ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к способу подготовки цифровой 3D модели, пригодной для генерации и дополнительной обработки посредством системы аддитивного производства, имеющей устройство аддитивного производства и устройство дополнительной обработки. Настоящее изобретение в частности относится к способу подготовки цифровой 3D модели, в котором накопление текучей среды или всасывание текучей среды можно предотвратить в ходе генерации и дополнительной обработки.
УРОВЕНЬ ТЕХНИКИ
При аддитивном производстве, трехмерный объект печатается послойно посредством светоотверждения жидкой среды печати, т.е. жидкой фотоотверждаемой смолы, которая выборочно отверждается под влиянием УФ-излучения. В общеизвестных разновидностях аддитивного производства, например, SL (Stereolithography - стереолитография) или DLP (Digital Light Processing - цифровая обработка света), 3D объекты предпочтительно вытягивать в перевернутом виде из жидкой среды печати посредством платформы. В зависимости от геометрии 3D объекта, в накапливающих текучую среду, чашеобразных, открытых участках 3D объекта могут оставаться лужицы неотвержденной жидкой смолы.
В уровне техники, напечатанные 3D объекты вручную освобождаются от платформы сразу после печати, и лужицы опустошаются вручную до обработки, например, посредством переворачивания 3D объекта.
Напротив, в решении аддитивного производства, предложенном настоящим заявителем, раскрытом в заявке ЕР19160123.6, 3D объект не удаляется с платформы непосредственно после печати, но переносится присоединенным к платформе посредством транспортного контейнера, без изменения своей вертикальной ориентации, в устройство дополнительной обработки, в котором он промывается, высушивается и дополнительно обрабатывается после отверждения. Когда на 3D объекте формируются лужицы жидкой смолы, жидкая смола, содержащаяся в этих лужицах, попадает в промывочный бак устройства дополнительной обработки. Таким образом, срок годности промывочной среды, например, изопропилового спирта, значительно сокращается. Кроме того, те же лужицы, которые были наполнены жидкой смолой в ходе печати, после промывки наполняются жидкой промывочной средой, и, таким образом, жидкая промывочная среда должна полностью испаряться при высушивании отпечатанного 3D объекта. В результате, время обработки, необходимое для высушивания, может значительно увеличиваться.
Поэтому накапливающие текучую среду, чашеобразные, открытые участки 3D объектов создают проблему не только в ходе генерации, но и в ходе дополнительной обработки. В зависимости от геометрии 3D объекта, неотвержденная жидкая смола или жидкая промывочная среда также может вытягиваться вверх во всасывающие текучую среду, куполообразные, открытые участки 3D объекта, и, таким образом, всасывающие текучую среду, куполообразные, открытые участки также создают проблему в ходе генерации и дополнительной обработки, соответственно.
В ЕР0757621 В1 раскрыт способ обеспечения трехмерного объекта, послойно наращиваемого посредством выборочного отверждения отверждаемой среды, причем откачка неотвержденной среды из пустотелого изолированного от атмосферы участка обеспечивается посредством дополнительного включения в трехмерный объект вентиляционного отверстия и сточного отверстия.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задача настоящего изобретения состоит в преодолении недостатков уровня техники и в обеспечении способа подготовки цифровой 3D модели, пригодной для генерации и дополнительной обработки без переворачивания в системе аддитивного производства, имеющей устройство аддитивного производства и устройство дополнительной обработки в контексте решения аддитивного производства, предложенного настоящим изобретением.
Эта задача решается способом по п. 1. Объекты зависимых пунктов формулы изобретения относится к дальнейшему развитию.
Настоящее изобретение обеспечивает способ подготовки цифровой 3D модели, пригодной для генерации и дополнительной обработки посредством системы аддитивного производства, содержащей: устройство аддитивного производства для генерации 3D объекта, соответствующего подготовленной цифровой 3D модели, присоединенного к платформе, которая выполнена с возможностью постепенного перемещения вверх из жидкой смолы в ванне; и по меньшей мере одно устройство дополнительной обработки для осуществления по меньшей мере одного из промывки, высушивания и отверждения 3D объекта, принятого и поддерживаемого в состоянии присоединения к платформе, в ходе дополнительной обработки. Способ содержит этапы, на которых: обеспечивают цифровую 3D модель; определяют накапливающие текучую среду, чашеобразные, открытые участки и всасывающие текучую среду, куполообразные, открытые участки цифровой 3D модели, ориентированной в упомянутом состоянии относительно платформы, и включают по меньшей мере один сточный канал и по меньшей мере одно вентиляционный канал в накапливающий текучую среду, чашеобразный, открытый участок и всасывающий текучую среду, куполообразный, открытый участок в цифровой 3D модели, соответственно, для предотвращения накопления текучей среды или всасывания текучей среды в процессе генерации и в процессе дополнительной обработки.
