Настоящее изобретение относится к области обработки металлов давлением, а именно к профилированию листового холоднокатаного металла, в том числе с покрытиями, из плоской металлической полосы, проходящей последовательно через ряд формирующих устройств, с формированием заданного профиля, и может быть использовано для изготовления металлических профилей различной конфигурации.
Известен профилегибочный станок (см. патент РФ №2254193), который предназначен для получения конкретного профиля с заданными параметрами после предварительной наладки валков профилирующих клетей, установленных в технологической последовательности. Для перехода к изготовлению другого профиля требуется переналадка профилирующих клетей, что приводит к потере рабочего времени. Кроме того, если приходится вернуться к изготовлению первого профиля, то вновь потребуется переналадка. Можно установить второй станок для второго профиля. Тогда первый станок необходимо убрать на хранение, что приводит к расходу производственных площадей для хранения. При возврате к производству первого профиля, станки надо поменять местами, что приводит к потере производственного времени и к трудностям при манипуляции со станками. Кроме того, в компоновке таких станков имеются пустоты в станине под профилирующими клетями, что является потерей рабочего места.
Известны профилировочные станки серии СПП и СПС компании МОБИПРОФ (см. например, https://www.mobiprof.ru/categorv/profilirovochnoe-oborudovanie/), предназначенные для производства П- или С-образных профилей из листового или рулонного металла. Один станок предназначен для производства одного вида профиля. Для перехода на изготовление другого профиля также появляется задача хранения временно ненужного оборудования, что требует место для его хранения.
Известна двухъярусная линия производства профнастила С8/С44 (см., например, https://profilesteel.ru/catalog/oborudovanie-dlva-proizvodstva-profnastila/dvukhyarusnava-liniva-dlva-proizvodstva-profnastila-c8-c44/), в которой в каждый момент работает только один ярус. Эти линии громоздки. Они устанавливаются стационарно и на хранение не перемещаются. То же относится и к трехъярусным линиям профилирования профлиста С8/С10/С21 (см., например, https://profilesteel.ru/catalog/oborudovanie-dlva-proizvodstva-profnastila/liniva-dlva-proizvodstva-proflista-s8-i-s10-i-c21/). Это оборудование массивное, стационарное и перемещению не подлежит. Оба варианта приводят к расходованию производственных площадей. Кроме того, неизбежны потери времени в связи с переналадкой стола подачи штрипса к актуальному ярусу и стола приема готового профлиста.
Предметом настоящего технического решения является станок профилировочный двухъярусный для холодного роликового профилирования металлических профилей.
Технический результат заявляемого изобретения заключается в снижении металлоемкости станка за счет использования общей станины станка для двух ярусов, в снижении стоимости за счет использования одного мотора-редуктора для двух ярусов, в экономии производственных площадей за счет производства разных профилей на одном станке, в экономии места хранения за счет длительного использования установленного станка при производстве разных профилей, в легкости перевода необходимого яруса станка в рабочее состояние за счет разворота станка, в отсутствии переналадки профилировочных клетей, в обеспечении приема штрипса и выдачи готового профиля на одном и том же уровне без переналадки вспомогательного цехового оборудования при любом развороте станка за счет симметричного выполнения ярусов, в рациональном использовании производственных площадей за счет организации профилировочных клетей с набором прокатных рабочих и опорных роликов в один или несколько прокатных ручьев для прокатки разных профилей на одном станке.
Указанный технический результат достигается тем, что предложен станок профилировочный двухъярусный для холодного роликового профилирования металлических профилей, содержащий станину с опорными ножками, профилировочные клети с набором прокатных рабочих роликов с шестеренками и прокатных опорных роликов, цепной привод и мотор-редуктор с ведущими шестеренками, в котором профилировочные клети распределены на двух верхнем и нижнем ярусах, закрепленных на станине таким образом, что прокатные рабочие ролики верхнего яруса расположены под его прокатными опорными роликами, а прокатные рабочие ролики нижнего яруса расположены над его прокатными опорными роликами, при этом мотор-редуктор установлен на станине так, что его ведущие шестеренки через цепные приводы соединены с соответствующими шестеренками рабочих роликов обоих ярусов, при этом верхний ярус выполнен рабочим, а нижний ярус выполнен резервным, кроме того, между ярусами на станине в центре масс станка установлена транспортная ось разворота станка таким образом, что после разворота станка на 180 градусов нижний ярус выполнен перемещенным наверх в рабочее положение, а верхний ярус выполнен перемещенным вниз в резервное положение, при этом опорные ножки станины выполнены зеркально симметричными относительно обоих ярусов и оси разворота станка, а также рабочий ярус конструктивно обеспечивает прием штрипса и выдачу готового профиля на одном и том же уровне без переналадки оборудования при любом развороте станка, кроме того, профилировочные клети каждого яруса с набором прокатных рабочих и опорных роликов организованы в один или несколько прокатных ручьев, при этом профилировочные клети резервного яруса смонтированы в обратном технологическом порядке по отношению к профилировочным клетям рабочего яруса.
