Изобретение относится к области исследования материалов путем измерения скорости распространения или времени распространения в них акустических волн с одновременным исследованием их магнитных параметров и позволяет с повышенной точностью определять толщину изделий из листовой стали аустенитного класса в процессе их эксплуатации и таким образом осуществлять контроль степени их изношенности.
При изготовлении элементов конструкции из сталей аустенитного класса, в процессе пластической обработки, а также при эксплуатации изделия, изготовленного из этого класса сталей, при упругопластическом и пластическом деформировании могут происходить фазовые превращения, которые заключаются в формировании магнитной мартенситной фазы, приводящие к изменению физико-механических свойств стали, в частности к изменению модулей упругости стали, плотности и скорости распространения в ней ультразвуковых волн.
Фазовые превращения аустенитной фазы при упругопластическом и пластическом деформировании заключаются в формировании магнитной мартенситной фазы.
Отсутствие учета влияния фазовых превращений на скорость распространения ультразвуковых сдвиговых волн приводит к существенной ошибке измерения толщины исследуемого материала, которая определяется, как правило, путем измерения времени распространения волн и расчета толщины с учетом предварительно измеренной скорости распространения сдвиговой ультразвуковой волны.
Наиболее близким к предлагаемому способу можно считать известный способ ультразвуковой толщинометрии, заключающийся в том, что в исследуемом материале находят время распространения ультразвуковой волны, используя одно- или многократно отраженные ультразвуковые импульсы, излучаемые перпендикулярно к поверхности материала, и по произведению найденного времени и скорости распространения, определяемой из таблиц или предварительно найденной на эталонных образцах, судят о толщине изделия [Ермолов И.Н., Ланге Ю.В. Ультразвуковой контроль. - В кн.: Неразрушающий контроль / Справочник // Под общ. ред. В.В. Клюева. Т.З. - М.: Машиностроение, 2004. - 864 с.].
Недостатком известного способа толщинометрии является низкая точность измерения толщины изделий, изготовленных из сталей аустенитного класса, подвергаемых упругопластическому или пластическому деформированию, в результате которого в материале изделия происходят фазовые изменения, влияющие на модули упругости и плотность материала изделия, которые, в свою очередь, связаны со скоростью распространения сдвиговых ультразвуковых волн.
Задачей, на решение которой направлено предлагаемое изобретение, является повышение точности измерения толщины изделия из листовой стали аустенитного класса, подвергаемого деформации при изготовлении, монтаже и эксплуатации.
Указанный технический результат достигается тем, что в предлагаемом способе, как и в прототипе, определяют время распространения ультразвуковой волны в материале изделия.
Новым является то, что для изделия из листовой стали аустенитного класса дополнительно измеряют процентное содержание магнитной фазы в материале изделия, а толщину изделия после воздействия упругопластического или пластического деформирования определяют из соотношения:
h=t(V0+k1Ln(Ф-Ф0)+k2),
где h - толщина изделия после воздействия упругопластического или пластического деформирования, t - время распространения сдвиговой ультразвуковой волны в материале изделия после воздействия упругопластического или пластического деформирования, Ф -процентное содержание магнитной фазы в материале изделия после воздействия упругопластического или пластического деформирования, Ф0 - процентное содержание магнитной фазы в недеформированном изделии, V0 - скорость распространения сдвиговой ультразвуковой волны в недеформированном изделии, k1 и k2 - коэффициенты, определяемые методом наименьших квадратов из логарифмической зависимости, которой аппроксимируют полученные экспериментально значения зависимости изменения процентного содержания магнитной фазы ΔФ=Ф-Ф0 в материале изделия от изменения скорости ультразвуковой сдвиговой волны ΔV=V0-V в материале изделия, при испытании тестовых образцов изделий из указанной аустенитной стали, подвергаемых упругопластическому или пластическому деформированию. Изобретение поясняется следующими чертежами.
