I
(21)4447735/3J-02
(22)23.06.88
(46) 07.04.90. Бюл. М 13 (72) В.В. Гайдабура, Б.В. Баричко, В.Г. Щеркунов, В.В. Панов, B.C. To-, карь, А.Б. Гросман, В.П. Толстых, Х.П. Кярнер и Е.Л. Лейзеров
(53)621.771.2.06 (088.8)
(56)Сапожников А.Я. Блоки чистоъых клетей современных проволочных станов за рубежом, - Металлургическое оборудование. - М.: НИИИнформтяжмаш, 1973, № 46, с.20-22.
Авторское свидетельство СССР № 208643, кл. В 21 В 13/00, 1968.
(54)ПРОКАТНАЯ КЛЕТЬ.
(57)Изобретение предназначено для использования при производстве сортовых и фасонных профилей, преимущественно проволоки. Цель изобретения - упрощение конструкции и повышение точности прокатки за счет сокращения числа устройств регулировки зазоров. При вращении маховика 18 поворачивается гайка 17, приводя в движение винт 19. Этим достигается осевая регулировка валка. Радиальная регулировка валка осуществляется поворотом эксцентриковой втулки 2 от червячного колеса 9. Корпус 10 червячного редуктора перемещается в осевом направлении вместе с валйом от винта 19. При этом втулка 2 свободно поворачивается в корпусе 10, а последний взаимодействует с направляющими 15. Сокращение взаимодействующих деталей позволяет упростить конструкцию и повысить точность прокатки. Регулировка зазоров осуществляется одним механизмом, что уменьшает время настройки кисти. Снижена металлоемкость клети и трудоемкость ее изготов- ления. 6 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2166393C2 |
| ДВУХВАЛКОВАЯ РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1999 |
|
RU2189873C2 |
| Рабочая клеть прокатного стана | 1988 |
|
SU1533787A1 |
| БЕССТАНИННАЯ ДВУХВАЛКОВАЯ ПРОКАТНАЯ КЛЕТЬ | 2008 |
|
RU2387504C1 |
| Способ настройки прокаткой клети с четырехвалковым калибром и устройство для его осуществления | 1983 |
|
SU1139527A1 |
| Рабочая клеть прокатного стана | 1988 |
|
SU1724399A1 |
| ПРОКАТНАЯ КЛЕТЬ С КОНСОЛЬНЫМИ ВАЛКАМИ | 1999 |
|
RU2189874C2 |
| Рабочая клеть прокатного стана | 1988 |
|
SU1667960A2 |
| Устройство для уравновешивания рабочего валка | 1987 |
|
SU1424892A1 |
| Предварительно напряженная прокатная клеть | 1987 |
|
SU1440570A1 |
Изобретение предназначено для использования при производстве сортовых и фасонных профилей, преимущественно проволоки. Цель изобретения - упрощение конструкции и повышения точности прокатки за счет сокращения числа устройств регулировки зазоров. При вращении маховика 18 поворачивается гайка 17, приводя в движение винт 19. Этим достигается осевая регулировка валка. Радиальная регулировка валка осуществляется поворотом эксцентриковой втулки 2 от червячного колеса 9. Корпус 10 червячного редуктора перемещается в осевом направлении вместе с валком от винта 19. При этом втулка 2 свободно поворачивается в корпусе 10, а последний взаимодействует с направляющими 15. Сокращение взаимодействующих деталей позволяет упростить конструкцию и повысить точность прокатки. Регулировка зазоров осуществляется одним механизмом, что уменьшает время настройки кисти. Снижена металлоемкость клети и трудоемкость ее изготовления. 6 ил.
6
1 г з it
ЈЛ
СП
СО
Изобретение относится к области обработки металлов давлением и предназначено для использования при производстве сортовых и фасонных профи- лей, преимущественно проволоки.
Целью изобретения является упрощение конструкции и повышение точности прокатки за счет сокращения числа устройств регулировки зазоров.
