Область техники
Изобретение относится к области измерительной техники и может быть использовано для оценки надежности и качества различных изделий. Особенно актуально применение данного изделия для автоматизированного контроля многослойных конструкций больших габаритов и где актуальна задача определения принадлежности обнаруженного дефекта слоям изделия, например, в многослойных конструкций из полимерных композиционных материалов (ПКМ) с эластичным слоем. В этом случае часто необходимо определить: где находится дефект, например, типа расслоения - в полимерном композиционном материале, либо между слоем из ПКМ и эластичным слоем (дефект типа неприклея эластичного слоя).
Изобретение может быть использовано для контроля надежности и качества сложных пространственных многослойных конструкций из ПКМ как в процессе производства, так и в процессе эксплуатации: отсеков космических аппаратов, ракетных двигателей, элементов авиационных двигателей, трубопроводов, герметичных сосудов и т.п.
Особенно эффективно применение заявленного изобретения при испытании потенциально опасных и дорогих в изготовлении конструкций, к которым с одной стороны предъявляются высокие требования по надежности и качеству эксплуатации, а с другой стороны они являются достаточно дорогими и трудоемкими в изготовлении для того, чтобы достаточно большое количество конструкций можно было заменить другими изделиями, имеющими требуемые параметры. Достоверное выявление местоположения дефектов очень актуально для изделий ракетно-космической техники, где существуют взаимно исключающие требования: когда, с одной стороны, требуется обеспечить необходимую надежность конструкции (т.е., например, увеличить толщину конструкции), а, с другой стороны, имеются ограничения по массе и габаритным размерам, которые требуют уменьшить толщину материалов. При этом требуется определить потенциально опасные места (узлы конструкции), которые в первую очередь могут разрушиться (вследствие наличия дефектов типа нарушения сплошности), что может привести к аварии и которые возможно необходимо укреплять.
Уровень техники
Достоверное определение местоположения дефектов в многослойной конструкции и материале является актуальной задачей в процессе создания эффективных и надежных конструкций из различных материалов.
Существуют достаточно большое количество методов определение местоположения дефектов в многослойной конструкции и материале: рентгеновский метод, ультразвуковой метод, визуальный оптический метод, вихретоковый метод.
Все методы имеют свои особенности и области применения. Но все методы имеют одну общую операцию - необходимость определять глубину залегания дефекта относительно поверхности.
Эта операция в известных методах имеет существенные недостатки.
Во-первых, эта операция предполагает ручную операцию контроля, что практически неприменимо при контроле изделий больших габаритов. А автоматизация этого процесса применительно к ПКМ в настоящее время практически не решена.
Во-вторых, погрешность операций определения глубины залегания применительно к ПКМ имеет большую величину вследствие большого разброса физико-технических характеристик ПКМ и на практике применяется очень редко.
Перспективным направлением в современной технике является использование композитных материалов, как металлических, так и полиерных, обладающих рядом преимуществ перед традиционными материалами, особенно в авиакосмических отраслях техники, машиностроении, энергетики и др. Это вызвано большим разнообразием видов таких материалов, специфическими особенностями конструкций из них и технологией изготовления, и случайным изменением физико-механических и прочностных характеристик, большим разнообразием типов материалов, и их характеристик.
Кроме того, эти материалы в большинстве отраслей промышленности работают в условиях статических и динамических нагрузок.
Повысить качество конструкций невозможно без достоверной оценки местоположения дефектов по слоям конструкции. Соответственно невозможна разработка мероприятий и технологий по повышению качества конструкций. Одним из признаков качества конструкций, особенно в ракетно-космической и авиационной отраслях, являются массогабаритная и энергетическая характеристики, которые определяются, в т.ч. качеством сплошности материала.
Учитывая, что такие конструкции являются, как правило, достаточно дорогими, как в стоимостном выражении, так и в трудоемкости изготовления, и очевидно, что выход их строя конструкции ведет к большим финансовым и другим потерям, необходимо с одной стороны каждую конструкцию подвергать испытанию на предмет соответствия ее качества характеристик требуемым, а с другой стороны, эти испытания должны минимально «травмировать» конструкцию при максимальной информативности результатов испытаний.