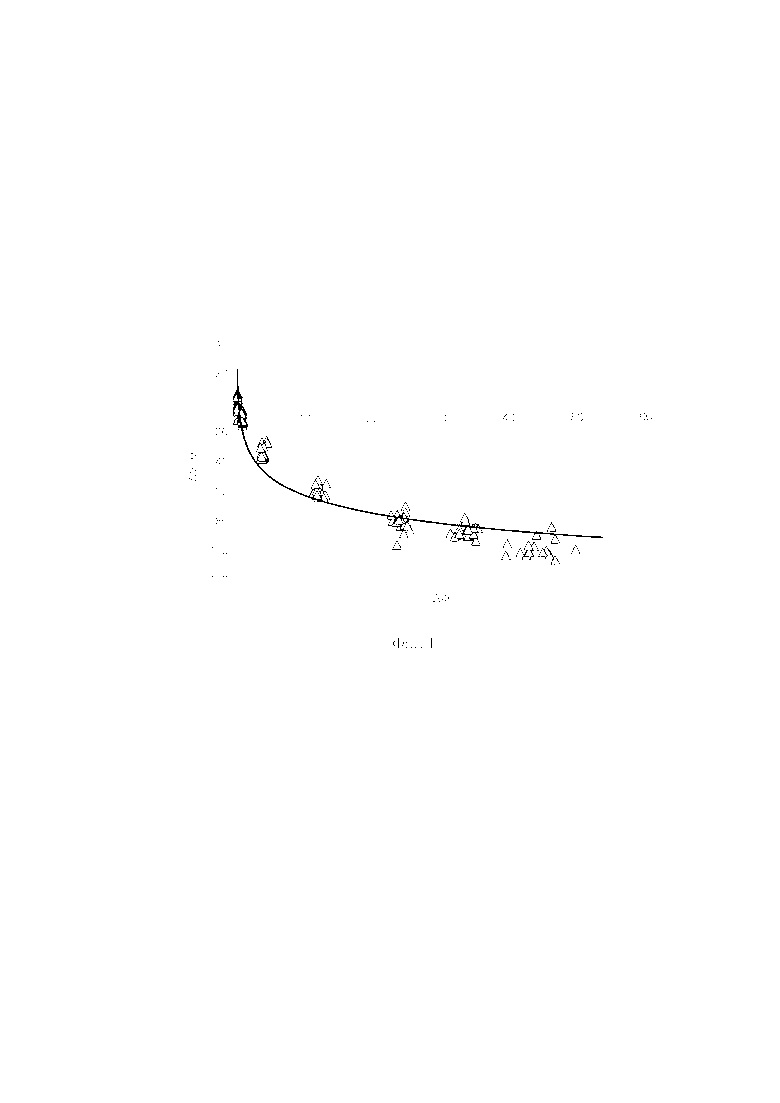
На фиг. 1 приведена зависимость изменения процентного содержания магнитной фазы от изменения скорости распространения сдвиговой ультразвуковой волны в материале тестовых образцов.
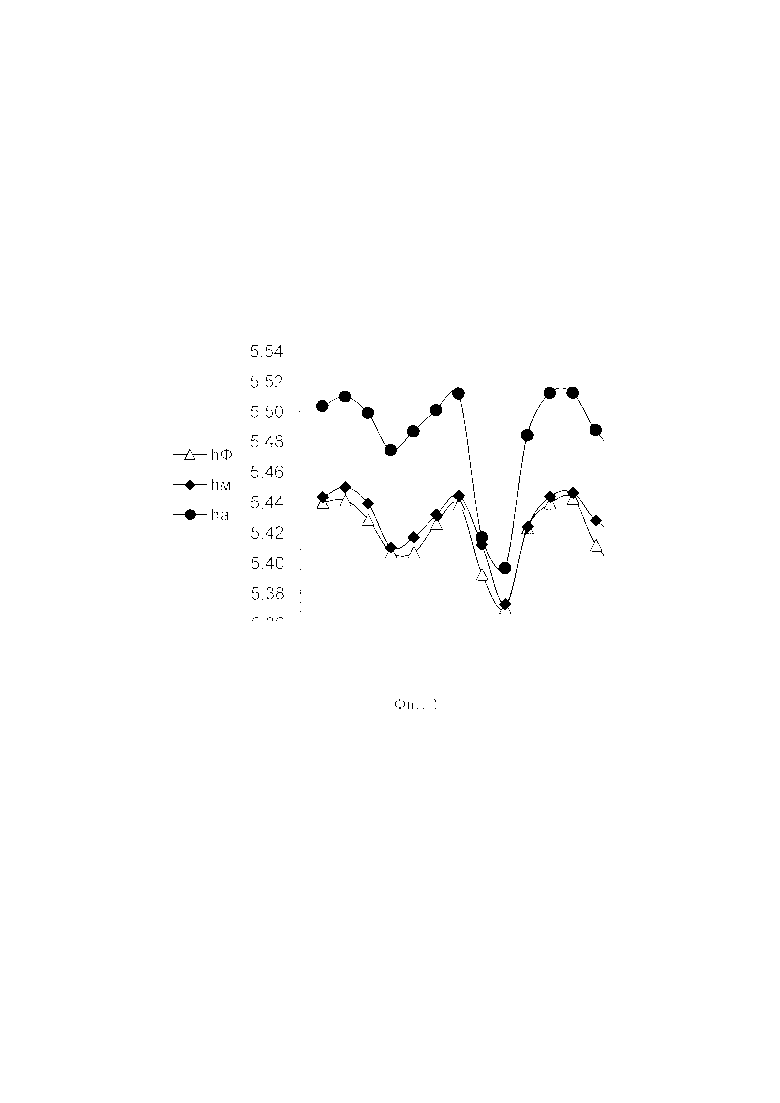
На фиг. 2. представлены распределения по зонам толщин изделия из листовой стали аустенитного класса 12Х18Н10Т при значении его пластической деформации 20%, измеренных с помощью известного метода акустической толщинометрии ha, предлагаемым способом hФ, и микрометром hM.
Для проверки работоспособности предложенного способа было проведено испытание изделия, изготовленного из листовой стали аустенитного класса 12Х18Н10Т.
Недеформированные тестовые образцы изделий из упомянутой аустенитной стали размечали на зоны. В каждой зоне измеряли время распространения сдвиговой ультразвуковой волны с помощью эхо-импульсного метода, толщину образца микрометром и процентное содержание магнитной фазы многофункциональным вихретоковым прибором МВП-2М. Определили скорость распространения сдвиговой ультразвуковой волны V0 в каждой зоне путем деления толщины тестового образца изделия в данной зоне на время распространения ультразвуковых сдвиговых волн в данной зоне.
Затем тестовые образцы изделий подвергали поэтапному пластическому деформированию при одноосном растяжении. После каждого этапа деформирования в каждой зоне повторяли измерения времени распространения сдвиговой ультразвуковой волны, процентного содержания магнитной фазы и толщины. Полученные время распространения сдвиговой ультразвуковой волны и толщина использовались