ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к способу аддитивного производства. Настоящее изобретение в частности относится к способу создания 3D-модели, включающей в себя опорные конструкции.
УРОВЕНЬ ТЕХНИКИ
В аддитивном производстве 3D-объект печатается послойно путем светоотверждения жидкой среды печати, т.е. жидкой фотоотверждаемой смолы, которая выборочно отверждается под влиянием UV излучения. В общеизвестной разновидности аддитивного производства 3D-объекты предпочтительно вытягиваются посредством платформы, в перевернутом виде из жидкого фотоотверждаемого материала, заполняющего ванну. Специалистам в данной области техники известны также другие разновидности аддитивного производства.
В ходе 3D-печати, к 3D-объекту должно присоединяться достаточно опорных конструкций. Положения на поверхности 3D-объекта, где нужно присоединять опорные конструкции, зависят от геометрии 3D-объекта, подлежащего 3D-печати, и ориентации 3D-объекта относительно платформы.
В технике в целом известно, какие точки данной геометрии требуют опорных конструкций для данной ориентации 3D-объекта. Например, в US 2015/0151492 A1 раскрыт способ генерирования опорных конструкций для аддитивно производимого 3D-объекта.
После 3D-печати, очистки, теплового и/или фотохимического отверждение 3D-объекта, опорные конструкции подлежат механическому удалению. Процесс удаления занимает много времени и потенциально приводит к изменению геометрии 3D-объекта, например, при чистовой обработке вращающимся инструментом. Для стоматологических компонентов, например, зубных протезов, хирургических шаблонов, стоматологических моделей и пр. с высокими требованиями к качеству точности формы, последствия механической постобработки могут становиться критическими.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задачей настоящего изобретения является преодоление недостатков уровня техники и обеспечение способа предъявления требований к качеству 3D-модели, включающей в себя опорные конструкции, подлежащие построению устройством аддитивного производства.
Эта задача достигается способом по п. 1. Зависимые пункты формулы изобретения относятся к дополнительным разработкам.
Настоящее изобретение предусматривает способ предъявления требований к качеству 3D-модели, включающей в себя опорные конструкции, подлежащие построению устройством аддитивного производства, которое содержит платформу для удержания 3D-объекта, соответствующего 3D-модели. Способ содержит: этап задания поверхностной геометрии и ориентации 3D-модели относительно платформы, причем поверхностная геометрия включает в себя сегменты поверхности; этап приписывания степени качества сегментам поверхности соответственно в отношении постобработки для последующего удаления опорных конструкций; этап вычисления, на основании заданной ориентации, поверхностной геометрии и приписываемой степени качества, позиций на сегментах поверхности, куда может добавляться опорная конструкция; и этап добавления опорной конструкции в 3D-модель на основании вычисленных позиций и приписываемой степени качества.
Главный полезный результат настоящего изобретения состоит в том, что можно исключать или сокращать опорные конструкции по мере возможности в таких положениях, которые, по сравнению с другими положениями 3D-объекта, подлежащими 3D-печати, увеличивают необходимость в защите от механической постобработки. Таким образом, поверхностных артефактов, поверхностных повреждений, деформаций вследствие механической постобработки можно избежать или сокращать их число в чувствительных сегментах поверхности 3D-модели, и необходимость в инвестировании ручной дополнительной работы для точного удаления опорных конструкций можно устранять или снижать по мере возможности. Таким образом, время, необходимое для ручной постобработки отпечатанного 3D-объекта, также можно уменьшить, и сэкономить на затратах.
Согласно настоящему изобретению, этапы способа осуществляются полностью или по меньшей мере частично согласно компьютерному алгоритму. Компьютерный алгоритм предпочтительно содержит нейронную сеть, способную распознавать признаки 3D-модели, подлежащей построению устройством аддитивного производства. Этапы дополнительно осуществляются предпочтительно на основании распознанных признаков. Нейронная сеть может обучаться реальными или виртуальными 3D-моделями для распознавания сегментов поверхности, для которых важна постобработка. Несмотря на использование компьютерного алгоритма, на этапе приписывания пользователю в необязательном порядке разрешается вручную помечать, на дисплее 3D-модели, один или более сегментов поверхности, соответственно, желаемой степенью качества, или также задавать количество степеней качества, которые можно выборочно приписывать.
