Область техники, к которой относится изобретение
Изобретение относится к области машиностроения, в частности к станкам для профилирования металлических заготовок, включающим корпус, на котором закреплены клети, на которых установлены прокатные валки, соединенные с приводом и имеющие средство регулировки зазора прокатного валка.
Уровень техники
В классических линиях профилирования или прокатных линиях регулирование зазоров в операционных клетях производится на каждой из применяемых за счет вращения регулировочных болтов. Причем это необходимо делать попеременно с двух сторон (справа и слева). По окончании каждого цикла зазор измеряется с помощью щипцов, и при недостижении необходимой толщины цикл повторяется. При этом вращение центрального регулировочного болта приводит к смещению клети и необходимости ее нового позиционирования. Например, при необходимости сменить зазор с 1,5 до 0,9 мм на линии с десятью клетями на эту переналадку можно потратить до двух рабочих дней.
Из уровня техники известен станок для профилирования металлических заготовок, включающий корпус, на котором закреплены клети, на которых установлены прокатные валки, соединенные с приводом и имеющие средство регулировки зазора прокатного валка, например, описанный в европейском патенте EP 0712674 A1, опубликован в 1996 году. Данный станок является наиболее близким по технической сути и достигаемому техническому результату и выбран за прототип предлагаемого изобретения.
Основным недостатком данного станка является то, что у него сложно выполняется регулировка зазоров между прокатными валками, а также теряется точность (она возможна только на уровне десятых долей мм).
Раскрытие изобретения
Настоящее изобретение главным образом имеет целью предложить станок для профилирования металлических заготовок, позволяющий обеспечить упрощение регулировки зазоров между прокатными валками при одновременном повышении точности регулировки, что и является поставленной задачей.
Для достижения этой цели средство регулировки зазора прокатного валка выполнено в виде эксцентрика, соединенного с пластиной, причем все указанные пластины расположены на общей приводной планке, соединенной с приводным редуктором, который имеет привод редуктора, при этом станок включает в себя контролер, к которому присоединены датчики зазоров.
Благодаря данным выгодным характеристикам появляется возможность значительно упростить регулировку зазоров и повысить точность.
Существует вариант изобретения, в котором привод редуктора выполнен в виде штурвала. Благодаря данным выгодным характеристикам появляется возможность конкретного исполнения привода редуктора, а именно в виде штурвала, то есть ручного управления.
Существует альтернативный вариант изобретения, в котором привод редуктора выполнен в виде электрического привода, соединенного с контроллером. Благодаря данным выгодным характеристикам появляется возможность конкретного исполнения привода редуктора, а именно в виде электрического привода, то есть электрического управления.
Краткое описание чертежей
Другие отличительные признаки и преимущества изобретения ясно вытекают из описания, приведенного ниже для иллюстрации и не являющегося ограничительным, со ссылками на прилагаемые рисунки, на которых (фигуры 1-2) изображен станок для профилирования металлических заготовок.
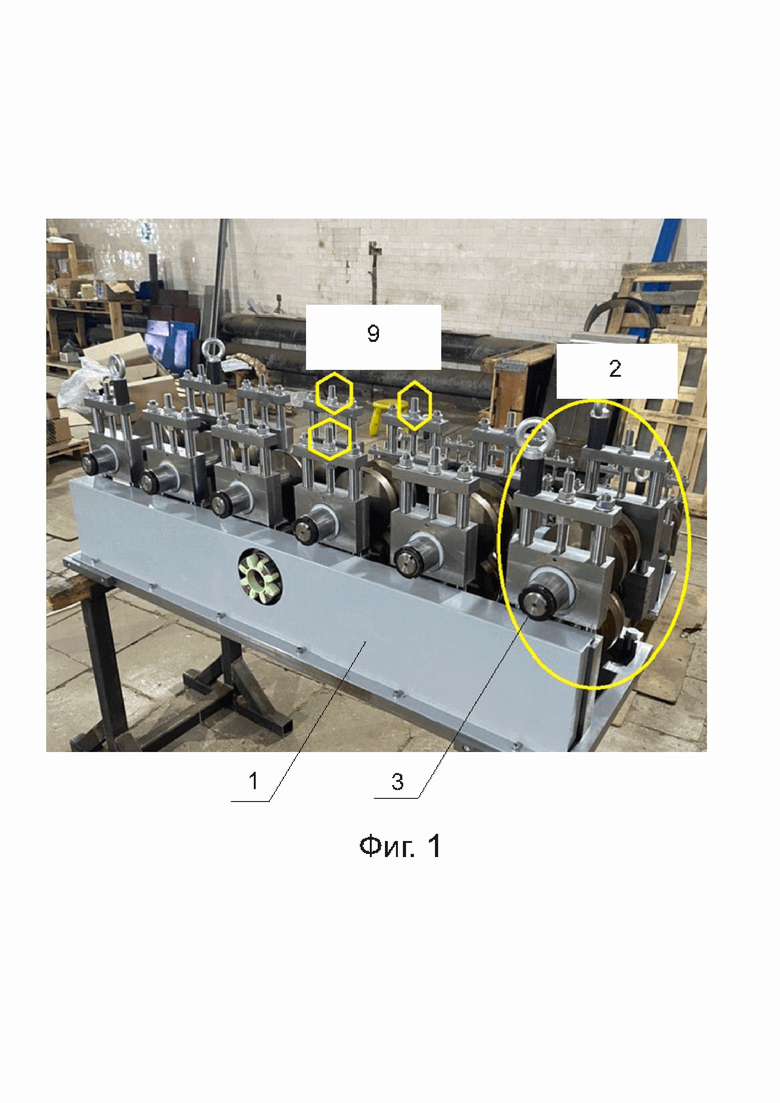
На фигуре 1 показан общий вид станка для профилирования металлических заготовок, уровень техники,
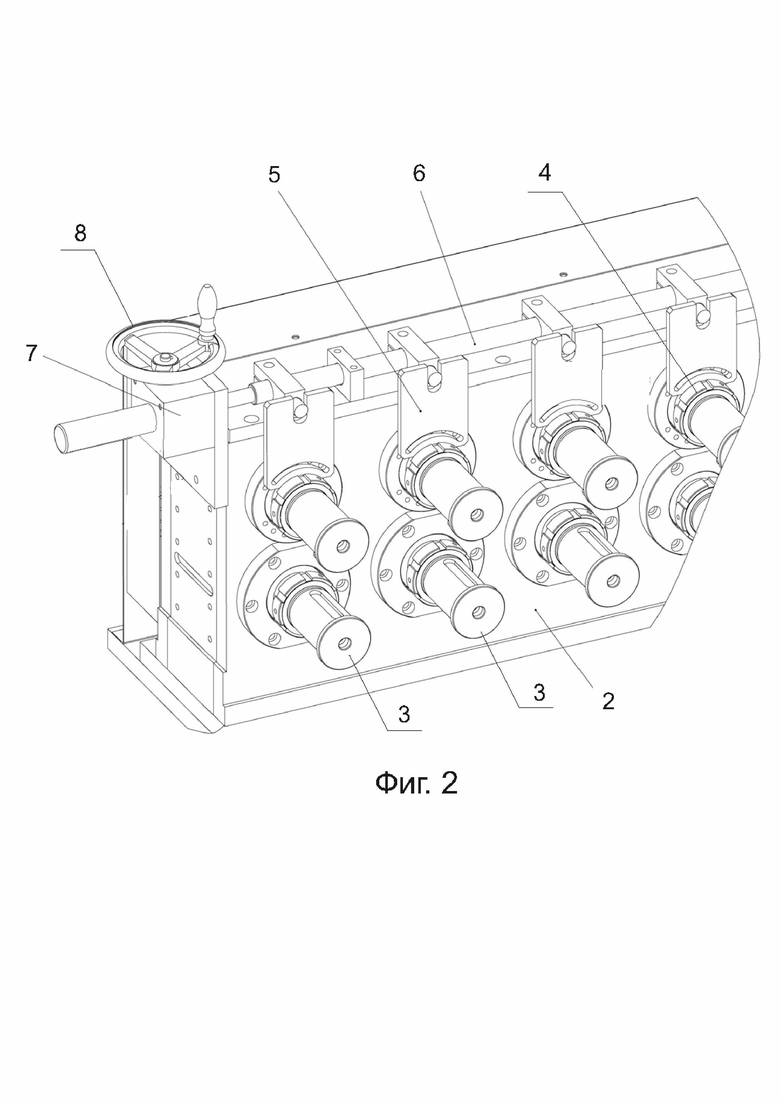
На фигуре 2 показан фрагмент общего вида станка для профилирования металлических заготовок, согласно изобретению.
