Настоящее изобретение относится к способу и устройству для изготовления ингаляционного изделия, причем указанное ингаляционное изделие содержит корпус, полость для капсулы, удерживающую капсулу, мундштучный элемент и деформируемый трубчатый элемент, имеющий открытый конец. Способ включает предварительную обработку и складывание дальнего конца деформируемого трубчатого элемента внутрь по меньшей мере на 90 градусов таким образом, чтобы по меньшей мере частично закрыть дальний конец деформируемого трубчатого элемента.
Ингаляторы сухого порошка не всегда в полной мере подходят для доставки частиц сухого порошка в легкие при значениях скоростей вдыхания или потока воздуха, находящихся в пределах значений скоростей вдыхания или потока воздуха в обычном режиме курения. Ингаляторы сухого порошка могут быть сложными в управлении, или они могут содержать подвижные детали. Ингаляторы сухого порошка часто предназначены для подачи всей дозы сухого порошка или содержимого капсулы за один вдох.
Было бы желательно обеспечить способ и устройство для воспроизводимого и автоматического изготовления ингаляционного изделия.
Было бы желательно обеспечить способ и устройство для изготовления ингаляционного изделия с достаточно большой скоростью.
Было бы желательно обеспечить способ и устройство для изготовления ингаляционного изделия, такие чтобы указанный способ изготовления можно было реализовать на существующих производственных линиях для изготовления изделий, генерирующих аэрозоль.
В соответствии с одним из вариантов осуществления настоящего изобретения предложен способ изготовления ингаляционного изделия, причем указанное ингаляционное изделие содержит корпус, полость для капсулы, удерживающую капсулу, мундштучный элемент и деформируемый трубчатый элемент, имеющий открытый конец. Способ включает этапы предварительной обработки дальнего конца деформируемого трубчатого элемента с получением предварительно обработанной части со сниженной структурной стабильностью, и складывания указанной предварительно обработанной части внутрь по меньшей мере на 90 градусов таким образом, чтобы по меньшей мере частично закрыть дальний конец.
Настоящее изобретение обеспечивает простой и эффективный способ изготовления ингаляционного изделия, содержащего деформируемый трубчатый элемент, который определяет полость для капсулы и который сложен таким образом, чтобы его дальний конец был по меньшей мере частично закрыт.
Настоящее изобретение позволяет использовать стандартные пригодные для складывания материалы, что обеспечивает экономичное производство ингаляционных изделий.
Кроме того, способ согласно настоящему изобретению является быстрым и характеризуется высокой воспроизводимостью. Следовательно, этот способ можно использовать для промышленного и автоматического изготовления ингаляционных изделий. Кроме того, настоящий способ может быть реализован на существующих производственных линиях для производства изделий, генерирующих аэрозоль.
Термин «деформируемый» следует понимать как означающий, что форма деформируемого элемента является изменяемой. Деформация деформируемого элемента может включать упругую деформацию, при которой деформируемый элемент возвращается в закрытую конфигурацию в отсутствие прикладываемой к нему силы. В альтернативном варианте деформация деформируемого элемента может включать пластическую деформацию, при которой деформируемый элемент удерживается в открытой конфигурации после приложения силы.
По меньшей мере часть деформируемого элемента может быть образована из пригодного для складывания материала. Деформируемый элемент может содержать веерообразную складку. По меньшей мере часть деформируемого элемента может быть образована из целлюлозного материала. По меньшей мере часть деформируемого элемента может быть образована из бумаги.
Образование деформируемого элемента из пригодного для складывания материала обеспечивает возможность легкого проламывания или открывания деформируемого элемента, что является преимуществом. Складываемый материал может также улучшать сборку полости для капсулы и обеспечивать высокоскоростную сборку ингаляционного изделия.
Деформируемый элемент, образованный из целлюлозного материала или бумаги, является по существу биоразлагаемым и может уменьшить влияние ингаляционного изделия на окружающую среду, что является преимуществом.
Деформируемый элемент может определять по меньшей мере часть продольной боковой стенки полости для капсулы. Деформируемый элемент может определять большую часть полости для капсулы. Деформируемый элемент может определять расположенную раньше по ходу потока границу и боковые стенки полости для капсулы.
Деформируемый элемент может обеспечивать защитное покрытие или гигиенический барьер для удерживаемой капсулы и ингаляционного изделия до потребления ингаляционного изделия, что является преимуществом.
Оберточный слой может окружать мундштучный элемент и деформируемый элемент. Оберточный слой может соединять мундштучный элемент, полость для капсулы и деформируемый элемент в последовательном осевом примыкании. Деформируемый элемент может проходить за пределы оберточного слоя. Деформируемый элемент может проходить за пределы оберточного слоя на расстояние в диапазоне от приблизительно 0,5 миллиметра до приблизительно 5 миллиметров, или от приблизительно 1 миллиметров до приблизительно 4 миллиметров, или от приблизительно 2 миллиметров до приблизительно 3 миллиметров. Оберточный слой может быть образован из целлюлозного материала или бумаги.
Оберточный слой, образованный из целлюлозного материала, является по существу биоразлагаемым и может уменьшить влияние ингаляционного изделия на окружающую среду, что является преимуществом. Соединение элементов ингаляционного изделия оберточным слоем обеспечивает возможность высокоскоростной сборки ингаляционного изделия.
Полость для капсулы и деформируемый элемент имеют по существу равные внутренние диаметры в диапазоне от приблизительно 6 миллиметров до приблизительно 8 миллиметров.
Капсула может заключать в себе фармацевтически активные частицы. Например, фармацевтически активные частицы могут содержать никотин. Фармацевтически активные частицы могут иметь масс-медианный аэродинамический диаметр, составляющий приблизительно 5 микрометров или менее или находящийся в диапазоне от приблизительно 0,5 микрометра до приблизительно 4 микрометров либо находящийся в диапазоне от приблизительно 1 микрометра до приблизительно 3 микрометров.
Термины «ближний» и «дальний» используются для описания относительных положений компонентов или частей компонентов ингаляционного изделия или системы. Ингаляционные изделия в соответствии с настоящим изобретением имеют ближний конец. При использовании никотиновые частицы выходят из ближнего конца ингаляционного изделия для доставки пользователю. Ингаляционное изделие имеет дальний конец, противоположный ближнему концу. Ближний конец ингаляционного изделия может также называться мундштучным концом.
Ингаляционное изделие может напоминать курительное изделие или сигарету по форме и размеру. Ингаляционное изделие может иметь продолговатый корпус, проходящий вдоль продольной оси ингаляционного изделия. Корпус ингалятора может характеризоваться по существу неизменным внешним диаметром по длине продолговатого корпуса. Ингаляционное изделие может иметь круглое поперечное сечение, которое может быть неизменным по длине продолговатого корпуса. Корпус ингалятора может иметь внешний диаметр в диапазоне от приблизительно 6 миллиметров до приблизительно 10 миллиметров, или от приблизительно 7 миллиметров до приблизительно 10 миллиметров, или от приблизительно 7 миллиметров до приблизительно 9 миллиметров, или от приблизительно 7 миллиметров до приблизительно 8 миллиметров, или приблизительно 7,3 миллиметра. Ингаляционное изделие может иметь длину (вдоль продольной оси) в диапазоне от приблизительно 40 миллиметров до приблизительно 80 миллиметров, или от приблизительно 40 миллиметров до приблизительно 70 миллиметров, или от приблизительно 40 миллиметров до приблизительно 50 миллиметров, или приблизительно 4 8 миллиметров.
Мундштучный элемент, расположенный дальше по ходу потока относительно полости для капсулы, может проходить от полости для капсулы до мундштучного конца ингаляционного изделия. Мундштучный элемент может иметь длину в диапазоне от приблизительно 10 миллиметров до приблизительно 30 миллиметров, предпочтительно от приблизительно 15 миллиметров до приблизительно 25 миллиметров и более предпочтительно от приблизительно 20 миллиметров до приблизительно 22 миллиметров. Мундштучный элемент может иметь диаметр в диапазоне от приблизительно 6 миллиметров до приблизительно 10 миллиметров, или от приблизительно 7 миллиметров до приблизительно 10 миллиметров, или от приблизительно 7 миллиметров до приблизительно 9 миллиметров, или от приблизительно 7 миллиметров до приблизительно 8 миллиметров, или приблизительно 7,1 миллиметра.
Мундштучный элемент может иметь функцию фильтрации. Мундштучный элемент может содержать фильтрующий элемент. Фильтрующий элемент может проходить по существу по всей длине мундштучного элемента.
Деформируемый элемент выполнен с возможностью деформации и раскрывания полости для капсулы. Деформируемый элемент выполнен с возможностью проламывания или открывания для раскрывания полости для капсулы. Деформируемый элемент выполнен с возможностью раскрывания по существу всего открытого диаметра полости для капсулы. Деформируемый элемент выполнен с возможностью раскрывания всего открытого диаметра полости для капсулы.
Деформируемый элемент может определять по меньшей мере часть продольной боковой стенки полости для капсулы. Деформируемый элемент может определять большую часть полости для капсулы. Деформируемый элемент может определять закрытый дальний конец или расположенный раньше по ходу потока конец полости для капсулы.
Деформируемый элемент может быть образован из целлюлозного материала. По меньшей мере часть деформируемого элемента может быть образована из бумаги. Деформируемый элемент может обеспечивать барьер для уменьшения или предотвращения попадания загрязнений или посторонних материалов в полость для капсулы.
Боковая стенка полости для капсулы проходит параллельно продольной оси ингаляционного изделия. Деформируемый элемент может определять закрытый дальний конец или расположенный раньше по ходу потока конец полости для капсулы и по меньшей мере часть боковой стенки полости для капсулы.
Деформируемый элемент может определять трубчатый элемент, имеющий закрытый расположенный раньше по ходу потока конец. Деформируемый элемент может определять закрытый дальний конец или расположенный раньше по ходу потока конец полости для капсулы и по меньшей мере 50 процентов боковой стенки полости для капсулы. Деформируемый элемент может определять закрытый дальний конец или расположенный раньше по ходу потока конец полости для капсулы и по меньшей мере 75 процентов боковой стенки полости для капсулы. Деформируемый элемент может определять закрытый дальний конец или расположенный раньше по ходу потока конец полости для капсулы и всю боковую стенку полости для капсулы. Деформируемый элемент может определять всю полость для капсулы, за исключением расположенной дальше по ходу потока граничной поверхности, определенной мундштучным элементом. Деформируемый элемент может представлять собой бумажный слой, проходящий от мундштучного элемента до расположенного раньше по ходу потока закрытого конца.