Здесь на первое место выходят методы неразрушающего контроля, основанные на различных физических принципах и методы достоверного для решаемой задачи - идентификации обнаруженных дефектов по слоям изделий. Они позволяют объективно определять фактическое состояние конструкции, оценить надежность их эксплуатации и дать рекомендации по ее ремонту или восстановлению.
Существует достаточно большое количество методов и средств неразрушающего контроля материалов определения глубины залегания дефектов, которые теоретически могли - бы быть использованы для решения поставленных задач.
Эти методы достаточно подробно, в следующих материалах, принятых в качестве аналога к данной заявке.
1. Потапов А.И., Сяськов В.А. Неразрушающие методы и средства контроля толщины покрытий и изделий/научное, методическое и справочное пособие. - СПб., 2009. - 904 с., с илл.
2. Неразрушающий контроль, Справочник в 7 томах под редакцией чл. - корр. РАН Клюева В.В. Том 2, Книга 2 «Вихретоковый контроль». - М.: Машиностроение, 2003 г.
3. Игнатевский В.В., Кутюрин Ю.Г., Потапов А.И. и др. Ультразвуковой теневой метод определения глубины залегания дефектов в изделиях их композитов// Дефектоскопия, 1988, №12, С. 19-23..
4. Сясько В.А., Ивкин А.Е. Измерение толщины покрытий из оловянных сплавов на изделиях из цветных металлов с использованием вихретокового амплитудно-фазового метода [Статья] // Контроль диагностика. - 2011 г.. - №5. - стр. 12-16.
5. Патент РФ 2419763. Жаворонко Александр Иванович (RU), Кривоносов Сергей Владимирович (RU), Хлупнов Владимир Александрович (RU). Вихретоковый толщиномер. Опубл. 27.05.2011 г.
6. Сясько В.А. Методы и приборы измерения толщины гальванических покрытий. Вопросы применения и обеспечения достоверности [Статья] // Гальванотехника и подготовка поверхности. - 2011 г.. - №3. - стр. 42-52.
7. Патент 145435. Устройство ультразвукового контроля крупногабаритных изделий. Авторы: Будадин О.Н., Кутюрин Ю.Г., Юхацкова О.В.
Общий недостаток практически всех существующих методов и средств неразрушающего контроля заключается в следующем: методы либо позволяют осуществлять автоматизированный контроль изделий из ПКМ больших габаритов с обнаружением дефектов, но не определяют принадлежность дефектов слоям изделия, т.е. не позволяют определять глубину залегания дефектов в автоматическом режиме. Немногочисленные технические решения определения глубины залегания дефектов в процессе автоматизированного контроля конструкций из ПКМ не нашли практического применения из-за низкой достоверности и большой погрешности получаемых результатов.
Так, например, вихретоковые методы требуют наличие металлической подложки в конструкции, что не всегда возможно в конструкциях из ПКМ. Ультразвуковые методы определения глубины залегания имеют большую погрешность вследствие большого разброса характеристик материалов по конструкции. Рентгеновские методы кроме большой погрешности имеют большую стоимость проведения контроля и наличие специальных защитных сооружений и т.п.
Поэтому на сегодняшний день имеется потребность в обеспечении контроля реальных многослойных конструкций из ПКМ, который может применяться на практике для широкого круга крупногабаритных объектов с различными характеристиками и позволяет идентифицировать принадлежность дефектов слоям.
Настоящее изобретение направлено на решение задачи обеспечения оперативного достоверного контроля качества сплошности многослойных сложных конструкций и их элементов в процессе производства и в реальных условиях эксплуатации. Т.е. в конечном итоге изобретение направлено на повышение безопасности эксплуатации сложных потенциально опасных конструкций.
Наиболее близким к заявленному устройству является устройство, принятое в качестве прототипа, описанное на стр. 101-120 в книге авторов В.А. Барынин, О.Н. Будадин, А.А. Кульков. Современные технологии неразрушающего контроля конструкций из полимерных композиционных материалов. - М., ИД «Спектр», 2013, 243 с.
Данное устройство направлено на обеспечение автоматизированного ультразвукового теневого контроля изделий.
В описании заявляемого устройства приведено описание двухканального устройства, реализующего теневой ультразвуковой метод и метод свободных колебаний.