На фигурах 1-2 обозначено:
1 - корпус,
2 - клеть,
3 - прокатные валки,
4 - эксцентрик,
5 - пластина,
6 - общая приводная планка,
7 - приводной редуктор,
8 - штурвал,
9 - регулировочные болты.
Станок для профилирования металлических заготовок, включающий корпус 1, на котором закреплены клети 2, на которых установлены прокатные валки 3, соединенные с приводом и имеющие средство регулировки зазора прокатного валка. Средство регулировки зазора прокатного валка выполнено в виде эксцентрика 4, соединенного с пластиной 5, причем все указанные пластины расположены на общей приводной планке 6, соединенной с приводным редуктором 7, который имеет привод редуктора. Станок включает в себя контролер, к которому присоединены датчики зазоров. На фигуре не показаны.
Привод редуктора может быть выполнен в виде штурвала 8.
Привод редуктора может быть выполнен в виде электрического привода, соединенного с контроллером.
Осуществление изобретения
Станок для профилирования металлических заготовок настраивается следующим образом. С помощью централизованного вращения штурвала 8 передают вращательное движение от него через приводной редуктор 7 на общую приводную планку 6. Планка 6 через кулачковый механизм, расположенный на каждой клети, воздействует на пластину 5 со специально спроектированным вырезом. Пластина 5 за счет геометрии передает усилие на эксцентрик, размещенный на прокатном валку 3, который, в свою очередь, перемещает его и обеспечивает изменение зазора. В результате за счет одного движения можно устанавливать зазор сразу на группе клетей.
Также за счет установки автоматических датчиков, определяющих глубину зазоров, которые через контроллер соединяются с приводом. В этом случае возникает автоматизированная схема управления с классической обратной связью, позволяющая делать это в автоматическом режиме.
Промышленная применимость
Станок для профилирования металлических заготовок может быть осуществлен специалистом на практике и при осуществлении обеспечивает реализацию заявленного назначения, что позволяет сделать вывод о соответствии критерию «промышленная применимость» для изобретения.
В соответствии с предложенным изобретением изготовлен опытный образец станка для профилирования металлических заготовок. Испытания устройства показали, что он упрощает процесс регулирования зазоров и позволяет делать его очень точным. То есть применение данного изобретения позволяет сократить переналадку до нескольких минут и повысить точность регулировки до сотых долей миллиметра.
Таким образом, за счет того, что средство регулировки зазора прокатного валка выполнено в виде эксцентрика, соединенного с пластиной, причем все указанные пластины расположены на общей приводной планке, соединенной с приводным редуктором, который имеет привод редуктора, и достигается заявленный технический результат, а именно упрощение регулировки зазоров между прокатными валками в станке для профилирования металлических заготовок.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОФИЛЕГИБОЧНЫЙ СТАНОК | 2000 |