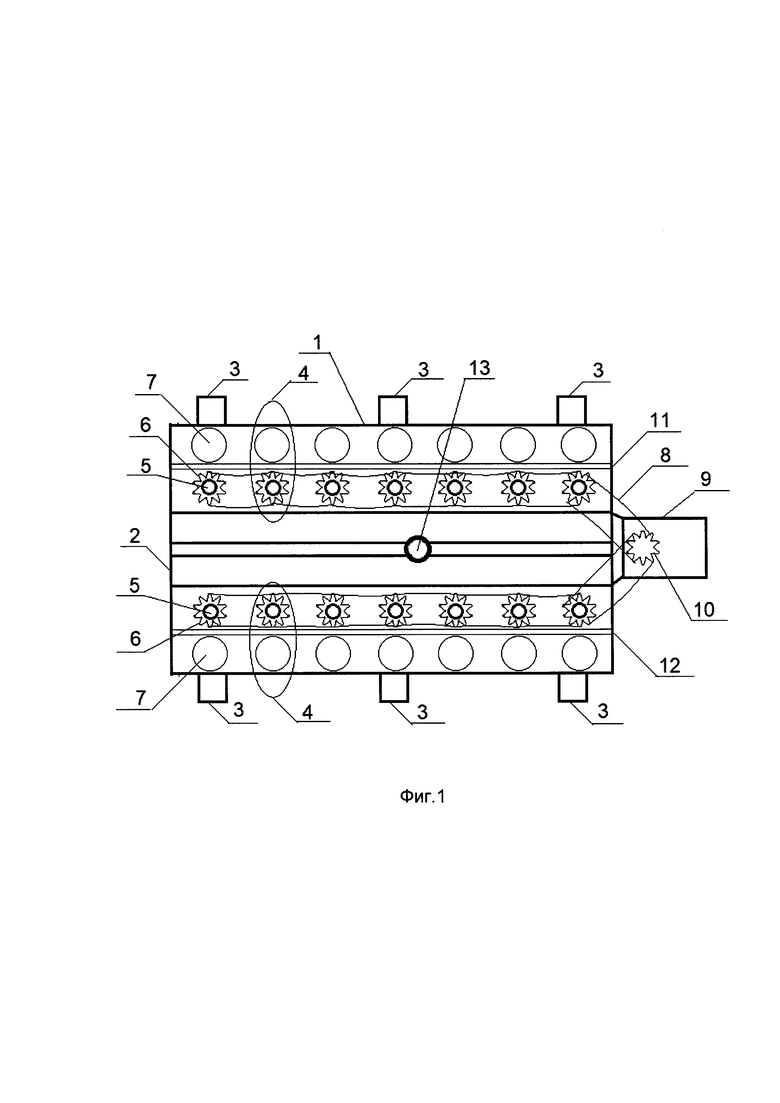
На фиг. 1 представлен общий вид заявляемого станка, на фиг. 2 - положение станка до разворота, на фиг. 3 - положение станка после разворота, на фиг. 4 - вид на одноручьевую клеть верхнего яруса со стороны подачи штрипса, на фиг. 5 - вид на трехручьевую клеть верхнего яруса со стороны подачи штрипсов.