Главный полезный результат настоящего изобретения состоит в том, что текучая среда т.е. жидкая фотоотверждаемая смола или жидкая промывочная среда, накопленная в чашеобразном открытом участке, сразу же удаляется через сточные каналы под действием силы тяжести в процессе печати и процессе промывки без необходимости переворачивать 3D объекта, что позволяет предотвратить физический контакт пользователя с текучими средами. Это также позволяет предотвратить ненужное расходование текучих сред. Кроме того, можно сократить время высушивания и, таким образом, общее время производства. Это позволяет снизить издержки производства. Еще один главный полезный результат настоящего изобретения состоит в том, что текучая среда, всасываемая в куполообразный, открытый участок может сразу же удаляться за счет устранения отрицательного давления через вентиляционные каналы под действием атмосферного давления в процессе печати и процессе промывки. Таким образом, можно препятствовать механическим воздействиям текучих сред на систему аддитивного производства, например, кручению, силам всасывания, весу. Таким образом, подвижные детали системы аддитивного производства могут приводиться в движение более плавно, и усилия, действующие на хрупкие отпечатанные детали, можно уменьшить.
Согласно настоящему изобретению, обеспечивают пользователя возможностью вручную выбирать и вводить на дисплее цифровой 3D модели положения впускных отверстий и/или выпускных отверстий сточных каналов, соответственно, подлежащих включению в цифровую 3D модель. Однако способ не ограничивается ручным выбором. Согласно настоящему изобретению, самая низкая точка в накапливающем текучую среду, чашеобразном, открытом участке цифровой 3D модели может находиться автоматически, т.е. согласно алгоритму компьютерной программы и устанавливаться как положение впускного отверстия сточного канала. Кроме того, обеспечивают пользователя возможностью вручную выбирать и вводить на дисплее положение соответствующего выпускного отверстия сточного канала, подлежащего включению в цифровую 3D модель. Альтернативно, ручные выбор и ввод соответствующего выпускного отверстия также могут быть исключены, и оно может находиться автоматически в положении под соответствующим впускным отверстием сточного канала согласно алгоритму компьютерной программы.
Алгоритм включения сточных каналов согласно способу настоящего изобретения также можно использовать для включения вентиляционных каналов путем поворота цифровой 3D модели на 180 градусов. Согласно настоящему изобретению обеспечивают пользователя возможностью вручную выбирать и вводить на дисплее цифровой 3D модели положения впускных отверстий и/или выпускных отверстий вентиляционных каналов соответственно, подлежащих включению в цифровую 3D модель. Однако, поскольку способ не ограничивается ручным выбором, самая высокая точка во всасывающем текучую среду, куполообразном, открытом участке цифровой 3D модели может находиться автоматически и устанавливаться как положение выпускного отверстия вентиляционного канала согласно программному алгоритму. Кроме того, обеспечивают пользователя возможностью вручную выбирать и вводить на дисплее положение соответствующего впускного отверстия вентиляционного канала, подлежащего включению в цифровую 3D модель. Альтернативно, ручные выбор и ввод соответствующего впускного отверстия также могут быть исключены, и оно может находиться автоматически в положении над соответствующим выпускным отверстием вентиляционного канала согласно программному алгоритму.
Согласно настоящему изобретению, впускные отверстия и выпускные отверстия сточных каналов, а также впускные отверстия и выпускные отверстия вентиляционных каналов можно найти на основании одного или более критериев, в том числе максимального наклона сточного/вентиляционного канала и/или минимальной длины сточного/вентиляционного канала. Сточные/вентиляционные каналы могут иметь любую форму, чтобы оставаться полностью в цифровой 3D модели. Например, сточные/вентиляционные каналы могут иметь один или более прямолинейных сегментов и/или один или более искривленных сегментов, и поперечное сечение может быть постоянным или непостоянным.