Вдыхаемый воздух протекает через центр деформируемого элемента непосредственно в полость для капсулы, как только деформируемый элемент проламывается или открывается.
Деформируемый элемент может иметь диаметр, который по существу равен внутреннему диаметру полости для капсулы.
Деформируемый элемент может иметь внешний диаметр в диапазоне от приблизительно 6 миллиметров до приблизительно 8 миллиметров или от приблизительно 7,0 миллиметров до приблизительно 7,1 миллиметра. Деформируемый элемент может иметь внутренний диаметр в диапазоне от приблизительно 6 миллиметров до приблизительно 7,2 миллиметра или от приблизительно 6,5 миллиметра до приблизительно 6,7 миллиметра.
Деформируемый элемент может быть образован из бумаги. Деформируемый элемент может быть образован из одного или более слоев бумаги. Деформируемый элемент может быть образован из бумаги, имеющей плотность в диапазоне от приблизительно 50 грамм на квадратный метр до приблизительно 150 грамм на квадратный метр, или от приблизительно 75 грамм на квадратный метр до приблизительно 125 грамм на квадратный метр, или от приблизительно 90 грамм на квадратный метр до приблизительно 110 грамм на квадратный метр.
Деформируемый элемент может иметь толщину в диапазоне от приблизительно 50 микрометров до приблизительно 200 микрометров, или от приблизительно 100 микрометров до приблизительно 150 микрометров, или от приблизительно 110 микрометров до приблизительно 130 микрометров.
После проламывания или открытия деформируемого элемента деформируемый элемент может определять проем, имеющий открытый диаметр, который составляет по меньшей мере приблизительно 80 процентов или по меньшей мере приблизительно 90 процентов диаметра полости для капсулы.
Деформируемый элемент может быть легко проломан для обеспечения возможности вхождения вдыхаемого воздуха в полость для капсулы. Например, деформируемый элемент может быть выполнен с возможностью проламывания при ручной вставке ингаляционного изделия в держатель пользователем без использования дополнительных инструментов, способствующих приложению силы пользователем. Деформируемый элемент может проламываться или открываться для раскрывания по существу всего расположенного раньше по ходу потока конца полости для капсулы. Деформируемый элемент может обеспечивать защитное покрытие или гигиенический барьер для удерживаемой капсулы и ингаляционного изделия до потребления ингаляционного изделия.
Оберточный слой может определять корпус ингаляционного изделия. Оберточный слой может окружать мундштучный элемент и деформируемый элемент. Оберточный слой может соединять мундштучный элемент и деформируемый элемент. Оберточный слой может соединять мундштучный элемент и деформируемый элемент в последовательном осевом примыкании. Оберточный слой может быть образован из целлюлозного материала.
Деформируемый элемент может проходить за пределы оберточного слоя. Деформируемый элемент может проходить за пределы оберточного слоя на расстояние в диапазоне от приблизительно 0,5 миллиметра до приблизительно 5 миллиметров, или от приблизительно 1 миллиметров до приблизительно 4 миллиметров, или от приблизительно 2 миллиметров до приблизительно 3 миллиметров.
Полость для капсулы может образовывать цилиндрическое пространство, выполненное с возможностью заключать в себе капсулу. Например, капсула может иметь форму прямоугольника с закругленными углами или круглое поперечное сечение. Полость для капсулы может характеризоваться по существу неизменным или неизменным диаметром по длине полости для капсулы. Полость для капсулы может иметь фиксированную длину полости. Полость для капсулы имеет внутренний диаметр полости, перпендикулярный продольной оси, и капсула имеет внешний диаметр капсулы. Полость для капсулы может быть выполнена с таким размером, чтобы вмещать капсулу, имеющую форму цилиндра с полусферическими торцами. Полость для капсулы может быть по существу цилиндрической или иметь круглое поперечное сечение по длине полости для капсулы. Полость для капсулы может иметь неизменный внутренний диаметр. Капсула может иметь внешний диаметр, который составляет от приблизительно 80 до приблизительно 95 процентов внутреннего диаметра полости для капсулы. Конфигурация полости для капсулы относительно капсулы может способствовать ограниченному перемещению капсулы во время активации или прокалывания капсулы.
Полость для капсулы может быть определена деформируемым элементом, имеющим диаметр в диапазоне от приблизительно 6 миллиметров до приблизительно 8 миллиметров или приблизительно 6,6 миллиметра.
Капсула может заключать в себе фармацевтически активные частицы. Например, фармацевтически активные частицы могут содержать никотин. Фармацевтически активные частицы могут иметь масс-медианный аэродинамический диаметр, составляющий приблизительно 5 микрометров или менее или находящийся в диапазоне от приблизительно 0,5 микрометра до приблизительно 4 микрометров либо находящийся в диапазоне от приблизительно 1 микрометра до приблизительно 3 микрометров.
Капсула может заключать в себе никотиновые частицы, содержащие никотин (также называемые «никотиновым порошком» или «никотиновыми частицами») и, при необходимости, частицы, содержащие вкусоароматическое вещество (также называемые «вкусоароматическими частицами»). Указанная капсула может заключать в себе заданное количество никотиновых частиц и, при необходимости, вкусоароматических частиц. Капсула может заключать в себе достаточное количество никотиновых частиц для обеспечения по меньшей мере 2 вдыхания или «затяжек», по меньшей мере приблизительно 5 вдохов или «затяжек», или по меньшей мере приблизительно 10 вдыханий или «затяжек». Капсула может заключать в себе достаточное количество никотиновых частиц для обеспечения от приблизительно 5 до приблизительно 50 вдыханий или «затяжек» или от приблизительно 10 до приблизительно 30 вдыханий или «затяжек». Каждое вдыхание или «затяжка» может доставлять от приблизительно 0,1 мг до приблизительно 3 мг никотиновых частиц в легкие пользователя, или от приблизительно 0,2 миллиграмм до приблизительно 2 миллиграмм никотиновых частиц в легкие пользователя, или приблизительно 1 миллиграмм никотиновых частиц в легкие пользователя.
Никотиновые частицы могут иметь любую пригодную концентрацию никотина, обусловленную конкретным используемым составом. Никотиновые частицы могут содержать по меньшей мере приблизительно 1 масс. % никотина, до приблизительно 30 масс. % никотина, или от приблизительно 2 масс. % до приблизительно 25 масс. % никотина, или от приблизительно 3 масс. % до приблизительно 20 масс. % никотина, или от приблизительно 4 масс. % до приблизительно 15 масс. % никотина, или от приблизительно 5 масс. % до приблизительно 13 масс. % никотина. Предпочтительно каждое вдыхание или «затяжка» может доставлять в легкие пользователя от приблизительно 50 до приблизительно 150 микрограмм никотина.
Капсула может удерживать или заключать в себе по меньшей мере приблизительно 5 миллиграмм никотиновых частиц или по меньшей мере приблизительно 10 миллиграмм никотиновых частиц. Капсула может удерживать или заключать в себе менее чем приблизительно 900 миллиграмм никотиновых частиц, менее чем приблизительно 300 миллиграмм никотиновых частиц или менее чем 150 миллиграмм никотиновых частиц.
Капсула может удерживать или заключать в себе от приблизительно 5 миллиграмм до приблизительно 300 миллиграмм никотиновых частиц или от приблизительно 10 миллиграмм до приблизительно 200 миллиграмм никотиновых частиц.
Если вкусоароматические частицы смешаны или объединены в капсуле с никотиновыми частицами, то эти вкусоароматические частицы могут присутствовать в количестве, которое обеспечивает доставку пользователю требуемого аромата при каждом вдыхании или «затяжке».
Никотиновые частицы могут иметь любое подходящее распределение по размерам для ингаляционной доставки преимущественно в легкие пользователя. Капсула может содержать частицы, отличные от никотиновых частиц. Никотиновые частицы и другие частицы могут образовывать порошковую систему.
Капсула может удерживать или заключать в себе по меньшей мере приблизительно 5 миллиграмм сухого порошка (также именуемого порошковой системой) или по меньшей мере приблизительно 10 миллиграмм сухого порошка. Капсула может удерживать или заключать в себе менее чем приблизительно 900 миллиграмм сухого порошка, менее чем приблизительно 300 миллиграмм сухого порошка или менее чем приблизительно 150 миллиграмм сухого порошка. Капсула может удерживать или заключать в себе от приблизительно 5 миллиграмм до приблизительно 300 миллиграмм сухого порошка, от приблизительно 10 миллиграмм до приблизительно 200 миллиграмм сухого порошка, или от приблизительно 25 миллиграмм до приблизительно 100 миллиграмм сухого порошка.
Указанный сухой порошок или порошковая система может содержать по меньшей мере приблизительно 40 процентов, по меньшей мере приблизительно 60 процентов или по меньшей мере приблизительно 80 процентов по массе порошковой системы, содержащихся в никотиновых частицах, имеющих размер частиц приблизительно 5 микрометров или менее или в диапазоне от приблизительно 1 микрометра до приблизительно 5 микрометров.
Частицы, содержащие никотин, могут иметь масс-медианный 5 аэродинамический диаметр приблизительно 5 микрометров или менее, в диапазоне от приблизительно 0,5 микрометра до приблизительно 4 микрометров, в диапазоне от приблизительно 1 микрометра до приблизительно 3 микрометров или в диапазоне от приблизительно 1,5 микрометра до приблизительно 2,5 микрометра. Масс-медианный аэродинамический диаметр предпочтительно измеряют каскадным импактором.
Частицы, содержащие ароматизирующее вещество, могут иметь масс-медианный аэродинамический диаметр, составляющий
приблизительно 20 микрометров или более, приблизительно 50 микрометров или более, находящийся в диапазоне от приблизительно 50 до приблизительно 200 микрометров или от приблизительно 50 до приблизительно 150 микрометров. Масс-медианный аэродинамический диаметр предпочтительно измеряют каскадным импактором.
