Изобретение относится к производству изделий из листового проката и может быть использовано для изготовления, в частности, для изготовления упаковочных гильз закрытого типа, применяемых для скрепления упаковочных лент.
Термин «заготовка», используемый далее, относится к плоскому листовому изделию, имеющему заданный контур и применяемому для изготовления детали.
Термин «деталь», используемый далее, относится к изделию, полученном путем придания заготовке с помощью гибов на предлагаемом гибочном станке окончательной пространственной формы.
Термин «ширина детали», используемый далее, следует понимать, как габаритную размерную характеристику детали в плоскости, перпендикулярной линиям гиба.
Известен станок для одновременного изгибания листовых заготовок с двух сторон, включающий станину с неподвижной оправкой, подвижную оправку, закрепленную на каретке, связанной с пневмоцилиндром и имеющей возможность перемещения относительно станины, и гибочные инструменты, размещенные на поворотных рамах-вилках (А.С. 153711, опубл. 16.07.1963). По известному решению, заготовку устанавливают либо на подвижной оправке, либо на неподвижной оправке. Перемещение подвижной оправки выполняют с помощью отдельного гидроцилиндра. Поворотные рамы-вилки снабжены каждая одним гидроцилиндром, которые, при включении, поворачивают их вокруг осей, закрепленных в проушинах стойки станины. В поворотные рамы-вилки дополнительно встроены по два гидроцилиндра, прижимающие гибочные инструменты к поверхности детали. После завершения гибки включают еще один гидроцилиндр, связанный с зубчато-реечной передачей, и поворачивают каретку с закрепленной деталью для снятия последней со станка.
К недостаткам известного решения относится сложность его конструкции и эксплуатации, обусловленная наличием в устройстве восьми гидроцилиндров и зубчато-реечной передачи. Наличие в любом оборудовании гидравлических систем существенно осложняет их эксплуатацию, так создает риски выхода из строя из-за утечки гидравлических жидкостей, нарушения их чистоты и т.п.
Наиболее близким по совокупности существенных признаков – прототипом заявляемого изобретения – является гибочный станок, преимущественно для изготовления деталей П-образной формы с отогнутыми внутрь кромками, содержащий станину с размещенными на ней столом для установки заготовки, механизмом фиксации заготовки и механизмом гибки (А.С. 367932, опубл. 26.01.1973). По известному решению, механизм фиксации заготовки выполнен в виде прижима, связанного с пневмоцилиндром, а механизм гибки включает установленные на станине по обе стороны стола нижнюю и верхнюю траверсы с приводами, обеспечивающими их встречное перемещение, на нижней из которых закреплен инструмент для гибки заготовки в П-образную форму, а верхняя связана с инструментом для отгибки кромок, а также размещенный над столом прижим с приводом и установленный на станине между прижимом и верхней траверсой и соосно с ними суппорт Приводы траверс и прижима выполнены в виде силовых цилиндров, связанных с источником питания через распределительное устройство, включающее их в работу в заданной последовательности. После придания заготовке П-образной формы происходит изгиб кромок заготовки вокруг планок, расположенных на верхней траверсе. Толщина упомянутых планок ограничена, с одной стороны, габаритными размерами (шириной), которые должна иметь деталь поле гибки, и, с другой стороны, размерами винта - детали устройства, связывающей верхнюю и нижнюю траверсы. Во всяком случае, величина изгиба кромки заготовки всегда будет меньше половины ширины детали.
К недостаткам известного решения относится его сложность вследствие использования двух раздельных устройств для придания детали П-образной формы и гибки кромок. Кроме того, важным недостатком известного решения является ограниченность величины отгиба кромок заготовки толщиной планок, относительно которых происходит изгиб, и винта, связывающего верхнюю и нижнюю траверсы.
Технической задачей, на решение которой направлено изобретение, является упрощение конструкции гибочного станка (далее – станка).
Техническим результатом осуществления предлагаемого изобретения является возможность изготовления деталей, в которых величина (ширина) отогнутой, после придания заготовке П-образной формы, кромки равна или превышает половину ширины детали и которые не требуют дополнительных механизмов в станке для их снятия после завершения гибки.
