Изобретение относится к области приборостроения и может быть использовано при изготовлении микромеханических приборов, содержащих упругие элементы, сквозные и глухие травленные области, микроканалы, например, инерциальных датчиков (акселерометров и гироскопов), кварцевых резонаторов, биосенсоров и систем лаборатория-на-чипе, а также элементов корпусирования и изоляции микросистем.
Известен способ изготовления рельефных кремниевых структур, заключающийся в создание на кремниевой пластине защитной пленки окисла кремния, полное удаление пленки и локальное уменьшение ее толщины в областях структур, в которых травление пластины проводится на максимальную глубину и на глубину заданного рельефа, и обработку пластины в травителях для создания заданного профиля в кремнии. [Патент SU 1228720, кл. H01L 21/306, опубл. 27.11.1995]
Недостаток этого способа заключается в том, что для обеспечения локальной защиты пластины от длительного воздействия травителя необходимо контролировать толщину пленки в местах локального уменьшения ее толщины на этапе формирования ступенчатой маски и вводить припуск на толщину защитной маски на каждом этапе травления с учетом скорости травления материала маски в растворах травления пластины. Неравномерность вытравливания пленки оксида приводит к невоспроизводимости в пластине заданного профиля.
Известен также способ изготовления глубокопрофилированных кремниевых структур, заключающийся в создании на кремниевой пластине защитного слоя, создании контрастного слоя из материала, отличающегося от материала защитного слоя, формировании последовательными операциями фотолитографии и травления структуры заданного профиля до появления кремния в области максимальной глубины структуры, последующем чередовании травления кремния и оставшегося защитного слоя до получения в кремнии заданного профиля. [Патент RU 2572288 С1, кл. H01L 21/308, опубл. 10.01.2016].
Недостаток этого способа заключается в формировании ступенчатой маски двумя последовательными процессами фотолитографии, что требует высокой точности совмещения контура, формируемого при 2-й фотолитографии относительно контура, сформированного после 1-й фотолитографии. Это приводит к большой трудоемкости проведения операции фотолитографии и к большему количеству брака. Другим недостатком является сложность подбора материалов защитного слоя и контрастного слоя, которые должны быть селективными к травителям друг друга и травителю пластины.
Известен также способ изготовления глубокопрофильных многоуровневых микроструктур в кварцевом стекле, содержащий первичную химическую обработку подложки из кварцевого стекла, последовательное нанесение с двух сторон подложки из кварцевого стекла первого слоя защитной маски и фоторезистивного слоя защитной маски, двухстороннюю фотолитографию в фоторезистивном слое защитной маски, химическое травление первого слоя защитной маски и химическое травление подложки из кварцевого стекла для формирования первого уровня глубокопрофильных многоуровневых микроструктур и второго уровня глубокопрофильных многоуровневых микроструктур. [Патент RU 2656109 С1, кл. H01L 21/308, опубл. 31.05.2018]
Недостаток этого способа заключается в формировании ступенчатой маски двумя последовательными процессами фотолитографии, что требует высокой точности совмещения контура, формируемого при 2-й фотолитографии относительно контура, сформированного после 1-й фотолитографии. При этом второй процесс происходит на поверхности с развитой топологией, что усложняет процессы нанесения первого слоя защитной маски и фоторезистивного слоя. Это приводит к большой трудоемкости проведения операции фотолитографии и к большему количеству брака, снижения точности структур. Другим недостатком является использование на первом этапе формирования глубокопрофильных многоуровневых микроструктур жидкостного травления, а на втором этапе - плазменного травления, требующего дорогостоящего оборудования. Это приводит к усложнению технологического маршрута и, как следствие, повышения цены готового устройства.
Технический результат изобретения заключается в снижении трудоемкости и стоимости технологического маршрута и повышении точности размеров и качества изготовления глубокопрофилированных кварцевых структур.