В станке 1 профилировочном двухъярусном для холодного роликового профилирования металлических профилей, содержащем станину 2 с опорными ножками 3, профилировочные клети 4 с набором прокатных рабочих роликов 5 с шестеренками 6 и прокатных опорных роликов 7, цепной привод 8 и мотор-редуктор 9 с ведущими шестеренками 10, профилировочные клети 4 распределены на двух верхнем 11 и нижнем 12 ярусах, закрепленных на станине 2 таким образом, что прокатные рабочие ролики 5 верхнего 11 яруса расположены под его прокатными опорными роликами 7, а прокатные рабочие ролики 5 нижнего 12 яруса расположены над его прокатными опорными роликами 7, при этом мотор-редуктор 9 установлен на станине 2 так, что его ведущие шестеренки 10 через цепные приводы 8 соединены с соответствующими шестеренками 6 рабочих роликов 5 обоих ярусов 11 и 12, при этом верхний ярус 11 выполнен рабочим, а нижний ярус 12 выполнен резервным, кроме того, между ярусами на станине 2 в центре масс станка 1 установлена транспортная ось разворота 13 станка 1 таким образом, что после разворота станка 1 на 180 градусов нижний ярус 12 выполнен перемещенным наверх в рабочее положение, а верхний ярус 11 выполнен перемещенным вниз в резервное положение, при этом опорные ножки 3 станины 2 выполнены зеркально симметричными относительно обоих ярусов 11 и 12 и оси разворота 13 станка 1, а также рабочий ярус конструктивно обеспечивает прием штрипса и выдачу готового профиля на одном и том же уровне без переналадки оборудования при любом развороте станка 1, кроме того, профилировочные клети 4 каждого яруса 11 и 12 с набором прокатных рабочих 5 и опорных 7 роликов организованы в один или несколько прокатных ручьев 14, при этом профилировочные клети 4 резервного яруса смонтированы в обратном технологическом порядке по отношению к профилировочным клетям 4 рабочего яруса.
