Настоящее изобретение касается способа изготовления металлических деталей, причем эти металлические детали по меньшей мере частично состоят из медного сплава без содержания свинца. Помимо этого, настоящее изобретение касается металлической детали, которая изготовлена таким способом.
Металлические детали, в частности детали для проводящих среды газо- или водопроводов, в частности фитинги или арматура для питьевых водопроводов, имеют, как правило, сложную геометрию. В настоящем случае речь идет о детали, имеющей сложную геометрию, тогда, когда эта деталь не может изготавливаться как бы непрерывно выполняющимся процессом формообразования, таким как, например, профильное прессование прутков или труб и прокатка полос.
В качестве материалов для применения в таких металлических деталях известны множество металлов и сплавов. При этом к деталям для проводящих воду, в частности проводящих питьевую воду изделий, таких как, например, фитинги, арматура труб, пресс-соединители, кровельные или сточные желоба, должны ставиться особые требования. При этом, в частности, в случае деталей, находящихся в контакте с питьевой водой, следует назвать коррозионную стойкость. В качестве одного из самых значительных видов сплавов, имеющего соответственно высокую коррозионную стойкость для таких деталей, следует назвать литейную оловянно-цинковую бронзу, которая, однако, имеет тот недостаток, что она может подвергаться горячей деформации только при очень высоких издержках.
Для применения в установке для питьевой воды в настоящее время широкое применение находит сплав литейной оловянно-цинковой бронзы CuSn5Zn5Pb2, имеющий содержание примерно 5 вес. % олова и примерно 5 вес. % цинка. Этот медный сплав обладает замечательной коррозионной стойкостью, и поэтому применим для всех качеств воды в питьевом водоснабжении. Детали из этого сплава отливаются и затем подвергаются механической обработке резанием с получением конечного продукта, причем эта механическая обработка резанием создает проблемы в связи с пластической деформируемостью этого сплава, приводящей к образованию длинной стружки способности. Чтобы, тем не менее, можно было экономично обрабатывать эти продукты, в сплавы добавляется свинец в качестве добавки для ломки стружки, что обеспечивает возможность экономичной, полностью автоматизированной обработки. Однако уже в прошлом были сильно ужесточены предписания в отношении содержания свинца для сплавов, которые применяются в установках для питьевой воды. В будущем можно скорее всего рассчитывать на дальнейшее ужесточение этих предписаний, вплоть до полного запрета свинца в таких сплавах.
Поэтому в описании изобретения к патенту US 8,470,101 B2 описывается сплав литейной оловянно-цинковой бронзы без содержания свинца, имеющий высокую коррозионную стойкость, который, наряду с медью и неизбежными примесями, состоит из 0,1 вес. % до 0,7 вес. % серы, до 8 вес. % олова и до 6 вес. % цинка, и в котором задача свинца как добавки для ломки стружки выполняется посредством фаз серы в виде частиц сульфида. При литье этого материала может происходить образование раковин по всей толщине стенки детали, что обусловливает пористость материала, которая, в свою очередь, при обработке резанием может приводить к неплотности детали. Помимо этого, во впадинах может происходить концентрация вредных ингредиентов транспортируемой среды, что негативным образом ухудшает коррозионную стойкость.
По этой причине в основе настоящего изобретения лежит задача, предложить способ изготовления металлических деталей, который преодолеет недостатки уровня техники. В частности, получаемые предлагаемым изобретением способом металлические детали должны иметь высокую коррозионную стойкость и высокую плотность под давлением, а также иметь возможность изготавливаться при низких издержках.
Эта и другие задачи решаются с помощью способа изготовления металлической детали с признаками п.1 формулы изобретения или, соответственно, с помощью металлической детали с признаками п.10 формулы изобретения. Предпочтительные варианты осуществления предлагаемого изобретением способа или, соответственно, предлагаемой изобретением металлической детали описаны в зависимых пунктах формулы изобретения.
В соответствии с настоящим изобретением неожиданным образом было обнаружено, что медный сплав без содержания свинца, который в качестве компонентов сплава в вес. %, наряду с медью (Cu) и неизбежными примесями, включает в себя еще до 8 вес. % олова (Sn), до 6 вес. % цинка (Zn), 0,1 вес. %≤серы (S)≤0,7 вес. % и опционально до 0,2 вес. % фосфора (P), может подвергаться процессу горячего прессования. Когда заготовку из такого сплава подвергают процессу горячего прессования, прежде всего, в близких к поверхности областях полученной заготовки происходит измельчении ее зерен, без необходимости для этого других мер при изготовлении медного сплава или заготовки. Это измельчение зерен в областях вблизи поверхности детали, имеет, к тому же, то преимущество, что полученная деталь обладает повышенной твердостью поверхности, что придает этой детали высокую износостойкость, в то время как деталь в целом вследствие большего размера зерен внутри детали имеет хорошие свойства пластичности. Эта мелкозернистая структура сплава неожиданным образом также не нарушается некогерентными областями и поэтому может замечательно деформироваться. Помимо этого, мелкозернистая структура сплава, в частности на поверхности, приводит к более высокой плотности получаемой в соответствии с изобретением металлической детали и к улучшенным миграционным и коррозионным свойствам. Вследствие процесса горячего прессования возможно также изготовление, близкое к конечному контуру, которое, начиная от поверхности, позволяет избежать объемно-интенсивного снятия стружки материала и вместе с тем открытия пористостей, с одной стороны, и большого количества отхода сплава, с другой стороны.
Соответственно этому, настоящее изобретение заключается в способе изготовления металлических деталей, по меньшей мере частично состоящих из медного сплава, который включает в себя следующие компоненты сплава в вес. %:
0 вес. % < Sn ≤8 вес. %;
0 вес. % < Zn ≤6 вес. %;
0,1 вес. % ≤ S ≤ 0,7 вес. %;
опционально не более 0,2 вес. % фосфора;
опционально не более 0,1 вес. % сурьмы; и
опционально железо, цирконий и/или бор единолично или в комбинации с двумя или более из названных элементов не более 0,3 вес. %; и
неизбежные примеси, а также в остатке медь;
причем этот способ включает в себя следующие этапы: (a) расплавление медного сплава; (b) изготовление заготовок из медного сплава; и (c) прессование заготовок при надлежащей температуре прессования с получением металлических деталей. Помимо этого, настоящее изобретение заключается в предоставлении металлической детали, которая изготовлена предлагаемым изобретением способом.