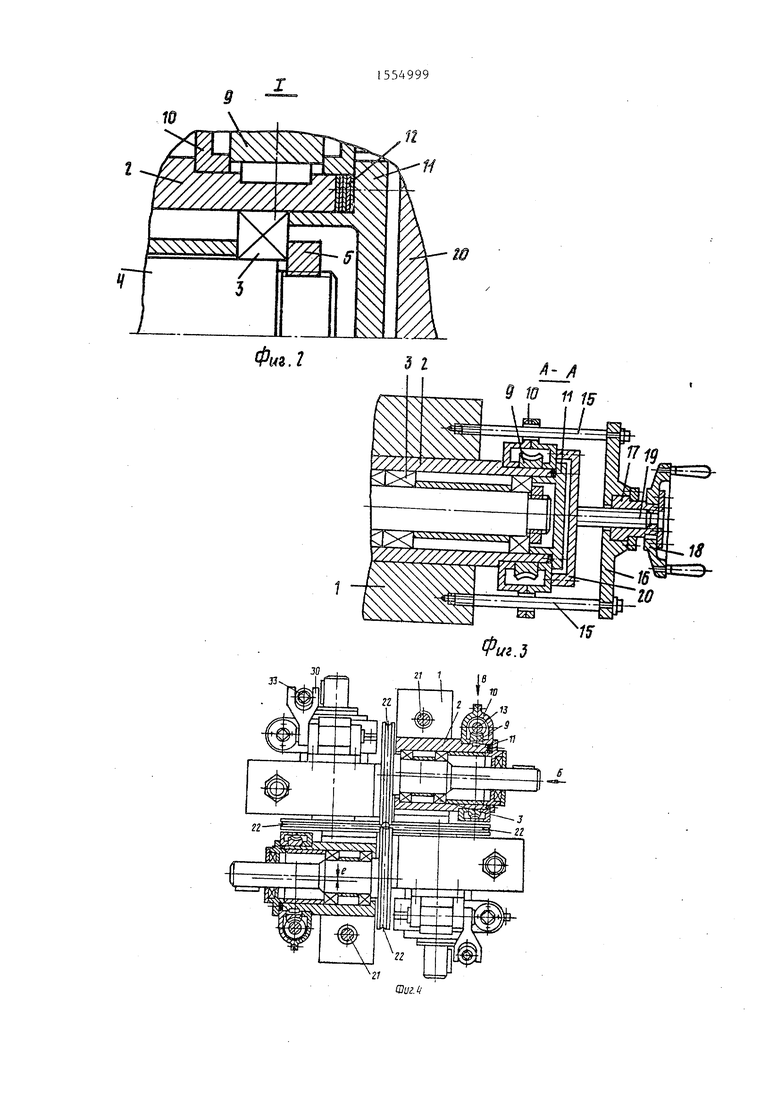
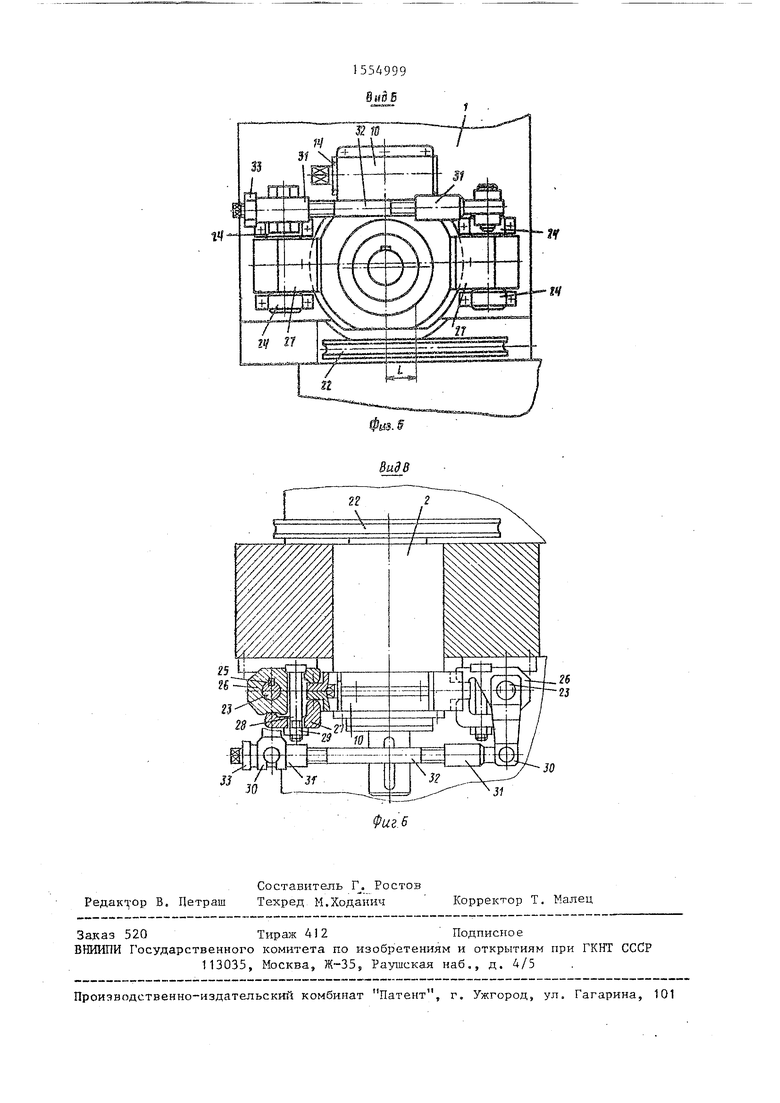
На фиг„1 показана клеть в двухвал- ковом варианте, поперечный разрез; на фиг.2 - узел 1 на фиг.1; на фиг.З разрез А-А на фиг. I ; на фиг. 4- прокатная клеть с четырьмя веерообразно располо- женными валками, поперечный разрез; н на фиг.З - вид Б на фиг„4; на фиг„6 - вид В на фиг.4.
Прокатная клеть в двухвалковом исполнении (фиг.1-3) включает стани- ну 1, в цилиндрических расточках которой установлены полые эксцентриковые втулки 2 с размещенными в них на подшипниках 3 качения осями 4. Подшипники зафиксированы на оси гай- кой 5. На свободных концах осей, выполненных приводными, прсредством шпонок 6 и прижимных гаек 7 закреплены рабочие валки, выполненные в виде бандажей 8 с требуемым профилем рабочей поверхности. На хвостовик каждой эксцентриковой втулки жестко насажено червячное колесо 9 и свободно в окружном направлении установлен корпус 10 червячного редуктора, зафиксированного относительно продольной оси эксцентриковой втулки 2 крышкой 11. Между торцом эксцентриковой втулки 2 и крышкой 11 размещены регулировочные прокладки 12, служащие одновременно для регулировки узла подшипников рабочего валка и зазора между корпусом 10 червячной пары и буртом эксцентриковой втулки 2 (фиг.2 В зацепление с червячным колесом 9 входит червяк 13, установленный в корпусе 10 и имеющий стопорную гайку 14. Перечисленные элементы прокатной клети представляет собой эксцент
риковый механизм радиальной регулиров-зд прении выполнен рычажно-винтовым
(фиг.З и 6). В его состав входят в тикальные оси 23, установленные в о рах 24, которые жестко крепятся к нине 1. С помощью шпонок 25 на верт кальные оси 23 насажены рычаги 26, которые связаны с рычагами 27 с помощью болтов 28 и гаек 29. Рычаги 2 и 27 упорами входят в паз корпуса червячного редуктора, что исключае
ки рабочего валка.
Для осуществления осевой регулировки рабочих валков клеть снабжена винтовыми механизмами (фиг. и 3), каждый из которых включает направляющие, выполненные в виде шпилек 15, жестко закрепленных симметрично относительно плоскости осей валков в станине 1
55
.
Q
5
0 5 0 0 5
5
клети, и траверсу 16 установленную на указанных направляющих, В полости траверсы 16 размещена с возможностью вращения относительно своей оси гайка 17, на которой посредством шпонки закреплен маховик 18. Гайка 17 находится в резьбовом сопряжении с винтом 19 планки 20, которая, в свою очередь, жестко закреплена на корпусе 10 червячной пары механизма радиальной регулировки валка. Направляющие шпильки 15 пропущены через отверстия фланца корпуса 10 червячной пары с возможностью перемещения по ним данного корпуса и предотвращают поворот корпуса относительно оси эксцентриковой вт улки.
Прокатная клеть в четырехвалковом варианте (фиг.4-6) с веерообразным расположением рабочих валков включает разъемную станину 1, состоящую из половин, стянутых между собой шпилька - ми 21. В цилиндрических расточках станины установлены эксцентриковые втулки 2 с расположенными в них на подшипниках 3 валами рабочих валков 22. Вертикальные рабочие валки могут быть установлены относительно горизонтальных валков со смещением вдоль оси прокатки (как показано в данном случае) на требуемую величину L (Фиг.З).
Эксцентриковый механизм радиальной регулировки рабочих валков выполнен аналогично механизму радиальной регулировки прокатной клети в двухвалковом исполнении (фиг.1-3) и содержит червячное колесо 9, жестко посаженное на хвостовик эксцентриковой втулки 2, корпус 10 червячного редуктора, свободно в окружном направлении посаженный на хвостовиках эксцентриковой втулки 2, и червяк 13, установленный в корпусе 10 и имеющий стопорную гайку 14 (фиг.З)
Механизм осевой регулировки прокатной клети в четырехвалковом испрении выполнен рычажно-винтовым
(фиг.З и 6). В его состав входят вертикальные оси 23, установленные в опорах 24, которые жестко крепятся к станине 1. С помощью шпонок 25 на вертикальные оси 23 насажены рычаги 26, которые связаны с рычагами 27 с помощью болтов 28 и гаек 29. Рычаги 26 и 27 упорами входят в паз корпуса 10 червячного редуктора, что исключает
возможность поворота его относительно оси эксцентриковой втулки 2.
На хвостовиках вертикальных осей 23 жестко посажены рычаги 30, которы связаны между собой с помощью гаек- тяг 31 и винта 32 с резьбой, имеющей различное направление винтовой линии на концах винта 32. С одной стороны винта 32 установлена стопорная гайка 33, исключающая возможность нарушени осевой регулировки рабочих валков.
В двухвалковом варианте данной пркатной клети направляющими корпуса червячной пары являются шпильки 15 (фиг.1 и 3), установленные симметрично относительно плоскости осей валков в тело станины клети, а в четы- рехвалковом варианте - рычаги 26 и 27 (фиг.6) рычажно-винтового механизма осевой регулировки валка. Работа прокатной клети сводится к работе механизмов радиальной и осевой регулировки.
Механизм радиальной регулировки клети (фиг.1-3) работает следующим образом.
Вращение червяка 13 передается червячному колесу 9, Так как червячное колесо 9 жестко установлено на эксцентриковой втулке 2, то последняя вместе с закрепленным в ней рабочим валком 8 поворачивается. При этом расстояние между осями рабочих валков за счет наличия эксцентриситета внутренней поверхности втулки 2 относительно ее наружной поверхности меняется. Таким образом, осуществляется радиальная регулировка рабочих валков прокатной клети. После регулировки червяк 13 фиксируется стопорной гайкой 14, что исключает нарушение радиальной регулировки рабочих валков при работе клети. Конструкция механизма радиальной регулировки рабочих валков позволяет осуществлять поворот каждой эксцентриковой втулки на 360° вокруг собственной оси.
Работа механизма радиальной регулировки валков прокатной клети в четырехвалковом исполнении аналогична работе механизма радиальной регулировки двухвалковой прокатной клети в силу идентичности данных механизмов .
Механизм осевой регулировки валков двухвалковой прокатной клети (фиг.1-3) работает следующим образом.
0
0
5
При вращении маховика 18, связанного через шпонку с гайкой 17, послед - няя начинает вращаться вокруг своей оси в полости траверсы 16, жестко связанной через направляющие шпильки 15 со станиной клети 1. При вращении гайки 17 связанный с ней посредством резьбового сопряжения винт 19 поступательно перемещается по оси валка и через планку 20 воздействует на корпус 10 червячной пары, перемещая его в осевом направлении по направляющим шпилькам 15. Так как корпус 10 5 червячной пары зафиксирован в осевом направлении на эксцентриковой втулке 2, то при его перемещении достигается осевое перемещение данной втулки и, Следовательно, рабочего валка 8,
Механизм осевой установки рабочих валков четырехвалковой клети (фиг.4-6) работает следующим образом.