На фиг. 1 представлен общий вид профилировочного двухъярусного станка 1, станина 2 которого имеет опорные ножки 3, выполненные снизу и сверху станины 2 симметрично. На станине 2 расположены верхний 11 и нижний 12 ярусы, каждый из которых содержит ряд профилировочных клетей 4. На каждом ярусе 11 и 12 каждая профилировочная клеть 4 содержит прокатный рабочий ролик 5 с шестеренкой 6 и прокатный опорный ролик 7. Все шестеренки 6 прокатных рабочих роликов 5 соединены друг с другом и с соответствующей ведущей шестеренкой 10 мотор-редуктора 9 цепным приводом 8. Верхний ярус 11 в исходном положении является рабочим. В центре масс станка 1 выполнена транспортная ось разворота 13, позволяющая произвести подъем станка 1 и выполнить его разворот на 180 градусов. При этом мотор-редуктор 9 оказывается слева, а нижний ярус 12 переходит в верхнее рабочее положение.
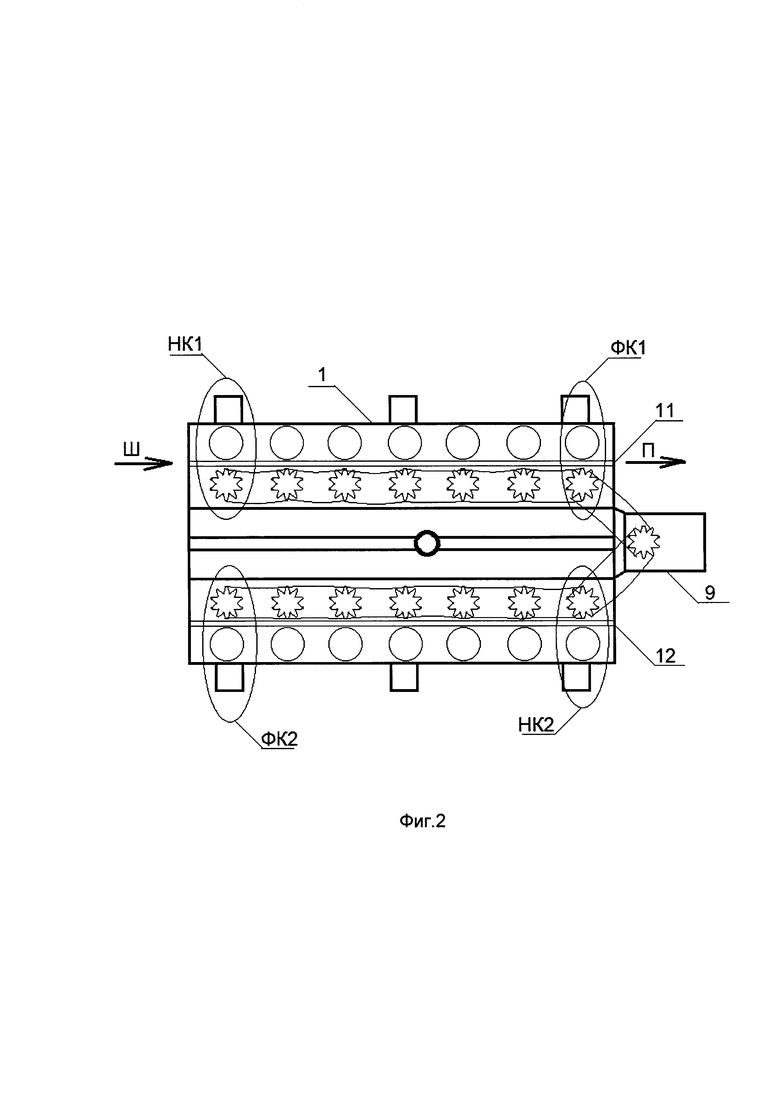
На фиг. 2 показано положение станка 1 до разворота. При этом мотор-редуктор 9 расположен справа. На верхнем ярусе 11, являющемся рабочим, подача штрипса Ш осуществляется слева на начальную профилировочную клеть НК1, а выдача готового профиля П осуществляется справа над мотор-редуктором 9 из финальной профилировочной клети ФК1. Профилировочные клети нижнего 12 резервного яруса выполнены в обратном порядке по отношению к верхнему 11 ярусу. Начальная профилировочная клеть НК2 выполнена справа со стороны мотор-редуктора 9, а финальная профилировочная клеть ФК2 выполнена слева.
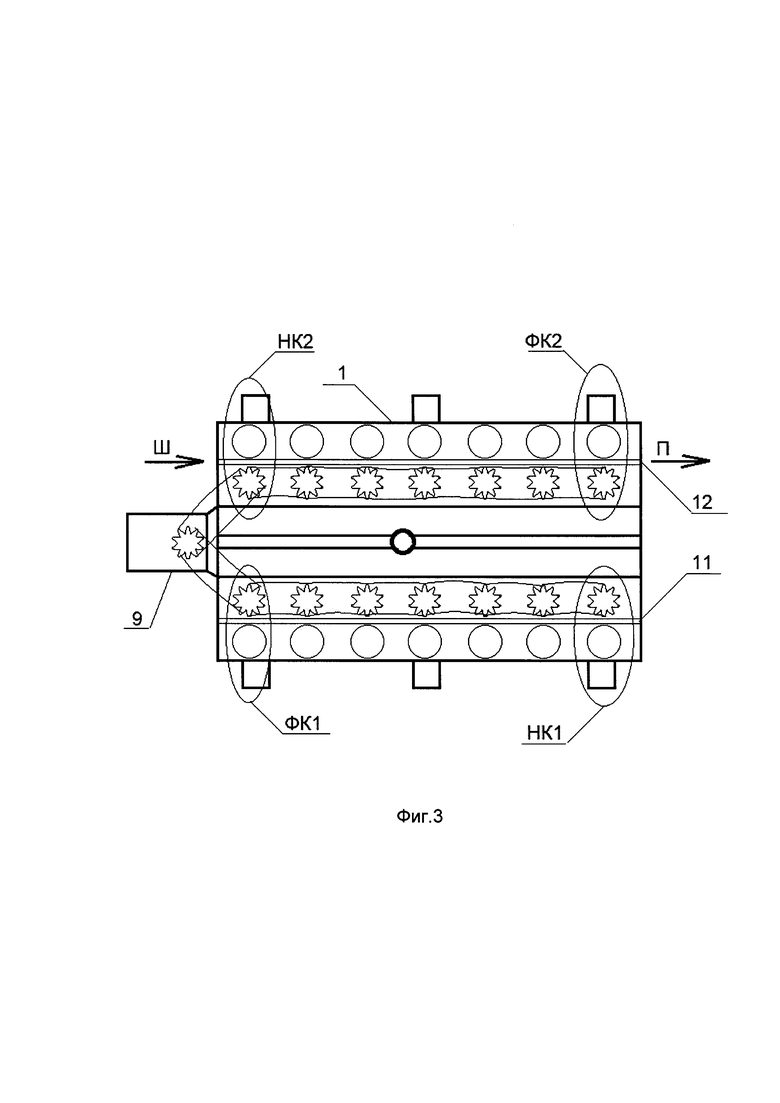
На фиг. 3 показано положение станка 1 после его разворота. При этом мотор-редуктор 9 расположен слева. Нижний 12 ярус перешел в верхнее положение и стал рабочим. Подача штрипса Ш осуществляется по-прежнему слева на начальную профилировочную клеть НК2, а выдача готового профиля П осуществляется справа из финальной профилировочной клети ФК2. Переналадки оборудования для подачи штрипса Ш и для приема готового профиля П не требуется.