|
RU2190490C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАНОК | 2004 |
|
RU2254193C1 |
| ЧЕТЫРЕХВАЛКОВАЯ КАЛИБРОВОЧНАЯ КЛЕТЬ | 2010 |
|
RU2450874C2 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ И РЕЗКИ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2024 |
|
RU2841538C1 |
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2002 |
|
RU2223834C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ ЛИСТОВЫХ МАТЕРИАЛОВ И ВОЛОЧИЛЬНО-ПРОКАТНАЯ УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2226441C1 |
| МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН РАСКАТНОГО ТИПА ДЛЯ ПРОДОЛЬНОЙ ПРОКАТКИ ЗАГОТОВОК СТЕРЖНЕВОЙ ФОРМЫ, СОДЕРЖАЩИЙ ЧЕТЫРЕХВАЛКОВЫЕ КЛЕТИ, И СПОСОБ ЗАМЕНЫ КЛЕТЕЙ | 2009 |
|
RU2487773C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ПРОФИЛИРОВАНИЕМ ПЛОСКИХ ЗАГОТОВОК | 2005 |
|
RU2286860C2 |
| ЧЕТЫРЕХВАЛКОВЫЙ МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН | 2006 |
|
RU2352410C2 |
| Станок профилировочный двухъярусный для холодного роликового профилирования металлических профилей | 2024 |
|
RU2824027C1 |
Изобретение относится к станкам для профилирования металлических заготовок. Станок содержит корпус, на котором закреплены клети, на которых установлены соединенные с приводом прокатные валки, каждый из которых имеет средство регулировки зазора прокатного валка. Средство регулировки зазора прокатного валка выполнено в виде эксцентрика, соединенного с пластиной. Все указанные пластины расположены на общей приводной планке, соединенной с приводным редуктором, который имеет привод редуктора. В результате упрощается регулировка зазоров между прокатными валками при одновременном повышении точности регулировки. 2 з.п. ф-лы, 2 ил.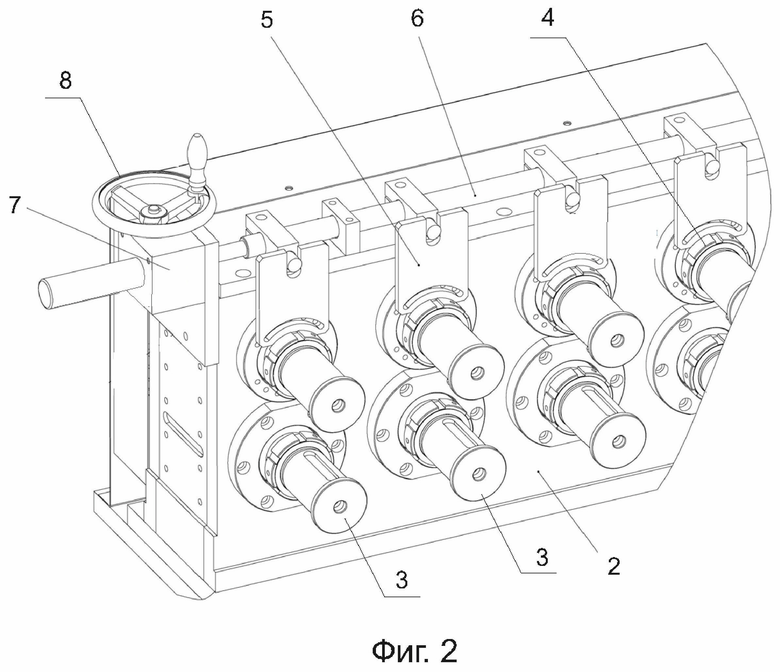
1. Станок для профилирования металлических заготовок, включающий корпус, на котором закреплены клети, на которых установлены соединенные с приводом прокатные валки, каждый из которых имеет средство регулировки зазора прокатного валка, отличающийся тем, что средство регулировки зазора прокатного валка выполнено в виде эксцентрика, соединенного с пластиной, причем все указанные пластины расположены на общей приводной планке, соединенной с приводным редуктором, который имеет привод редуктора, при этом станок включает в себя контролер, к которому присоединены датчики зазоров.
2. Станок по п. 1, отличающийся тем, что привод редуктора выполнен в виде штурвала.
3. Станок по п. 1, отличающийся тем, что привод редуктора выполнен в виде электрического привода, соединенного с контроллером.
| Способ получения фторсодержащих карбоновых кислот с концевой кратной связью | 1976 |
|
SU602492A1 |
| Прокатная клеть | 1988 |
|
SU1554999A1 |
| УСТРОЙСТВО ДЛЯ РАДИАЛЬНОЙ И ОСЕВОЙ РЕГУЛИРОВКИ ВАЛКА ПРОКАТНОЙ КЛЕТИ | 1993 |
|
RU2048220C1 |
| Рабочая клеть для прокатки тавровых профилей | 1978 |
|
SU778848A1 |