Решение поставленной технической задачи достигается за счет применения в механизме фиксации заготовки прижима, имеющего возвратно-поступательное перемещение в плоскости, перпендикулярной плоскости гибов, а также применение в механизме гибки в качестве гибочных инструментов роликов, размещенных на гибочных рычагах, один конец каждого из которых шарнирно закреплен на столе станка, а второй конец связан со штоком пневмоцилиндра.
Новизной в предлагаемом решении является использование в механизме фиксации заготовки для ограничения перемещения заготовки вверх при гибке прижима, устанавливаемого на заготовку перемещением в горизонтальной плоскости. За счет этого, в отличие от известных технических решений, пространство над деталью остается свободным, что позволяет выполнять загиб кромок, практически на любую величину. Признак является существенным, новым, неочевидным, промышленно выполнимым и направленным на решение поставленной технической задачи.
Конструкция предлагаемого в качестве настоящего изобретения гибочного станка поясняется чертежами.
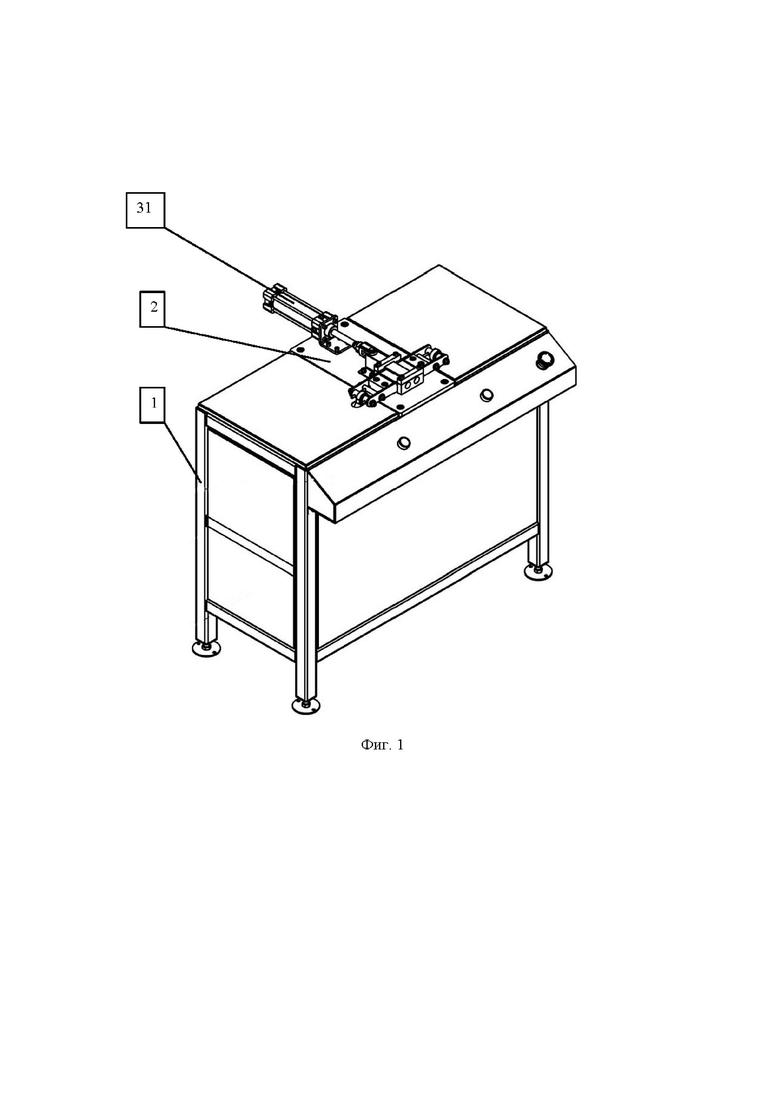
На фиг. 1 показан общий вид гибочного станка.
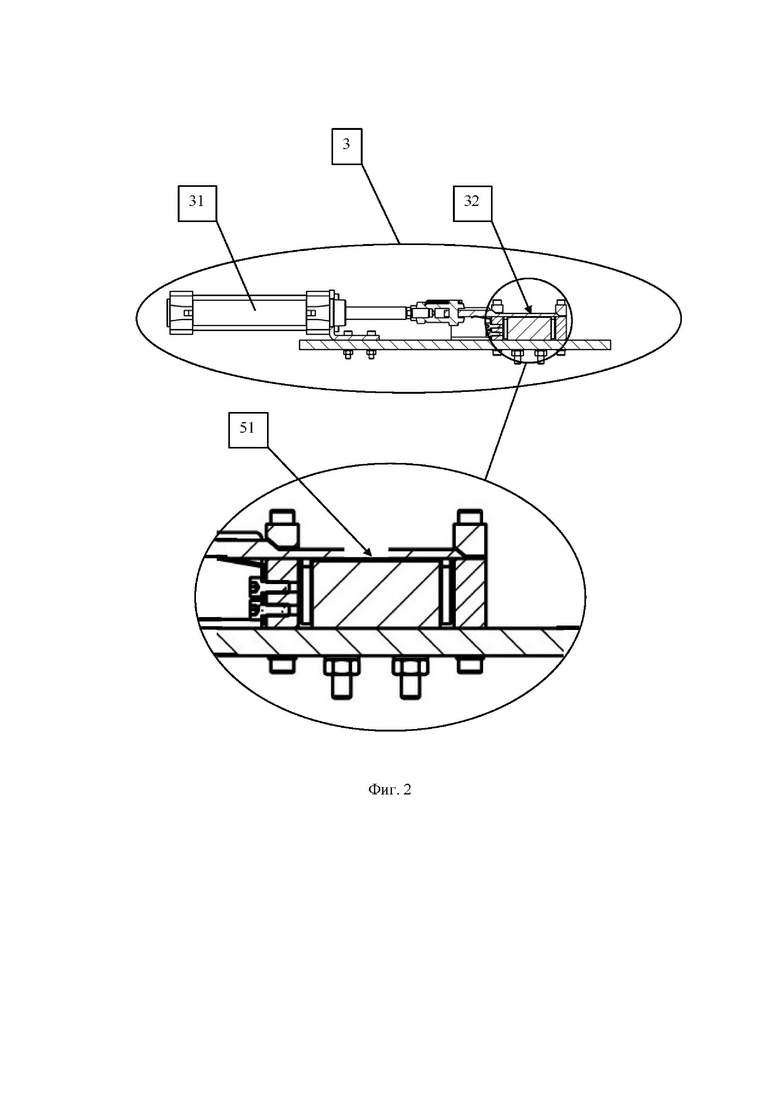
На фиг. 2 укрупненно показан механизм фиксации заготовки.
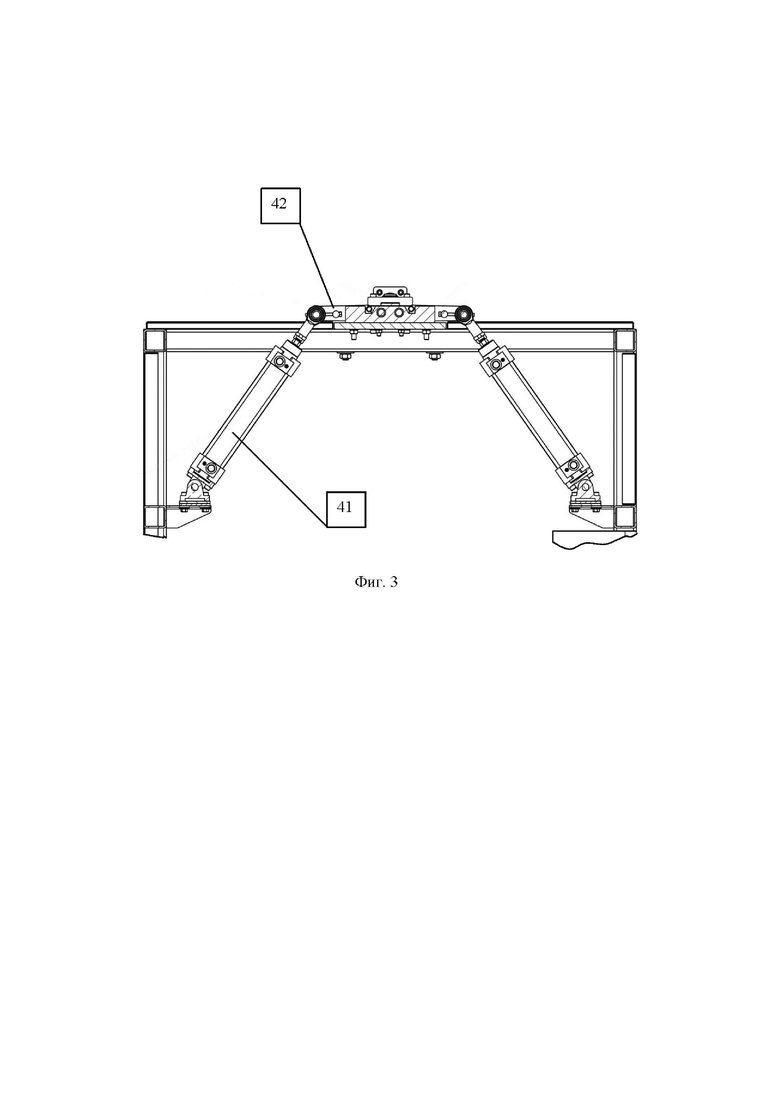
На фиг. 3 показаны механизм гибки - гибочные инструменты с их приводами.
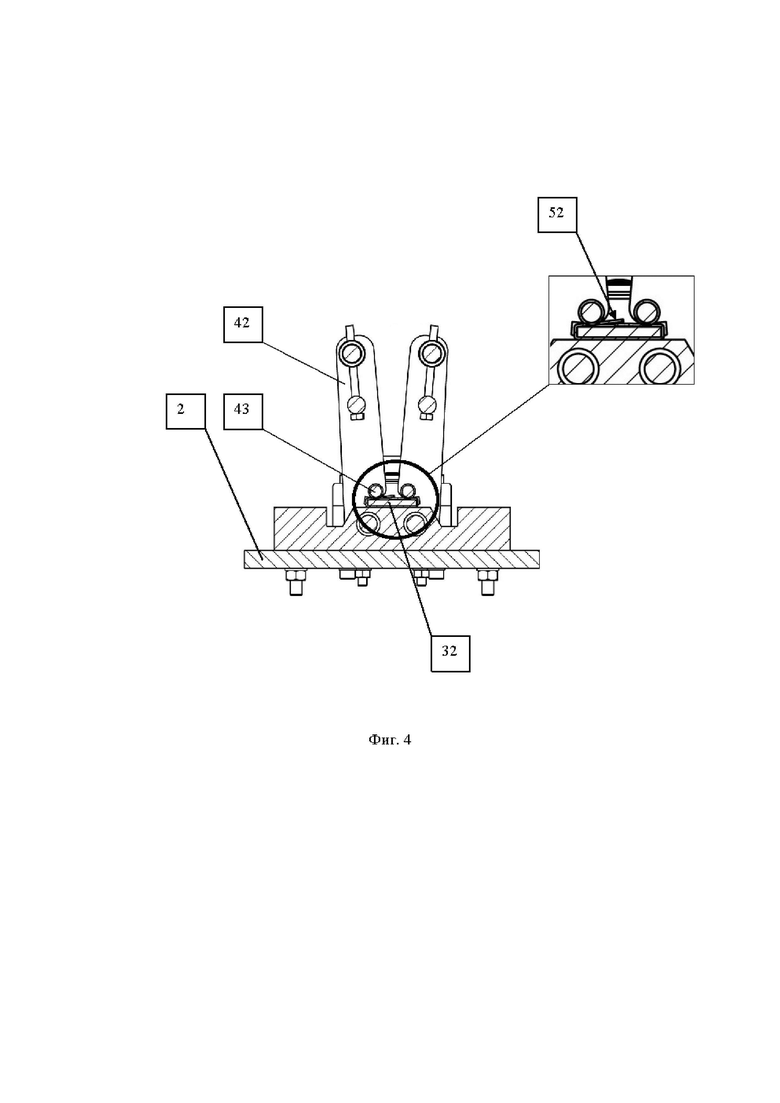
На фиг. 4 показаны гибочные рычаги в конечном положении при изготовлении детали типа «упаковочная гильза закрытого типа», штоки пневмоцилиндров условно не показаны
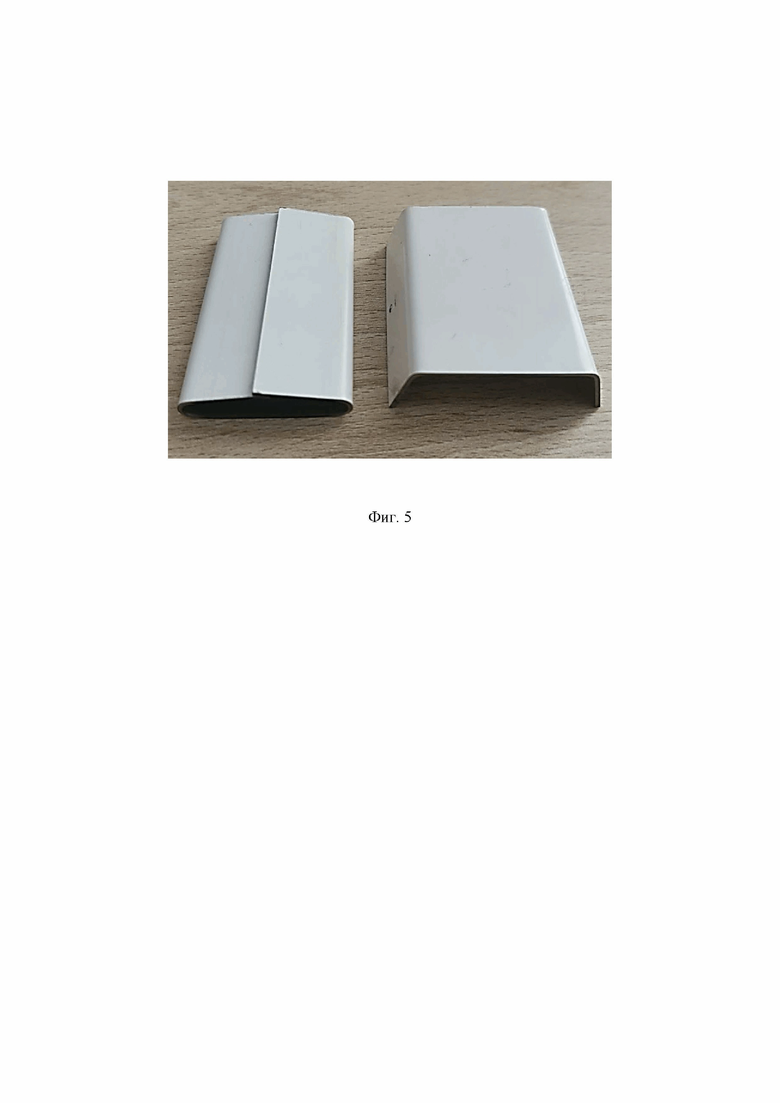
На фиг. 5 показаны примеры деталей, которые заявитель изготавливает на гибочном станке.
Позициями обозначены:
1 – станина,
2 – стол,
3 – механизм фиксации заготовки,
31 - пневмоцилиндр,
32 - прижим,
4 - механизм гибки,
41 – пневмоцилиндр (2 шт.),
42 – гибочный рычаг (2 шт.),
43 – ролик (2 шт.),
51 - заготовка,
52 - деталь.
Основание 1 выполнено из стальных профилей, соединенных сваркой. К основанию 1 прикреплен стол 2. Стол 2 может быть соединен с основанием 1 любым способом, известным из уровня техники, например, сваркой, саморезами, болтами и т.д.
На столе 2, так же – любым способом, известным из уровня техники, закреплен механизм 3 фиксации заготовки 51, включающий пневмоцилиндр 31 и связанный с его штоком прижим 32. Прижим 32 можно назвать пуансоном, поскольку его форма и размеры определяют форму и размеры внутреннего пространства будущей детали 52.
На основании 1 шарнирно закреплены пневмоцилиндры 41 механизма 4 гибки. Штоки пневмоцилиндров 41 жестко связаны с гибочными рычагами 42, которые со стороны, обратной пневмоцилиндрам 41, шарнирно закреплены на столе 2. На каждом гибочном рычаге 42 установлен ролик 43. Для прохода гибочных рычагов в столе 2 выполнены окна.
Помимо перечисленных компонентов гибочный станок включает систему управления (на фиг. условно не показана), содержащую необходимые электрические элементы, размещенные внутри станины, закрепленные на ней любым способом, известным из уровня техники, и связанные жгутами проводов с пневмоцилиндрами.
Предлагаемый станок предусматривает установку заготовки 51 и снятие детали 52 выполняют вручную.
Конструкции узлов и агрегатов гибочного станка, не раскрытые в материалах заявки, являются известными и не составляют предмета патентной охраны.
Предлагаемый в качестве настоящей полезной модели гибочный станок работает следующим образом.
В случае ручного управления оператор последовательно включает механизмы фиксации 3 и гибки 4. В случае автоматического управления оператор единожды включает кнопку «ПУСК» (на фиг. позицией не выделена), далее станок выполняет операции фиксации и гибки автоматически.
Заготовку 51 устанавливают на стол 2.
Включают механизм 3 фиксации заготовки 51. Пневмоцилиндр 31 выдвигает прижим 32. Прижим 32 скользит по верхней плоскости заготовки 51 и занимает свое рабочее положение, определяемое величиной хода поршня пневмоцилиндра 31. Поверхность стола 2 ограничивает перемещение заготовки 51 вниз, а прижим 32 препятствует смещению заготовки 51 вверх.
Включают механизм гибки 4. При срабатывании каждого из пневмоцилиндров 41 происходит перемещение штока пневмоцилиндра вверх, сопровождающееся поворотом гибочных рычагов 42 относительно их осей вращения. Ролики 43 совершают перемещение вместе с гибочными рычагами 42 вокруг прижима 32. При этом происходит деформация (гибка заготовки 51).
Предпочтительным является установка роликов с возможностью их вращения собственных осей. Это уменьшает потери на трение и снижает риски повреждения наружной поверхности заготовки при гибке.
Пневмоцилиндры 41 могут срабатывать как одновременно, так и с заданной по величине сдвижкой по времени - последовательно.
После завершения гибки пневмоцилиндры 31 и 41 возвращают свои штоки в исходные положения. Соответственно, в исходные положения возвращаются прижим 32 и гибочные рычаги 42.
Деталь 52 свободно снимают со станка.
Пример осуществления полезной модели.
Изготавливали упаковочные гильзы закрытого типа, которые используются для скрепления поясов упаковочной стальной ленты при упаковке пакетов медных катодов.
Материал заготовки: холодно катанная низкоуглеродистая сталь Ст3пс.
Производительность гибочного станка составила 6 шт./мин.