Устройство, принятое в качестве прототипа содержит.
- два ультразвуковых преобразователей теневого контроля (3) и (4),
- ультразвуковой дефектоскоп теневого контроля (5),
- пороговое устройство ультразвукового дефектоскопа теневого контроля (6),
- датчик позиционирования (2),
- электронный блок датчика позиционирования (7),
- регистрирующее устройство (11), при этом
- два ультразвуковых преобразователей теневого контроля (3) и (4) и преобразователь метода свободных колебаний (18) акустически связаны с контролируемым изделием (1),
- датчик позиционирования (2) механически связан с поверхностью контролируемого изделия (1),
- выходы двух ультразвуковых преобразователей теневого контроля (3) и (4) подключены к соответствующим входам ультразвукового дефектоскопа теневого контроля (5),
- выход ультразвукового дефектоскопа теневого контроля (5) подключен к входу порогового устройства ультразвукового дефектоскопа теневого контроля (6),
- выход порогового устройства ультразвукового дефектоскопа теневого контроля (6) подключен к первому входу регистрирующего устройства (11),
- выход датчика позиционирования (2) через электронный блок (7) датчика позиционирования подключен к второму входу регистрирующего устройства (11),
Приведенное устройство обладает большей достоверностью, производительностью и информативностью по сравнению с устройствами, принятыми в качестве аналога, но обладает существенным недостатком. В процессе решения практических задач неразрушающего контроля ответственных изделий часто необходимо определить принадлежность обнаруженного дефекта слою контролируемого изделия. Очень актуально определить где расположен дефект: в структуре ПКМ или между слоями ПКМ и эластичным слоем. Известное устройство это сделать не позволяет.
Сущность изобретения
Технический результат, достигаемый при использовании заявленного изобретения по сравнению с ближайшим аналогом, заключается в повышения информативности и производительности автоматизированного неразрушающего контроля многослойных изделий за счет сокращения избыточных информационных потоков в регистрирующее устройство и определения принадлежности обнаруженных дефектов слоям изделия,
Технический результат достигается за счет того, что известное устройство дополнительно снабжено:
известное устройство дополнительно снабжено следующими блоками
- преобразователь акустического метода (18),
- акустический дефектоскоп (8),
- пороговое устройство (12) акустического дефектоскопа \,
- электронным ключом (9),
- блоком задержки (10), при этом,
- второй выход порогового устройства (6) ультразвукового дефектоскопа теневого контроля подключен к первому входу электронного ключа (9),