Сущность изобретения заключается в том, что в способе изготовления глубокопрофильных многоуровневых микроструктур в кварцевом стекле, содержащем первичную химическую обработку подложки из кварцевого стекла, последовательное нанесение с двух сторон подложки из кварцевого стекла первого слоя защитной маски и фоторезистивного слоя защитной маски, двухстороннюю фотолитографию в фоторезистивном слое защитной маски, химическое травление первого слоя защитной маски и химическое травление подложки из кварцевого стекла для формирования первого уровня глубокопрофильных многоуровневых микроструктур, второго уровня глубокопрофильных многоуровневых микроструктур и третьего уровня глубоко профильных многоуровневых микроструктур, в качестве первого слоя защитной маски используют металлическую пленку, в качестве режима двусторонней фотолитографии в фоторезистивном слое защитной маски используют двустороннюю фотолитографию с применением градиента интенсивности для формирования первой ступени и второй ступени в фоторезистивном слое защитной маски, в качестве метода химического травления подложки из кварцевого стекла используют метод жидкостного травления в растворах плавиковой кислоты, после формирования первого уровня глубокопрофильных многоуровневых микроструктур проводят последовательно операции утонения фоторезистивного слоя защитной маски плазменным травлением на глубину первой ступени с последующим жидкостным травлением первого слоя маски и формированием второго уровня глубокопрофильных многоуровневых микроструктур, для формирования третьего уровня глубокопрофильных многоуровневых микроструктур утоняют фоторезистивный слой защитной маски на глубину второй ступени и проводят операции жидкостного травления первого слоя маски и жидкостного травления подложки из кварцевого стекла.