Получаемые на гибочном станке детали показаны на фиг. 5.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИБОЧНЫЙ СТАНОК | 1973 |
|
SU367932A1 |
| УСТРОЙСТВО ДЛЯ ДВУХСТОРОННЕЙ ГИБКИ ТРУБ В ДВУХ ПЛОСКОСТЯХ | 2005 |
|
RU2292974C2 |
| Станок для загибки и отрезки концов трубных спиралей | 1989 |
|
SU1648592A1 |
| СТАНОК ДЛЯ ГИБКИ ПРОВОЛОКИ И ПРУТКОВ | 2022 |
|
RU2803303C1 |
| Гибочный станок | 1976 |
|
SU601066A1 |
| Гибочный станок | 1986 |
|
SU1324713A1 |
| Трубогибочный станок | 1984 |
|
SU1378982A1 |
| СТАНОК ДЛЯ ГИБКИ ПРОФИЛЕЙВС?СО:СП:.;АЛ Iттп^-'^1^мш1ц>&^EHSJiHOj^^KA 1 | 1973 |
|
SU369960A1 |
| Станок для изготовления замкнутых коробчатых изделий | 1990 |
|
SU1729656A2 |
| СТАНОК ДЛЯ ГИБКИ КРУГЛОГО ПРОФИЛЯ | 2006 |
|
RU2333066C2 |
Изобретение относится к производству изделий из листового проката. Гибочный станок содержит станину с размещенными на ней столом для установки заготовки, механизмом фиксации заготовки и механизмом гибки. Механизм фиксации включает прижим, установленный с возможностью возвратно-поступательного перемещения в плоскости, перпендикулярной плоскости гибов. Гибочные инструменты выполнены в виде роликов, размещенных на гибочных рычагах. Один конец каждого рычага шарнирно закреплен на столе станка, а второй конец связан со штоком пневмоцилиндра. В результате обеспечивается возможность получения деталей, у которых ширина отогнутой кромки равна или превышает половину ширины детали, при этом не требуется наличие дополнительных механизмов для снятия деталей после гибки. 5 ил., 1 пр.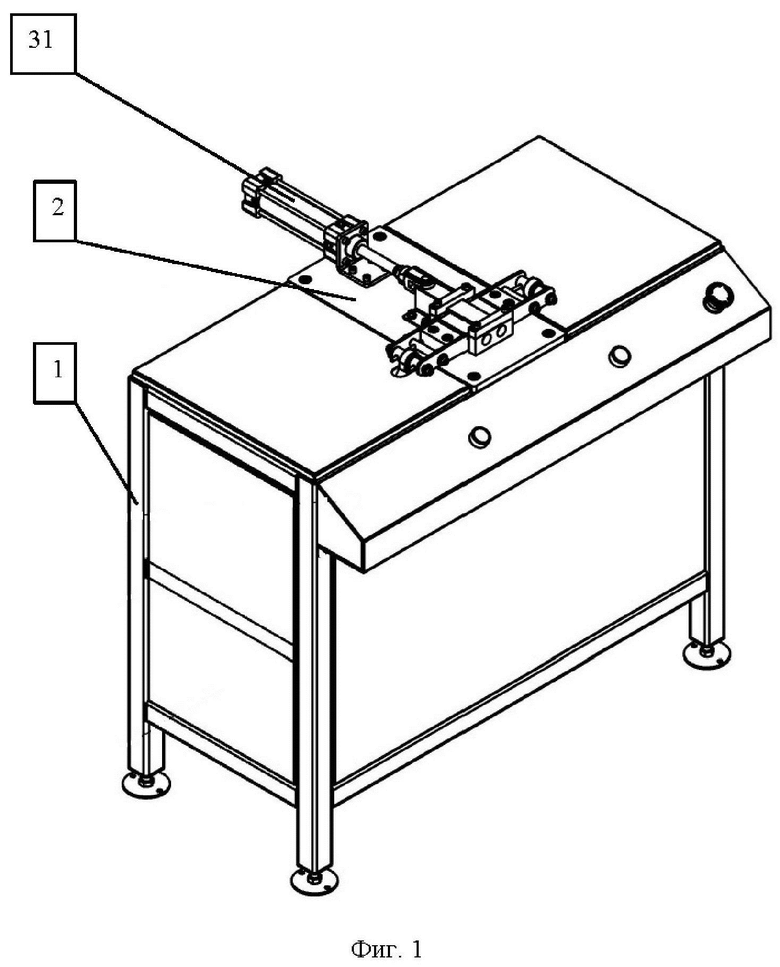
Гибочный станок, содержащий станину с размещенными на ней столом для установки заготовки, механизмом фиксации заготовки и механизмом гибки, отличающийся тем, что механизм фиксации заготовки включает прижим, установленный с возможностью возвратно-поступательного перемещения в плоскости, перпендикулярной плоскости гибов, а гибочные инструменты выполнены в виде роликов, размещенных на гибочных рычагах, один конец каждого из которых шарнирно закреплен на столе станка, а второй конец связан со штоком пневмоцилиндра.
| ГИБОЧНЫЙ СТАНОК | 0 |
|
SU367932A1 |
| Устройство для подгибки кромок изделий из листового материала | 1977 |
|
SU725742A1 |
| Растворитель остатков борнокислых флюсов при пайке | 1958 |
|
SU117331A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ КРОМОК ДЕТАЛЕЙ ИЗ ЛИСТОВОГО МАТЕРИАЛАСЧБЛИОТЕКА | 0 |
|
SU303127A1 |
| US 5582055 A1, 10.12.1996 | |||
| WO 2002062502 A2, 15.08.2002. | |||