Согласно настоящему изобретению, можно ограничивать области поверхности цифровой 3D модели, где можно найти положения впускных отверстий и/или выпускных отверстий сточных каналов и/или вентиляционных каналов. Кроме того, можно ограничивать объем цифровой 3D модели, через который могут проходить сточные каналы и/или вентиляционные каналы. Альтернативно, в порядке дополнения, можно ограничивать области поверхности цифровой 3D модели, где не должно быть найдено положений впускных отверстий и/или выпускных отверстий сточных каналов и/или вентиляционных каналов. Кроме того, можно ограничивать объем цифровой 3D модели, через который не должны проходить сточные каналы и/или вентиляционные каналы. В случае этих ограничений, вышеупомянутый нахождение самой низкой/самой высокой точки осуществляется с учетом ограниченных областей поверхности и ограниченных объемов. Таким образом, можно предотвратить включение сточных/вентиляционных каналов в критические области поверхности или критические подобъемы цифровой 3D модели. Однако способ не ограничивается автоматическим ограничением. Согласно настоящему изобретению, обеспечивают пользователя возможностью выборочно помечать на дисплее цифровой 3D модели ограниченные поверхности и/или ограниченные объемы.
Способ настоящего изобретения может применяться для подготовки любого 3D объекта для аддитивного производства. Предпочтительно, способ настоящего изобретения применяется к 3D объектам, используемым для лечения зубов, например, стоматологическим инструментам и зубным пломбировочным материалам.