Существует вариант, в котором после процесса первичной химической подготовки проводят отжиг подложки из кварцевого стекла.
Существует вариант, в котором после процесса первичной подготовки проводят травление поверхностного слоя подложки из кварцевого стекла в водном растворе плавиковой кислоты.
Существует вариант, в котором перед процессом нанесения первого слоя защитной маски проводят ионную обработку подложки из кварцевого стекла в среде аргона.
Существует вариант, в котором нанесение первого слоя защитной маски проводят при нагреве подложки из кварцевого стекла.
Существует вариант, в котором перед этапом нанесения фоторезистивного слоя защитной маски первый слой защитной маски подвергают термической обработке.
Существует также вариант, в котором перед этапом нанесения фоторезистивного слоя защитной маски проводят дегидратацию и обработку усилителем адгезии поверхности первого слоя защитной маски.
Существует также вариант, в котором в процессе двусторонней фотолитографии проводят выдержку фоторезистивного слоя защитной маски на воздухе.
Существует также вариант, в котором после двухсторонней фотолитографии проводят термическую обработку фоторезистивного слоя защитной маски.
Существует также вариант, в котором травление подложки из кварцевого стекла проводят в вертикальном положении при перемешивании раствора травления.
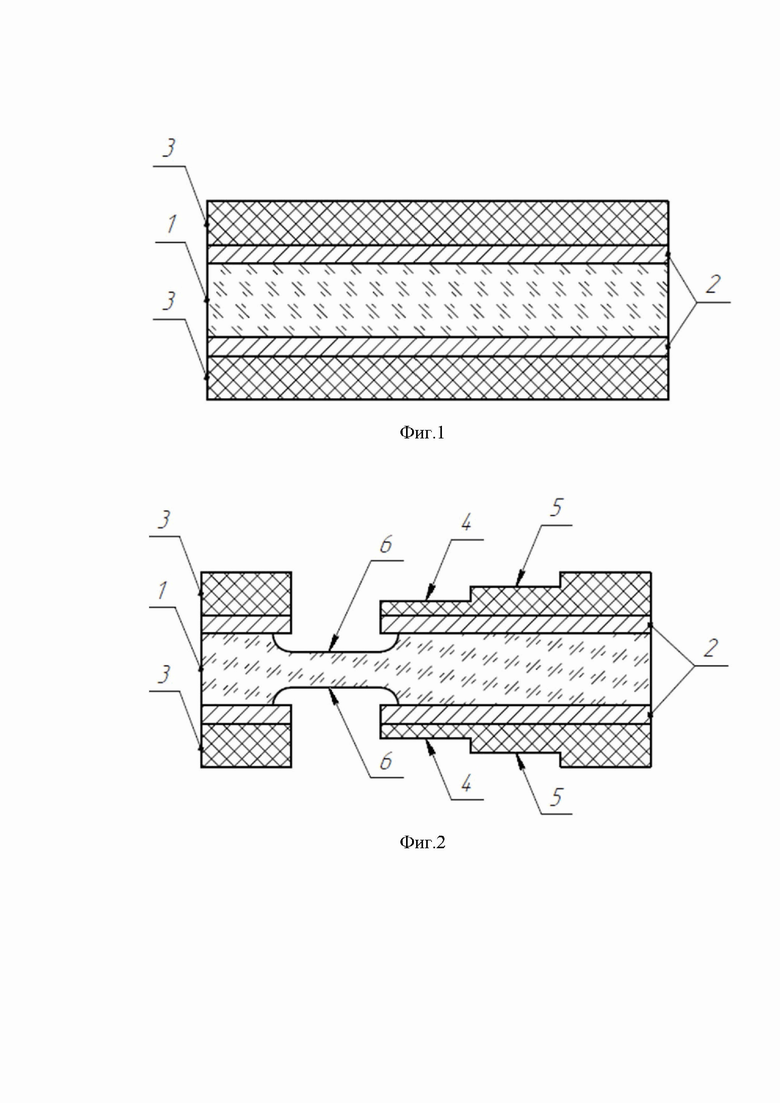
На фиг. 1 изображена подложка кварцевого стекла с нанесенными слоями защитной маски.
На фиг. 2 изображен этап формирования первого уровня глубоко профильных многоуровневых микроструктур через ступенчатую маску.
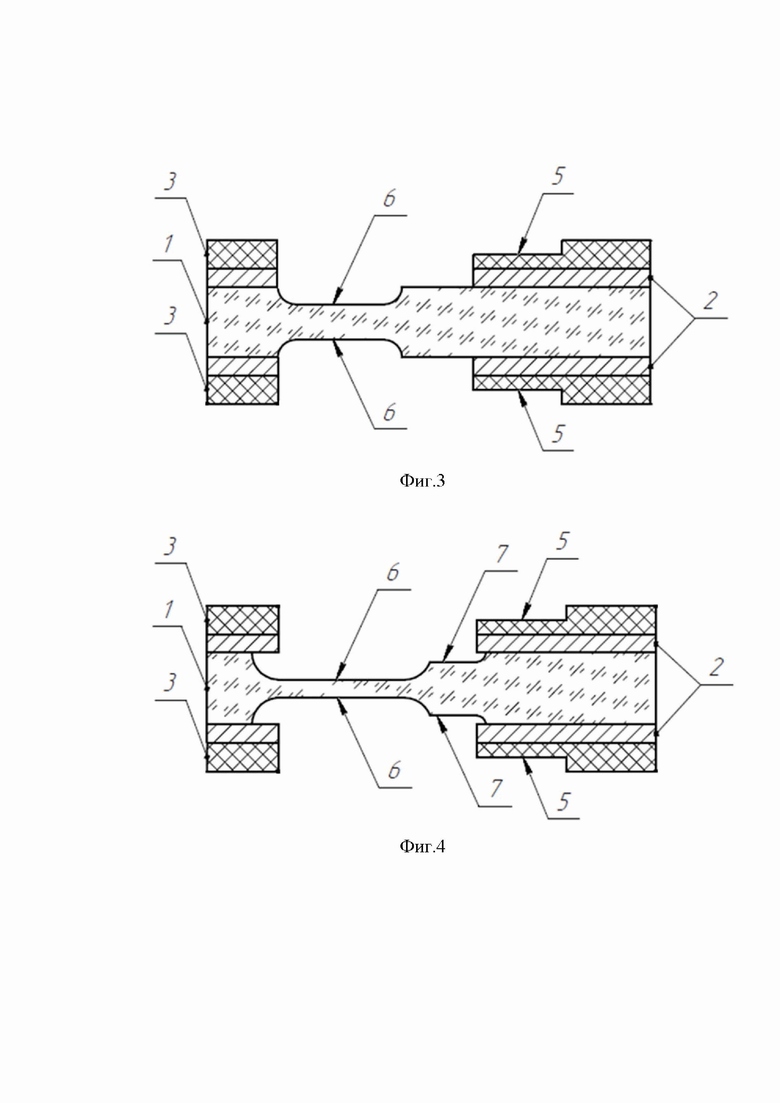
На фиг. 3 изображено состояние пластины перед этапом второго этапа травления подложки из кварцевого стекла.
