической стали | 2018 |
|
RU2692146C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2010 |
|
RU2476606C2 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОКРЕМНИСТОЙ ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2010 |
|
RU2442832C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОСЫ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ И ПОЛОСА ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ, ПОЛУЧАЕМАЯ В СООТВЕТСТВИИ С УПОМЯНУТЫМ СПОСОБОМ | 2015 |
|
RU2671033C1 |
| СПОСОБ ПОЛУЧЕНИЯ УПАКОВОЧНОЙ СТАЛИ | 2012 |
|
RU2575525C1 |
| Способ получения изотропной электротехнической стали | 2021 |
|
RU2762195C1 |
| ЛИСТОВАЯ СТАЛЬ ДЛЯ ПРИМЕНЕНИЯ В КАЧЕСТВЕ УПАКОВОЧНОЙ СТАЛИ И СПОСОБ ПОЛУЧЕНИЯ УПАКОВОЧНОЙ СТАЛИ | 2012 |
|
RU2586196C2 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОСОВОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ СТРУКТУРОЙ И ПОЛОСОВАЯ ЭЛЕКТРОТЕХНИЧЕСКАЯ СТАЛЬ С ОРИЕНТИРОВАННОЙ СТРУКТУРОЙ | 2016 |
|
RU2719864C2 |
| СПОСОБ ПРОИЗВОДСТВА ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2010 |
|
RU2427654C1 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ВЫСОКИМИ МАГНИТНЫМИ СВОЙСТВАМИ | 2009 |
|
RU2407809C1 |
Изобретение относится к способу рекристаллизационного отжига изотропной электротехнической полосовой стали (2) в непрерывной технологической линии (1) для отжига и нанесения покрытия. Способ включает нагрев электротехнической полосовой стали (2) в индукционной печи (5) до температуры от 680°С до 950°С со скоростью нагрева от 80°С/с до 250°С/с, причем электротехническую полосовую сталь (2) перед индукционной печью (5) сначала нагревают в первой проходной печи (3) до температуры от 300°С от 500°С со скоростью нагрева от 10°С/с до 60°С/с. Технический результат заключается в подавлении релаксации структуры в электротехнической полосовой стали с неориентированным зерном без возникновения при этом известного из уровня техники образования конденсата. 10 з.п. ф-лы, 2 ил.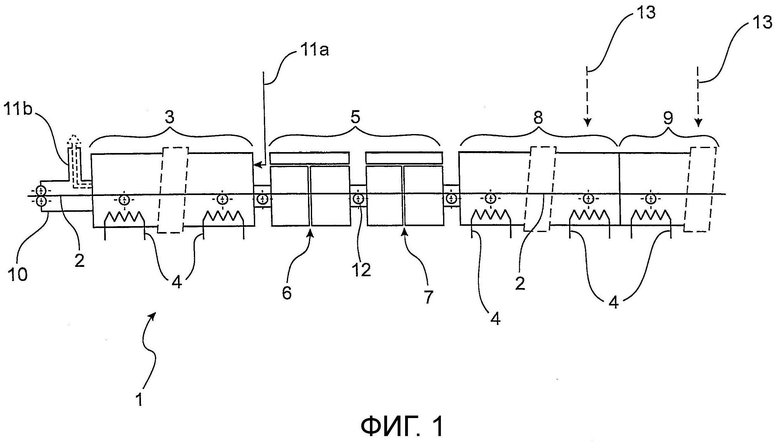
1. Способ рекристаллизационного отжига изотропной электротехнической полосовой стали (2) в непрерывной технологической линии (1) для отжига и нанесения покрытия, причем электротехническую полосовую сталь (2) нагревают в индукционной печи (5) до температуры от 680°С до 950°С со скоростью нагрева от 80°С/с до 250°С/с,
отличающийся тем, что
электротехническую полосовую сталь (2) перед индукционной печью (5) сначала нагревают в первой проходной печи (3) до температуры от 300°С до 500°С со скоростью нагрева от 10°С/с до 60°С/с.
2. Способ по п.1, в котором после индукционной печи (5) электротехническую полосовую сталь (2) нагревают во второй проходной печи (8) от температуры 820°С до 1100°С со скоростью нагрева максимально 20°С/с.
3. Способ по п.1, причем электротехническую полосовую сталь (2) пропускают через первую проходную печь (3) с временем пребывания по меньшей мере 5 секунд, до 20 секунд.
4. Способ по любому из пп.1-3, причем электротехническую полосовую сталь (2) нагревают в первой проходной печи (3) до температуры 480°С, более предпочтительно до температуры 460°С и наиболее предпочтительно до температуры 450°С.
5. Способ по любому из предшествующих пунктов, причем скорость нагрева в первой проходной печи (3) составляет максимально 45°С/с, более предпочтительно максимально 40°С/с, еще более предпочтительно максимально 35°С/с и наиболее предпочтительно максимально 30°С/с.
6. Способ по любому из предшествующих пунктов, причем первую проходную печь (3) непрерывно продувают промывным газом, предпочтительно в режиме противотока.
7. Способ по п.6, причем промывной газ представляет собой обогащенный водородом газ и предпочтительно имеет содержание водорода от 20 до 50 об.%.
8. Способ по любому из предшествующих пунктов, причем электротехническую полосовую сталь (2) нагревают в индукционной печи в двух секциях, для чего предпочтительно электротехническую полосовую сталь (2) нагревают сначала в первой секции (6) до температуры в диапазоне 680-700°С, и затем во второй секции (7) до температуры в диапазоне 700-950°С.
9. Способ по п.8, причем электротехническую полосовую сталь (2) нагревают в первой секции (6) посредством индуктора с продольным полем и во второй секции (7) посредством индуктора с поперечным полем.
10. Способ по любому из предшествующих пунктов, причем электротехническую полосовую сталь (2) подвергают отжигу во второй проходной печи (8) при температуре в диапазоне 820-1050°С в течение по меньшей мере 5 секунд.
11. Способ по п.10, причем стадию отжига во второй проходной печи (8) проводят сначала в первой секции при температуре в диапазоне от 820 до 880°С и затем во второй секции при температуре в диапазоне от 900 до 1150°С.
| EP 3378959 A1, 26.09.2018 | |||
| EP 3399061 A1, 11.07.2018 | |||
| Способ термической обработки холодно-КАТАНОй изОТРОпНОй элЕКТРОТЕХНичЕСКОйСТАли | 1979 |
|
SU846583A1 |
| Способ термической обработки изотропной электротехнической стали | 1985 |
|
SU1305184A1 |
| СПОСОБ ТЕРМООБРАБОТКИ ХОЛОДНОКАТАНОЙ ПОЛОСЫ ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1994 |
|
RU2082770C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОКРЕМНИСТОЙ ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2010 |
|
RU2442832C1 |
| JP 2009221578 A, 01.10.2009 | |||
| WO 2019080482 A1, 02.05.2019. | |||