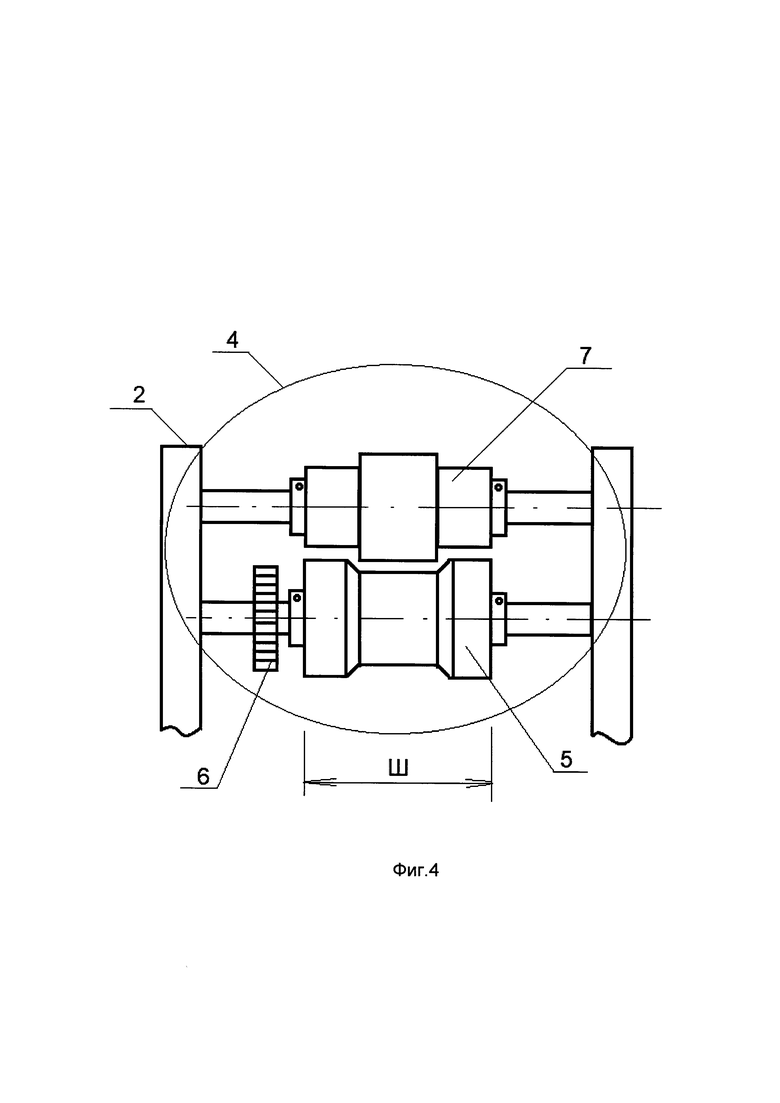
На фиг. 4 представлен вид на одноручьевую профилировочную клеть 4 верхнего яруса 11 со стороны подачи штрипса Ш. Профилировочная клеть 4 содержит прокатный опорный ролик 7 и прокатный рабочий ролик 5 с шестеренкой 6, которые смонтированы на станине 2. Штрипс Ш подается между роликами 5 и 7. Такая конструкция позволяет получить один конкретный вид профиля. Говорят, что профилировочные клети выполнены в один ручей.
