1
Изобретение относится к прокатному производству, а более конкретно к конструкции рабочих клетей сортопрокатного стана и может быть использо- е вано для прокатки профилей таврового сечения.
Известна рабочая клеть дляпрокатки тавровых профилей, содержавдая станины, рабочие валки, образующие ПЛОС- Q кий трехвалковый. калибр, из которых два параллельны между собой, а третий им перпендикулярен, механизмы установки валков и привод l .
Недостатками данной клети являются, во-первых, сложность конструкции, в которой для образования только одного калибра требуется установка трех станин, и, во-вторых, отсутствие возможности использования на действующем стане существуюсаих горизонтальных клетей дуо. Указанная рабочая.клеть не обеспечивает жесткости конструкции в осевом направлении, особенно jc при производстве тонкостеннь1Х тавровых профилей.
Цель изобретения - как упрощение конструкции рабочей клети при произ.водстве тавровых профилей, так и возможность использования горизонтальных клетей дуо на действующих станах.
Цель достигается тем, что в рабочей клети для прокатки тавровых профилей, содержащей станины, рабочие валки, образующие плоский трехвалковый калибр, из которых два параллельны между собой, а третий им перпендикулярен, механизм установки валков и привод, параллельные валки выполнены вертикальными с приводом от горизонтального вала и смонтированы в общей кассете, установленной мёжду станинами, при этом станины снабжены соединяющей их рамой с направляющими, кассета с вертикальными валками установлена с возможностью перемещения по этим направляющим вдоль оси третьего валка и снабжена приводом такого перемещения, а горизонтальный вал привода вертикальных валков выполнен телескопическим.
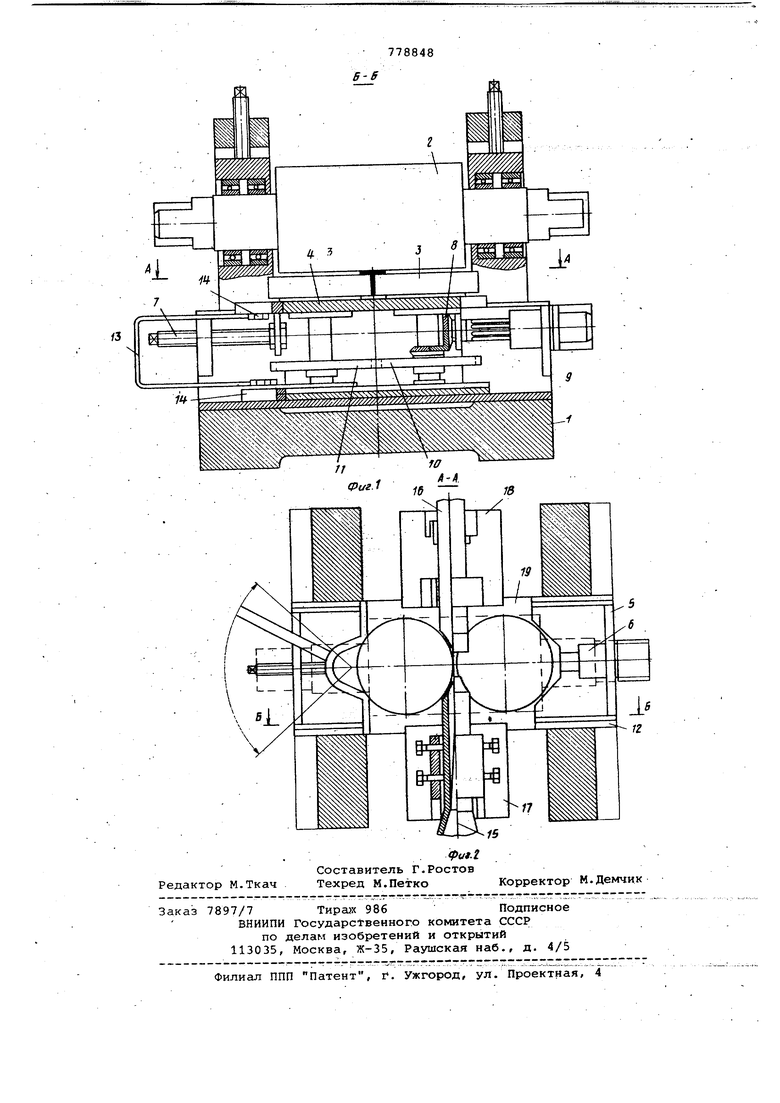
На фиг. 1 показана схема предлагаемой рабочей клети, вид спереди, на фиг. 2 - корпус со столами для привапковой арматуры, установленный на направлякядих рамы, вид сверху.