- выход преобразователя акустического метода (18) подключен к входу акустического дефектоскопа (8),
- выход акустического дефектоскопа (8) подключен к входу пороговое устройство (12) акустического дефектоскопа,
- к второму входу электронного ключа (9) подключен выход порогового устройства (12) акустического дефектоскопа,
- выход электронного ключа (9) подключен к первому входу блока задержки (10),
к второму входу блока задержки (10) подключен второй выход электронного блока (7) датчика позиционирования,
Краткое описание фигур чертежей
Сущность изобретения и возможность достижения технического результата будут более понятны из последующего описания со ссылками на позиции чертежей, где на:
фиг. 1 приведена структурная схема заявляемого устройства,
фиг. 2 приведены эпюры сигналов в различных узлах структурной схемы в процессе функционирования,
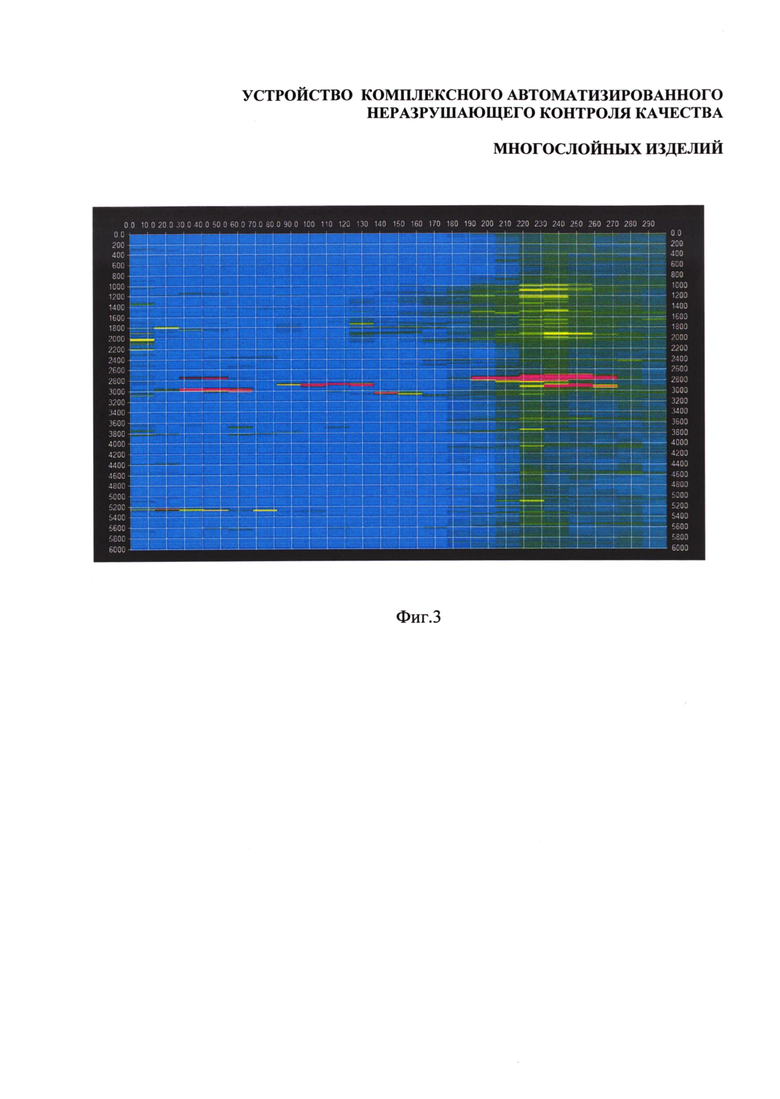
фиг. 3 приведена дефектограмма теневого ультразвукового контроля,
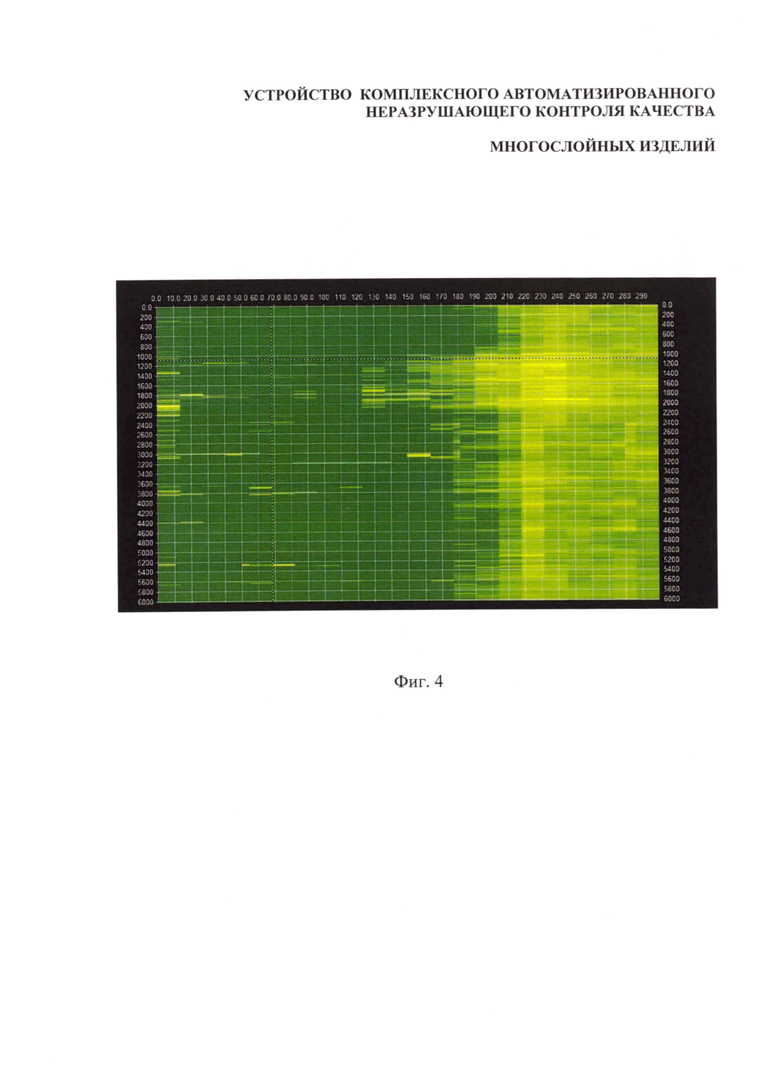
фиг. 4 приведена дефектограмма акустического метода для дефекта в ПКМ,
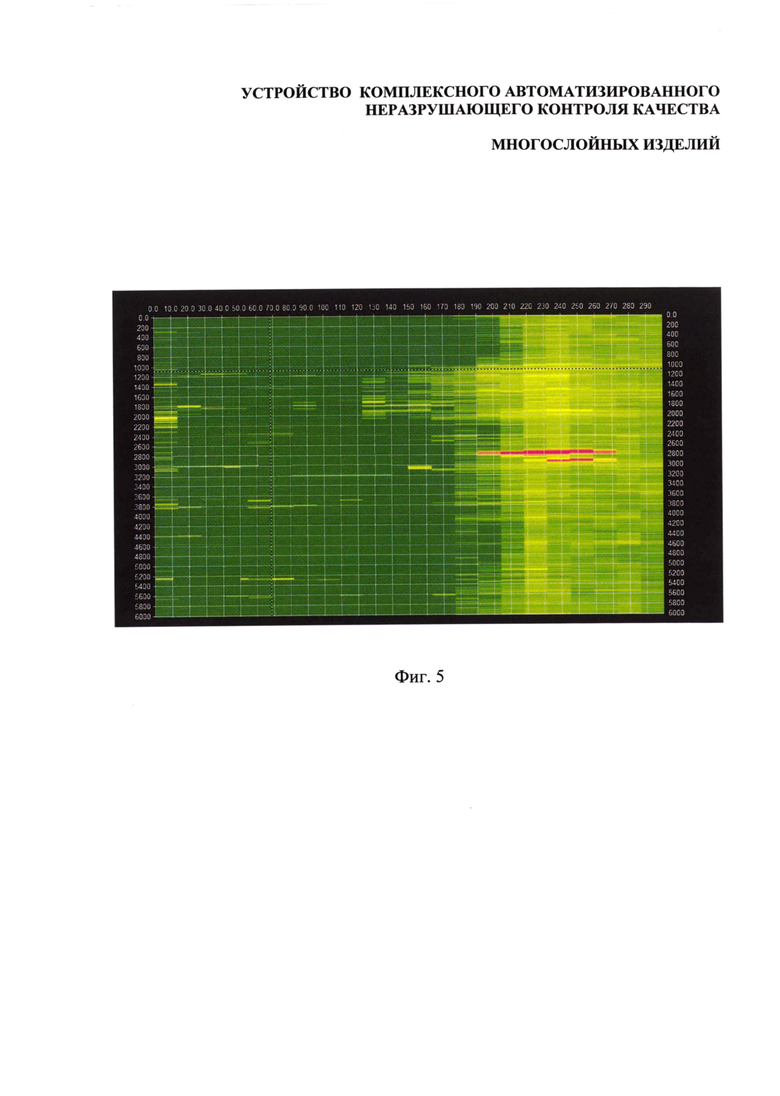
фиг. 5 приведена дефектограмма акустического метода для дефекта между эластичным слоем и ПКМ.
фиг. 6 приведена фотография установки автоматизированного многоканального контроля.