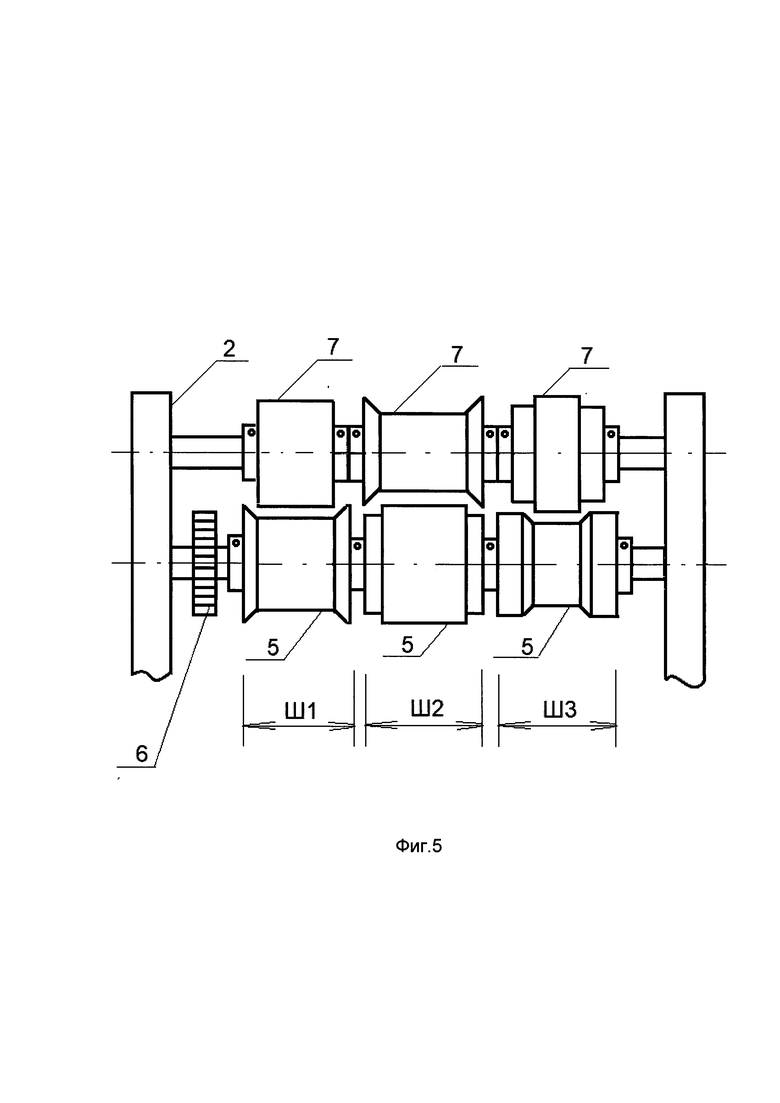
На фиг. 5 представлен пример трехручьевой профилировочной клети 4 верхнего яруса 11 со стороны подачи штрипсов Ш1, Ш2 и Ш3. Профилировочная клеть 4 содержит три прокатных опорных ролика 7 и три прокатных рабочих ролика 5 с шестеренкой 6, которые смонтированы на станине 2. Штрипсы LU1, Ш2, Ш3 подаются между роликами 5 и 7. Такая конструкция позволяет получить три конкретных вида профиля. В один момент профилируется только один вид профиля. Говорят, что профилировочные клети выполнены в три ручья. Такой подход к изготовлению станков позволяет фактически реализовать, например, 6 станков в одном при трехручьевом исполнении профилировочных клетей на каждом ярусе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для профилирования оконных отливов | 2019 |
|
RU2715110C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2276627C1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ И РЕЗКИ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2024 |
|
RU2841538C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ | 2015 |
|
RU2586367C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАНОК | 2004 |
|
RU2254193C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАНОК | 2000 |
|
RU2190490C2 |
| СТАНОК ДЛЯ ПРОФИЛИРОВАНИЯ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 2023 |
|
RU2805721C1 |
| ПРОФИЛИРУЮЩИЙ СТАНОК | 1991 |
|
RU2008114C1 |
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2003 |
|
RU2252095C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОНЖЕРОНА ДЛЯ АВТОМОБИЛЯ | 2005 |
|
RU2310538C2 |
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении металлических профилей различной конфигурации. Станок содержит профилировочные клети с набором прокатных рабочих роликов с шестеренками и прокатных опорных роликов, цепной привод и мотор-редуктор с ведущими шестеренками. Клети распределены на верхнем и нижнем ярусах. Прокатные рабочие ролики верхнего яруса расположены под его прокатными опорными роликами. Прокатные рабочие ролики нижнего яруса расположены над его прокатными опорными роликами. Верхний ярус является рабочим, а нижний ярус – резервным. Между ярусами в центре масс станка установлена транспортная ось разворота станка. После разворота на 180° нижний ярус перемещен наверх в рабочее положение. Верхний ярус перемещен вниз в резервное положение. В результате обеспечивается снижение металлоемкости станка, позволяющего производить разные профили, упрощение его переналадки. 4 з.п. ф-лы, 5 ил.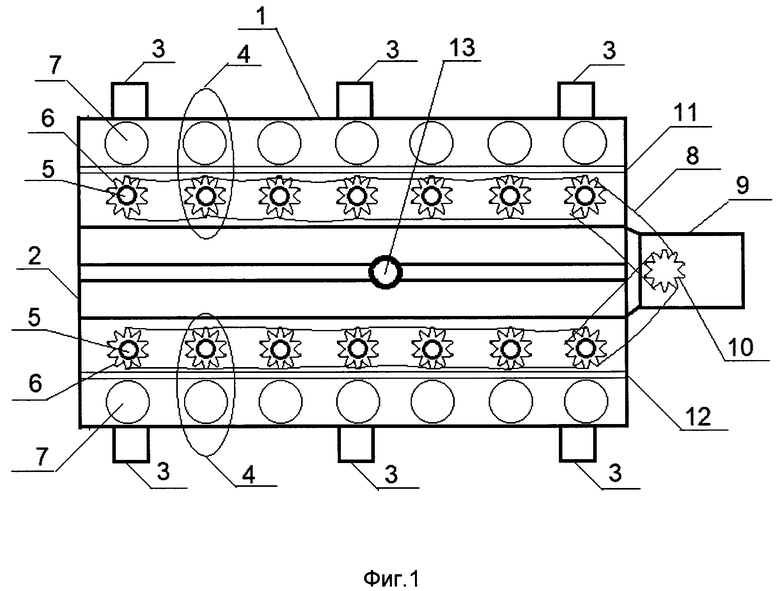