Согласно настоящему изобретению, способ может быть обеспечен в форме компьютерной программы, содержащей пригодные программные алгоритмы и коды для выполнения его этапов. Компьютерная программа может обеспечиваться отдельно или совместно с системой аддитивного производства. Коды компьютерной программы могут храниться в машиночитаемом средстве хранения данных. Средство хранения данных может быть обеспечено отдельно от системы аддитивного производства или совместно с ней.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
В последующем описании, дополнительные аспекты и полезные результаты настоящего изобретения будет описано более подробно с использованием иллюстративных вариантов осуществления и со ссылкой на чертежи, где
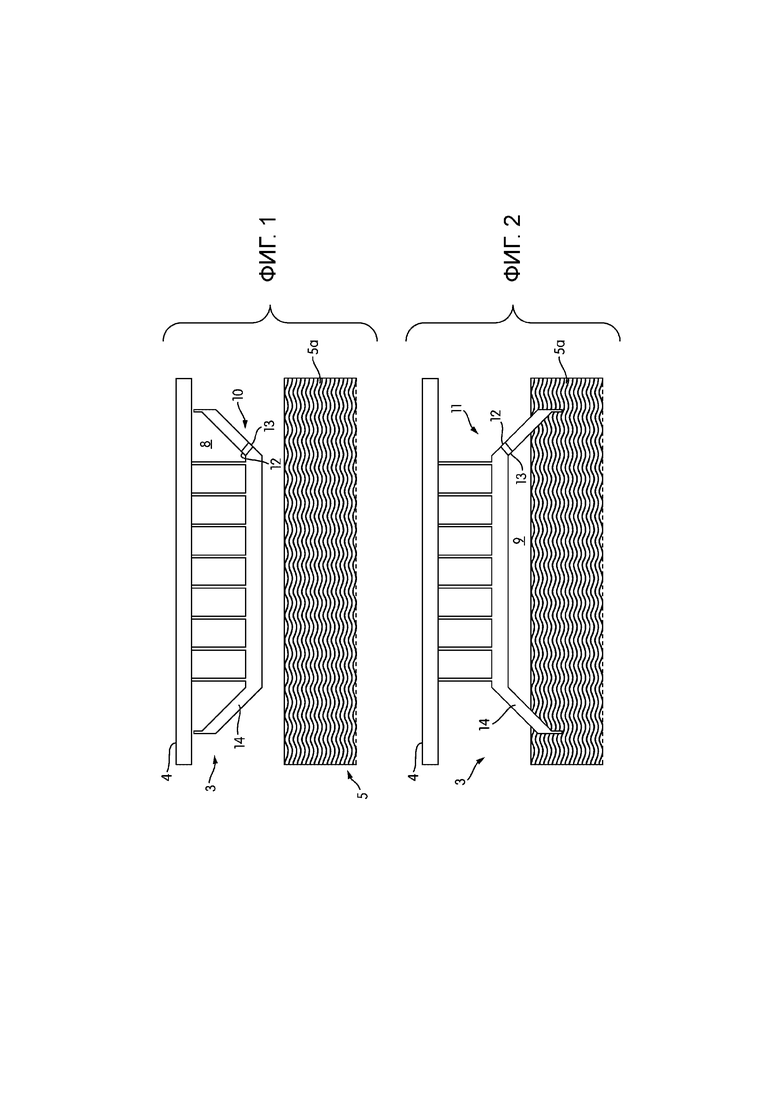
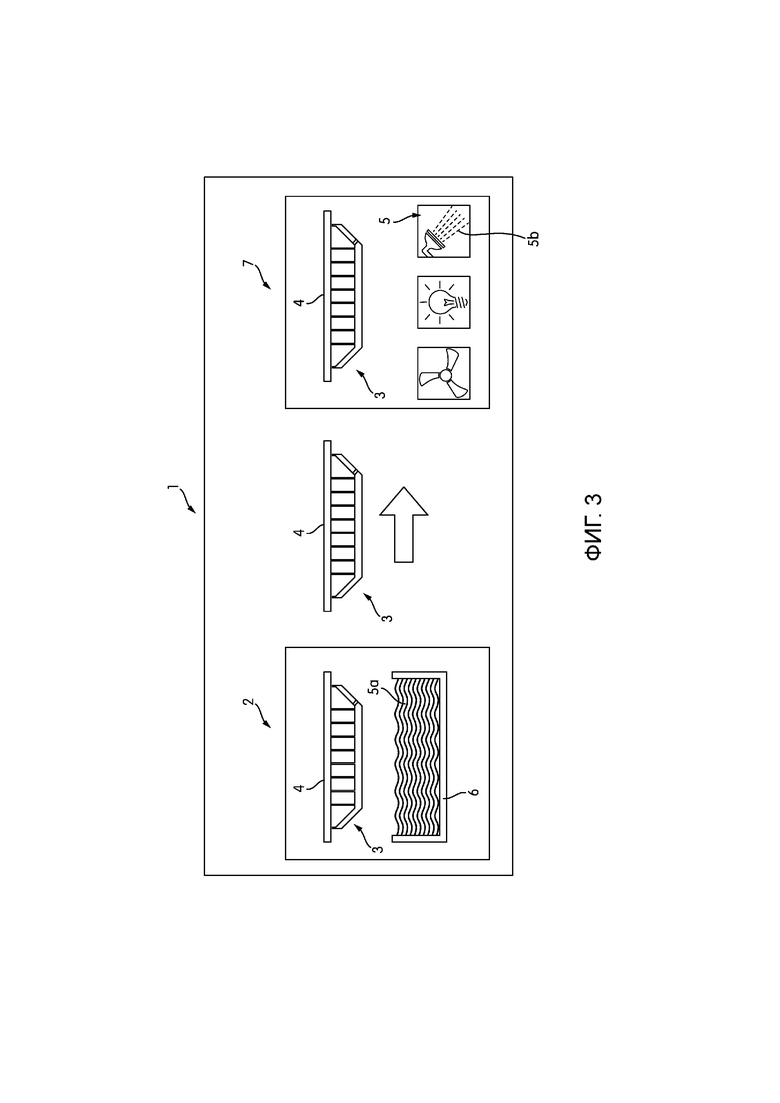
фиг. 1 - частичный схематический вид в разрезе устройства аддитивного производства, которое генерирует 3D объект, имеющий сточный канал, соответствующий цифровой 3D модели, подготовленной способом согласно варианту осуществления настоящего изобретения;
фиг. 2 - частичный схематический вид в разрезе устройства аддитивного производства, которое генерирует 3D объект, имеющий вентиляционный канал, соответствующий цифровой 3D модели, подготовленной способом согласно варианту осуществления настоящего изобретения;
фиг. 3 - схематический вид в разрезе системы аддитивного производства для генерации и дополнительной обработки 3D объекта, имеющего сточный канал, соответствующего цифровой 3D модели, подготовленной способом согласно варианту осуществления настоящего изобретения.