Кроме того, удалось установить, что опциональное содержание сурьмы максимум в 0,1 вес. % является некритичным в отношении свойств миграции питьевой воды. Этот медный сплав может, кроме того, опционально содержать также доли элементов железо (Fe), цирконий (Zr) и/или бор (B) единолично или в комбинации по меньшей мере с двумя из названных элементов в качестве добавки для измельчения зерен. При этом предпочтительно, чтобы в медном сплаве без содержания свинца содержались железо в весовой доле до 0,3 вес. %, цирконий в весовой доле до 0,01 вес. % и/или бор в весовой доле до 0,01 вес. %. Эти добавки для измельчения зерен предотвращают трещинообразование при нагревании и положительно влияют на механические свойства, такие как, например, предел прочности на растяжение, твердость материала и тому подобные.
Под применяемым здесь термином «металлическая деталь» следует понимать, в частности, детали из металлов и сплавов. Изготовленные в соответствии с изобретением металлические детали могут представлять собой, например, комплектующие для автомобилей, а также электрические и электронные детали, такие как, например, кольца синхронизатора, форсунки, вкладыши подшипников, кабельные клеммы, кронштейны, винты, штекерные соединения, контактные пружины, системные держатели и тому подобное; музыкальные инструменты, такие как, например, горны, колокольчики, литавры, губные гармоники, трубы, саксофоны и тому подобное; детали для отопления, вентиляции и установок кондиционирования, такие как, например, детали двигателей, форсунки и тому подобное; детали фурнитуры для строительных целей, такие как, например, поручни, дверные ручки, элементы отделки, выключатели света, держатели для полотенец; ленты для окон и дверей, фурнитуры для окон и дверей, пластинки замков для окон и дверей, дверные пороги, подоконники и тому подобное; клапаны, гидравлические фитинги и тому подобное для машиностроения; лопасти и облицовки стоек для ветроколес и тому подобное; детали для судов, морские провода, такие как, например, компаса, стаканы изоляторов и тому подобное; медицинские приборы, такие как, например, хирургические инструменты, форсунки, клапаны и тому подобное; пластины конденсаторов, теплообменники, насосные валы, наносные корпуса; садовый инвентарь, такой как шланговые муфты, шприцы, разбрызгиватели, спринклеры и тому подобное; аксессуары, такие как, например, брелоки для ключей, пряжки для ремней, украшения и тому подобное; объекты искусства, такие как, например, маски, фигуры животных, украшения и тому подобное; а также детали для проводящих среды газо- и водопроводов, в частности фитинги и арматуры для питьевых водопроводов. Однако при этом в соответствии с изобретением предпочтительны детали для проводящих среды газо- и водопроводов, в частности фитинги и арматуры для питьевых водопроводов. Под применяемым здесь термином «деталь для проводящих среды газо- и водопроводов» следует, в частности, понимать такие детали, которые в системе труб домовой установки вступают в соприкосновение с водой, в частности с питьевой водой, при этом в соответствии с изобретением предпочтительны фитинг и арматуры таких систем труб домовых установок. Деталь для проводящих среды газо- и питьевых водопроводов может представлять собой какую-либо резьбовую фасонную деталь или какую-либо фасонную деталь без резьбы. Она включает в себя, в частности, соединительные элементы, элементы подключения, присоединительные уголки, многократные распределители, тройники, стеновые тройники, стеновые уголки, системные переходы, переходники и угловые переходники, которые всегда опционально могут иметь по меньшей мере одну резьбу. В качестве примера такой детали для проводящих среды газо- и питьевых водопроводов можно, в частности, назвать известный соединительный элемент из EP 2 250 421 A1.
Помимо этого, под термином «близкая к поверхности область», применяемым здесь, следует понимать область детали, которая лежит по меньшей мере до 200 мкм, предпочтительно минимум до 100 мкм ниже поверхности детали. При этом разумеется, что эти размеры зерен имеются только в участках детали, которые действительно испытали также деформацию вследствие этапа прессования.
Применяемые в предлагаемом изобретением способе заготовки из медного сплава могут представлять собой, в частности, отрезки, нарезанные по длине из пруткового материала или полого пруткового материала медного сплава.
Содержание серы медного сплава, который применяется в предлагаемом изобретением способе, составляет предпочтительно 0,2 вес. % - 0,65 вес. %. Вследствие процесса горячей деформации частицы сульфида при содержании серы в этих предпочтительных пределах в особенно высоком объеме ориентируются в направлении деформации. При содержании серы ниже 0,20 вес. % может возникать та проблема, что больше не сможет получаться достаточная ломка стружки, потому что расстояния между отдельными частицами при определенных обстоятельствах могли бы становиться слишком большими. Из-за этого могли бы возникать заусенцы, которые должны удаляться на дополнительных рабочих этапах. При содержании серы более 0,65 вес. % уменьшенные расстояния между отдельными частицами в направлении деформации могут приводить к двум эффектам: во-первых, может случиться, что дислокации не смогут больше так беспрепятственно двигаться через матрицу, и при процессе горячей деформации произойдут разделения материала на частицах сульфида. Во-вторых, изготовленная в соответствии с изобретением деталь может иметь более низкую прочность, что может ухудшать долговечность детали. Помимо этого, при содержании серы свыше 0,65 вес. % серы может происходить ухудшение механических показателей, таких как, например, разрывное удлинение. Еще более улучшенные свойства достигались с помощью сплава, доля серы которого лежит в пределах от 0,23 вес. % до 0,45 вес. %, в частности в пределах от 0,25 вес. % до 0,35 вес. %. Благодаря применяемому в соответствии с изобретением составу сплава сульфиды металлов при таком содержании серы в медном сплаве без содержания свинца имеются как некогерентная, тонко распределенная, дисперсная фаза в виде тонко распределенных частиц. Это дает то преимущество, что, возможно, возникающая коррозия происходит теперь только в меньшем объеме локально на этих частицах, а не вдоль взаимосвязанных, более крупных, отдельных фаз структуры сплава, как это, например, происходит у стандартной латуни. Вследствие небольшого размера частиц и очень сильно закрытой по сравнению с литой деталью микроструктуры (отсутствие раковин и т.п.) значительного коррозионного разъедания не происходит.
Содержание цинка применяемого в предлагаемом изобретением способе медного сплава составляет предпочтительно 1,3 вес. % - 3,5 вес. %, особенно предпочтительным является содержание цинка в пределах от 0,2 вес. % до 3,0 вес. %. При содержании цинка в этих пределах может обеспечиваться гомогенное распределение частиц в структуре сплава. Помимо этого, цинк вызывает в этих пределах улучшенную текучесть материала во время процесса деформации. Содержание цинка макс. 3,5 вес. % гарантирует дополнительно возможность избежать частичных явлений коррозии и достичь особенно высокой коррозионной стойкости. Также улучшенные результаты могут достигаться при содержании цинка от 1,5 вес. % до 3,3 вес. %, особенно предпочтительно от 2,0 вес. % до 3,0 вес. %.