1. Станок профилировочный двухъярусный для холодного роликового профилирования металлических профилей, содержащий станину с опорными ножками, профилировочные клети с набором прокатных рабочих роликов с шестеренками и прокатных опорных роликов, цепной привод и мотор-редуктор с ведущими шестеренками, отличающийся тем, что профилировочные клети распределены на двух верхнем и нижнем ярусах, закрепленных на станине таким образом, что прокатные рабочие ролики верхнего яруса расположены под его прокатными опорными роликами, а прокатные рабочие ролики нижнего яруса расположены над его прокатными опорными роликами, при этом мотор-редуктор установлен на станине так, что его ведущие шестеренки через цепные приводы соединены с соответствующими шестеренками рабочих роликов обоих ярусов, при этом верхний ярус выполнен рабочим, а нижний ярус выполнен резервным, кроме того, между ярусами на станине в центре масс станка установлена транспортная ось разворота станка таким образом, что после разворота станка на 180° нижний ярус выполнен перемещенным наверх в рабочее положение, а верхний ярус выполнен перемещенным вниз в резервное положение.
2. Станок профилировочный двухъярусный для холодного роликового профилирования металлических профилей по п. 1, отличающийся тем, что опорные ножки станины выполнены зеркально симметричными относительно обоих ярусов и оси разворота станка.
3. Станок профилировочный двухъярусный для холодного роликового профилирования металлических профилей по п. 1, отличающийся тем, что рабочий ярус конструктивно обеспечивает прием штрипса и выдачу готового профиля на одном и том же уровне без переналадки оборудования при любом развороте станка.
4. Станок профилировочный двухъярусный для холодного роликового профилирования металлических профилей по п. 1, отличающийся тем, что профилировочные клети каждого яруса с набором прокатных рабочих и опорных роликов организованы в один или несколько прокатных ручьев.
5. Станок профилировочный двухъярусный для холодного роликового профилирования металлических профилей по п. 1, отличающийся тем, что профилировочные клети резервного яруса смонтированы в обратном технологическом порядке по отношению к профилировочным клетям рабочего яруса.
| US 3750446 A1, 07.08.1973 | |||
| ПРОФИЛЕГИБОЧНАЯ МАШИНА, В ЧАСТНОСТИ, ДЛЯ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКИХ ПРОФИЛЕЙ | 2002 |
|
RU2294257C9 |
| Профилегибочный стан | 1987 |
|
SU1544518A1 |
| Прибор для определения отклонения скважины от вертикали | 1931 |
|
SU37015A1 |
| Гибочная машина для изготовления трубчатых заготовок | 1980 |
|
SU1080733A3 |
| Морская система безопасности | 2019 |
|
RU2732233C2 |