Рабочая клеть включает станину 1, приводной горизонтальный валок 2,
приводные вертикальные консольные валки 3, смонтйрЪв анные в корпусе 4, установленном в жесткой раме 5, закрепленной в окнах станины, Вертикальные валки связаны с нижним валком шёстё1ре нн6й клетй через ишицёвую пару 6, обеспечивающую перемещение корпуса при помощи винта 7 вдоль бочки Г1 рйзбнтапьногд валка 2, конические 8 и 9 и цилиндрические 10 и 1Т эубчатые передачи. Механизмы установки вертикал ных валков состоят из скобы 13, связанной с эксцентриковыми сухарями 14, и тяг (не показаных на чертеже),, жестко закрепленных на обоймах подшипников вертикальных .валков. Вводная 15 и выводная 16 привалковая арматуры крепился соответственно на переднем 17 и заднем 18 столах, жестко закрепленных на верхней плите 19 корпуса вертикальных валков,
Рабочая клеть работает следующим образом, Крутящий момент от верхнего и нижнего валков шестеренной клети передается соответственно на горизонтальный (верхний) валок и к двум вертикальным валкам. Вращение вертйкальных в.алков осуществляется от . нижнего валки шестеренной клети через муфтовое. соединение, Крутящий момент передается щлицевому соединению б, на хвостовике вала которого насажена ведущая коническая шестерня 8, вращающая коническую шестерню 9, находящуюся на оси вертикального валка. Вращение второго валка осуществляется от первого через цилиндрическую шестеренную пару 10, 11, Передаточное отношение равно единице.
Корпус 4 с вертйгальными валками 3 может перемещаться при помэщи винта 7 вдоль бочки горизонтального валка по направляющим 12 .жесткой рамы 5, без отсоединения от привода благодаря цшице.вому соединению б,
Установка и регулировка зазора йежду вертикальными валкгиии осуйёстйляетйя за счет перемещения только вертикального валка 3, расположенного с противоположной стороны от привода. Перемещение вертикального валка осуществляется при помощи скобы ТЗ, вращающей эксцентриковые сухари
14, Изменение эксцентриситета меняет положение тяг (на чертеже не показаны), связанных с корпусами подшипников вертикальных валков. Изменение зазора между торцами вертикальных валков и бочкой горизонтешьного валка осуществляется при помощи нажимного устройства рабочей клети.
Использование предлагаемой конструкции рабочей клети позволяет прокатывать экономические тавровые профили повышенного качества, а также широкополочные тавры. Такие профили отличаются от существующих тавровых профилей меньшей массой погонного метра при равных прочностных харак.теристиках. Средняя величина экономии металла составляет примерно 7-10% от объема ихпотребления.
Формула изобретения
1,Рабочая клеть для прокатки тавровых профилей, содержащая .станины, рабочие валки, образующие .плоский трехвалковый калибр, из которых два параллельны между собой, а третий им перпендикулярен, механизмы установки, валков и привод, о т л .и чающаяся тем, что, с целью упрощения конструкции и возможности использования действующих горизонтальных клетей дуо, при обеспечении привода всех трех валков, параллельные валки выполнены вертикальными, с приводом от горизонтального вал.а и сзмонтированы в общей кассете, установленной между станинами,
2,Клеть по п, 1, о т л и ч а ющ а я с я тем, что, с целью расширения технологических возможностей, станины снабжены соединяющей их рамой с .направляющими, кассета с вертикальными валками установлена с возможностью перемещения по этим направляющим вдоль оси третьего валка и снабжена приводом такого перемещения, а горизонтальный вал привода вертикальных валков выполнен телескопическим.
Источники информации, . принятые во вним.аниё при экспертизе
1. Авторское, свидетельство СССР 458345., кл, В 21 В13/10, 1971,
| название | год | авторы | номер документа |
|---|---|---|---|
| Трехвалковая прокатная клеть | 1971 |
|
SU458345A1 |
| Стан для прокатки клиновидных профилей | 1979 |
|
SU832825A1 |
| Прокатная клеть | 1974 |
|
SU498048A1 |
| РАБОЧАЯ КЛЕТЬ ОБЖИМНОГО ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ С ДВУХОПОРНЫМИ ВАЛКАМИ | 2003 |
|
RU2243042C1 |
| ТРЕХВАЛКОВЫЙ СТАН ВИНТОВОЙ ПРОКАТКИ И ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2009737C1 |
| ДВУХКАЛИБРОВАЯ КОМБИНИРОВАННАЯ КЛЕТЬ | 1995 |
|
RU2088351C1 |
| Кассета для вертикального валка универсальной клети | 1980 |
|
SU942823A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| Способ прокатки рельсов | 2019 |
|
RU2717251C1 |
| Трехвалковая клеть стана холодной прокатки труб | 2018 |
|
RU2694440C1 |