Ссылочные позиции в чертежах обозначают нижеперечисленные элементы и рассмотренные в последующем описании иллюстративных вариантов осуществления:
1. Система аддитивного производства
2. Устройство аддитивного производства
3. 3D объект
4. Платформа
5. Текучая среда
5а. Жидкая фотоотверждаемая смола
5b. Жидкая промывочная среда (например, изопропиловый спирт)
6. Ванна
7. Устройство дополнительной обработки
8. Чашеобразный открытый участок
9. Куполообразный открытый участок
10. Сточный канал
11. Вентиляционный канал
12. Впускное отверстие
13. Выпускное отверстие
14. Стоматологический инструмент
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
На фиг. 3 показана система (1) аддитивного производства, которая имеет устройство (2) аддитивного производства для генерации (печати) 3D объекта (3), который соответствует ранее подготовленной цифровой 3D модели, при этом 3D объект (3) присоединен к платформе (4), которая может постепенно перемещаться вверх, из жидкой фотоотверждаемой смолы (5а) в ванне (6). Система (1) аддитивного производства также имеет устройство (7) дополнительной обработки для осуществления по меньшей мере одного из промывки, высушивания и отверждения 3D объекта (3), принятого и поддерживаемого в состоянии присоединения к платформе (4) в ходе дополнительной обработки. После генерации устройством (2) производства, 3D объект (3) переносится на платформе (4) посредством транспортного контейнера (не показан), без изменения своей вертикальной ориентации в устройство (7) дополнительной обработки.
Настоящее изобретение обеспечивает способ подготовки цифровой 3D модели, подлежащей генерации и дополнительной обработке системой (1) аддитивного производства.
В альтернативных вариантах осуществления изобретения способ осуществляется посредством компьютерной программы (не показана) которая обеспечивает ввод в систему (1) аддитивного производства. Компьютерная программа может включать в себя выбираемые пользователем или заранее установленные режимы, включающие в себя ручной режим, автоматический режим и/или полуавтоматический режим для подготовки цифровой 3D модели, как будет более подробно описано далее.
На начальном этапе, цифровая 3D модель, подлежащая переработке, предоставляется в требуемой ориентации печати относительно платформы (4). На следующем этапе определяются накапливающие текучую среду, чашеобразные, открытые участки (8) и всасывающие текучую среду, куполообразные, открытые участки (9) цифровой 3D модели, когда цифровая 3D модель ориентирована в вышеупомянутом присоединенном состоянии относительно платформы (4), т.е. в состоянии печати, которое задает требуемую ориентацию печати 3D модели относительно платформы (4). На фиг. 1 и фиг. 2 проиллюстрированы два разных 3D объекта (3), при этом первый имеет по меньшей мере один накапливающий текучую среду, чашеобразный, открытый участок (8), тогда как последний имеет по меньшей мере один всасывающий текучую среду, куполообразный, открытый участок (9). На следующем этапе способа, по меньшей мере один сточный канал (10) включается в накапливающий текучую среду, чашеобразный, открытый участок (8) в цифровой 3D модели, как показано на фиг. 1, для предотвращения накопления текучей среды (5; 5а, 5b) в процессе генерации и в процессе дополнительной обработки. Для простоты проиллюстрирован только один сточный канал (10). Аналогично, как показано на фиг.2, по меньшей мере один вентиляционный канал (11) включается во всасывающий текучую среду, куполообразный, открытый участок (9) в цифровой 3D модели для предотвращения всасывания текучей среды (5; 5а, 5b) в процессе генерации и в процессе дополнительной обработки.
В другом варианте осуществления изобретения цифровая 3D модель отображается пользователю на дисплее (не показан). Пользователь может выполнять этап определения и этап включения вручную на дисплее. Альтернативно, эти этапы могут выполняться автоматически или полуавтоматически согласно алгоритмам компьютерной программы.
В другом варианте осуществления изобретения пользователь может вручную выбирать и вводить на дисплее положения впускных отверстий (12) и/или выпускных отверстий (13) сточных каналов (10), соответственно, подлежащих включению в цифровую 3D модель. Путь сточных каналов (10) в цифровом 3D объекте (3) может вручную задаваться на дисплее пользователем или вычисляться автоматически.
В другом варианте осуществления изобретения самая низкая точка в накапливающем текучую среду, чашеобразном, открытом участке (8) цифровой 3D модели может автоматически находиться и устанавливаться как положение впускного отверстия (12) сточного канала (10). Кроме того, пользователь может вручную выбирать и вводить на дисплее положение соответствующего выпускного отверстия (13) сточного канала (10), подлежащего включению в цифровую 3D модель.
В другом варианте осуществления изобретения выпускное отверстие (13) для сточного канала (10) также может автоматически находиться в положении под соответствующим впускным отверстием (12) сточного канала (10).
В другом варианте осуществления изобретения одно или более выпускных отверстий (13) для сточных каналов (10) автоматически находятся на основании одного или более критериев, включая максимальный наклон сточного канала (10) и/или минимальную длину сточного канала (10), благодаря чему сточный канал (10) остается полностью в цифровой 3D модели.
В другом варианте осуществления изобретения пользователь может вручную выбирать и вводить на дисплее положения впускных отверстий (12) и/или выпускных отверстий (13) вентиляционных каналов (11) соответственно, подлежащих включению в цифровую 3D модель. Путь вентиляционных каналов (11) в цифровом 3D объекте (3) может вручную задаваться на дисплее пользователем или вычисляться автоматически.
В другом варианте осуществления изобретения самая высокая точка во всасывающем текучую среду, куполообразном, открытом участке (9) цифровой 3D модели может автоматически находиться и устанавливаться как положение выпускного отверстия (13) вентиляционного канала (11). Кроме того, пользователь может вручную выбирать и вводить на дисплее положение соответствующего впускного отверстия (12) вентиляционного канала (11), подлежащего включению в цифровую 3D модель.
В другом варианте осуществления изобретения впускное отверстие (12) для вентиляционного канала (11) также может автоматически находиться в положении над соответствующим выпускным отверстием (13) вентиляционного канала (11).
В другом варианте осуществления изобретения одно или более впускных отверстий (12) для вентиляционных каналов (11) автоматически находятся на основании одного или более критериев, включая максимальный наклон вентиляционного канала (11) и/или минимальную длину вентиляционного канала (11), благодаря чему вентиляционный канал (11) остается полностью в цифровом 3D объекте (3).
В других альтернативных вариантах осуществления изобретения сточные каналы (10) или вентиляционные каналы (11) имеют один или более прямолинейных сегментов и/или один или более искривленных сегментов с постоянным или непостоянным поперечным сечением.
В другом варианте осуществления изобретения можно ограничивать области поверхности цифровой 3D модели, где можно найти положения впускных отверстий (12) и/или выпускных отверстий (13) сточных каналов (10) и/или вентиляционных каналов (11). Кроме того, можно ограничивать объем цифровой 3D модели, через который могут проходить сточные каналы (10) и/или вентиляционные каналы (11).
В другом альтернативном варианте осуществления изобретения можно ограничивать области поверхности цифровой 3D модели, где положения впускных отверстий (12) и/или выпускных отверстий (13) сточных каналов (10) и/или вентиляционных каналов (11) не должны быть найдены. Аналогично, можно ограничивать объем цифровой 3D модели, через который не должны проходить сточные каналы (10) и/или вентиляционные каналы (11). В случае наложения вышеупомянутых ограничений, нахождение самой низкой/самой высокой точки осуществляется с учетом этих ограничений.
В другом варианте осуществления изобретения пользователь обеспечен возможностью выборочно помечать на дисплее цифровой 3D модели ограниченные области поверхности и/или ограниченные объемы. Альтернативно, область поверхности и/или объем ограничиваются автоматически в соответствии с заранее определенными условиями. Такие условия могут относиться, например, к механической прочности, надлежащей эксплуатации или визуальному восприятию 3D объекта.
В другом варианте осуществления изобретения цифровой 3D объект (3) соответствует стоматологическому инструменту (14).