На фиг. 4 изображено состояние подложки из кварцевого стекла после второго этапа травления и формирования второго уровня глубокопрофильных многоуровневых микроструктур через ступенчатую маску.
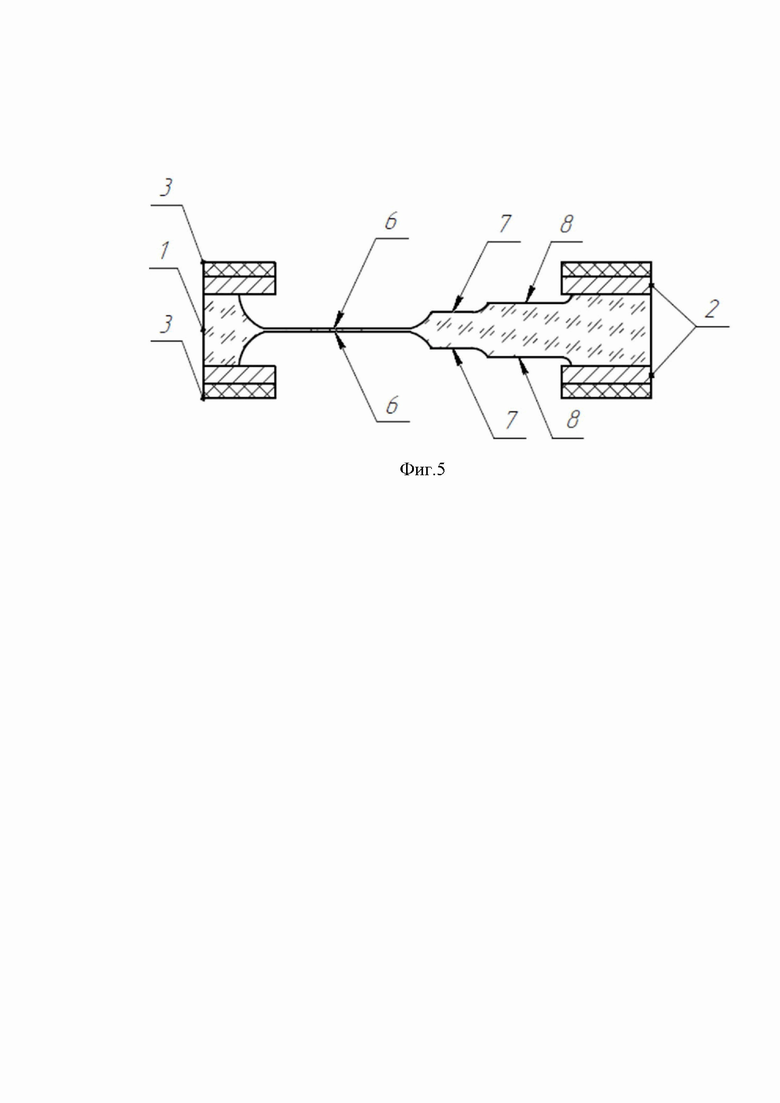
На фиг. 5 изображено состояние подложки из кварцевого стекла после третьего этапа травления и формирования третьего уровня глубокопрофильных многоуровневых микроструктур через ступенчатую маску.