Сухой порошок может иметь средний диаметр приблизительно 60 микрометров или меньше, или в диапазоне от приблизительно 1 микрометра до приблизительно 40 микрометров, или в диапазоне от приблизительно 1,5 микрометра до приблизительно 25 микрометров. Термин «средний диаметр» относится к среднему диаметру на единицу массы, и его предпочтительно измеряют с использованием лазерной дифракции, лазерной диффузии или электронного микроскопа.
Никотин в виде порошковой системы или никотиновых частиц может представлять собой фармацевтически приемлемый никотин в форме свободного основания, никотиновой соли или гидрата никотиновой соли. Подходящие никотиновые соли или гидраты никотиновой соли включают, например, пируват никотина, цитрат никотина, аспартат никотина, лактат никотина, битартрат никотина, салицилат никотина, фумарат никотина, монопируват никотина, глутамат никотина или гидрохлорид никотина. Соединение, объединяемое с никотином с образованием соли или гидрата соли, может быть выбрано на основе его ожидаемого фармакологического эффекта.
Никотиновые частицы предпочтительно содержат аминокислоту. Предпочтительно аминокислота может представлять собой лейцин, такой как L-лейцин. Благодаря обеспечению аминокислоты, такой как L-лейцин, вместе с частицами, содержащими никотин, обеспечивается возможность снижения сил адгезии частиц, содержащих никотин, и возможность снижения притяжения между никотиновыми частицами, и таким образом уменьшается агломерация никотиновых частиц.
Аналогичным образом обеспечивается также возможность снижения сил адгезии к частицам, содержащим ароматизатор, и таким образом уменьшается агломерация никотиновых частиц с ароматическими частицами. Таким образом обеспечивается возможность того, что описанная в данном документе порошковая система будет представлять собой свободнотекучий материал и иметь стабильный относительный размер частиц каждого компонента порошка даже при смешении никотиновых частиц и вкусоароматических частиц.
Предпочтительно никотин может представлять собой поверхностно модифицированную никотиновую соль, в которой частицы никотиновой соли представляют собой частицы с покрытием или композитные частицы. Предпочтительный материал покрытия или композитный материал может представлять собой L-лейцин. Одна особо полезная никотиновая частица может представлять собой би 5 тартрат никотина с L-лейцином.
Порошковая система может содержать множество ароматических частиц. Вкусоароматические частицы могут иметь любое подходящее распределение по размеру для ингаляционной доставки выборочно в ротовую или щечную полость пользователя.
Порошковая система может содержать по меньшей мере приблизительно 40 процентов, или по меньшей мере приблизительно 60 процентов, или по меньшей мере приблизительно 80 процентов по массе указанного множества вкусоароматических частиц порошковой системы, содержащихся в частицах, имеющих размер частиц приблизительно 20 микрометров или больше. Порошковая система может содержать по меньшей мере приблизительно 40 процентов, или по меньшей мере приблизительно 60 процентов, или по меньшей мере приблизительно 80 процентов по массе указанного множества вкусоароматических частиц порошковой системы, содержащихся в частицах, имеющих размер частиц приблизительно 50 микрометров или больше. Порошковая система может содержать по меньшей мере приблизительно 40 процентов, или по меньшей мере приблизительно 60 процентов, или по меньшей мере приблизительно 80 процентов по массе от множества вкусоароматических частиц порошковой системы, содержащихся в частицах, имеющих размер частиц в диапазоне от приблизительно 50 микрометров до приблизительно 150 микрометров.
Частицы, содержащие вкусоароматическое вещество, могут содержать соединение для уменьшения сил адгезии или поверхностной энергии и результирующей агломерации. Поверхность вкусоароматических частиц может быть модифицирована посредством соединения для уменьшения адгезии с образованием покрытых вкусоароматических частиц. Одним предпочтительным соединением для уменьшения адгезии является стеарат магния. Благодаря обеспечению соединения для уменьшения адгезии, такого как стеарат магния, вместе со вкусоароматическими частицами, в частности, в виде покрытия вкусоароматических частиц, обеспечивается возможность уменьшения сил адгезии частиц, содержащих ароматизатор, и возможность уменьшения притяжения между вкусоароматическими частицами, и таким образом уменьшается агломерация вкусоароматических частиц. Это также может позволить снизить агломерацию вкусоароматических частиц с никотиновыми частицами. За счет этого описанная в данном документе порошковая система может иметь стабильный относительный размер частиц, содержащих никотин, и частиц, содержащих вкусоароматическое вещество, даже при смешении никотиновых частиц и вкусоароматических частиц. Порошковая система предпочтительно может быть свободнотекучей.
Обычные составы для ингаляции сухого порошка содержат несущие частицы, которые служат для усиления флюидизации активных частиц, поскольку эти активные частицы могут быть слишком малы для того, чтобы подвергаться воздействию лишь воздушного потока через ингалятор. Порошковая система может содержать несущие частицы. Эти несущие частицы могут представлять собой сахарид, такой как лактоза или маннитол, который имеет размер частиц более чем приблизительно 50 микрометров. Несущие частицы могут использоваться для повышения однородности дозы, благодаря их действию в качестве разбавителя или объемообразующего средства в составе.
Порошковая система, используемая с системой доставки никотинового порошка, описанной в данном документе, может не содержать носителя или по существу не содержать сахарида, такого как лактоза или маннитол. Отсутствие носителя или по существу отсутствие сахарида, такого как лактоза или маннитол, может обеспечивать возможность вдыхания никотина для доставки в легкие пользователя при значениях скорости вдыхания или воздушного потока, которые близки к значениям скорости вдыхания или воздушного потока в типовом режиме курения.
Никотиновые частицы и вкусоароматическое вещество могут быть объединены в одной капсуле. Как описано выше, как никотиновые частицы, так и вкусоароматическое вещество могут иметь уменьшенные силы адгезии, что обеспечивает стабильный состав частиц, в котором размер частиц каждого компонента существенно не изменяется при смешении. В альтернативном варианте осуществления порошковая система содержит никотиновые частицы, заключенные внутри первой капсулы, и вкусоароматические частицы, заключенные внутри второй капсулы.
Никотиновые частицы и вкусоароматические частицы могут быть объединены в любом подходящем относительном количестве таким образом, чтобы вкусоароматические частицы ощущались пользователем при потреблении с никотиновыми частицами.
Предпочтительно никотиновые частицы и вкусоароматические частицы образуют по меньшей мере приблизительно 90 масс. % или по меньшей мере приблизительно 95 масс. % или по меньшей мере приблизительно 99 масс. % или 100 масс. % от общей массы порошковой системы.
Этап предварительной обработки способа согласно настоящему изобретению может включать гофрирование края дальнего конца деформируемого трубчатого элемента. При гофрировании край деформируемого трубчатого элемента складывают вдоль одной или более линий, идущих по существу параллельно аксиальному направлению ингаляционного изделия.
Этап предварительной обработки способа согласно настоящему изобретению может включать резку края дальнего конца деформируемого трубчатого элемента вдоль одной или более линий, идущих в целом параллельно аксиальному направлению ингаляционного изделия.
Этап предварительной обработки способа согласно настоящему изобретению может включать биговку края дальнего конца деформируемого трубчатого элемента вдоль одной или более линий, идущих в целом параллельно аксиальному направлению ингаляционного изделия. При биговке на деформируемый элемент наносят прерывистую линию разреза.
Длина линий гофрирования, биговки или резки может лежать в диапазоне от 0,5 до 5 миллиметров, предпочтительно от приблизительно 1 до 4 миллиметров и предпочтительно от приблизительно 2,5 до 3,5 миллиметров. В целом длина этих линий определяет длину предварительно обработанной части со сниженной структурной стабильностью.
Необходимая длина предварительно обработанной части зависит от диаметра ингаляционного изделия.
Типичные ингаляционные изделия могут иметь диаметр, составляющий 7,2 миллиметра. Для таких изделий полезная длина предварительно обработанной части может составлять по меньшей мере приблизительно 3 миллиметра и может быть равна радиусу (3,6 миллиметра), но не превышать его. Предварительно обработанная часть таких размеров позволяет достичь достаточного закрытия дальнего конца деформируемого трубчатого элемента.
В ходе этапа предварительной обработки способа согласно настоящему изобретению дальний конец деформируемого трубчатого элемента может быть снабжен 4-15 линиями сгиба, резки или биговки. Предпочтительно деформируемый трубчатый элемент может быть снабжен 6-12 линиями сгиба, резки или биговки. Предпочтительно деформируемый трубчатый элемент может быть снабжен 8-10 линиями сгиба, резки или биговки. Чем больше линий сгиба, резки или биговки выполнено, тем лучше деформируемый трубчатый элемент можно сложить в цилиндрическую форму. Однако при увеличении числа линий сгиба, резки или биговки увеличивается сложность процесса складывания. Было выяснено, что для типичного бумажного материала, используемого в изготовлении ингаляционного изделия, имеющего диаметр приблизительно 7,2 миллиметра, число линий сгиба, резки или биговки, составляющее от 8 до 10, дает наилучшие результаты.
В целом линии сгиба, резки или биговки могут быть образованы таким образом, чтобы проходить параллельно продольной оси деформируемого трубчатого элемента. Однако эти линии могут также быть образованы таким образом, чтобы проходить под любым желаемым углом относительно продольной оси ингаляционного изделия. Эти линии могут быть образованы таким образом, чтобы проходить под углом от 0 до 45 градусов относительно продольной оси ингаляционного изделия.
После этапа предварительной обработки предварительно обработанную часть деформируемого трубчатого элемента с пониженной структурной стабильностью складывают внутрь по меньшей мере на 90 градусов таким образом, чтобы по меньшей мере частично закрыть дальний конец.
Складывание предварительно обработанной части может быть осуществлено за один этап. Предпочтительно складывание дальнего конца деформируемого трубчатого элемента включает первый этап складывания и второй этап складывания.
Использование двух этапов складывания позволяет достичь более надежных результатов складывания. Это обусловлено в основном тем, что при использовании двух этапов складывания можно использовать два разных складывающих инструмента с двумя складывающими головками разной формы. Первая складывающая головка, которая представляет собой складывающую головку, используемую на первом этапе складывания, может иметь поверхность контактного взаимодействия, которая имеет вогнутую форму.
Вторая складывающая головка, которая представляет собой складывающую головку, используемую на втором этапе складывания, может иметь поверхность контактного взаимодействия другой формы. Вторая складывающая головка может иметь поверхность контактного взаимодействия, которая имеет выпуклую форму. Вторая складывающая головка может иметь поверхность контактного взаимодействия с низкой степенью выпуклости или высокой степенью выпуклости.