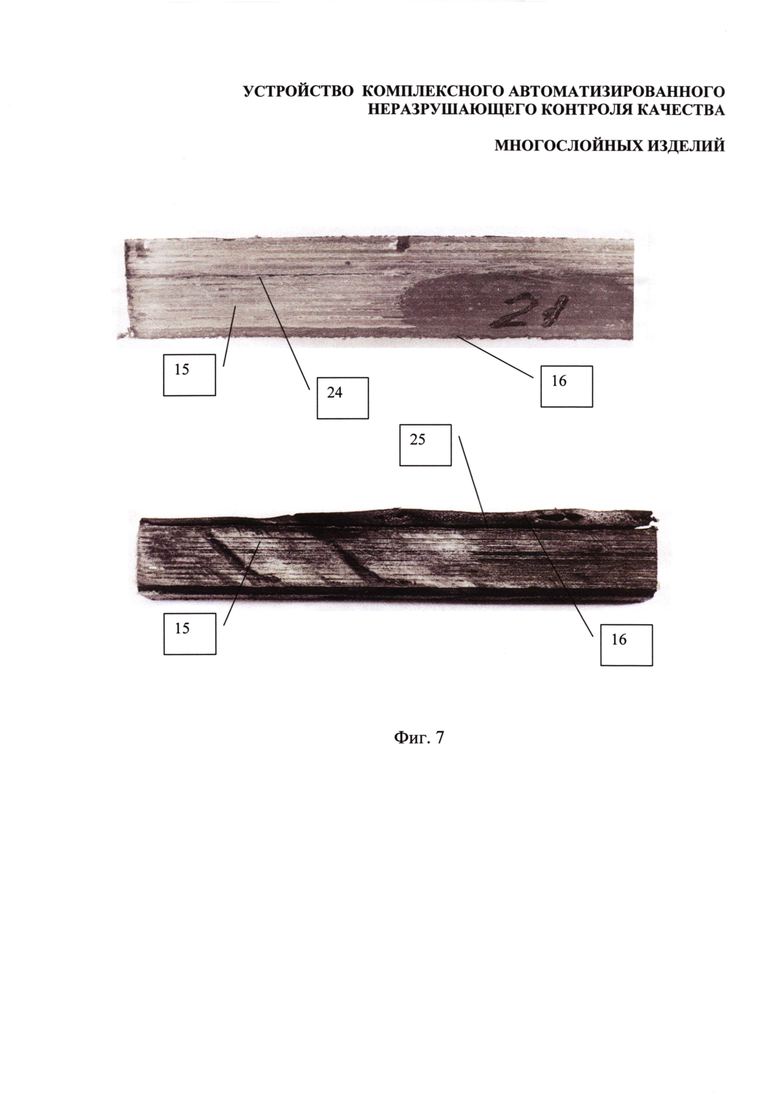
фиг. 7 приведена фотография и рентгенограмма сечения многослойного изделия, включающего ПКМ и эластичный слои и дефекты в ПКМ и дефекты между ПКМ и эластичным слоем.
фиг. 8 рентгенограмма дефектов в ПКМ и дефектов между ПКМ и эластичным слоем.
На фигурах приведены следующие обозначения:
1 - контролируемое многослойное изделие,
2 - датчик позиционирования,
3, 4 - ультразвуковые преобразователи теневого ультразвукового контроля,
5 - ультразвуковой дефектоскоп теневого контроля,
6 - пороговое устройство ультразвукового дефектоскопа теневого контроля,
7 - электронный блок датчика позиционирования (2),
8 - акустический дефектоскоп,
9 - электронный ключ,
10 - блок задержки,
11 - регистрирующее устройство,
12 - пороговое устройство акустического дефектоскопа (8),
13 - дефект типа нарушения сплошности в первом слое изделия (1),
14 - дефект типа нарушения сплошности между слоями,
15 - первый слой изделия (1),
16 - второй слой изделия (1),
17 - направление перемещения изделия (1),
18 - преобразователь акустического дефектоскопа (8).
19 - сигнал на выходе электронного блока (7),
20 - сигнал на выходе порогового устройства (6) при наличие дефекта,
21 - сигнал на выходе порогового устройства (12) при наличие дефекта между слоями (15) и (16),
22 - сигнал на выходе порогового устройства (12) при отсутствии дефекта между слоями (15) и (16),
23 - сигнал на входе электронного ключа (9) от блока (6),
24 - дефекты типа расслоения в ПКМ,
25 - дефекты типа неприклея между ПКМ и эластичным слоем.