Способ изготовления глубокопрофильных многоуровневых микроструктур в кварцевом стекле содержит первичную химическую обработку подложки из кварцевого стекла 1 (фиг. 1), которая может представлять собой пластину из кварцевого стекла диаметром от 25 до 100 мм и толщиной от 100 до 1000 мкм. Далее следует последовательное нанесение с двух сторон подложки из кварцевого стекла 1 первого слоя защитной маски 2 и фоторезистивного слоя защитной маски 3. После этого проводят двухстороннюю фотолитографию в фоторезистивном слое защитной маски 3, химическое травление первого слоя защитной маски 2 и химическое травление подложки из кварцевого стекла 1 для формирования первого уровня глубокопрофильных многоуровневых микроструктур 6 (фиг. 2), второго уровня глубокопрофильных многоуровневых микроструктур 7 (фиг. 3, фиг. 4) и третьего уровня глубоко профильных многоуровневых микроструктур 8 (фиг. 5). В качестве первого слоя защитной маски 2 используют металлическую пленку, например, пленку молибдена, меди, вольфрама, хрома или золота толщиной от 100 до 1000 нм. В качестве режима двусторонней фотолитографии в фоторезистивном слое защитной маски 3 используют двустороннюю фотолитографию с применением градиента интенсивности для формирования первой ступени 4 и второй ступени 5 в фоторезистивном слое защитной маски 3 толщиной 3-15 мкм. В качестве метода химического травления подложки из кварцевого стекла 1 используют метод жидкостного травления в растворах плавиковой кислоты с добавлением буферной добавки фторида аммония (NH4F) для стабилизации скорости травления в соотношении компонентов NH4F:HF в пределах 1:1-14:1 при температуре от 22 до 80°С. После формирования первого уровня глубокопрофильных многоуровневых микроструктур 6 проводят последовательно операции утонения фоторезистивного слоя защитной маски 3 плазменным травлением на глубину первой ступени 4 с последующим жидкостным травлением первого слоя маски 2 и формированием второго уровня глубокопрофильных многоуровневых микроструктур 7, для формирования третьего уровня глубокопрофильных многоуровневых микроструктур 8 утоняют фоторезистивный слой защитной маски 3 на глубину второй ступени 5 и проводят операции жидкостного травления первого слоя маски 2 и жидкостного травления подложки из кварцевого стекла 1.
Существует вариант, в котором после процесса первичной химической подготовки проводят отжиг подложки из кварцевого стекла 1 при температуре от 400 до 1000°С в течение 3-6 часов.
Существует вариант, в котором после процесса первичной подготовки проводят травление поверхностного слоя подложки из кварцевого стекла 1 в водном растворе плавиковой кислоты с концентрацией 0,5-5% в течение 1-5 минут.
Существует вариант, в котором перед процессом нанесения первого слоя защитной маски 2 проводят ионную обработку подложки из кварцевого стекла 1 в среде аргона в течение 1-10 минут.
Существует вариант, в котором нанесение первого слоя защитной маски 2 проводят при нагреве подложки из кварцевого стекла 1 при температуре от комнатной до 600°С.
Существует вариант, в котором перед этапом нанесения фоторезистивного слоя защитной маски 3 первый слой защитной маски 2 подвергают термической обработке в вакууме или в среде инертного газа, например, аргона или формовочного газа, при температуре, равной 0,2-0,6 от температуры плавления металла, но не более 1200°С.
Существует также вариант, в котором перед этапом нанесения фоторезистивного слоя защитной маски 3 проводят дегидратацию в вакууме при температуре от 100 до 200°С и обработку первого слоя защитной маски 2 в растворе или в парах усилителя адгезии, например, гексаметилдисилазана или триметилсилил диэтиламин.
Существует также вариант, в котором в процессе двусторонней фотолитографии проводят выдержку фоторезистивного слоя защитной маски 3 на воздухе в течение 1-12 часов.
Существует также вариант, в котором после двухсторонней фотолитографии проводят термическую обработку фоторезистивного слоя защитной маски 3 при температуре от 100 до 170°С в течение от 30 до 120 минут.
Существует также вариант, в котором травление подложки из кварцевого стекла 1 проводят в вертикальном положении при перемешивании раствора травления при использовании магнитной мешалки на оборотах 100-700 об/мин.
Существует также вариант, в котором формируют четыре и более уровня глубоко профильных многоуровневых микроструктур. Количество уровней определяют количеством ступеней, формируемых в фоторезистивном слое.