Поверхность контактного взаимодействия определяет соответствующую лежащую в основе планарную поверхность, имеющую те же границы и перпендикулярную продольной оси складывающей головки.
Поверхность контактного взаимодействия с низкой степенью выпуклости в настоящем документе определяется как поверхность, изогнутая, закругленная или выступающая наружу от лежащей в основании планарной поверхности менее, чем на 10% диаметра указанной лежащей в основании планарной поверхности.
Поверхность контактного взаимодействия с высокой степенью выпуклости в настоящем документе определятся как поверхность, изогнутая, закругленная или выступающая наружу от лежащей в основании планарной поверхность более, чем на 10% диаметра указанной лежащей в основании планарной поверхности.
На первом этапе складывания предварительно обработанная часть может быть сложена внутрь на угол меньше 90 градусов. На первом этапе складывания предварительно обработанная часть может быть сложена внутрь на угол от 70 до 90 градусов.
На втором этапе складывания предварительно обработанная часть может быть сложена внутрь на угол больше 90 градусов. На втором этапе складывания предварительно обработанная часть может быть сложена внутрь на угол от 90 до 110 градусов.
В ходе этапа предварительной обработки и в ходе одного или более этапов складывания ингаляционное изделие можно слегка поворачивать вокруг продольной оси относительно соответствующей головки предварительной обработки или складывающей головки. Такое поворотное перемещение позволяет придать линиями сгиба, резки или биговки слегка спиральную форму. Спиральная форма линий сгиба, резки или биговки может иметь положительные эффекты при открывании закрытого конца и в процессе вставки ингаляционного изделия в ингаляционное устройство.
В соответствии с другим вариантом осуществления предложен способ изготовления ингаляционного изделия двойной длины путем обеспечения мундштучного элемента двойной длины и деформируемого трубчатого элемента двойной длины. Мундштучный элемент двойной длины размещают в центре деформируемого трубчатого элемента двойной длины. Изготовление ингаляционного изделия двойной длины в основном идентично описанному выше процессу с той разницей, что оба открытых конца деформируемого трубчатого элемента обрабатывают одновременно. После обработки ингаляционного изделия двойной длины ингаляционное изделие разрезают посередине с получением двух идентичных ингаляционных изделий нормальной длины. Обработка ингаляционных изделий двойной длины позволяет значительно сократить время изготовления.
Настоящее изобретение также относится к устройству для изготовления ингаляционного изделия, содержащего корпус, полость для капсулы, удерживающую капсулу, мундштучный элемент и деформируемый трубчатый элемент, имеющий открытый конец. В установке для предварительной обработки дальний конец деформируемого трубчатого элемента подвергают предварительной обработке с получением предварительно обработанной части со сниженной структурной стабильностью. В установке складывания предварительно обработанную часть складывают внутрь по меньшей мере на 90 градусов таким образом, чтобы по меньшей мере частично закрыть дальний конец деформируемого трубчатого элемента.
Устройство согласно настоящему изобретению позволяет использовать стандартные пригодные для складывания материалы, что обеспечивает возможность экономичного производства ингаляционных изделий.
Кроме того, устройство дает возможность быстрого и высоко воспроизводимого изготовления ингаляционных изделий.
Соответственно, устройство для изготовления согласно настоящему изобретению можно интегрировать в существующие производственные линии, используемые для производства изделий, генерирующих аэрозоль.
Установка для предварительной обработки может включать в себя головку для сгиба, резки или биговки дальнего конца деформируемого трубчатого элемента.
Длина линий гофрирования, биговки или резки может лежать в диапазоне от 0,5 до 5 миллиметров, предпочтительно от приблизительно 1 до 4 миллиметров и предпочтительно от приблизительно 2,5 до 3,5 миллиметров. В целом длина этих линий определяет длину предварительно обработанной части со сниженной структурной стабильностью.
Необходимая длина предварительно обработанной части зависит от диаметра ингаляционного изделия.
Типичные ингаляционные изделия могут иметь диаметр, составляющий 7,2 миллиметра. Для таких изделий полезная длина предварительно обработанной части может составлять по меньшей мере приблизительно 3 миллиметров и как максимум может быть равна радиусу (3,6 миллиметра). Предварительно обработанная часть таких размеров позволяет достичь достаточного закрытия дальнего конца деформируемого трубчатого элемента.
В установке предварительной обработки согласно настоящему изобретению дальний конец деформируемого трубчатого элемента может быть снабжен 4-15 линиями сгиба, резки или биговки. Предпочтительно деформируемый трубчатый элемент может быть снабжен 6-12 линиями сгиба, резки или биговки. Предпочтительно деформируемый трубчатый элемент может быть снабжен 8-10 линиями сгиба, резки или биговки. Чем больше линий сгиба, резки или биговки выполнено, тем лучше деформируемый трубчатый элемент можно сложить в цилиндрическую форму. Однако при увеличении числа линий сгиба, резки или биговки увеличивается сложность процесса складывания. Было выяснено, что для типичного бумажного материала, используемого в изготовлении ингаляционного изделия, имеющего диаметр приблизительно 7,2 миллиметра, число линий сгиба, резки или биговки, составляющее от 8 до 10, дает наилучшие результаты.
Технологическая головка установки предварительной обработки может определять в целом цилиндрическое углубление, внутренний размер которого соответствует внешнему диаметру дальнего конца деформируемого трубчатого элемента.
Технологическая головка установки предварительной обработки может дополнительно содержать некоторое число лезвий для обработки, которые проходят от открытой боковой стенки углубления технологической головки в направлении внутреннего объема технологической головки. Лезвия для обработки могут проходить в форме воронки в направлении внутреннего объема технологической головки. Лезвия для обработки могут быть разнесены эквидистантно по окружности углубления.
Каждое лезвие для обработки может иметь край контактного взаимодействия, который контактирует с дальним концом деформируемого трубчатого элемента в ходе этапа предварительной обработки. Лезвия для обработки могут быть выполнены с возможностью осуществлять сгибание, резку или биговку дальнего конца деформируемого трубчатого элемента в ходе этапа предварительной обработки.
Число лезвий для обработки определяет число линий сгиба, резки или биговки, которыми снабжается дальний конец деформируемого трубчатого элемента в ходе этапа предварительной обработки.
Установка складывания содержит по меньшей мере одну складывающую головку для складывания предварительно обработанной части деформируемого трубчатого элемента внутрь по меньшей мере на 90 градусов. Установка складывания может содержать по меньшей мере две установки складывания, установку предварительного складывания и установку финишного складывания.
Установка предварительного складывания может содержать складывающую головку вогнутой формы для складывания указанной предварительно обработанной части деформируемого трубчатого элемента внутрь на угол, который меньше 90 градусов. Складывающая головка установки предварительного складывания может быть выполнена с возможностью складывания предварительно обработанной части деформируемого трубчатого элемента внутрь на угол от 7 0 до 90 градусов.
Установка финишного складывания может содержать плоскую складывающую головку для складывания указанной предварительно обработанной части деформируемого трубчатого элемента внутрь на угол, составляющий 90 градусов. Установка финишного складывания может также содержать складывающую головку выпуклой формы для складывания указанной предварительно обработанной части деформируемого трубчатого элемента внутрь на угол, превышающий 90 градусов.
На втором этапе складывания предварительно обработанная часть может быть сложена внутрь на угол больше 90 градусов. На втором этапе складывания предварительно обработанная часть может быть сложена внутрь на угол от 90 до 110 градусов.
Установка предварительной обработки и установки для складывания устройства для изготовления могут иметь аналогичную общую конструкцию. Эти установки могут содержать гнездо для удерживания ингаляционного изделия трубчатой формы, в котором расположенный раньше по ходу потока конец деформируемого трубчатого элемента снабжают мундштучным элементом, и в котором дальний конец деформируемого трубчатого элемента еще открыт. Каждая из технологических головок установок предварительной обработки и складывания может быть установлена с возможностью перемещения напротив дальнего конца деформируемого трубчатого элемента и в линейном выравнивании с ним. Каждая из технологических головок дополнительно выполнена с возможностью аксиального движения в направлении дальнего конца деформируемого трубчатого элемента.
Для выполнения этапа предварительной обработки или складывания технологическую головку установки предварительной обработки или складывания позиционируют в аксиальном выравнивании с гнездом, удерживающим ингаляционное изделие трубчатой формы. После того как ингаляционное изделие правильно позиционировано, технологическую головку перемещают в направлении деформируемого дальнего конца деформируемого трубчатого элемента. Перемещением выдвигающего механизма технологических головок управляет блок управления. В частности, могут регулироваться скорость выдвигания и максимальная величина выдвигания.
Выдвигающий механизм каждой технологической установки в целом выполнен с возможностью аксиального перемещения гнезда, удерживающего ингаляционное изделие, в направлении к соответствующей технологической головке. Для этой цели технологическая головка или гнездо, или они оба, могут быть выполнены с возможностью аксиального перемещения. Для уменьшения сложности технологических установок может быть полезно, чтобы либо гнездо, либо технологические головки были выполнены с возможностью перемещения. Далее может быть полезно, чтобы только технологические головки были выполнены с возможностью аксиального перемещения. Может быть особенно полезно снабжение гнезда дополнительной подвижной опорой для перемещения ингаляционного изделия между отдельными технологическими головками.
Гнездо также может быть снабжено подвижной опорой. Подвижная опора может использоваться для позиционирования гнезда, удерживающего ингаляционное изделие трубчатой формы, в каждой из технологических установок. Гнездо может быть дополнительно выполнено с возможностью переносить ингаляционное изделие от одной технологической станции к следующей технологической станции.
Установка предварительной обработки, установка предварительного складывания и установка финишного складывания могут быть расположены одна за другой в направлении обработки, таким образом, что линейное перемещение подвижной опоры гнезда является достаточным для переноса гнезда с ингаляционным изделием трубчатой формы от одной технологической установки к следующей технологической установке.
Выдвигающий механизм и подвижная опора могут быть оборудованы любым типом приводного механизма. Выдвигающий механизм и подвижная опора могут быть оборудованы механическими, электромеханическими, гидравлическими или пневматическими приводными элементами. Приводной механизм и приводные элементы соединены с блоком управления для задания и регулировки соответствующих параметров перемещения.