Группа изобретений относится к способу подготовки цифровой 3D-модели, а также к машиночитаемому средству хранения, содержащему компьютерную программу. Способ включает систему аддитивного производства, содержащую: устройство (2) аддитивного производства для генерации 3D-объекта (3), соответствующего подготовленной цифровой 3D-модели, присоединенного к платформе (4), которая выполнена с возможностью постепенного перемещения вверх, из жидкой фотоотверждаемой смолы (5a) в ванне (6), и по меньшей мере одно устройство (7) дополнительной обработки для осуществления по меньшей мере одного из промывки, высушивания и отверждения 3D-объекта (3), принятого и поддерживаемого в состоянии присоединения к платформе (4) в ходе дополнительной обработки. Причем способ включает этап, на котором: обеспечивают цифровую 3D-модель в требуемой ориентации печати относительно платформы (4). При этом способ дополнительно включает этапы, на которых: определяют накапливающие текучую среду, чашеобразные, открытые участки (8) и всасывающие текучую среду, куполообразные, открытые участки (9) цифровой 3D-модели для требуемой ориентации печати относительно платформы (4) и включают по меньшей мере один сточный канал (10) и по меньшей мере один вентиляционный канал (11) в накапливающий текучую среду, чашеобразный, открытый участок (8) и всасывающий текучую среду, куполообразный, открытый участок (9) в цифровой 3D-модели, соответственно, с целью предотвращения накопления текучей среды (5a, 5b) и всасывания текучей среды (5a,5b), соответственно, в процессе генерации и в процессе дополнительной обработки. Технический результат заявленной группы изобретений заключается в обеспечении способа подготовки цифровой 3D-модели, пригодной для генерации и дополнительной обработки без переворачивания в системе аддитивного производства. 2 н. и 12 з.п. ф-лы, 3 ил.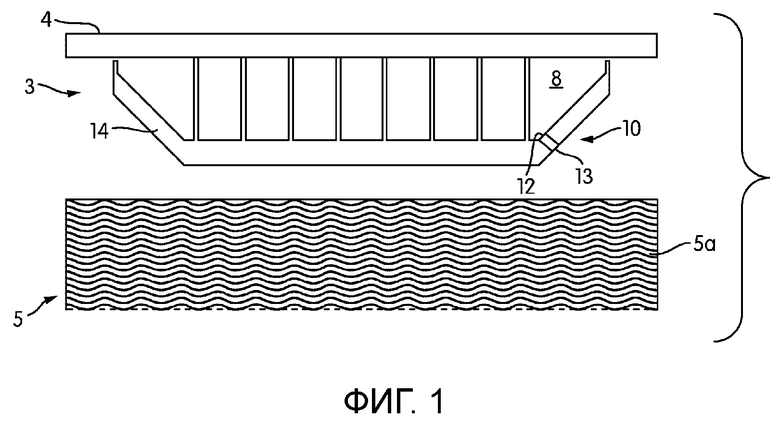
1. Способ подготовки цифровой 3D-модели, пригодной для генерации и дополнительной обработки посредством системы (1) аддитивного производства, содержащей: устройство (2) аддитивного производства для генерации 3D-объекта (3), соответствующего подготовленной цифровой 3D-модели, присоединенного к платформе (4), которая выполнена с возможностью постепенного перемещения вверх, из жидкой фотоотверждаемой смолы (5а) в ванне (б); и по меньшей мере одно устройство (7) дополнительной обработки для осуществления по меньшей мере одного из промывки, высушивания и отверждения 3D-объекта (3), принятого и поддерживаемого в состоянии присоединения к платформе (4) в ходе дополнительной обработки, причем способ включает этап, на котором:
обеспечивают цифровую 3D-модель в требуемой ориентации печати относительно платформы (4);
причем способ отличается тем, что дополнительно включает этапы, на которых:
определяют накапливающие текучую среду, чашеобразные, открытые участки (8) и всасывающие текучую среду, куполообразные, открытые участки (9) цифровой 3D-модели для требуемой ориентации печати относительно платформы (4) и
включают по меньшей мере один сточный канал (10) и по меньшей мере один вентиляционный канал (11) в накапливающий текучую среду, чашеобразный, открытый участок (8) и всасывающий текучую среду, куполообразный, открытый участок (9) в цифровой 3D-модели, соответственно, с целью предотвращения накопления текучей среды (5а, 5b) и всасывания текучей среды (5а, 5b), соответственно, в процессе генерации и в процессе дополнительной обработки.
2. Способ по п. 1, отличающийся тем, что дополнительно содержит этапы, на которых:
отображают цифровую 3D-модель пользователю на дисплее; и
позволяют пользователю вручную выбирать и вводить на дисплее положения впускных отверстий (12) и/или выпускных отверстий (13) сточных каналов (10) и/или вентиляционных каналов (11), соответственно, подлежащих включению в цифровую 3D-модель.
3. Способ по п. 2, отличающийся тем, что дополнительно включает этапы, на которых:
находят самую низкую точку в накапливающем текучую среду, чашеобразном, открытом участке (8) цифровой 3D-модели и устанавливают самую низкую точку как положение впускного отверстия (12) сточного канала (10); и
позволяют пользователю вручную выбирать и вводить на дисплее положение соответствующего выпускного отверстия (13) сточного канала (10), подлежащего включению в цифровую 3D-модель.
4. Способ по п. 3, отличающийся тем, что дополнительно включает этап, на котором:
находят по меньшей мере одно выпускное отверстие (13) для сточного канала (10) в положении под соответствующим впускным отверстием (12) сточного канала (10), причем соответствующие ручные выбор и ввод исключены.
5. Способ по п. 4, отличающийся тем, что одно или более выпускных отверстий (13) для сточного канала (10) находят на основании одного или более критериев, включая максимальный наклон сточного канала (10) и/или минимальную длину сточного канала (10), причем сточный канал (10) остается полностью в цифровом 3D-объекте (3).
6. Способ по любому из пп. 2-5, отличающийся тем, что дополнительно включает этапы, на которых:
находят самую высокую точку во всасывающем текучую среду, куполообразном, открытом участке (9) цифровой 3D-модели и устанавливают самую высокую точку как положение выпускного отверстия (13) вентиляционного канала (11); и
позволяют пользователю вручную выбирать и вводить на дисплее положение соответствующего впускного отверстия (12) вентиляционного канала (11), подлежащего включению в цифровую 3D-модель.
7. Способ по п. 6, отличающийся тем, что дополнительно включает этап, на котором:
находят по меньшей мере одно впускное отверстие (12) для вентиляционного канала (11) в положении над соответствующим выпускным отверстием (13) вентиляционного канала (11), причем соответствующие ручные выбор и ввод исключены.
8. Способ по п. 7, отличающийся тем, что одно или более впускных отверстий (12) для вентиляционного канала (11) находят на основании одного или более критериев, включая максимальный наклон вентиляционного канала (11) и/или минимальную длину вентиляционного канала (11), причем вентиляционный канал (11) остается полностью в цифровом 3D-объекте (3).
9. Способ по любому из пп. 2-8, отличающийся тем, что включает этап, на котором:
ограничивают области поверхности цифровой 3D-модели, на которых можно найти положения впускных отверстий (12) и/или выпускных отверстий (13) сточных каналов (10) и/или вентиляционных каналов (11), и/или ограничивают объем цифровой 3D-модели, через который могут проходить сточные каналы (10) и/или вентиляционные каналы (11), причем нахождение самой низкой/самой высокой точки осуществляется с учетом ограничения.
10. Способ по любому из пп. 2-8, отличающийся тем, что включает этап, на котором:
ограничивают области поверхности цифровой 3D-модели, где положения впускных отверстий (12) и/или выпускных отверстий (13) сточных каналов (10) и/или вентиляционных каналов (11) не должны быть найдены, и/или ограничивают объем цифровой 3D-модели, через который не должны проходить сточные каналы (10) и/или вентиляционные каналы (11), причем нахождение самой низкой/самой высокой точки осуществляется с учетом ограничения.
11. Способ по п. 9 или 10, отличающийся тем, что включает этап, на котором:
позволяют пользователю выборочно помечать на дисплее цифровой 3D-модели ограниченные области поверхности и/или ограниченные объемы.
12. Способ по любому из пп. 1-11, отличающийся тем, что
сточные каналы (10) или вентиляционные каналы (11) имеют один или более прямолинейных сегментов или один или более криволинейных сегментов, при этом прямолинейные или криволинейные сегменты имеют постоянное или непостоянное поперечное сечение.
13. Способ по любому из пп. 1-12, отличающийся тем, что цифровой 3D-объект (3) соответствует стоматологическому инструменту (14).
14. Машиночитаемое средство хранения данных, содержащее компьютерную программу, содержащую коды, предписывающие системе (1) аддитивного производства выполнять способ по любому из пп. 1-13.
| US 2017355132 A1, 14.12.2017 | |||
| US 2014170591 A1, 19.06.2014 | |||
| US 2014203463 A1, 24.07.2014 | |||
| ТЕХНОЛОГИЧЕСКИЕ ФОРМЫ, ИЗГОТОВЛЕННЫЕ НА ОСНОВЕ МОДЕЛИРОВАНИЯ МЕТОДОМ НАПЛАВЛЕНИЯ, ДЛЯ ФОРМОВАНИЯ И ТИРАЖИРОВАНИЯ ОБЪЕКТОВ | 2016 |
|
RU2642654C1 |