То, что в качестве первого слоя защитной маски 2 используют металлическую пленку, в качестве режима двусторонней фотолитографии в фоторезистивном слое защитной маски 3 используют двустороннюю фотолитографию с применением градиента интенсивности для формирования первой ступени 4 и второй ступени 5 в фоторезистивном слое защитной маски 3, в качестве метода химического травления подложки из кварцевого стекла 1 используют метод жидкостного травления в растворах плавиковой кислоты, после формирования первого уровня глубокопрофильных многоуровневых микроструктур 6 проводят последовательно операции утонения фоторезистивного слоя защитной маски 3 плазменным травлением на глубину первой ступени 4 с последующим жидкостным травлением первого слоя маски 2 и формированием второго уровня глубокопрофильных многоуровневых микроструктур 7, для формирования третьего уровня глубокопрофильных многоуровневых микроструктур 8 утоняют фоторезистивный слой защитной маски 3 на глубину второй ступени 5 и проводят операции жидкостного травления первого слоя маски 2 и жидкостного травления подложки из кварцевого стекла 1, приводит к снижению трудоемкости и стоимости технологического маршрута, и к повышению точности изготовления глубокопрофилированных кварцевых структур. Это достигается благодаря тому, что проводится только одна операция двусторонней фотолитографии на непланарной поверхности, для травления подложки используются операция жидкостного травления, обеспечивающая высокую скорость травления (более 1 мкм/мин) и позволяющая проводить групповую обработку при небольших затратах, а также не требует дорогостоящего оборудования.
То, что после процесса первичной химической подготовки проводят отжиг подложки из кварцевого стекла 1, приводит к снятию остаточных напряжений, что ведет к предотвращению появления дефектов во время травления и, как следствие, к повышению качества изготовления глубокопрофилированных кварцевых структур.
То, что после процесса первичной подготовки проводят травление поверхностного слоя подложки из кварцевого стекла 1 в водном растворе плавиковой кислоты, ведет к удалению дефектного поверхностного слоя, что ведет к улучшению адгезии первого слоя защитной маски 2, предотвращению появления дефектов в подложке из кварцевого стекла 1 во время травления и, как следствие, к повышению качества изготовления глубокопрофилированных кварцевых структур.
То, что перед процессом нанесения первого слоя защитной маски 2 проводят ионную обработку подложки из кварцевого стекла 1 в среде аргона, увеличивает шероховатость поверхности для улучшения адгезии первого слоя защитной маски 2, что ведет к увеличению стойкости первого слоя защитной маски 2 во время травления и, как следствие, к повышению точности и качества изготовления глубокопрофилированных кварцевых структур.
То, что нанесение первого слоя защитной маски 2 проводят при нагреве подложки из кварцевого стекла 1, приводит к увеличению адгезии первого слоя защитной маски, что ведет к увеличению стойкости первого слоя защитной маски 2 во время травления и, как следствие, к повышению точности и качества изготовления глубокопрофилированных кварцевых структур.
То, что перед этапом нанесения фоторезистивного слоя защитной маски 3 первый слой защитной маски 2 подвергают термической обработке, приводит к уменьшению внутренних напряжений в первом слое защитной маске 2, что ведет к предотвращению появления дефектов в подложке из кварцевого стекла 1 во время травления и, как следствие, к повышению точности изготовления глубокопрофилированных кварцевых структур.
То, что перед этапом нанесения фоторезистивного слоя защитной маски 3 проводят дегидратацию и обработку усилителем адгезии поверхности первого слоя защитной маски 2 приводит повышению адгезии фоторезистивного слоя защитной маски 3, предотвращению проникновения раствора травления между первым слоем защитной маски 2 и фоторезистивным слоем защитной маски 3, как следствие, к повышению точности изготовления глубокопрофилированных кварцевых структур.
То, что в процессе двусторонней фотолитографии проводят выдержку фоторезистивного слоя защитной маски 3 на воздухе, позволяет удалить азот из толщи фоторезистивного слоя защитной маски 3, что предотвращает образование пузырей в процессе двусторонней фотолитографии и, как следствие, к повышению стойкости защитной маски и точности изготовления глубокопрофилированных кварцевых структур.
То, что после двухсторонней фотолитографии проводят термическую обработку фоторезистивного слоя защитной маски 3 приводит к повышению стойкости фоторезистивного слоя защитной маски 3 и предотвращению проникновения раствора травления в защищенные маской области, что ведет к повышению точности изготовления глубокопрофилированных кварцевых структур.