Содержание фосфора (P) в медном сплаве без содержания свинцы составляет предпочтительно по меньшей мере 0,001 вес. %, в частности 0,015 вес. % - 0,1 вес. %. Ниже 0,015 вес. % фосфора возможно, что не будет осуществляться достаточное раскисление расплава, что могло бы негативно сказываться на образовании фаз сплава. Напротив, медный сплав при доле фосфора более 0,1 вес. % склонен к неблагоприятным воздействиям на механические свойства, таким как, например, сниженное разрывное удлинение. С этих точек зрения весовая доля фосфора в медном сплаве без содержания свинца лежит предпочтительно в пределах от 0,02 вес. % до 0,08 вес. %, особенно предпочтительно в пределах от 0,04 вес. % до 0,06 вес. %
Содержание олова применяемого в предлагаемом изобретением способе медного сплава лежит предпочтительно в пределах от 3,0 вес. % до 4,8 вес. %, в частности в пределах 3,0 вес. %≤Sn≤4,5 вес. %. В этих пределах достигается взвешенное, экономичное отношение между прочностью, коррозионной стойкостью и распределением фаз. При содержании олова в пределах от 3,0 вес. % до 4,8 вес. % достигаются особенно хорошие результаты в отношении разрывного удлинения и коррозионной стойкости.
Помимо этого, при содержании олова в пределах от 3,0 вес. % до 4,8 вес. % выполнение предлагаемого изобретением способа может осуществляться особенно экономично в отношении скорости деформации и усилия деформации. При выполнении предлагаемого изобретением способа может происходить динамическое деформационное старение. Оно может возникать, в частности, тогда, когда скорость диффузии атомов олова при процессе деформации равна скорости блуждания дефектов решетки. Возникновения динамического деформационного старения при выполнении предлагаемого изобретением способа можно избегать при надлежащей скорости деформации и усилиях деформации. При этом при содержании олова от 3,5 вес. % до 4,0 вес. % могут достигаться особенно хорошие результаты. Поэтому эти предпочтительные пределы представляют собой идеальный компромисс между коррозионной стойкостью и технологичностью.
Предпочтительно содержание меди медного сплава без содержания свинца составляет по меньшей мере 90 вес. %, особенно предпочтительно более 92 вес. %. Оказалось, что такое содержание меди позволяет получить хорошую обрабатываемость в комбинации с хорошей коррозионной стойкостью.
Предпочтительно применяемый в предлагаемом изобретением способе медный сплав представляет собой медный сплав без содержания свинца. Применяемый здесь термин «медный сплав без содержания свинца» означает медный сплав, который, в частности, включает в себя свинец как неизбежную примесь в количестве не более 0,25 вес. %, но предпочтительно не более 0,10 вес. %, особенно предпочтительно не более 0,05 вес. %. В этом сплаве доля свинца составляет максимум около 0,25 вес. %, предпочтительно максимум около 0,10 вес. % и особенно предпочтительно максимум меньше или равна 0,05 вес. %. При проверке миграции свинца по норме DIN EN 15664-1 этот сплав не проявляет признаков повышенного выделения свинца в первые недели. Вместо этого, начиная с восьмой недели проверки, значительной миграции свинца в питьевую воду обнаружить больше невозможно, или она лежит в пределах точности измерения способа. Доля никеля как неизбежная примесь в применяемом в соответствии с изобретением сплаве составляет максимум 0,4 вес. %, предпочтительно максимум 0,3 вес. %. Добавка никеля повышает коррозионную стойкость сплава, не находясь в противоречии с гигиенической безопасностью. Аналогично свинцу, значения миграции никеля при проверке по норме DIN EN 15664-1 находятся намного ниже требуемого законодательно предельного значения.
Может быть также полезно, если температура прессования на этапе (c) лежит в пределах от 750°C до 900°C, предпочтительно в пределах от 800°C до 880°C. Ниже температуры прессования 750°C не может надежно обеспечиваться наступление образования мелких зерен. Кроме того, в этих пределах необходимы гораздо более высокие усилия деформации для изготовления детали. Это может, во-первых, приводить к проблемам качества вследствие не сформировавшихся надлежащим образом областей, а во-вторых, тогда деформация больше не является экономичной. Выше температуры прессования 900°C возникают первые жидкие фазы вдоль границ зерен медного сплава, что приводит к горячим трещинам и неблагоприятным распределениям границ зерен в материале. В предпочтительных пределах температуры прессования от 800°C до 880°C возникает особенно гомогенная, мелкозернистая структура, и риск горячих трещин минимизируется. При температурах прессования в пределах от 815°C до 850°C может особенно хорошо предотвращаться динамическое деформационное старение сплава.
Может быть также благоприятно, если заготовки перед этапом (c) нагреваются до температуры прессования и на протяжении периода времени от 0,1 с до 60 мин., предпочтительно от 2 с до 10 мин., выдерживаются при этой температуре прессования. Если заготовки перед прессованием на протяжении названного периода времени выдерживаются при этой температуре прессования, то гарантировано, что вся заготовка достигла гомогенной температуры, и при этом может происходить равномерный процесс прессования.
Может также оказаться благоприятным, если медный сплав в детали после процесса горячего прессования в близкой к поверхности области имеет структуру, имеющую средний размер зерен меньше 100 мкм. Благодаря этому дополнительно улучшаются характер миграции и коррозионная стойкость изготавливаемых в соответствии с изобретением деталей. Предпочтительно медный сплав в детали после процесса горячего прессования в близкой к поверхности области имеет структуру, имеющую средний размер зерен от 10 мкм до 70 мкм, в частности от 20 мкм до 60 мкм.
Применительно к предлагаемой изобретением металлической детали оказалось благоприятным, если предлагаемая изобретением металлическая деталь по меньшей мере на отдельных участках имеет толщину стенки в пределах от 0,5 мм до 6,0 мм, так как эта тонкая толщина стенки приводит к надлежащим интенсивностям охлаждения для образования сульфидов меди, благоприятных для характера миграции. Кроме того, предпочтительно, если вся предлагаемая изобретением металлическая деталь имеет толщину стенки в названных пределах от 0,5 мм до 4,0 мм, так как при толщине стенки в этих пределах происходит особенно повышенное образование желаемых частиц сульфида. Толщина стенки меньше 0,5 мм из-за небольшого поперечного сечения могла бы не обладать достаточной механической прочностью для предлагаемой изобретением металлической детали. С этих точек зрения предпочтительно, чтобы предлагаемая изобретением металлическая деталь по меньшей мере на отдельных участках имела толщину стенки в пределах от 1,0 мм до 4,0 мм.