для определения скорости распространения сдвиговой ультразвуковой волны V, которая также изменялась в процессе пластического деформирования. Абсолютная погрешность измерения времени распространения сдвиговых ультразвуковых волн составляет 2 нс. После разрушения тестовых образцов изделий (деформация при разрушении в среднем составила 50%) построили график зависимости изменения магнитной фазы ΔФ=Ф-Ф0 от изменения скорости сдвиговой ультразвуковой волны ΔV=V0-V в каждой зоне тестовых образцов изделий (см. фиг. 1).
Для аппроксимации функциональной взаимосвязи между изменением процентного содержания магнитной фазы и изменением скорости распространения сдвиговой ультразвуковой волны ΔV выбрали логарифмическую функцию с использованием натурального логарифма, которая наилучшим образом аппроксимирует полученные значения:
ΔV=k1Ln(Ф-Ф0)+k2.
Рассчитали коэффициенты k1 и k2, используя метод наименьших квадратов. Для аустенитной стали 12Х18Н10Т k1=-17 м/с и k2=-22 м/с.
Для проверки способа рассчитали толщину исследуемого изделия с помощью известного метода акустической толщинометрии ha, толщину предлагаемым способом hФ, и сравнили с толщиной hM, измеренной микрометром. На фиг. 2. представлены распределения по зонам найденных толщин при значении пластической деформации изделия 20% (деформация при разрушении составила 50%).
Получили, что при использовании известного метода акустической толщинометрии абсолютная погрешность измерения толщины при начальном значении 6 мм достигает 0,1 мм. Абсолютная погрешность измерения толщины с помощью предлагаемого способа не превышает 0,01 мм.