То, что травление подложки из кварцевого стекла 1 проводят в вертикальном положении при перемешивании раствора травления, приводит к ускорению подвода раствора и отвода продуктов реакции от потравленной поверхности, предупреждению осаждения продуктов реакции травления на протравленную поверхность, что повышает однородность травления, поддерживает относительно постоянную скорость травления, не ухудшает шероховатость и прозрачность поверхности стекла и, как следствие, приводит к увеличению точности размеров и качества глубокопрофилированных кварцевых структур.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КВАРЦЕВЫХ КРИСТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ Z-СРЕЗА | 2012 |
|
RU2475950C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОЙ МИКРОСБОРКИ | 2024 |
|
RU2830562C1 |
| СПОСОБ ФОРМИРОВАНИЯ РЕЛЬЕФА НА ПОВЕРХНОСТИ ФУНКЦИОНАЛЬНОГО СЛОЯ | 1999 |
|
RU2164706C1 |
| Способ формирования контактных окон в слое защитного основания высоковольтного прибора | 2016 |
|
RU2645920C2 |
| СПОСОБ ФОРМИРОВАНИЯ ГЛУБОКОПРОФИЛИРОВАННЫХ КРЕМНИЕВЫХ СТРУКТУР | 2018 |
|
RU2691162C1 |
| Способ изготовления инерциальных чувствительных элементов микроэлектромеханических систем | 2024 |
|
RU2835761C1 |
| СПОСОБ ФОРМИРОВАНИЯ РЕЛЬЕФА НА ПОВЕРХНОСТИ ФУНКЦИОНАЛЬНОГО СЛОЯ | 1999 |
|
RU2164707C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОУРОВНЕВЫХ МЕЖСОЕДИНЕНИЙ ИНТЕГРАЛЬНЫХ МИКРОСХЕМ С ВОЗДУШНЫМИ ЗАЗОРАМИ | 2010 |
|
RU2436188C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОМЕХАНИЧЕСКОГО ЭЛЕМЕНТА ПАМЯТИ С ПОДВИЖНЫМИ ЭЛЕКТРОДАМИ | 2015 |
|
RU2584267C1 |
| СПОСОБ ФОТОЛИТОГРАФИИ | 2006 |
|
RU2325000C1 |
Изобретение относится к области приборостроения, для изготовления микромеханических приборов. Способ изготовления глубокопрофильных многоуровневых микроструктур отличается тем, что первый слой защитной маски - металлическая плёнка, в качестве режима двусторонней фотолитографии используют двустороннюю фотолитографию с применением градиента интенсивности для формирования первой ступени и второй ступени в фоторезистивном слое защитной маски, в качестве метода химического травления подложки из кварцевого стекла используют метод жидкостного травления в растворах плавиковой кислоты, после формирования первого уровня микроструктур проводят утонение фоторезистивного слоя защитной маски плазменным травлением на глубину первой ступени с последующим жидкостным травлением первого слоя маски и формированием второго уровня микроструктур, для формирования третьего уровня микроструктур утоняют фоторезистивный слой защитной маски на глубину второй ступени и проводят операции жидкостного травления первого слоя маски и жидкостного травления подложки из кварцевого стекла. Технический результат - снижение трудоёмкости, повышение точности размеров и качества изготовления. 9 з.п. ф-лы, 5 ил.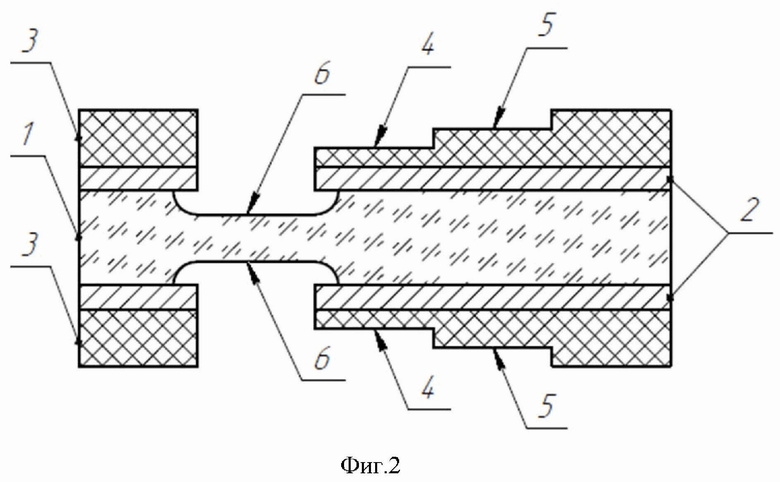
1. Способ изготовления глубокопрофильных многоуровневых микроструктур в кварцевом стекле, содержащий первичную химическую обработку подложки из кварцевого стекла, последовательное нанесение с двух сторон подложки из кварцевого стекла первого слоя защитной маски и фоторезистивного слоя защитной маски, двухстороннюю фотолитографию в фоторезистивном слое защитной маски, химическое травление первого слоя защитной маски и химическое травление подложки из кварцевого стекла для формирования первого уровня глубокопрофильных многоуровневых микроструктур, второго уровня глубокопрофильных многоуровневых микроструктур и третьего уровня глубокопрофильных многоуровневых микроструктур, отличающийся тем, что в качестве первого слоя защитной маски используют металлическую плёнку, в качестве режима двусторонней фотолитографии в фоторезистивном слое защитной маски используют двустороннюю фотолитографию с применением градиента интенсивности для формирования первой ступени и второй ступени в фоторезистивном слое защитной маски, в качестве метода химического травления подложки из кварцевого стекла используют метод жидкостного травления в растворах плавиковой кислоты, после формирования первого уровня глубокопрофильных многоуровневых микроструктур проводят последовательно операции утонения фоторезистивного слоя защитной маски плазменным травлением на глубину первой ступени с последующим жидкостным травлением первого слоя маски и формированием второго уровня глубокопрофильных многоуровневых микроструктур, для формирования третьего уровня глубокопрофильных многоуровневых микроструктур утоняют фоторезистивный слой защитной маски на глубину второй ступени и проводят операции жидкостного травления первого слоя маски и жидкостного травления подложки из кварцевого стекла.
2. Способ по п.1, отличающийся тем, что после процесса первичной химической подготовки проводят отжиг подложки из кварцевого стекла.
3. Способ по п.1, отличающийся тем, после процесса первичной подготовки проводят травление поверхностного слоя подложки из кварцевого стекла в водном растворе плавиковой кислоты.
4. Способ по пп.1,2, отличающийся тем, что перед процессом нанесения первого слоя защитной маски проводят ионную обработку подложки из кварцевого стекла в среде аргона.
5. Способ по п.1, отличающийся тем, что нанесение первого слоя защитной маски проводят при нагреве подложки из кварцевого стекла.
6. Способ по п.1, отличающийся тем, что перед этапом нанесения фоторезистивного слоя защитной маски первый слой защитной маски подвергают термической обработке.
7. Способ по пп.1,6, отличающийся тем, что перед этапом нанесения фоторезистивного слоя защитной маски проводят дегидратацию и обработку усилителем адгезии поверхности первого слоя защитной маски.
8. Способ по п.5, отличающийся тем, что в процессе двусторонней фотолитографии проводят выдержку фоторезистивного слоя защитной маски на воздухе.
9. Способ по пп.1,7, отличающийся тем, что после двухсторонней фотолитографии проводят термическую обработку фоторезистивного слоя защитной маски.
10. Способ по п.8, отличающийся тем, что травление подложки из кварцевого стекла проводят в вертикальном положении при перемешивании раствора травления.
| Способ изготовления чувствительного элемента акселерометра | 2017 |
|
RU2656109C1 |
| ОПТИЧЕСКАЯ ПОДЛОЖКА, ПОЛУПРОВОДНИКОВЫЙ СВЕТОИЗЛУЧАЮЩИЙ ЭЛЕМЕНТ И СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПРОВОДНИКОВОГО СВЕТОИЗЛУЧАЮЩЕГО ЭЛЕМЕНТА | 2013 |
|
RU2604568C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЛУБОКОПРОФИЛИРОВАННЫХ КРЕМНИЕВЫХ СТРУКТУР | 2013 |
|
RU2539767C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОТОПРИЕМНОГО МОДУЛЯ НА ОСНОВЕ PbS | 2012 |
|
RU2515960C1 |
| US 8057690 B2, 15.11.2011 | |||
| US 8012365 B2, 06.09.2011. | |||