Согласно настоящему изобретению, степень качества содержит по меньшей мере низкую степень качества и высокую степень качества. Низкая степень качества означает, что соответствующий сегмент поверхности не стоит защищать при постобработке. Высокая степень качества означает, что соответствующий сегмент поверхности стоит защищать при постобработке. Для улучшения результатов также можно дополнительно использовать одну или более промежуточных степеней качества.
Согласно настоящему изобретению, в частности на этапе вычисления, каждому сегменту поверхности в необязательном порядке назначается величина, которая указывает меру необходимости поддержки этого сегмента поверхности опорной конструкцией. Более высокое значение величины указывает более сильную необходимость в опоре. Величина предпочтительно является скалярной величиной, которая является функцией угла наклона сегмента поверхности относительно направления построения. Скалярная величина предпочтительно равна внутреннему произведению вектора нормали сегмента поверхности и единичного вектора противоположного направлению построения. Предпочтительно ни одной опорной конструкции не добавляется в 3D-модель в позиции, которая попадает в сегмент поверхности, вектор нормали которого имеет положительную составляющую в направлении построения. Это означает, что такие сегменты поверхности, которые указывают от платформы построения, не подходят для присоединения опорной конструкции. Согласно настоящему изобретению, на этапе вычисления в необязательном порядке, сначала, позиции всех локальных минимумов 3D-модели отыскиваются относительно направления построения, и опорные конструкции, соответствующие позициям локальных минимумов, добавляются в 3D-модель независимо от приписываемой степени качества. Таким образом, можно препятствовать возникновению или по мере возможности снижать опасность опечаток. Согласно настоящему изобретению, в частности, на этапе вычисления назначение величины сегменту поверхности в необязательном порядке обновляется таким образом, что величина равна первой постоянной для сегмента поверхности в позиции которого была добавлена опорная конструкция, и таким образом, что величины соседних сегментов поверхности уменьшаются с коэффициентом, который является функцией в зависимости от трехмерного вектора расстояния от сегмента поверхности, в который была добавлена опорная конструкция, до соседнего сегмента поверхности, причем функция равна единице, если трехмерный вектор расстояния не имеет положительной составляющей в направлении построения. Функция предпочтительно асимптотически приближается к единице с увеличением модуля трехмерного вектора расстояния. Затем обновленные величины сегментов поверхности группируются в нисходящем порядке в группы, соответствующие приписываемой степени качества в восходящем порядке. Наконец, начиная с группы самой низкой степени качества до группы самой высокой степени качества, опорная конструкция добавляется на сегменте поверхности с наибольшей обновленной величиной. Этапы повторяются для каждой группы, пока обновленные самые высокие величины не упадут ниже заранее определенных уровней, соответственно связанных с группами.
Согласно настоящему изобретению, опорные конструкции, вычисленные позиции которых попадают в сегменты поверхности, которым была приписана высокая степень качества, в необязательном порядке не добавляются в 3D-модель. Таким образом, можно защищать сегменты поверхности, для которых важна постобработка.
Согласно настоящему изобретению, опорные конструкции, вычисленные позиции которых попадают в сегменты поверхности, которым была приписана высокая степень качества, альтернативно в необязательном порядке перемещаются в близлежащие сегменты поверхности, которым была приписана низкая степень качества. Таким образом, можно защищать сегменты поверхности, для которых важна постобработка.
Согласно настоящему изобретению, поверхностная геометрия 3D-модели предпочтительно представляется посредством триангуляции. Такая триангуляция удобна для вычислений. Альтернативно, можно использовать сетки других типов, отличающиеся геометрией.
Настоящее изобретение также предусматривает компьютерный алгоритм, компьютерно-читаемые коды которого предписывают модулю CAD осуществлять этапы способа. Настоящее изобретение также предусматривает компьютерно-читаемый носитель данных, где хранится компьютерный алгоритм.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
В нижеследующем описании, дополнительные аспекты и полезные результаты настоящего изобретения будут более подробно описаны с использованием иллюстративных вариантов осуществления и со ссылкой на чертежи, в которых
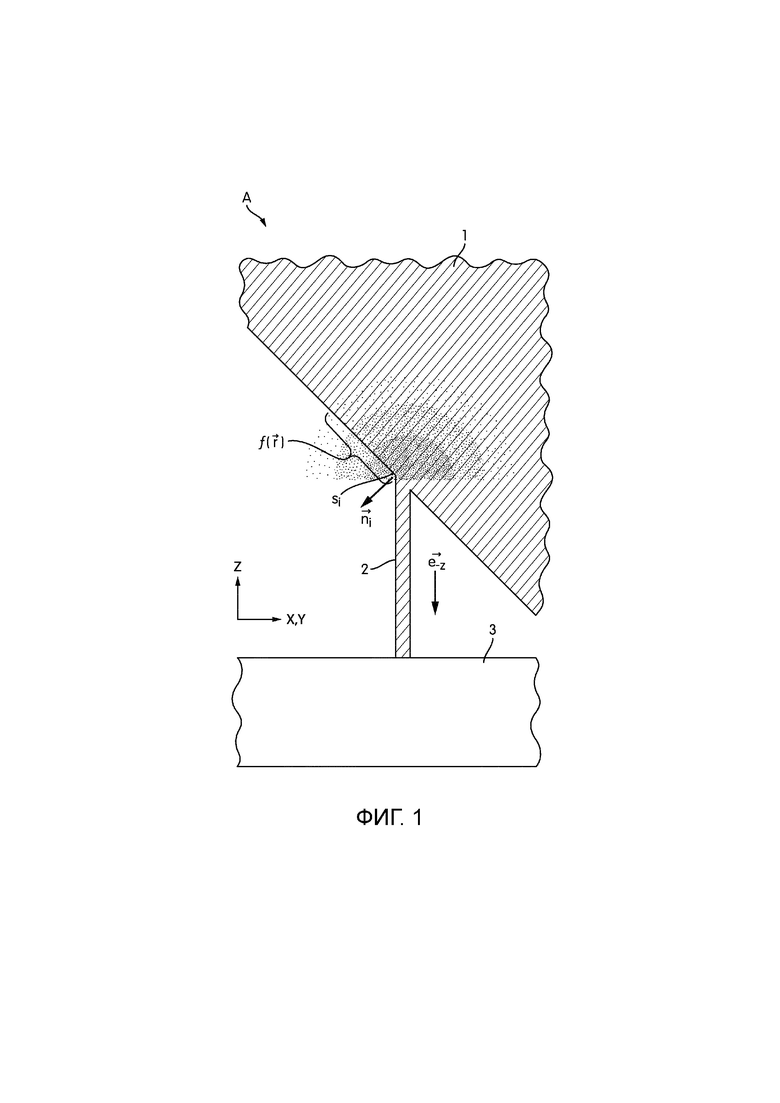
фиг. 1 - увеличенный вид детали A на фиг. 2, где показана опорная конструкция, добавленная к сегменту поверхности на 3D-модели;
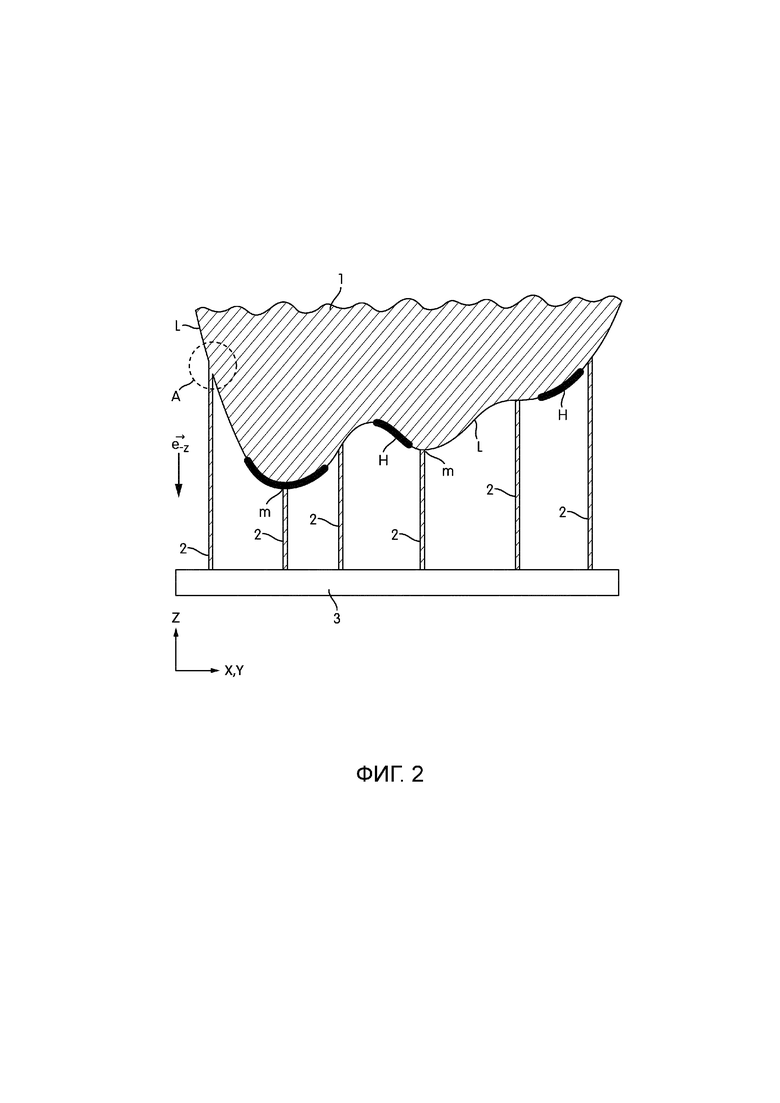
фиг. 2 - опорные конструкции, добавленные в 3D-модель.
Ссылочные позиции, показанные в чертежах, обозначают элементы, которые перечислены ниже и будут упомянуты в нижеследующем описании иллюстративных вариантов осуществления:
1. 3D-модель/3D-объект
2. опорная конструкция
3. платформа
L; H: степень качества
L: низкая степень качества
H: высокая степень качества
m: локальные минимумы
 : целое число
: целое число
 : скалярная величина
: скалярная величина
 : вектор нормали i-го сегмента поверхности
: вектор нормали i-го сегмента поверхности
 : вертикальный единичный вектор, ориентированный к платформе
: вертикальный единичный вектор, ориентированный к платформе
 : вертикальное направление
: вертикальное направление
 ,
,  ,
,  : постоянные
: постоянные
 функция (коэффициент)
функция (коэффициент)
 : трехмерный вектор расстояния
: трехмерный вектор расстояния
 : модуль
: модуль
На фиг. 2 показана часть 3D-объекта (1) согласно варианту осуществления настоящего изобретения. 3D-объект (1) частично строится устройством аддитивного производства. Направление построения явления направлением z. Устройство аддитивного производства имеет платформу (3) для удержания 3D-объекта (1). 3D-объект (1) включает в себя опорные конструкции (2), присоединенные к платформе (3). 3D-объект (1) соответствует 3D-модель (1), требования к качеству которого предъявляются посредством способа настоящего изобретения. Этапы способа осуществляются согласно компьютерному алгоритму. Компьютерный алгоритм предпочтительно содержит нейронную сеть, способную распознавать признаки 3D-модели. Этапы способа дополнительно осуществляются на основании этих распознанных признаков. Далее будут описаны этапы способа. На этапе задания, поверхностная геометрия и ориентация 3D-модели (1) задается относительно платформы (3). Поверхностная геометрия включает в себя множество сегментов поверхности. Поверхностная геометрия 3D-модели (1) представляется посредством триангуляции таким образом, что сегменты поверхности являются треугольниками (не показаны). Альтернативно можно использовать другие представления. На этапе приписывания, степень качества (L;H) приписывается сегментам поверхности, соответственно указывая чувствительность и необходимость защиты от постобработки в ходе последующего удаления любых опорных конструкций (2). Степень качества (L;H) содержит предпочтительно по меньшей мере низкую степень качества (L) и высокую степень качества (H). Дополнительно могут в необязательном порядке добавляться степени качества. На этапе приписывания, пользователю разрешается помечать, на дисплее 3D-модели (1), один или более сегментов поверхности соответственно желаемой степенью качества (L;H). Альтернативно, этап приписывания может осуществляться полностью согласно компьютерному алгоритму, без вмешательства пользователя, на основании распознанных признаков. Как показано в иллюстративном варианте осуществления на фиг. 2, толстые линии на сегментах поверхности 3D-модели (1) указывают высокую приписываемую степень качества. Другие сегменты поверхности 3D-модели (1) указывают низкую приписываемую степень качества. На этапе вычисления, на основании заданной ориентации, поверхностной геометрии и приписываемой степени качества (L;H), вычисляются позиции на сегментах поверхности, куда может добавляться опорная конструкция (2). Этап вычисления будет объяснен более подробно со ссылкой на фиг. 1, где показан увеличенный вид детали A на фиг. 2. На этапе вычисления, как показано на фиг. 1, i-ому сегменту поверхности назначается величина , которая указывает меру необходимости поддержки i-го сегмента поверхности опорной конструкцией (2). обозначает целое число. Более высокое значение указывает более сильную необходимость в опоре. Величина  является скалярной величиной, которая является функцией угла наклона i-го сегмента поверхности относительно направления построения. В частности,
является скалярной величиной, которая является функцией угла наклона i-го сегмента поверхности относительно направления построения. В частности,  , где “
, где “  ” обозначает внутреннее произведение, обозначает вектор нормали i-го сегмента поверхности, и обозначает вертикальный единичный вектор, ориентированный к платформе (3). Ни одной опорной конструкции (2) не добавляется в 3D-модель (1) в позиции, которая попадает в сегмент поверхности с
” обозначает внутреннее произведение, обозначает вектор нормали i-го сегмента поверхности, и обозначает вертикальный единичный вектор, ориентированный к платформе (3). Ни одной опорной конструкции (2) не добавляется в 3D-модель (1) в позиции, которая попадает в сегмент поверхности с  , т.е. вектор нормали которого имеет положительную составляющую в направлении построения. На этапе вычисления, как показано на фиг. 2, сначала, отыскиваются позиции всех локальных минимумов (m) 3D-модели (1). На этапе добавления, опорная конструкция (2) добавляются в 3D-модель (1) на основании вычисленных позиций и приписываемой степени качества (L;H). На этапе добавления, сначала, опорные конструкции (2), соответствующие позициям локальных минимумов (m), добавляются в 3D-модель (1) независимо от значения приписываемой степени качества (L; H). Затем, на этапе вычисления, назначение величины
, т.е. вектор нормали которого имеет положительную составляющую в направлении построения. На этапе вычисления, как показано на фиг. 2, сначала, отыскиваются позиции всех локальных минимумов (m) 3D-модели (1). На этапе добавления, опорная конструкция (2) добавляются в 3D-модель (1) на основании вычисленных позиций и приписываемой степени качества (L;H). На этапе добавления, сначала, опорные конструкции (2), соответствующие позициям локальных минимумов (m), добавляются в 3D-модель (1) независимо от значения приписываемой степени качества (L; H). Затем, на этапе вычисления, назначение величины  i-му сегменту поверхности обновляется (переназначенное) таким образом, что= для сегмента поверхности, в позиции которого была добавлена опорная конструкция (2), и таким образом, что величины
i-му сегменту поверхности обновляется (переназначенное) таким образом, что= для сегмента поверхности, в позиции которого была добавлена опорная конструкция (2), и таким образом, что величины  соседних сегментов поверхности снижаются с коэффициентом, а именно функции
соседних сегментов поверхности снижаются с коэффициентом, а именно функции  , где - трехмерный вектор расстояния от сегмента поверхности, к которому была добавлена опорная конструкция (2) до соседнего сегмента поверхности. Функция асимптотически приближается к единице с увеличением модуля
, где - трехмерный вектор расстояния от сегмента поверхности, к которому была добавлена опорная конструкция (2) до соседнего сегмента поверхности. Функция асимптотически приближается к единице с увеличением модуля  . Испещренная точками область на фиг. 1 указывает диапазон коэффициента
. Испещренная точками область на фиг. 1 указывает диапазон коэффициента  в направлении построения.
в направлении построения.
Например, предпочтительно задается посредством функции  . Здесь - модуль
. Здесь - модуль  . Постоянная
. Постоянная  - положительная постоянная для нормализации. И равна единице, если не имеет положительной составляющей в направлении построения. Фигурная скобка указывает по меньшей мере часть диапазона применения коэффициента в направлении построения. Постоянная
- положительная постоянная для нормализации. И равна единице, если не имеет положительной составляющей в направлении построения. Фигурная скобка указывает по меньшей мере часть диапазона применения коэффициента в направлении построения. Постоянная  предпочтительно равен нулю. Затем, на этапе вычисления, обновленные величины сегментов поверхности группируются в нисходящем порядке в группы, соответствующие приписываемой степени качества. И группы дополнительно располагаются в восходящем порядке. Затем, начиная с группы самой низкой степени качества (L) до группы самой высокой степени качества (H), опорная конструкция (2) добавляется на сегменте поверхности с наибольшей обновленной величиной . Процедура циклически повторяется, пока обновленные самые высокие величины не упадут ниже заранее определенных уровней
предпочтительно равен нулю. Затем, на этапе вычисления, обновленные величины сегментов поверхности группируются в нисходящем порядке в группы, соответствующие приписываемой степени качества. И группы дополнительно располагаются в восходящем порядке. Затем, начиная с группы самой низкой степени качества (L) до группы самой высокой степени качества (H), опорная конструкция (2) добавляется на сегменте поверхности с наибольшей обновленной величиной . Процедура циклически повторяется, пока обновленные самые высокие величины не упадут ниже заранее определенных уровней  , связанных с группами соответственно. постоянны и задают, насколько сильно нужно поддерживать 3D-модель (1). Более сильное подавление опорных конструкций (2) на сегментах поверхности с более высокой приписываемой степенью качества может достигаться путем выбора более высокой постоянной для более высокой степени качества. Кроме того, суммарное количество добавленных опорных конструкций (2) может определяться параметром .
, связанных с группами соответственно. постоянны и задают, насколько сильно нужно поддерживать 3D-модель (1). Более сильное подавление опорных конструкций (2) на сегментах поверхности с более высокой приписываемой степенью качества может достигаться путем выбора более высокой постоянной для более высокой степени качества. Кроме того, суммарное количество добавленных опорных конструкций (2) может определяться параметром .
В альтернативном варианте осуществления. опорные конструкции (2), для которых вычисленные позиции попадают в сегменты поверхности, которым была приписана высокая степень качества (H), не добавляются в 3D-модель (1).
В другом альтернативном варианте осуществления, опорные конструкции (2), для которых вычисленные позиции попадают в сегменты поверхности, которым была приписана высокая степень качества (H), перемещаются в близлежащие сегменты поверхности, которым была приписана низкая степень качества (L).
Изобретение относится к способу аддитивного производства, в частности относится к способу создания 3D-модели, включающей в себя опорные конструкции. Изобртение также относится к компьютерно-читаемому носителю данных. 3D-модель включает в себя опорные конструкции, подлежащие построению устройством аддитивного производства, содержащим: платформу для удержания 3D-объекта, соответствующего 3D-модели. Способ содержит: этап задания поверхностной геометрии и ориентации 3D-модели относительно платформы. Поверхностная геометрия включает в себя сегменты поверхности. Способ дополнительно содержит: этап приписывания степени качества сегментам поверхности соответственно в отношении постобработки для последующего удаления опорных конструкций; этап вычисления, на основании заданной ориентации, поверхностной геометрии и приписываемой степени качества, позиций на сегментах поверхности, куда может добавляться опорная конструкция; и этап добавления опорной конструкции в 3D-модель на основании вычисленных позиций и приписываемой степени качества. Группа изобретений обеспечивает способ предъявления требований к качеству 3D-модели, включающей в себя опорные конструкции, подлежащие построению устройством аддитивного производства. 2 н. и 13 з.п. ф-лы, 2 ил.
1. Способ создания 3D-модели (1), включающей в себя опорные конструкции (2), подлежащие построению устройством аддитивного производства, содержащим платформу (3) для удержания 3D-объекта, соответствующего 3D-модели (1), причем способ включает этап, на котором:
задают поверхностную геометрию и ориентацию 3D-модели (1) относительно платформы (3), причем поверхностная геометрия включает в себя сегменты поверхности;
отличающийся тем, что дополнительно включает этапы, на которых:
приписывают степень качества (L; H) сегментам поверхности соответственно в отношении постобработки для последующего удаления опорных конструкций (2);
на основании заданной ориентации, поверхностной геометрии и приписываемой степени качества (L; H) вычисляют позиции на сегментах поверхности, куда может добавляться опорная конструкция (2); и
добавляют опорную конструкцию (2) в 3D-модель (1) на основании вычисленных позиций и приписываемой степени качества (L;H).
2. Способ по п. 1, отличающийся тем, что этапы осуществляют согласно компьютерному алгоритму, который содержит нейронную сеть, способную распознавать признаки 3D-модели (1), причем этапы дополнительно осуществляют на основании распознанных признаков.
3. Способ по любому из пп. 1, 2, отличающийся тем, что на этапе приписывания пользователь может вручную помечать на дисплее 3D-модели (1) один или более сегментов поверхности соответственно с желаемой степенью качества (L; H).
4. Способ по любому из пп. 1-3, отличающийся тем, что степень качества (L; H) содержит по меньшей мере низкую степень качества (L) и высокую степень качества (H).
5. Способ по п. 4, отличающийся тем, что опорные конструкции (2), для которых вычисленные позиции попадают в сегменты поверхности, которым была приписана высокая степень качества (H), не добавляют в 3D-модель (1).
6. Способ по п. 4, отличающийся тем, что на этапе добавления опорные конструкции (2), для которых вычисленные позиции попадают в сегменты поверхности, которым была приписана высокая степень качества (H), перемещают в близлежащие сегменты поверхности, которым была приписана низкая степень качества (L).
7. Способ по любому из пп. 1-4, отличающийся тем, что на этапе вычисления сначала отыскивают позиции всех локальных минимумов (m) 3D-модели (1); и
на этапе добавления опорные конструкции (2), соответствующие позициям локальных минимумов (m), добавляют в 3D- модель (1) независимо от приписываемой степени качества (L; H).
8. Способ по любому из пп. 1-7, отличающийся тем, что на этапе вычисления i-му сегменту поверхности назначают величину  , которая указывает меру необходимости поддержки i-го сегмента поверхности опорной конструкцией (2), причем более высокое значение указывает более сильную необходимость в опоре.
, которая указывает меру необходимости поддержки i-го сегмента поверхности опорной конструкцией (2), причем более высокое значение указывает более сильную необходимость в опоре.
9. Способ по п. 8, отличающийся тем, что величина  является скалярной величиной, которая является функцией угла наклона i-го сегмента поверхности относительно направления построения.
является скалярной величиной, которая является функцией угла наклона i-го сегмента поверхности относительно направления построения.
10. Способ по п. 9, отличающийся тем, что ни одну опорную конструкцию (2) не добавляют в 3D-модель (1) в позиции, которая попадает в сегмент поверхности, вектор нормали которого имеет положительную составляющую в направлении построения.
11. Способ по п. 10, отличающийся тем, что на этапе вычисления
назначение величины i-му сегменту поверхности обновляют таким образом, что = для сегмента поверхности, в позиции которого была добавлена опорная конструкция (2), и что величины
для сегмента поверхности, в позиции которого была добавлена опорная конструкция (2), и что величины  соседних сегментов поверхности снижаются с коэффициентом
соседних сегментов поверхности снижаются с коэффициентом  , где
, где  - трехмерный вектор расстояния от сегмента поверхности, к которому была добавлена опорная конструкция (2), до соседнего сегмента поверхности, причем равна единице, если не имеет составляющей в направлении построения;
- трехмерный вектор расстояния от сегмента поверхности, к которому была добавлена опорная конструкция (2), до соседнего сегмента поверхности, причем равна единице, если не имеет составляющей в направлении построения;
обновленные величины сегментов поверхности группируют в нисходящем порядке в соответствующие группы, соответствующие приписываемой степени качества в восходящем порядке;
начиная с группы самой низкой степени качества (L) до группы самой высокой степени качества (H), опорную конструкцию (2) добавляют на сегменте поверхности с наибольшей обновленной величиной ; и
процедуру повторяют, пока обновленные самые высокие величины в каждой группе не упадут ниже заранее определенных уровней  , связанных с группами соответственно, где каждый является постоянной величиной.
, связанных с группами соответственно, где каждый является постоянной величиной.
12. Способ по п. 11, отличающийся тем, что функция асимптотически приближается к единице с увеличением модуля  .
.
13. Способ по п. 12, отличающийся тем, что функция задается как  , где
, где  - положительная постоянная.
- положительная постоянная.
14. Способ по любому из пп. 12, 13, отличающийся тем, что  .
.
15. Компьютерно-читаемый носитель данных, на котором хранится программа, содержащая компьютерно-читаемые коды, предписывающие модулю CAD/CAM осуществлять этапы способа по любому из пп. 1-14.
| US 2015151492 A1, 04.06.2015 | |||
| US 2009072447 A1, 19.03.2009 | |||
| US 2015066178 A1, 05.03.2015 | |||
| УСТРОЙСТВО ПЕРЕМЕЩЕНИЯ ПЕЧАТАЮЩЕЙ ГОЛОВКИ ДЛЯ 3D-ПРИНТЕРА | 2014 |
|
RU2552235C1 |
| УСТРОЙСТВО ПЕРЕМЕЩЕНИЯ РАБОЧЕГО СТОЛА ЗD-ПРИНТЕРА | 2014 |
|
RU2567318C1 |