Таким образом, предлагаемый способ позволяет точнее по сравнению с прототипом определять толщины изделий и элементов конструкций, изготовленных из листовых сталей аустенитного класса и подвергаемых деформированию на стадии изготовления, монтажа и эксплуатации, а следовательно, и точнее оценивать степень их поврежденности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения усталостной поврежденности местабильных аустенитных сталей | 2021 |
|
RU2779974C1 |
| Способ ультразвукового контроля поврежденности материалов при различных видах механического разрушения | 2023 |
|
RU2803019C1 |
| СПОСОБ УПРОЧНЕНИЯ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 1994 |
|
RU2092608C1 |
| Способ определения напряженного состояния материала | 1979 |
|
SU949487A1 |
| Способ обработки аустенитных и аустенито-ферритных сталей | 2015 |
|
RU2610096C1 |
| СПОСОБ УПРОЧНЕНИЯ МЕТАЛЛОВ | 1993 |
|
RU2051185C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА НОРМАЛЬНОЙ АНИЗОТРОПИИ ПРОКАТНЫХ ЛИСТОВЫХ МАТЕРИАЛОВ | 1992 |
|
RU2025727C1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ПРОЧНОСТНЫХ ХАРАКТЕРИСТИК МАТЕРИАЛА ДВИЖУЩЕГОСЯ ЛИСТОВОГО ПРОКАТА | 2003 |
|
RU2231055C1 |
| Способ изготовления пружин из легированных сталей | 1981 |
|
SU1014936A1 |
| Металлокомпозитный баллон для хранения сжатого водорода | 2023 |
|
RU2832629C2 |
Изобретение относится к ультразвуковой толщинометрии, дополненной измерениями магнитным методом. Способ заключается в том, что измеряют время распространения сдвиговой ультразвуковой волны и процентное содержание магнитной фазы в деформированном материале изделия из стали аустенитного класса и, используя предварительно полученные данные о скорости распространения ультразвуковой волны, процентном содержании магнитной фазы в неповрежденном материале изделия и коэффициенты, полученные при испытании тестовых образцов изделия, рассчитывают толщину деформированного материала. Достигается повышение точности контроля. 2 ил.
Способ контроля толщины изделия из листовой стали, в котором определяют время распространения ультразвуковой волны в материале изделия, отличающийся тем, что для изделия из листовой стали аустенитного класса дополнительно измеряют процентное содержание магнитной фазы в материале изделия, а толщину изделия после воздействия упругопластического или пластического деформирования определяют из соотношения:
h=t(V0+k1Ln(Ф-Ф0)+k2), где
h - толщина изделия после воздействия упругопластического или пластического деформирования,
t - время распространения сдвиговой ультразвуковой волны в материале изделии после воздействия упругопластического или пластического деформирования,
Ф - процентное содержание магнитной фазы в материале изделия после воздействия упругопластического или пластического деформирования,
Ф0 - процентное содержание магнитной фазы в недеформированном изделии,
V0 - скорость распространения сдвиговой ультразвуковой волны в недеформированном изделии,
k1 и k2 - коэффициенты, определяемые методом наименьших квадратов из логарифмической зависимости, которой аппроксимируют полученные экспериментально значения зависимости изменения процентного содержания магнитной фазы ΔФ=Ф-Ф0 в материале изделия от изменения скорости сдвиговой ультразвуковой волны ΔV=V0-V в материале изделия, при испытании тестовых образцов изделий из указанной аустенитной стали, подвергаемых упругопластическому или пластическому деформированию.
| СПОСОБ ИЗМЕРЕНИЯ ТОЛЩИНЫ ТОЛСТОЛИСТОВОГО ПРОКАТА | 1991 |
|
RU2009451C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО ТЕСТИРОВАНИЯ ОБЪЕКТА | 2004 |
|
RU2362993C2 |
| Способ ультразвукового определения толщины слоя бетона, пропитанного жидкостью | 2016 |
|
RU2627981C1 |
| УЛЬТРАЗВУКОВОЙ СПОСОБ КОНТРОЛЯ ТОЛЩИНЫ ПОВРЕЖДЕННОГО СЛОЯ БЕТОНА В ЭКСПЛУАТИРУЕМЫХ КОНСТРУКЦИЯХ СООРУЖЕНИЙ | 2005 |
|
RU2277240C1 |
| US 5467655 A, 21.11.1995 | |||
| US 4334433 A, 15.06.1982. | |||