Предпочтительный вариант осуществления изобретения
Все используемые электронные блоки построены на основе стандартных микропроцессорных схем и микропроцессорных сборок с перепрограммируемыми запоминающими устройствами (см. например, Угрюмов Е.П. Цифровая схемотехника: учебн. пособие для вузов. - 3-е изд. перераб. и доп. - СПб.: - БХВ-Петербург, 2010.). В качестве теневого ультразвукового дефектоскопа используется дефектоскоп УСД-60 (производство ООО «НПЦ «Кропус-ПО», г. Ногинск, Московской обл.), в качестве дефектоскопа метода свободных колебаний используется дефектоскоп АД-60 (производство ООО «НПЦ «Кропус-ПО», г. Ногинск, Московской обл.). Регистрирующее устройство представляет собой микропроцессорную компьютерную систему со стандартным и специальным программным обеспечением.
Сущность комплексного контроля посредством заявляемого устройства заключается в следующем.
В процессе сканирования контролируемого изделия 1 ультразвуковыми преобразователями 3, 4 ультразвукового дефектоскопа теневого контроля 5 осуществляется обнаружение дефектов по всему пакету (по всей толщине) контролируемого изделия 1.
В случае обнаружения дефекта через время задержки, посредством блока задержки 10 поступает информация от акустического дефектоскопа 8 через пороговое устройство 12. Если дефект находится в материале (например, дефект 13). То теневой метод его выявит, а акустический дефектоскоп в силу своей физической природы, его не выявит и это дефект будет идентифицирован, как дефект в основном материале.
Акустический дефектоскоп подключается через определенное время задержки, формируемое датчиком позиционирования 3 и блоком задержки 10. Это время задержки равно времени прохождения дефекта 13 или 14 от зоны контроля ультразвукового дефектоскопа теневого контроля 5 в зону контроля акустического дефектоскопа 8. Таким образом, исключается холостая «работа» акустического дефектоскопа 8 на бездефектных зонах изделия и снижается величина информационных потоков, обрабатываемых регистрирующим устройством 11.
Если дефект находится между слоями (дефект 14), то он будет выявлен и ультразвуковым дефектоскопом теневого контроля 5 и акустическим дефектоскопом 8 и будет идентифицировать как дефект между слоями.
Таким образом, достигается реализация технического результата повышение информативности и производительности автоматизированного неразрушающего контроля многослойных изделий за счет сокращения избыточных информационных потоков в регистрирующее устройство и определения принадлежности обнаруженных дефектов слоям изделия,
Экспериментальные исследования проводились на конструкциях из композитных материалов. Конструкция представляла собой цилиндрическое изделие, включающее два слоя (фиг. 6, 7). В изделие имеются два типа дефектов (фиг. 7): дефекты в ПКМ (24) и дефекты между ПКМ и эластичным слоем (дефекты типа неприклея, 25).
Данное изделие проконтролировано заявляемым устройством: ультразвуковым теневым бесконтактным методом и акустическим методом.
На фиг. 3 приведена дефектограмма теневого ультразвукового контроля. На фиг. 4 приведена дефектограмма акустического метода для дефекта в ПКМ. На фиг. 5 приведена дефектограмма акустического метода для дефекта между эластичным слоем и ПКМ.
Анализируя приведенные на фиг 3-5 результаты видно, что в соответствии с поставленными задачами и целью заявляемого изобретения, заявляемое устройство достоверно идентифицирует дефекты по принадлежности слоям. В данном случае, дефекты в ПКМ и дефекты типа неприклея эластичного слоя и ПКМ.
Результаты экспериментальных исследований приведены в таблице 1.

Экспериментальные исследования подтверждают, что заявленные цели в заявляемом изобретении выполнены.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЗИРОВАННОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА ИЗДЕЛИЙ СЛОЖНОЙ КОНСТРУКЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2812233C1 |
| СПОСОБ АВТОМАТИЗИРОВАННОГО ПРОСТРАНСТВЕННОГО КОНТРОЛЯ СПЛОШНОСТИ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2676857C1 |
| Способ автоматизированного неразрушающего контроля качества изделий и устройство для его осуществления | 2017 |
|
RU2654298C1 |
| СПОСОБ АВТОМАТИЗИРОВАННОГО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ФОРМЫ ТЕЛ ВРАЩЕНИЯ | 2012 |
|
RU2526518C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ГЛУБИНЫ ЗАