Способ относится к средствам неразрушающего контроля и может быть использован в подшипниковой промышленности и на предприятиях по ремонту подшипников. Способ направлен на повышение стабильности работы средств автоматического вихретокового контроля, применяемых в поточных линиях.
Известен способ отстройки от зазора при вихретоковом контроле (а.с. 1580244), состоящий в том, что, изменяя зазор, настраивают с помощью включенного последовательно с датчиком резистора соотношение активной и реактивной составляющей сопротивления преобразователя так, чтобы влияние изменений зазора было минимальным, а в качестве информативного параметра используют амплитуду напряжения преобразователя.
Известен способ (прототип) вихретокового контроля (а.с. 1573415), состоящий в том, что для преобразователя, включенного в контур автогенератора, предварительно по контрольным образцам определяют влияние мешающего фактора - зазора - на резонансную частоту и амплитуду напряжения преобразователя. Уменьшают действие влияющего фактора тем, что о контролируемом параметре изделия судят по соотношению приращений резонансной частоты и напряжения на преобразователе относительно нулевого зазора.
Общий недостаток указанных способов и техническая проблема при их использовании состоит в том, что подавление эффекта, вызванного изменением зазора, может приводить к пропуску дефектов, связанных с локальными изменениями структуры поверхностного слоя металла, характерных для деталей подшипников.
Задачей предлагаемого изобретения является повышение достоверности вихретокового контроля деталей подшипников.
Сущность изобретения состоит в том, что для преобразователя, включенного в контур автогенератора, предварительно по контрольному образцу определяют характеристики сигнала при номинальном зазоре и нескольких иных зазорах, затем используют полученные характеристики для корректирования сигналов преобразователя при контроле изделий. Для этого результаты каждого сканирования контрольного образца сохраняют в векторной форме. По сохраненным сигналам вычисляют среднее и среднее квадратическое значение сигнала, затем для каждого зазора вычисляют поправочные коэффициенты как отношения средних квадратических значений сигнала при номинальном и иных значениях зазора. Путем аппроксимации определяют функциональную зависимость поправочных коэффициентов от среднего значения сигнала при различных зазорах. Сканируя изделие, формируют вектор значений сигнала, вычисляют среднее значение сигнала и умножают вектор на значение функции, соответствующее этому среднему значению, выделяют переменную составляющую скорректированного сигнала и по ней судят о неоднородности поверхностного слоя.
Эффект от применения способа возникает при его использовании в автоматизированных средствах вихретокового контроля деталей подшипников в виде повышения достоверности результатов контроля за счет уменьшения зависимости чувствительности к дефектам от величины зазора.
Сравнение признаков заявленного решения с признаками аналога и прототипа свидетельствует о его соответствии критерию «новизна».
Существенные признаки отличительной части формулы изобретения решают следующие функциональные задачи.
Предшествующее контролю изделий сканирование контрольного образца с сохранением сигналов преобразователя в векторной форме, вычислением и аппроксимацией поправочных коэффициентов и далее с определением функциональной зависимости поправочных коэффициентов от среднего значения сигнала выявляет зависимость сигналов преобразователя от зазора.
Сканирование контролируемого изделия с формированием вектора значений сигнала, вычислением среднего значения сигнала и умножением вектора на значение функции, соответствующее этому среднему значению, позволяет корректировать значения сигнала преобразователя в зависимости от зазора, повышая достоверность результатов контроля.
Оценка неоднородности поверхностного слоя по переменной составляющей сигнала, включая, например амплитудно-частотную фильтрацию, позволяет выявлять аномальные участки поверхностного слоя, т.е. дефекты.
Техническим результатом заявленного способа является повышение достоверности контроля неоднородности поверхностного слоя деталей подшипников.
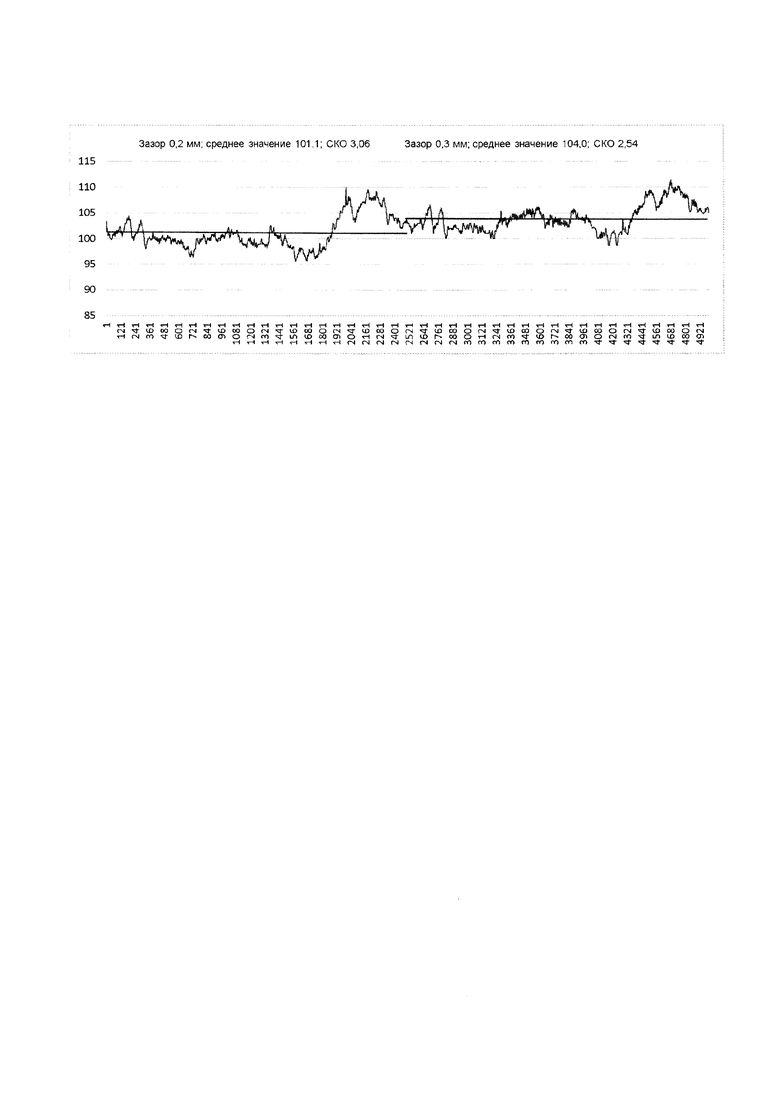
В простейшем случае для реализации способа достаточно предварительно провести анализ сигналов вихретокового датчика при двух значениях зазоров, включая номинальный зазор. На фигуре показан реальный график сигналов за два оборота изделия. Первый оборот - номинальный зазор 0,2 мм, отсчеты сигнала вихретокового датчика 1…2500. Второй оборот - увеличенный зазор 0,3 мм, отсчеты сигнала 2501-5000. По графикам сигнала вычисляют среднее и среднеквадратическое значение сигнала для каждого зазора. Увеличение зазора на втором обороте с 0,2 мм до 0,3 мм вызывает увеличение среднего значения сигнала с 101,1 до 104,0 единиц. Одновременно среднее квадратическое отклонение (СКО) уменьшается с 3,06 до 2,54 единицы. Для номинального зазора поправочный коэффициент равен единице. Поправочный коэффициент для зазора 0,3 мм равен отношению среднеквадратических значений сигнала от той же поверхности и составит 3,06 / 2,54=1,2. Для нахождения поправочных коэффициентов в указанном диапазоне зазоров принимаем линейную зависимость поправочного коэффициента от среднего значения сигнала и по известным правилам определяем уравнение прямой, проходящей через две точки с координатами M1(101,1; 1) и М2(104,0;1,2):
k=0,07*А-6,08,
где k - поправочный коэффициент;
А - среднее значение сигнала.
Затем сканируют контролируемое изделие и сохраняют вектор значений сигнала, вычисляют среднее значение сигнала, по среднему значению вычисляют поправочный коэффициент и умножают вектор на поправочный коэффициент. Полученный результат используется для анализа результатов сканирования.
Для повышения точности определения зависимости поправочного коэффициента от среднего значения сигнала возможно сохранение и последующее вычисление среднего значения и СКО для большего числа зазоров различной величины. В этом случае функциональную зависимость поправочного коэффициента от среднего значения сигнала определяют применением линейной или полиноминальной регрессии с использованием широко известных правил или компьютерных программ.
Переменную составляющую сигнала в нужном спектре частот выделяют, например, с применением широко известных преобразований Фурье.
О неоднородности поверхностного слоя судят, например, по сканограммам - графикам сигналов и разверткам сканируемых поверхностей, на которых яркостью или цветом отображаются области с аномальными свойствами.
Пример сканограмм содержится в статье «Совершенствование метрологического обеспечения вихретокового неразрушающего контроля в производстве подшипников», журнал «Законодательная и прикладная метрология», №5, 2021 г. Копия статьи прилагается.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения удельного сопротивления немагнитных материалов | 1980 |
|
SU993153A1 |
| СПОСОБ ВИХРЕТОКОВОГО КОНТРОЛЯ ТОЛЩИНЫ СТЕНКИ МЕТАЛЛИЧЕСКИХ НЕМАГНИТНЫХ ТРУБ | 2022 |
|
RU2784787C1 |
| Способ ремонта буксовых подшипников | 2024 |
|
RU2831828C1 |
| СПОСОБ ВЫЯВЛЕНИЯ ГАЗОНАСЫЩЕННЫХ СЛОЕВ НА ТИТАНОВЫХ СПЛАВАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2115115C1 |
| Способ проведения неразрушающего контроля цилиндрических объектов и автоматизированный комплекс для его реализации | 2020 |
|
RU2764607C1 |
| СПОСОБ ДИАГНОСТИКИ ПОДШИПНИКОВ И ИХ ДЕТАЛЕЙ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2138032C1 |
| СВЧ СПОСОБ ЛОКАЛИЗАЦИИ НЕОДНОРОДНОСТЕЙ В ДИЭЛЕКТРИЧЕСКИХ И МАГНИТОДИЭЛЕКТРИЧЕСКИХ ПОКРЫТИЯХ НА МЕТАЛЛЕ И ОЦЕНКА ИХ ОТНОСИТЕЛЬНОЙ ВЕЛИЧИНЫ | 2002 |
|
RU2256165C2 |
| Способ определения толщины оксидных покрытий деталей машин | 2024 |
|
RU2837987C1 |
| Способ определения размеров зерна в листовом металлопрокате | 2022 |
|
RU2782966C1 |
| Способ автоматизированного неразрушающего контроля поверхностных дефектов объектов и устройство для его реализации | 2024 |
|
RU2832205C1 |
Изобретение относится к неразрушающему контролю и может быть использовано в приборах и автоматах вихретокового контроля шлифованных поверхностей деталей подшипников. В способе предварительно сканируют контрольный образец с различными зазорами между контролируемой поверхностью и чувствительным элементом датчика. Результаты каждого сканирования контрольного образца сохраняют в векторной форме. По сохраненным сигналам вычисляют среднее и среднее квадратическое значение сигнала, затем для каждого зазора вычисляют поправочные коэффициенты как отношения средних квадратических значений сигнала при номинальном и иных значениях зазора. Определяют функциональную зависимость поправочных коэффициентов от среднего значения сигнала при различных зазорах. Сканируют контролируемое изделие с формированием вектора значений сигнала, вычислением среднего значения сигнала и умножением вектора на значение функции, соответствующее этому среднему значению. Оценку неоднородности поверхностного слоя осуществляют по переменной составляющей сигнала. Технический результат - повышение достоверности выявления дефектов поверхностей деталей подшипников. 1 ил.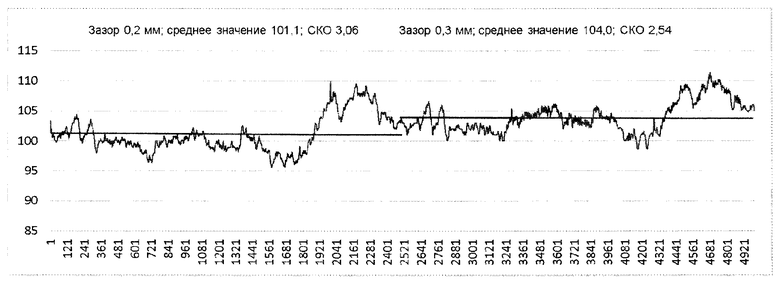
Способ вихретокового контроля однородности поверхностного слоя деталей подшипников, состоящий в том, что для преобразователя, включенного в контур автогенератора, предварительно по контрольному образцу определяют характеристики сигнала при нескольких различных зазорах и затем используют полученные характеристики для корректирования сигналов преобразователя при контроле изделий, отличающийся тем, что для каждого сканирования контрольного образца сохраняют сигналы преобразователя в векторной форме и по ним вычисляют среднее и среднее квадратическое значение сигнала, затем для каждого зазора вычисляют поправочные коэффициенты как отношения средних квадратических значений сигнала при номинальном и иных значениях зазора, путем аппроксимации определяют функциональную зависимость поправочных коэффициентов от среднего значения сигнала, сканируют контролируемое изделие и формируют вектор значений сигнала, вычисляют среднее значение сигнала и умножают вектор на значение функции, соответствующее этому среднему значению, выделяют переменную составляющую скорректированного сигнала и по ней судят о неоднородности поверхностного слоя.
| СПОСОБ КОНТРОЛЯ ТОЛЩИНЫ ИЗДЕЛИЯ ИЗ СТАЛИ | 2017 |
|
RU2695327C1 |
| СПОСОБ ИЗМЕРЕНИЯ С ЗАДАННОЙ ТОЧНОСТЬЮ РАДИАЛЬНЫХ ЗАЗОРОВ МЕЖДУ ТОРЦАМИ ЛОПАТОК РАБОЧЕГО КОЛЕСА И СТАТОРНОЙ ОБОЛОЧКОЙ ТУРБОМАШИНЫ ПРИ ДИСКРЕТНОМ ПОСТУПЛЕНИИ ИНФОРМАЦИИ С ДАТЧИКА | 2016 |
|
RU2651628C1 |
| СПОСОБ И УСТРОЙСТВО ОПРЕДЕЛЕНИЯ ОСТАТОЧНОГО РЕСУРСА ТОНКОСТЕННЫХ ОБОЛОЧЕК ИЗ РЕЗЕРВУАРНЫХ И ТРУБНЫХ СТАЛЕЙ | 2002 |
|
RU2234079C2 |
| CN 103323522 B, 07.12.2016. | |||