Помимо этого, медный сплав в предлагаемой изобретением металлической детали в близкой к поверхности области имеет структуру, имеющую средний размер зерен меньше 100 мкм. Это способствует очень хорошему характеру миграции и высокой коррозионной стойкости предлагаемых изобретением металлических деталей. Одновременно тем самым может обеспечиваться плотная под давлением структура. Эта плотная под давлением структура является результатом, в т.ч., закрытия возможных полостей и усадок вследствие воздействующих при ковке в прессах высоких давлений и температур. Материал одновременно гомогенизируется, и возможные различия в размере зерен выравниваются, что тоже улучшает механические свойства. Предпочтительно медный сплав в детали после процесса горячего прессования в близкой к поверхности области имеет структуру, имеющую средний размер зерен от 10 мкм до 79 мкм, в частности от 20 мкм до 60 мкм.
Может быть также предпочтительно, если предлагаемая изобретением металлическая деталь представляет собой деталь для проводящих среды газо- или водопроводов, в частности фитинг или арматуру для питьевых водопроводов.
Изготовленная в соответствии с изобретением металлическая деталь имеет плотную под давлением структуру при наличии улучшений в отношении коррозионной стойкости. В отличие от отливки, у которой поверхностная эрозия может начинаться также на дне раковины и, возможно, усиливается вследствие концентраций, при настоящем методе производства, имеющем этап горячей деформации, разъедание поверхности различимо только начиная от поверхности. Это позволяет также конструировать еще более филигранные детали при повышенных механических требованиях. Также при горячем прессовании гомогенизируются возможные ликвации, поэтому не могут возникать различия концентрации и возможные обеднения оловом. Это может предупреждать возможное коррозионное разъедание.
Ниже необходимо пояснить настоящее изобретение подробнее со ссылкой на примеры осуществления и проведенные в них испытания, а также прилагаемые чертежи. Разумеется, что эти примеры не должны рассматриваться как каким-либо образом ограничивающие изобретение. Если не указано иное, в настоящей заявке, включая пункты формулы изобретения, все данные в процентах и данные долей отнесены к весу.
Краткое описание чертежей
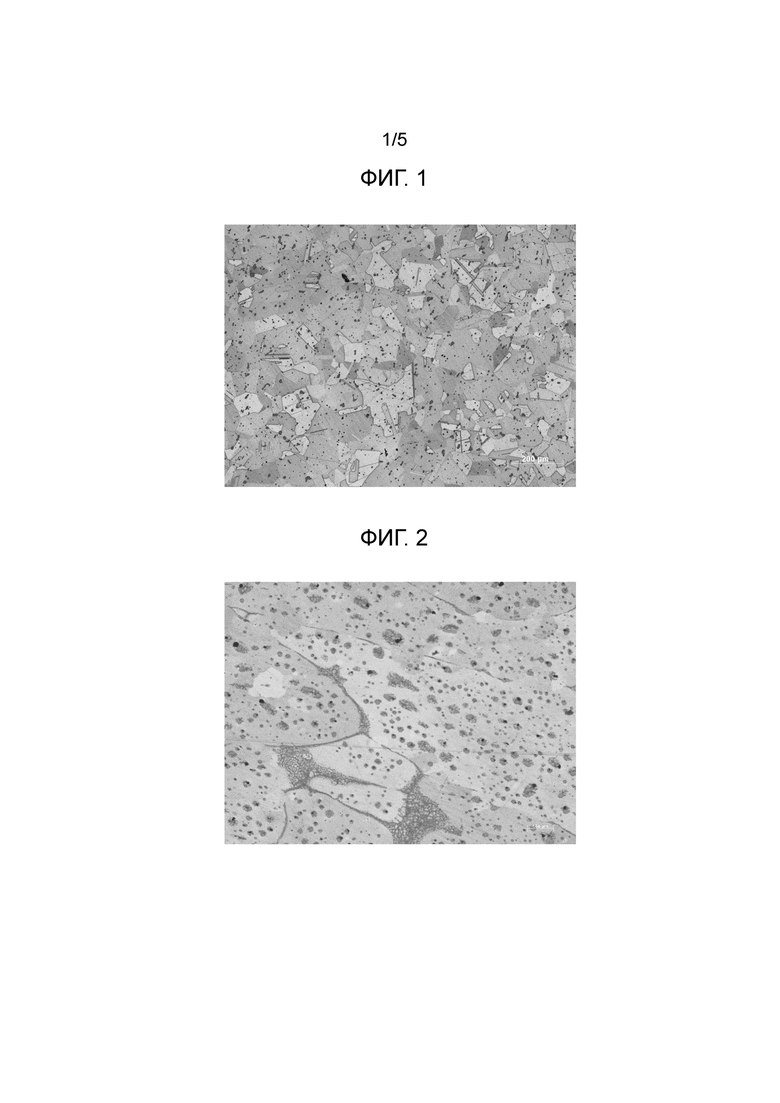
Фиг.1: картина шлифа структуры недеформированного опытного образца из сплава 1;
фиг.1: картина шлифа структуры другого недеформированного опытного образца из сплава 1;
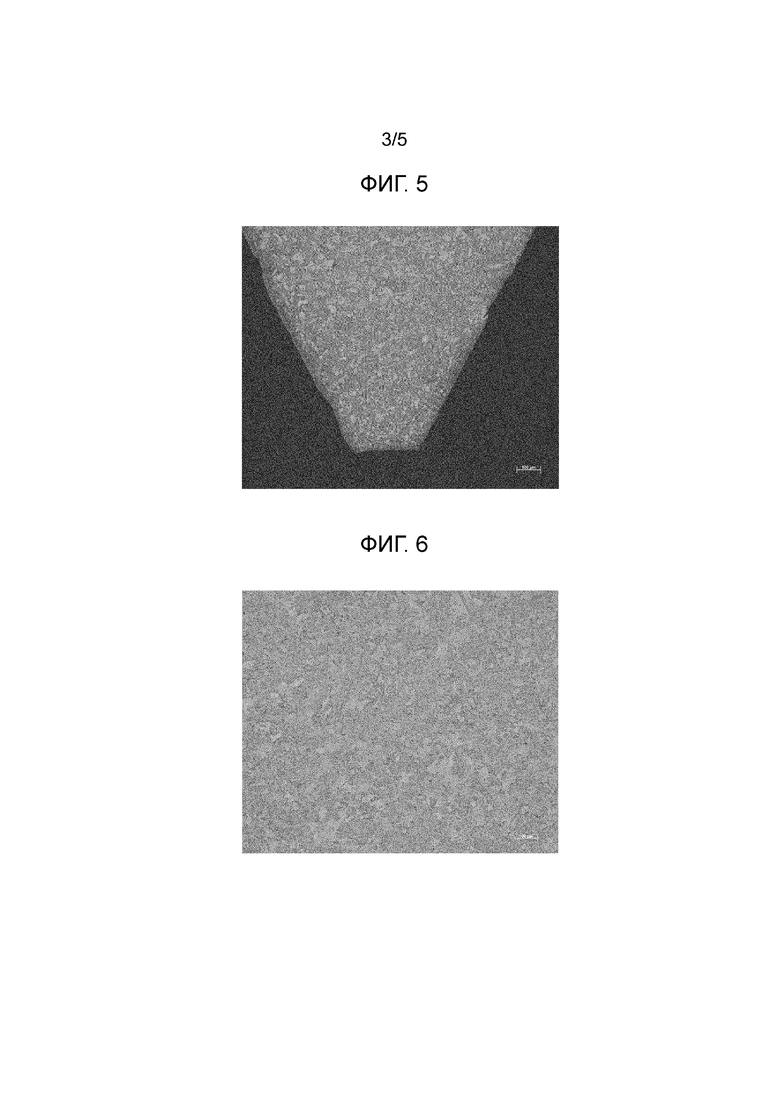
фиг.3: фотографическое изображение одного из вариантов осуществления предлагаемой изобретением металлической детали, изготовленной из сплава 2, выполненного в виде стенового уголка;
фиг.4: фотографическое обзорное изображение шлифа структуры показанной на фиг.3 предлагаемой изобретением металлической детали, изготовленной из сплава 2;
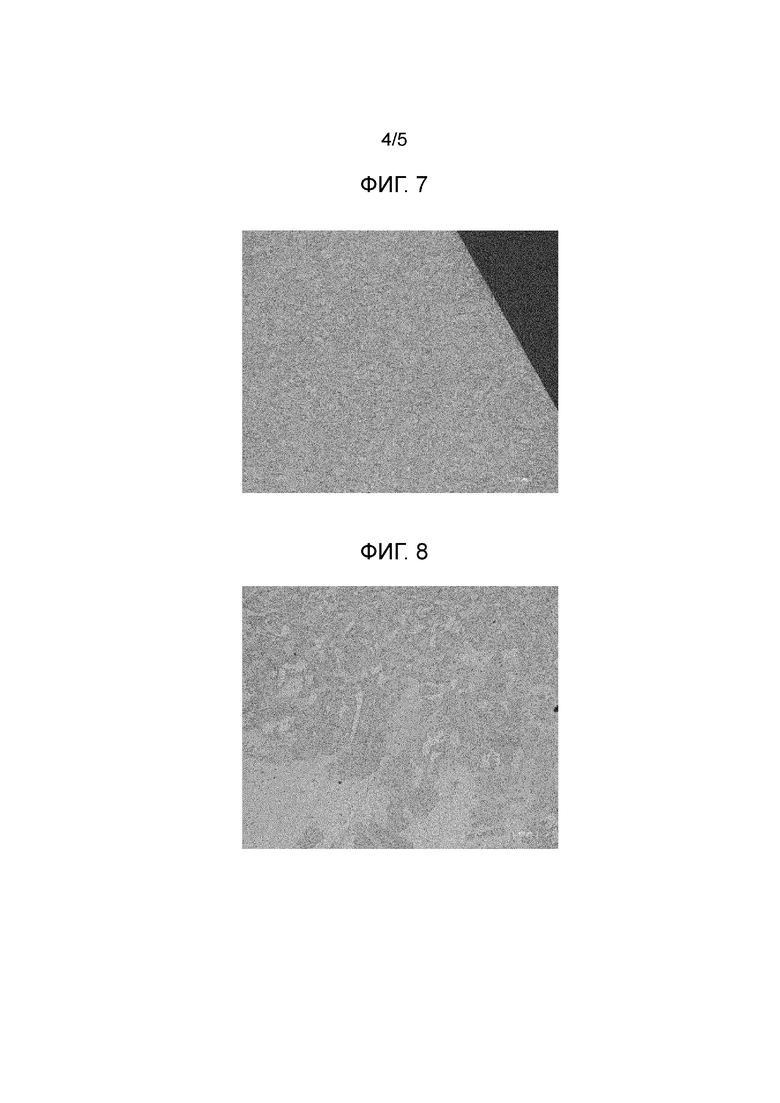
фиг.5: увеличенный фрагмент показанного на фиг.4 обзорного изображения предлагаемой изобретением металлической детали, изготовленной из сплава 2;
фиг.6: другой увеличенный фрагмент показанного на фиг.4 обзорного изображения предлагаемой изобретением металлической детали, изготовленной из сплава 2;
фиг.7: другой увеличенный фрагмент показанного на фиг.4 обзорного изображения предлагаемой изобретением металлической детали, изготовленной из сплава 2;
фиг.8: другой увеличенный фрагмент показанного на фиг.4 обзорного изображения предлагаемой изобретением металлической детали, изготовленной из сплава 2;
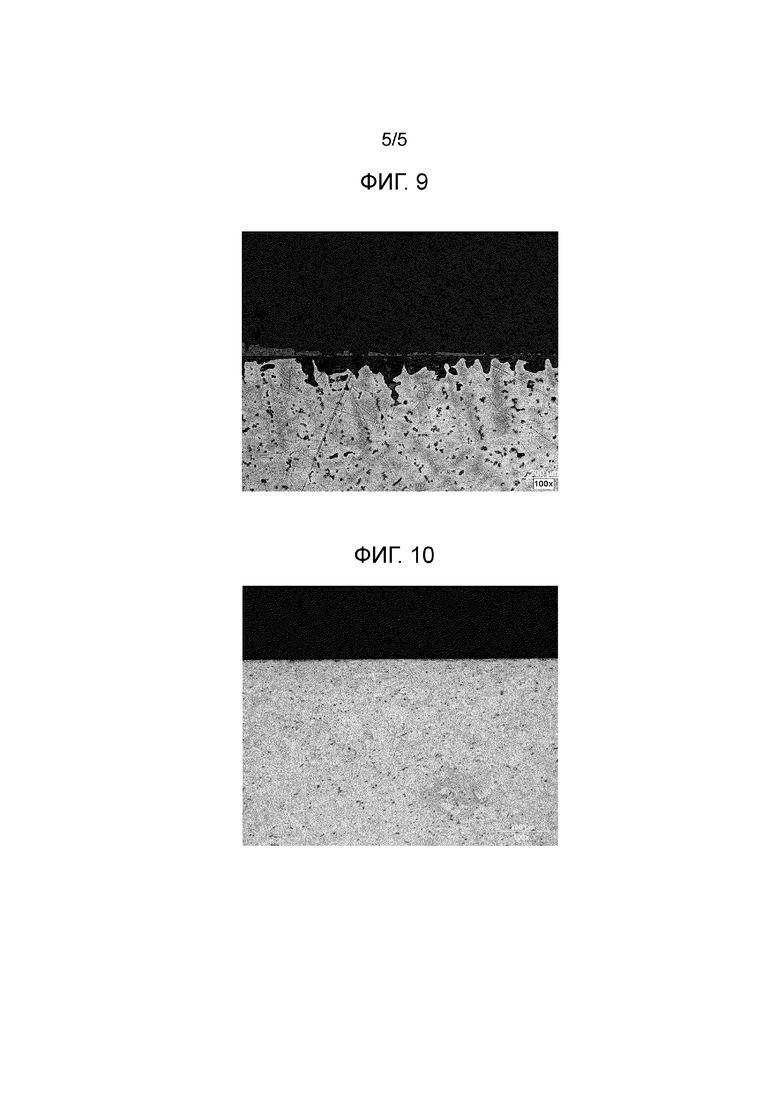
фиг.9: фотографический снимок литой, и поэтому не предлагаемой изобретением детали из сплава 22 в соответствии с таблицей 5, на котором показан пример возможной раковины и лежащей при этом глубже точки разъедания при испытании выдерживанием при высокой температуре (по Тернеру при содержании хлорида 250 мг/л и карбонатной жесткости 5,5° по Дефо);
фиг.10: фотографический снимок изготовленной в соответствии с изобретением детали из сплава 22 в соответствии с таблицей 5, на котором показан пример гомогенной поверхности, имеющей структуру защитного слоя, при испытании выдерживанием при высокой температуре (по Тернеру при содержании хлорида 250 мг/л и карбонатной жесткости 5,5° по Дефо).
Лабораторный опыт по характеру деформации
Чтобы воспроизвести характер деформации, проводились испытания ковкой в прессах в лабораторном масштабе. Исходным материалом служила труба, имеющая размер 23 мм х 8 мм. Полуфабрикат был изготовлен способом непрерывного литья из медного сплава, при этом доли компонентов в медном сплаве указаны в нижестоящей таблице 1 в вес. %.
Имеющие форму полумесяца опытные образцы изготавливались таким образом, что из трубы вырезались диски толщиной примерно 5 мм, и эти диски разделялись в середине. Полученные таким образом опытные образцы переводились в пресс круглой стороной вверх. Пресс представляет собой кубический инструмент из цельной стали. Он имеет на верхней стороне крестообразный вырез, в этот вырез укладывался предназначенный для опыта опытный образец.
Помещенный в пресс опытный образец ставился в печь на указанное в таблице 2 время нагрева и нагревался в ней до тоже указанной в таблице 2 температуры деформации. Для деформации помещенный в пресс опытный образец вынимался из печи, размещался на наковальне и деформировался путем битья кузничным молотом, имеющим массу 5 кг. Количество ударов молота указано в таблице 2. Вследствие геометрии в форме полумесяца и выреза внутреннего диаметра трубы, в каждом случае происходила деформация. Сразу после деформации образец охлаждался водой, чтобы законсервировать и оценить возникшее таким образом состояние. Затем деформированные образцы металлографически препарировались и оценивались в области деформации. Размеры зерен определялись по DIN EN ISO 2624 способом пересечения линий.
Условия опыта объединены в нижестоящей таблице 2.
В этих опытах удалось установить, что в пределах между 800 и 860°C проявляются очень положительные свойства деформации, и происходит описанное образование мелких зерен. Если температуры лежат в более низких пределах, то уже вряд ли можно достичь деформаций. Если они лежат в более высоких пределах, то видны расплавления и сетчатые агломераты сульфидов. На фиг.1 показана картина шлифа структуры опытного образца, который был деформирован в лабораторном опыте при 830°C (образец 3). Деформированная структура имеет уменьшенный средний размер зерен прибл. 45 мкм. Размер зерен опытного образца до деформации соответствует размеру зерен литой детали, прибл. 540 мкм.
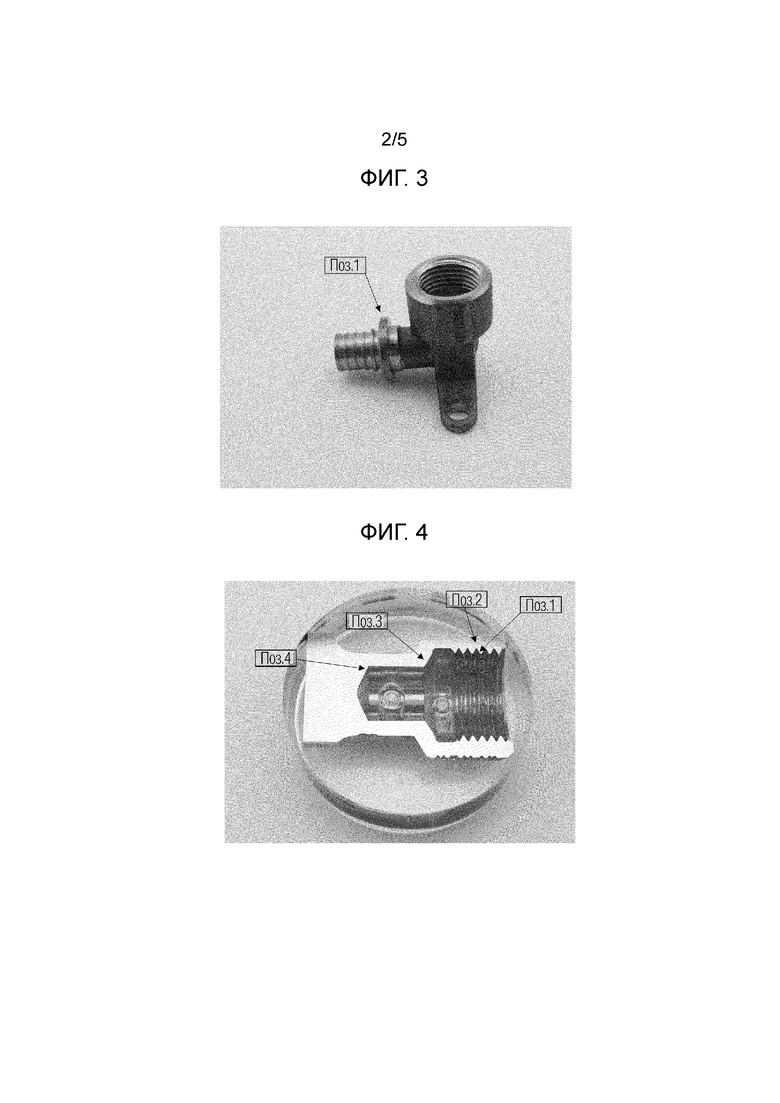
На фиг.2 (образец 21) показана картина шлифа структуры другого деформированного опытного образца, который был деформирован ударом молота примерно при 950°C. Как показано на фиг.2, эта структура опытного образца имеет расплавленные области структуры, которые могут объясняться высокой температурой деформации примерно 950°C. Средний размер зерен составляет здесь примерно 140 мкм. Настоящая деталь отличается горячими трещинами и неблагоприятно распределенными в структуре частицами сульфида. Поэтому речь идет о состоянии, которое в реальной детали не применимо.
Исследование прессованной детали в отношении распределения размеров зерен
Чтобы воспроизвести возможность изготовления прессованной детали в реальном технологическом процессе, производились типовые детали установки питьевой воды. В том числе, производился стеновой уголок, который показан на фотографическом изображении в соответствии с фиг.3.
Применяемый для прессования стенового уголка медный сплав имел доли компонентов, указанные в нижестоящей таблице 3 и таблице 4 в вес. %.
Для производства стенового уголка из вышеназванного материала изготавливались непрерывно литые прутки, которые нарезались по длине с получением заготовок. После этого эти заготовки нагревались в печи предварительного нагрева до температуры прессования прибл. 830°C. Потом из печи предварительного нагрева нагретые заготовки по желобу переводились в предварительно нагретый пресс, в котором путем смыкания пресса были изготовлены детали. Полученные таким образом прессованные детали после этого охлаждались. На последнем этапе детали подвергались окончательной обработке и снабжались проходным отверстием, а также резьбой.
На фиг.4 изображена обзорная картина шлифа структуры разреза показанного на фиг.3 прессованного стенового уголка, изготовленного из сплава 2. При этом разными позициями показаны критические области фасонной детали. При этом на фиг.5 (позиция 1) видна область резьбы, имеющая особенно мелкозернистую структуру. При этом в нижней части картины показана внутренняя сторона, приходящая в контакт со средой, которая при предписанном применении предлагаемой изобретением детали приходит в контакт со средой, в частности водой. Здесь проявляется повышенная прочность плотной под давлением структуры в области резьбы. Благодаря этому в высоконагруженной области резьбы происходит мало деформаций, и деталь лучше уплотняется. На фиг.6 (позиция 2) различима внутренняя область позади зуба резьбы с фиг.4. Размер зерен в этом месте увеличивается, так что имеется более высокая пластичность. На фиг.7 (позиция 3) этот вид образования структуры показан также в другой области. Она находится на дне резьбы в переходе к сужению детали. Здесь средний размер зерен составляет прибл. 25 мкм. Особенно для предупреждения эрозивного износа в связи с малым средним размером зерен предпочтительна повышенная твердость поверхности в этой области. Фиг.8 (позиция 4) иллюстрирует область, в которой предлагаемая изобретением деталь была просверлена для перехода к выходу. По существу, здесь также имеется первоначальное состояние сплава в заготовке, то есть перед процессом прессования, в котором могут восприниматься возникающие при известных условиях механические усилия в виде дислокаций. При монтаже в строительных работах, прежде всего, при выравнивании стенового уголка для арматуры, они могут представлять собой особенно нагруженную область, при этом большим преимуществом является здесь пластичная сердцевина.
Это показывает, что твердость материала в деформированных областях может в принципе заметно повышаться. В настоящем примере в области бортика (см. позицию 1 - фиг.3) твердость по сравнению с конструктивно одинаковым стеновым уголком из способа литья в песок удалось значительно повысить до твердости 78 HBW 2,5/62,5 по DIN EN ISO 6506-1.
Для других медных сплавов без содержания свинца из таблицы 4 получаются прессованные в соответствии с изобретением детали, тоже имеющие улучшенные свойства, такие как, например, твердость материала в деформированных областях.
Определение характера коррозии медного сплава в контакте с водной средой у деталей, производимых способом ковки в прессах
Для оценки коррозионной стойкости изготовленные способом ковки в прессах детали подвергались испытанию выдерживанием при высокой температуре, которое описано в выкладном описании изобретения DE 10 2017 100896 A1.
Для этого испытания выдерживанием при высокой температуре использовался, в том числе, медный сплав без содержания свинца, доли отдельных компонентов сплава которого указаны в нижестоящей таблице 5 в вес. %.
Для изготовления опытных образцов из сплава изготавливались стеновые уголки 16 Rp ½ для применения в строительных работах. Механическая обработка деталей осуществлялась в условиях, близких к серийным. Для этого, например, изготавливались поверхности, имеющие сравнимые глубины шероховатости. Для получения опытных образцов сразу после этого детали разделялись на две части. Поверхность опытных образцов очищалась ацетоном. Потом для создания нулевого уровня для измерения детали лакировались с нижней стороны, а в нелакированной опытной области еще раз очищались. После этого опытные образцы, свободно вися, вводились в опытную емкость. Потом опытные емкости на пять месяцев ставились в нагревательный шкаф при 90°C, при этом опытная среда всегда менялась с интервалами в семь дней.
В качестве опытных сред брались соответственно 21 разная водная опытная среда или, соответственно, опытная вода, имеющие различные значения pH и кислотности. Помимо этого, устанавливались разные содержания ионов хлорида и/или ионов сульфата путем добавления хлорида натрия и/или сульфата натрия. Эти содержания могут быть взяты из таблицы 6.
в °по Дефо
в мг/л
в мг/л
По окончании пятимесячного периода времени испытания опытные емкости вынимались из нагревательного шкафа, охлаждались до температуры помещения, опытные образцы вынимались из соответствующих опытных емкостей, сушились, разрезались, и поверхность разреза после соответствующей подготовки светомикроскопически исследовалась.
По сравнению с деталью, отлитой из сплава 22, деталь, полученная горячим прессованием из сплава 22, отличается намного улучшенной стойкостью к разъеданию. Это обосновывается, прежде всего, более плотной структурой. Благодаря отсутствию раковин и пористостей, поверхностное разъедание средой у полученной горячим прессованием детали начинается от поверхности, и очень быстро образуется защищающий, прочно сцепляющийся, замкнутый покрывающий слой. Этот слой, как у литой детали, практически не имеет нарушений или, соответственно, дефектов и поэтому обеспечивает полную защиту, предотвращая разъедание в дне пористости.
На фиг.9 изображена отлитая из сплава 22 традиционным способом деталь, имеющая разъедания, продолжающиеся вдоль пор в глубину, которая использовалась при испытании выдержкой при высокой температуре при карбонатной жесткости 5,5° по Дефо и содержании хлорида 250 мг/л. В отличие от этого, на фиг.10 изображена деталь из сплава 22, полученная в соответствии с изобретением горячего прессования, которая проверялась при идентичном составе материала в одинаковых условиях проверки при испытании выдержкой при высокой температуре. У детали, полученной горячим прессованием, в противоположность детали с фиг.9, поры отсутствуют. Поэтому среда разъедает ее гомогенно на поверхности, и поэтому разъедания заметно меньше. Горячее прессование, как показано на фиг.10, положительно влияет на характер коррозии.
Выше настоящее изобретение было описано со ссылкой на примеры и примеры сравнения. Однако для специалиста очевидно, что изобретение не ограничено этими примерами, а объем настоящего изобретения складывается из прилагаемых пунктов формулы изобретения.
Изобретение относится к металлургии, а именно к способам изготовления деталей из бессвинцового медного сплава для проводящих среды газо- или водопроводов, которые имеют сложную геометрию. Способ изготовления деталей из медного сплава, содержащего, мас. %: 3,0 ≤ Sn ≤ 8, 1,3 ≤ Zn ≤ 6, 0,1 ≤ S ≤ 0,7, при необходимости, Р не более 0,2, при необходимости, Sb не более 0,1 и, при необходимости, по меньшей мере один из Fe, Zr и B не более 0,3, и медь и неизбежные примеси – остальное, причем способ включает в себя следующие этапы: (a) расплавление медного сплава, (b) изготовление заготовок из медного сплава и (c) нагрев заготовок до температуры прессования 750-900°С, выдержка в течение от 2 с до 10 мин и проведение прессования при этой температуре с получением в области по меньшей мере 200 мкм от поверхности изготавливаемых деталей размера зерен менее 100 мкм. Изготовленная деталь имеет по меньшей мере на отдельных участках толщину стенки в пределах от 0,5 до 6,0 мм, причем она представляет собой деталь газо- или водопроводов, в частности фитинг или арматуру для питьевых водопроводов. Детали имеют высокую коррозионную стойкость и высокую плотность под давлением. 2 н. и 7 з.п. ф-лы, 10 ил., 6 табл.
1. Способ изготовления деталей из медного сплава, содержащего, мас. %:
3,0 ≤ Sn ≤ 8;
1,3 ≤ Zn ≤ 6;
0,1 ≤ S ≤ 0,7;
при необходимости, Р не более 0,2;
при необходимости, Sb не более 0,1; и
при необходимости, по меньшей мере один из Fe, Zr и B не более 0,3, и
медь и неизбежные примеси - остальное;
причем способ включает в себя следующие этапы:
(a) расплавление медного сплава;
(b) изготовление заготовок из медного сплава; и
(c) нагрев заготовок до температуры прессования 750-900°С, выдержка в течение от 2 с до 10 мин и проведение прессования при этой температуре с получением в области по меньшей мере 200 мкм от поверхности изготавливаемых деталей размера зерен менее 100 мкм.
2. Способ по п. 1, отличающийся тем, что содержание серы в сплаве составляет 0,20 ≤ S ≤ 0,65 мас. %, предпочтительно 0,23 ≤ S ≤ 0,45 мас. % и наиболее предпочтительно 0,25 ≤ S ≤ 0,35 мас. %.
3. Способ по п. 1 или 2, отличающийся тем, что содержание цинка в сплаве составляет 1,3 ≤ Zn ≤ 3,5 мас. %, предпочтительно 1,5 ≤ Zn ≤ 3,3 мас. %, наиболее предпочтительно 2,0 ≤ Zn ≤ 3,0 мас. %.
4. Способ по любому из пп. 1-3, отличающийся тем, что содержание фосфора в сплаве составляет 0,015 ≤ P ≤ 0,1 мас. %, предпочтительно 0,02 ≤ P ≤ 0,08 мас. % и наиболее предпочтительно 0,04 ≤ P ≤ 0,06 мас. %.
5. Способ по любому из пп. 1-4, отличающийся тем, что содержание олова в сплаве составляет 3,0 ≤ Sn ≤ 4,8 мас. %, предпочтительно 3,0 ≤ Sn ≤ 4,5 мас. %, особенно предпочтительно 3,5 ≤ Sn ≤ 4,0 мас. %.
6. Способ по любому из пп. 1-5, отличающийся тем, что содержание меди в медном бессвинцовом сплаве составляет более 90 мас. %.
7. Способ по любому из пп. 1-6, отличающийся тем, что температура прессования составляет 800-880°C, предпочтительно 815-850°C.
8. Деталь из медного сплава, отличающаяся тем, что она изготовлена способом по любому из пп. 1-7, имеет по меньшей мере на отдельных участках толщину стенки в пределах от 0,5 до 6,0 мм, предпочтительно от 1,0 до 4,0 мм, а в области по меньшей 200 мкм от поверхности имеет размер зерен менее 100 мкм.
9. Деталь по п. 8, отличающаяся тем, что она представляет собой деталь газо- или водопроводов, в частности фитинг или арматуру для питьевых водопроводов.
| JP 2013199699 A, 03.10.2013 | |||
| DE 202016101661 U1, 30.06.2017 | |||
| DE 102012013817 A1, 16.01.2014 | |||
| US 20120082588 A1, 05.04.2012 | |||
| МЕДНО-ОЛОВЯННЫЙ СПЛАВ, КОМПОЗИТНЫЙ МАТЕРИАЛ И ИХ ПРИМЕНЕНИЕ | 2009 |
|
RU2482204C2 |
| СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ МЕДНЫХ ЗАГОТОВОК | 2002 |
|
RU2224617C1 |