Установка предварительной обработки, установка предварительного складывания и установка финишного складывания могут быть расположены одна за другой в направлении обработки, таким образом, что линейное перемещение подвижной опоры гнезда является достаточным для переноса гнезда с ингаляционным изделием трубчатой формы от одной технологической установки к следующей технологической установке.
Гнездо также может быть установлено на поворотном колесе. Колесо может быть выполнено с возможностью дискретно поворачиваться и позиционировать гнездо, удерживающее ингаляционное изделие трубчатой формы, в каждой из технологических установок по очереди. Колесо может быть снабжено множеством гнезд с возможностью одновременного переноса множества ингаляционных изделий от одной технологической станции к следующей технологической станции. Использование колеса с множеством гнезд позволяет реализовать высокоскоростное устройство для изготовления, что обеспечивает возможность быстрого изготовления ингаляционных изделий.
Если гнезда установлены на поворотном колесе, установка предварительной обработки, установка предварительного складывания и установка финишного складывания могут быть расположены одна за другой в направлении обработки, таким образом, что поворотного движения поворотного колеса достаточно для переноса гнезда с изделием трубчатой формы от одной технологической установки к следующей технологической установке.
Выдвигающий механизм одной или более из установок может быть оборудован проставкой ограничения хода. Проставка ограничения хода может использоваться для ограничения аксиального перемещения приводных элементов. Это может быть особенно полезно, если для выдвигающего механизма используются пневматические приводные элементы. Такие проставки ограничения хода позволяют ограничить максимальное выдвижение
пневматического приводного элемента. Соответственно, проставки ограничения хода позволяют использовать более высокое давление складывания и в то же время предотвращают повреждение продукта, вызываемое избыточными перемещением приводных элементов.
Проставки ограничения хода могут представлять собой трубчатые цилиндрические элементы. В дополнение к ограничению осевого перемещения приводных элементов проставки ограничения хода также могут структурно поддерживать деформируемый трубчатый элемент в ходе обработки. Деформируемый трубчатый элемент сжимается между проставкой ограничения хода и технологической головкой, что обеспечивает четкий контроль складывания деформируемого трубчатого элемента в ходе процесса складывания.
Каждая из технологических установок может быть выполнена с возможностью слегка поворачивать ингаляционное изделие вокруг его продольной оси относительно соответствующей технологической головки в ходе обработки. Такое поворотное перемещение позволяет придать линиями сгиба, резки или биговки слегка спиральную форму. Гнездо, удерживающее ингаляционное изделие, может быть снабжено поворотным механизмом, который поворачивает ингаляционное изделие в ходе обработки. За счет этого поворотный механизм гнезда можно использовать для поворота ингаляционного изделия в каждой из технологических установок. Спиральная форма линий сгиба, резки или биговки может иметь положительные эффекты при открывании закрытого конца и в процессе вставки ингаляционного изделия в ингаляционное устройство.
Технологические установки также могут быть выполнены с возможностью изготовления ингаляционного изделия двойной длины. Для этой цели технологические установки выполнены таким образом, чтобы ингаляционное изделие двойной длины удерживалось в центральной части, и в каждой технологической установке предусмотрены технологические головки у каждого конца ингаляционного изделия двойной длины. Обработка открытых концов ингаляционного изделия двойной длины может быть такой, как описано выше. Может быть предусмотрена дополнительная технологическая установка для разрезания ингаляционного изделия двойной длины на два ингаляционных изделия нормальной длины. Обработка ингаляционных изделий двойной длины дает возможность повышать скорость изготовления.
Настоящее изобретение также относится к ингаляционному изделию, получаемому способом изготовления, описанным в настоящем документе. Ингаляционное изделие содержит
деформируемый трубчатый элемент, имеющий ближний и дальний конец. Дальний конец деформируемого трубчатого элемента может быть снабжен 4-15 линиями сгиба, резки или биговки. Предпочтительно деформируемый трубчатый элемент может быть снабжен 6-12 линиями сгиба, резки или биговки. Предпочтительно деформируемый трубчатый элемент может быть снабжен 8-10 линиями сгиба, резки или биговки.
Все научные и технические термины, используемые в данном документе, имеют значения, обычно используемые в данной области техники, если не указано иное. Приведенные в данном документе определения предназначены для облегчения понимания некоторых терминов, часто используемых в данном документе.
Используемые в данном документе формы единственного числа включают варианты осуществления со ссылками на множественное число, если из содержания явно не следует иное.
Термин «никотин» относится к никотину и его производным, таким как никотин в форме свободного основания, соли никотина и т.п.
Термин «вкусоароматическое вещество» или «ароматизатор» относится к органолептическим соединениям, составам или материалам, которые изменяют вкусовые или ароматические характеристики никотина во время его потребления или вдыхания и предназначены для такого изменения.
Термины «раньше по потоку»/«против хода потока» и «дальше по потоку»/«по ходу потока» относятся к относительным положениям элементов держателя, ингаляционного изделия и ингаляционных систем, описываемым относительно направления вдыхаемого потока воздуха при его втягивании через корпус держателя, ингаляционное изделие и ингаляционные системы.
В данном документе союз «или» в целом используется в своем значении, включающем «и/или», если из содержания явно не следует иное. Термин «и/или» обозначает один или все из перечисленных элементов или комбинацию любых двух или более из перечисленных элементов.
Используемые в настоящем документе выражения «иметь», «имеющий», «включать», «включающий», «содержать», «содержащий» или им подобные используются в своем широком смысле и в целом означают «включающий без ограничения». Следует понимать, что выражения «состоящий по существу из», «состоящий из» и т.п. относятся к категории «содержащий» и т.п.
Слова «предпочтительный» и «предпочтительно» относятся к тем вариантам осуществления настоящего изобретения, которые способны обеспечивать определенные преимущества при определенных условиях. Однако другие варианты осуществления также могут быть предпочтительными при тех же или других обстоятельствах. Кроме того, описание одного или более предпочтительных вариантов осуществления не означает, что другие варианты осуществления не являются применимыми, и не предназначено для исключения других вариантов осуществления из объема настоящего изобретения, включая формулу изобретения.
Признаки, описанные в отношении одного варианта осуществления, могут быть в равной степени применены к другим вариантам осуществления настоящего изобретения.
Настоящее изобретение будет далее описано исключительно в качестве примера со ссылкой на сопроводительные графические материалы, на которых:
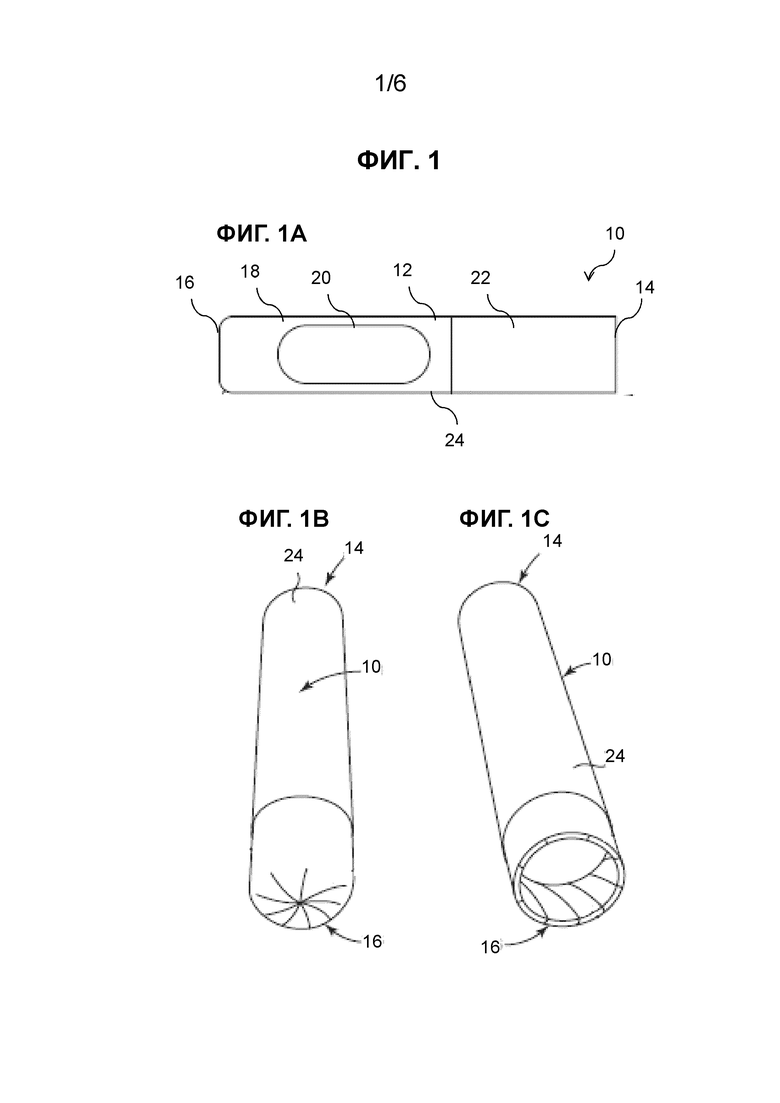
ФИГ. 1А представляет собой схематическое изображение в поперечном сечении иллюстративного ингаляционного изделия;
ФИГ. 1В представляет собой вид в перспективе спереди ингаляционного изделия с закрытым дальним концом;
ФИГ. 1С представляет собой вид спереди в перспективе ингаляционного изделия с открытым дальним концом;
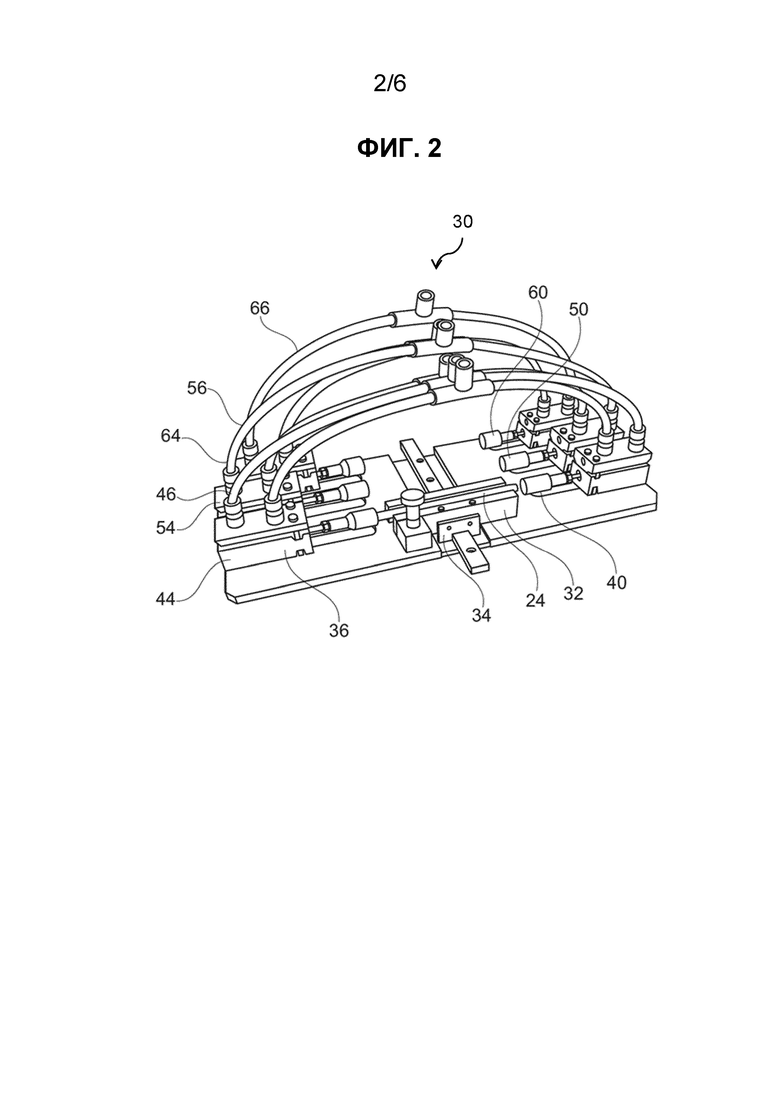
ФИГ. 2 представляет собой вид спереди в перспективе устройства для изготовления ингаляционного изделия;
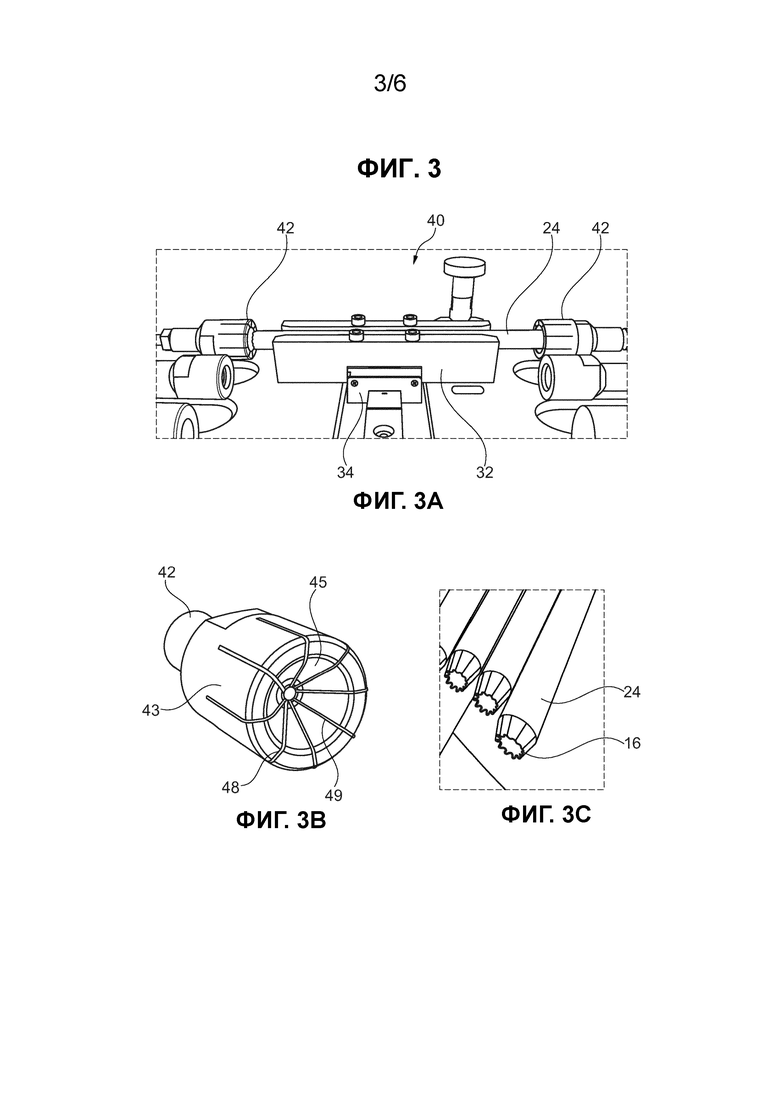
на ФИГ. 3 показана установка для предварительной обработки и ингаляционное изделие после предварительной обработки;
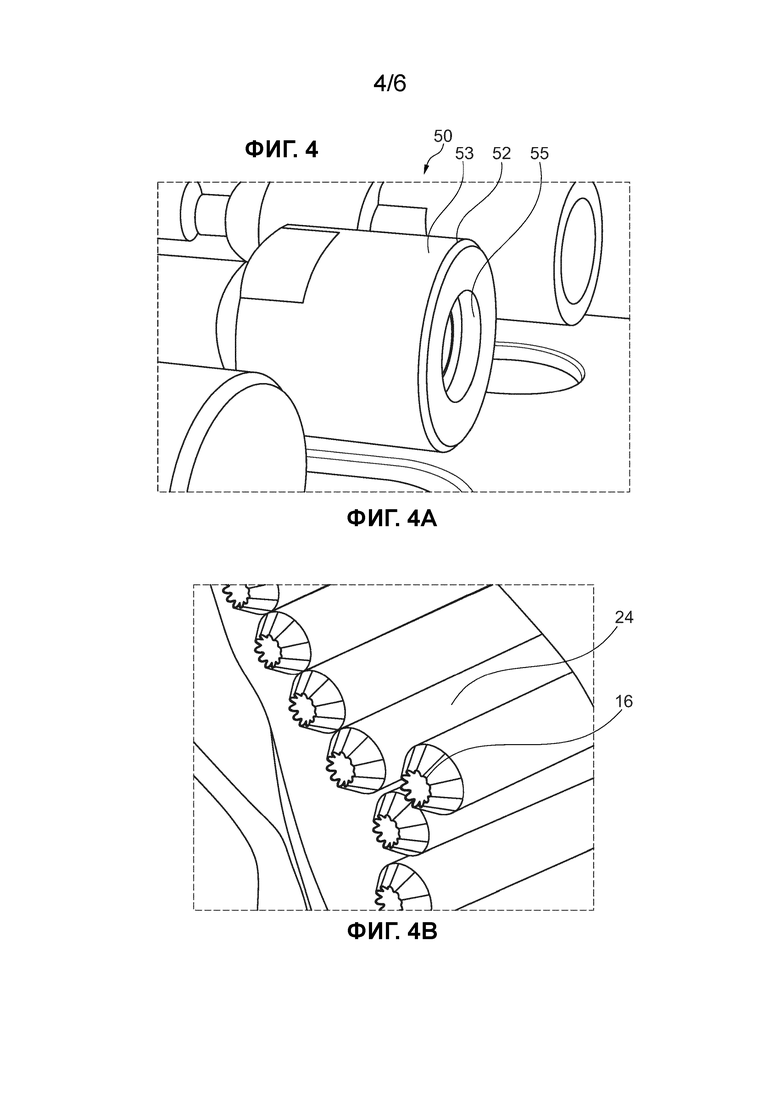
на ФИГ. 4 показана установка предварительного складывания и ингаляционное изделие после предварительного складывания;
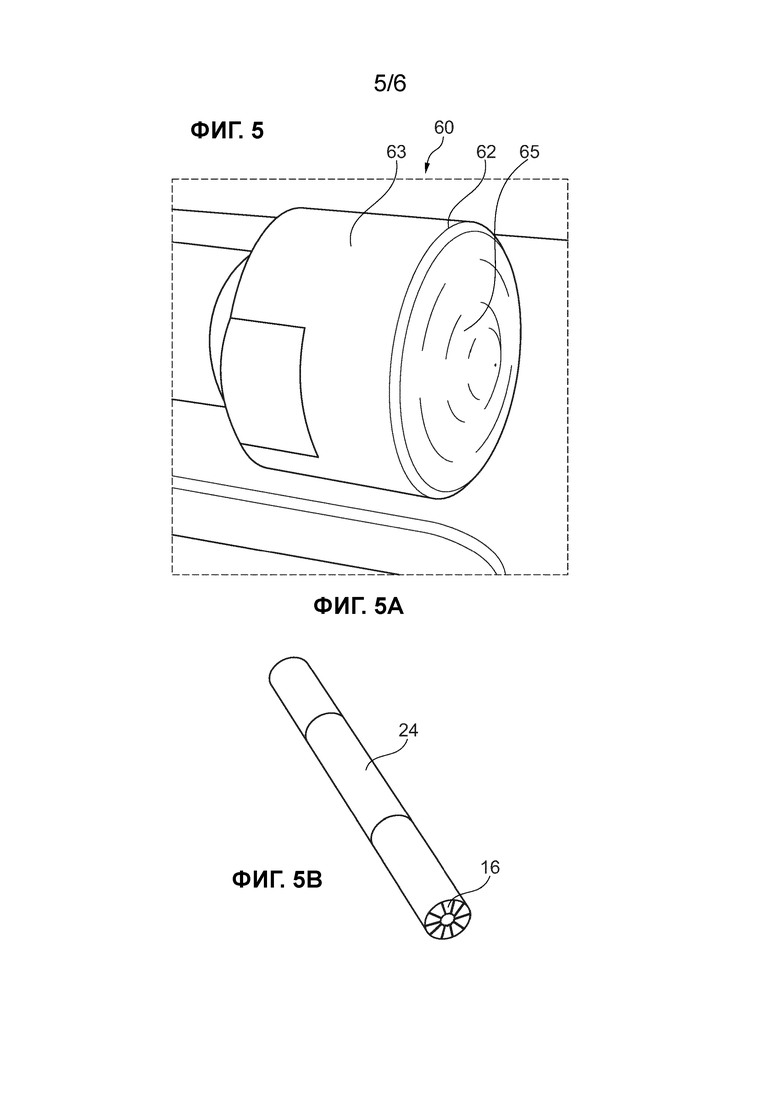
на ФИГ. 5 показана установка финишного складывания и ингаляционное изделие после финишного складывания;
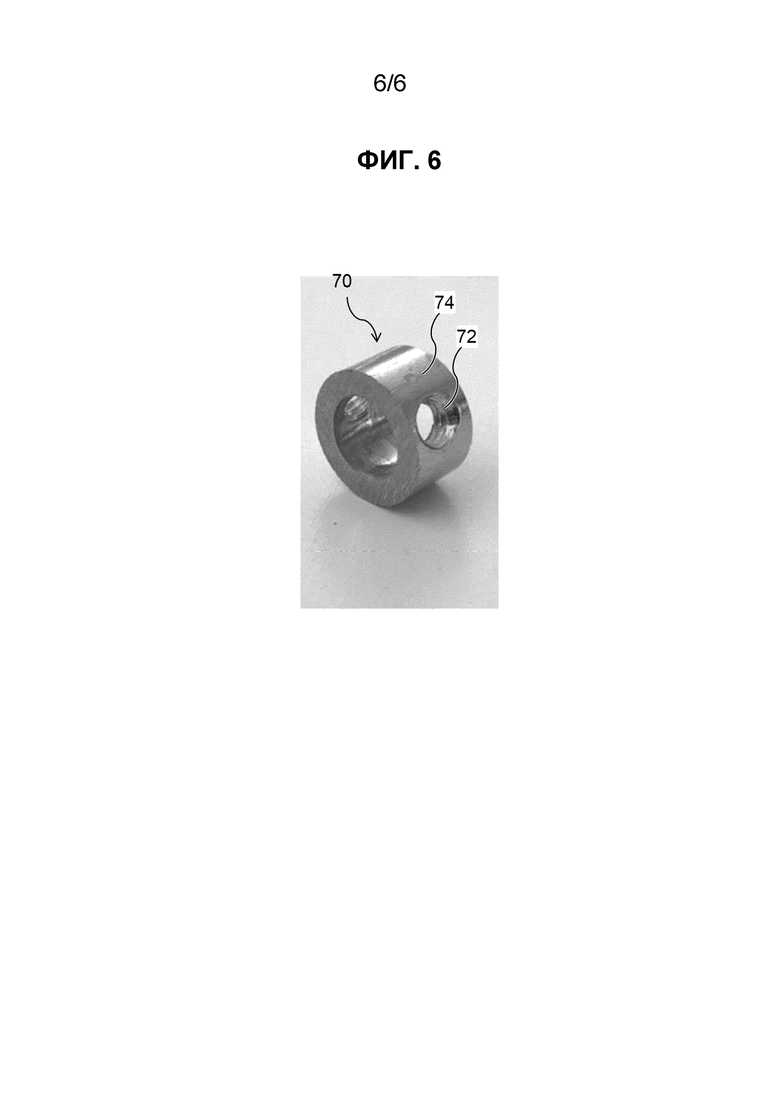
ФИГ. 6 представляет собой вид в перспективе спереди проставки ограничения хода.
ФИГ. 1А представляет собой схематическое изображение в поперечном сечении иллюстративного ингаляционного изделия 10. Ингаляционное изделие 10 содержит корпус 12, проходящий вдоль продольной оси ингаляционного изделия 10 от мундштучного конца 14 до дальнего конца 16, полость 18 для капсулы и капсулу 20, удерживаемую в полости 18 для капсулы. Корпус 12 содержит бумажный материал, обернутый вокруг мундштучного элемента 22, образующий деформируемый трубчатый элемент 24. Деформируемый трубчатый элемент 24 определяет полость 18 для капсулы, которая ограничена дальше по ходу потока мундштучным элементом 22 и которая ограничена раньше по ходу потока по меньшей мере частично закрытым дальним концом 16 деформируемого трубчатого элемента 24.
В варианте осуществления, показанном на ФИГ. 1 деформируемый трубчатый элемент 24 образован из бумаги, имеющей толщину приблизительно 125 микрометров и плотность приблизительно 100 грамм на квадратный метр. В показанном ингаляционном изделии 10 длина мундштучного элемента составляет приблизительно 20 мм, и длина деформируемого трубчатого элемента 24 составляет 45 мм с неизменным внешним диаметром, составляющим приблизительно 7,2 мм.
ФИГ. 1В представляет собой вид спереди в перспективе показанного ингаляционного изделия 10, в котором дальний конец 16 деформируемого трубчатого элемента 24 является закрытым. Деформируемый трубчатый элемент 24 сложен обратно сам на себя с образованием перекрывающихся секций в форме пирога, закрывающих дальний конец 16 полости 18 для капсулы.
ФИГ. 1С представляет собой вид спереди в перспективе иллюстративного ингаляционного изделия с деформируемым трубчатым элементом 24, в котором дальний конец 16 открыт. Сложенные секции дальнего конца 16 деформируемого трубчатого элемента 24 могут быть открыты для раскрывания полости 18 для капсулы. Для открытия дальнего конца 16 деформируемый трубчатый элемент 24 может быть вставлен в подходящий держатель, не описанный в этом документе. Поле открытия сложенных секций дальнего конца 16 деформируемого элемента 24, образуется отверстие для приема вихревого или вращающегося потока вдыхаемого воздуха.
На ФИГ. 2 показано устройство 30 для автоматической обработки ингаляционного изделия с образованием закрытого дистального конца 16. Устройство, изображенное на ФИГ. 2, выполнено с возможностью использования ингаляционного изделия двойной длины, имеющего мундштучный элемент 22 двойной длины и деформируемый трубчатый элемент 2 4 двойной длины.
Устройство 30 содержит установку 40 предварительной обработки, установку 50 предварительного складывания и установку 60 финишного складывания. Деформируемый трубчатый элемент 24 двойной длины, который уже объединен с мундштучным элементом, размещают в гнезде 32, которое выполнено с возможностью перемещения в направлении обработки от установки 40 предварительной обработки к установке 50 предварительного складывания и далее к установке 60 финишного складывания. В этом варианте осуществления гнездо 32 установлено на подвижной опоре 34 и выполнено с возможностью перемещения вручную.
Каждая из установки 40 предварительной обработки, установки 50 предварительного складывания и установки 60 финишного складывания содержит технологическую головку 42, 52, 62 на каждой стороне гнезда. Каждая из технологических головок оборудована выдвигающим механизмом 36, который содержит пневматические приводные элементы 44, 54, 64. В пневматические приводные элементы подается воздух под давлением через каналы 46, 56, 66. Управление выдвигающим механизмом 36 осуществляется посредством центрального блока управления (не показан).
Отдельные технологические станции обсуждаются более подробно применительно к ФИГ. 3-7.
На ФИГ. 3 изображен вариант осуществления установки 40 предварительной обработки. В центре ФИГ. 3 показано гнездо 32, удерживающее ингаляционное изделие двойной длины. Гнездо 32 установлено на подвижной опоре 34, посредством которой гнездо 32 может быть позиционировано в различных технологических установках. На каждой стороне гнезда 32 предусмотрена гофрирующая головка 42. Каждая гофрирующая головка 42 выполнена с возможностью перемещения выдвигающим механизмом 36 (не виден на ФИГ. 3), содержащим пневматические приводные элементы 44.
Гофрирующая головка 42 показана более подробно на ФИГ. 3В. Гофрирующая головка 42 определяет в целом цилиндрический корпус 43 в открытым концом 45 для вставки дальнего конца 16 деформируемого трубчатого элемента 24 ингаляционного изделия 10. Гофрирующая головка 42 содержит восемь гофрирующих лезвий 48, которые установлены на корпусе 43 гофрирующей головки 42. Гофрирующие лезвия 48 проходят от кромки открытого конца 45 во внутренний объем гофрирующей головки 42. Лезвия 48 для обработки разнесены эквидистантно по окружности кромки открытого конца 45 и проходят в форме воронки во внутренний объем гофрирующей головки 42.
Каждое из гофрирующих лезвий 48 имеет край 49 контактного взаимодействия, который контактирует с дальним концом деформируемого трубчатого элемента 24 в ходе гофрирования. В ходе процесса гофрирования гофрирующая головка перемещается аксиально в направлении гнезда 32, удерживающего ингаляционное изделие 10. Гофрирующие лезвия 4 8 контактируют с дальним концом 16 деформируемого трубчатого элемента 24. После процесса гофрирования дальний конец 16 деформируемого трубчатого элемента 2 4 выглядит, как показано на ФИГ. 3С.Концы деформируемого трубчатого элемента 24 слегка загнуты внутрь и снабжены линиями гофрирования, имеющими длину, составляющую приблизительно 3,5 миллиметра.
На ФИГ. 4А и ФИГ. 5А изображены технологические головки установки предварительного складывания и установки финишного складывания. Технологическая головка 52 установки предварительного складывания 50 также имеет в целом цилиндрический корпус 53, имеющий поверхность 55 контактного взаимодействия вогнутой формы.
В ходе процесса предварительного складывания головка 52 предварительного складывания перемещается аксиально в направлении гнезда 32, удерживающего ингаляционное изделие 10. Поверхность 55 контактного взаимодействия вогнутой формы контактирует с предварительно обработанным дальним концом 16 деформируемого трубчатого элемента 24. После процесса предварительного складывания дальний конец 16 деформируемого трубчатого элемента 24 выглядит, как показано на 4В. Концы деформируемого трубчатого элемента 24 теперь загнуты внутрь вдоль линий гофрирования. Угол складывания значительно меньше 90 градусов.
После установки предварительного складывания ингаляционное изделие переносится в установку 60 финишного складывания. Технологическая головка 62 установки 60 финишного складывания имеет в целом цилиндрический корпус 63, имеющий поверхность 65 контактного взаимодействия выпуклой формы.
В ходе процесса финишного складывания головка 62 для финишного складывания перемещается по направлению к гнезду 32, удерживающему ингаляционное изделие 10. Поверхность контактного взаимодействия 64 выпуклой формы контактирует с предварительно сложенным дальним концом 16 деформируемого трубчатого элемента 24. После процесса финишного складывания дальний конец 16 деформируемого трубчатого элемента 24 выглядит, как показано на ФИГ. 5В. Концы деформируемого трубчатого элемента 24 теперь загнуты внутрь на угол складывания, составляющий 90 градусов. В центре сложенного дальнего конца 16 образуется остаточное отверстие диаметром от 0,5 до 1 миллиметра.
Для обеспечения структурной поддержки дальнего конца 16 деформируемого трубчатого элемента 24 в ходе предварительного складывания и финишного складывания складывающие головки 52, 62 снабжены проставками 70 ограничения хода, показанными на ФИГ. 6. Проставки 70 ограничения хода установлены на складывающие головки 52, 62 с помощью винтов, которые вставлены в резьбу 72, расположенную на боковых стенках 74 проставок 70 ограничения хода. Проставки 70 ограничения хода расположены вблизи гофрируемой области и направляют перемещение в процессе складывания дальнего конца 16 деформируемого трубчатого элемента 24. Проставки 70 ограничения хода могут быть расположены вокруг гофрированного конца или в выдвигающем механизме 36, с тем, чтобы ограничивать аксиальное перемещение выдвигающего механизма.
После складывания обоих его концов ингаляционное изделие 24 двойной длины разрезают посередине с получением двух ингаляционных изделий с закрытыми дальними концами 16. Разрезание можно осуществлять с использованием обычных устройств для резки.
Настоящее изобретение относится к способу изготовления ингаляционного изделия, содержащего корпус, полость для капсулы, удерживающую капсулу, мундштучный элемент и деформируемый трубчатый элемент, имеющий открытый дальний конец, причем указанный способ включает предварительную обработку дальнего конца деформируемого трубчатого элемента с получением предварительно обработанной части со сниженной структурной стабильностью и складывание указанной предварительно обработанной части внутрь по меньшей мере на 90 градусов таким образом, чтобы по меньшей мере частично закрыть дальний конец. Настоящее изобретение также относится к устройству для изготовления ингаляционного изделия и к ингаляционному изделию, получаемому с использованием указанного устройства. 2 н. и 12 з.п. ф-лы, 6 ил.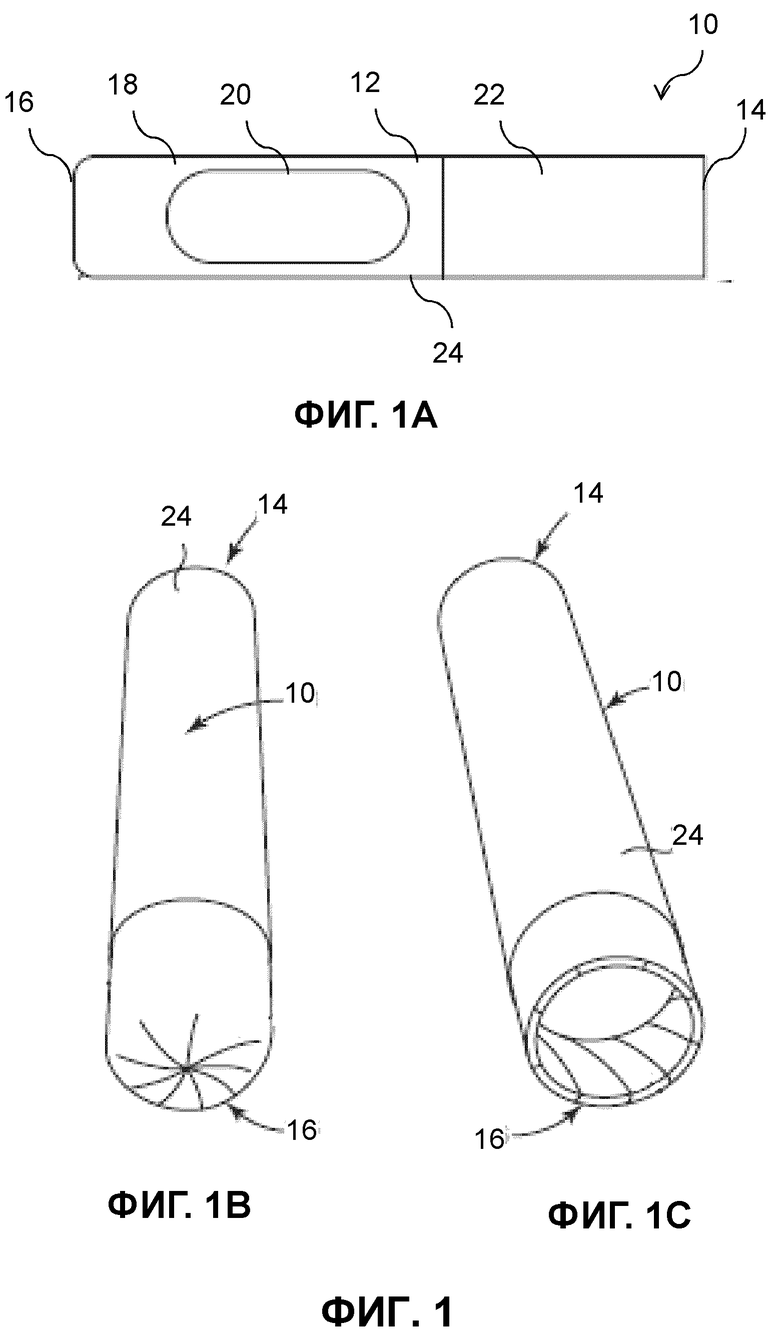
1. Способ изготовления ингаляционного изделия, содержащего корпус, полость для капсулы, удерживающую капсулу, мундштучный элемент и деформируемый трубчатый элемент, имеющий открытый дальний конец, причем указанный способ включает в себя:
предварительную обработку дальнего конца деформируемого трубчатого элемента с получением предварительно обработанной части со сниженной структурной стабильностью, и
складывание указанной предварительно обработанной части внутрь по меньшей мере на 90 градусов таким образом, чтобы по меньшей мере частично закрыть дальний конец, причем складывание дальнего конца деформируемого трубчатого элемента включает в себя этап предварительного складывания и этап финишного складывания, и при этом этап предварительного складывания включает в себя складывание указанной предварительно обработанной части деформируемого трубчатого элемента внутрь на угол, который меньше 90 градусов, посредством складывающей головки вогнутой формы.
2. Способ по предыдущему пункту, отличающийся тем, что предварительная обработка дальнего конца деформируемого трубчатого элемента включает в себя резку, биговку или гофрирование края дальнего конца деформируемого трубчатого элемента.
3. Способ по любому из предыдущих пунктов, отличающийся тем, что предварительная обработка дальнего конца деформируемого трубчатого элемента включает в себя нанесение 8-10 линий резки, биговки или гофрирования на край дальнего конца деформируемого трубчатого элемента.
4. Способ по любому из предыдущих пунктов, отличающийся тем, что этап финишного складывания включает в себя складывание предварительно сложенной части деформируемого трубчатого элемента внутрь на угол, составляющий 90 градусов, посредством плоской складывающий головки.
5. Способ по любому из пп. 1-3, отличающийся тем, что этап финишного складывания включает в себя складывание предварительно сложенной части деформируемого трубчатого элемента внутрь на угол, который больше 90 градусов, посредством складывающей головки, имеющей выпуклую форму.
6. Устройство для изготовления ингаляционного изделия, содержащего корпус, полость для капсулы, удерживающую капсулу, мундштучный элемент и деформируемый трубчатый элемент, имеющий открытый дальний конец, причем указанное устройство содержит:
установку предварительной обработки, в которой дальний конец деформируемого трубчатого элемента предварительно обрабатывают с получением предварительно обработанной части со сниженной структурной стабильностью, и
установку складывания, в которой предварительно обработанную часть складывают внутрь по меньшей мере на 90 градусов таким образом, чтобы по меньшей мере частично закрыть дальний конец деформируемого трубчатого элемента, причем указанная установка складывания включает в себя установку предварительного складывания, содержащую складывающую головку вогнутой формы для складывания указанной предварительно обработанной части деформируемого трубчатого элемента внутрь на угол, который меньше 90 градусов.
7. Устройство по п. 6, отличающееся тем, что установка предварительной обработки содержит головку предварительной обработки для резки, биговки или гофрирования дальнего конца деформируемого трубчатого элемента.
8. Устройство по п. 7, отличающееся тем, что головка для предварительной обработки содержит края для нанесения 8 или 10 линий резки, биговки или гофрирования на дальний конец деформируемого трубчатого элемента.
9. Устройство по любому из пп. 6-8, отличающееся тем, что установка складывания содержит по меньшей мере одну складывающую головку для складывания предварительно обработанной части деформируемого трубчатого элемента внутрь по меньшей мере на 90 градусов.
10. Устройство по любому из пп. 6-9, отличающееся тем, что установка складывания содержит установку финишного складывания, содержащую плоскую складывающую головку для складывания указанной предварительно обработанной части деформируемого трубчатого элемента внутрь на угол, составляющий 90 градусов.
11. Устройство по любому из пп. 6-9, отличающееся тем, что установка складывания содержит установку финишного складывания со складывающей головкой выпуклой формы для складывания указанной предварительно обработанной части деформируемого трубчатого элемента внутрь на угол больше 90 градусов.
12. Устройство по любому из пп. 6-11, отличающееся тем, что установка предварительной обработки и установка складывания содержат выдвигающий механизм, выполненный с возможностью перемещения соответствующей технологической головки в направлении к деформируемому трубчатому элементу.
13. Устройство по любому из пп. 6-12, отличающееся тем, что одна или более из указанных установки предварительной обработки и установки складывания содержат проставку ограничения хода для ограничения аксиального перемещения приводных элементов выдвигающего механизма.
14. Устройство по п. 13, отличающееся тем, что одна или более проставок ограничения хода представляют собой трубчатые цилиндрические элементы, которые структурно поддерживают деформируемый трубчатый элемент в ходе обработки.
| WO 2019123297 A1, 27.06.2019 | |||
| WO 2019082056 A1, 02.05.2019 | |||
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ С ЗАКРЫТЫМ КОНЦОМ, СПОСОБЫ И АППАРАТ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2442507C2 |
| Табачное изделие с мундштуком | 1989 |
|
SU1836036A3 |
| WO 2009007258 A1, 15.01.2009. | |||