При вращении винта 32 перемещаются гайки-тяги 3, рычаги 30 поворачиваются вместе с вертикальными осями 23 и жестко установленными на этих осях рычагами 26, которые связаны с рычагами 27. Так как рычаги 26 и 27 своими упорами зажимают фланец корпуса 10 червячного редуктора, то поворот их вызывает поступательно движение корпуса 10 вместе с эксцентриковой втулкой 2, на которой зафиксирован корпус 10, При этом перемещается вдоль своей оси рабочий валок 22 установленный во втулке 2. После настройки рабочих валков винт 32 фиксируется стопорной гайкой 33. Конструкция механизма осевой регулировки позволяет перемещать рабочий валок в ту или иную сторону в осевом направлении ( в зависимости от направления вращения винта) на требуемую величину.
Предлагаемая прокатная клеть ло сравнению с известными обеспечивает упрощение конструкции за счет сокращения общего числа деталей на 25-30%, достигаемого путем уменьшения числа устройств регулировки зазоров. В этом случае сокращается число деталей, дублирующихся в устройствах регулировки зазоров стаканы, крышки, прокладки, детали крепежа). Уменьшение количества деталей позволяет снизить себестоимость прокатной клети на 5-10%.
Кроме того, уменьшение числа устройств регулировки зазоров позвояя0
5
0
5
0
5
ет снизить количество регулировочных зазоров, ч го дает возможность повысить точность прокатки, сужая при этом поле допусков на размеры по сечению готового профиля на iO,02 мм.
Наличие одного устройства регулировки зазоров предлагаемой прокатной клети в отличие от известной, в которой каждый узел и механизм име- ют индивидуальные устройства регулировки зазоров, позволяет уменьшить на 20-25% трудозатраты по сборке и настройке клети и дает возможность за счет этого повысить производитель ность клети на 3-4%. При этом срок работы (долгоречнтть ) червячного зацепления увеличивается в 1,4-1,7
за счет исключении операции разраза (
борки и сборки червячной пары).
Предлагаемая конструкция позволяет существенно уменьшить габариты клети и снизить ее металлоемкость на 50-60%, а также длет возможность на 25-30% уменьшить трудоемкость изготовления наиболее ответственных элементов клети. Так, например, трудоемкость изготовления станины уменьшается в 2-3 раза, так как необходимо осуществить операцию расточки только двух отверстий под эксцентриковые втулки, тогда как при изготовлении станины известной клети необходимо подготовить четыре отверстия под-полые оси (обеспечив при этом их сопод опоры червячного вала и два посадочных места под стакаь ы узла осевой регулировки, Тредоемкость изготовле- дд ния полых осей аналогом которых являются эксцентриковые оси, уменьшается
Q 5
0
5
0
35
дд
в 1,5-2 раза, так как Р, этом случае необходимо подготовить две посадочные поверхности против пяти поверхностей в известной клети.
Предлагаемая конструкция достаточно просто и с наименьшими затратами реализуется в четырехвапковом варианте прокатной клети,в то время как данное исполнение известной прокатной клети затруднено в связи с увеличением ее габаритов, металлоемкое ти, сложности изготовления и обслуживания, что значительно сужает технологические возможности последней.
Формула изобретения
Прокатная клеть, преимущественно для прокатки сортовых профилей, включающая станину, узлы рабочих валков с подшипниковыми опорами, приводной механизм осевой регулировки валков, эксцентриковые механизмы радиальной регулировки валков, включающие червячные редукторы, колесо каждого из которых установлено на эксцентриковой втулке, и устройства регулировки зазоров в упомянутых механизмах и узлах, отличающая- с я тем5 что, с целью упрощения конструкции и повышения точности прокатки за счет сокращения числа устройств регулировки зазоров, станина снабжена параллельными оси валков направляющими, а корпусы редукторов свободно в окружном направлении установлены на эксцентриковых втулках с возможностью совместного перемещения вдоль оси валка относительно станины клети по упомянутым направляющим от привода механизма осевой регулировки валков.
«V8
зо
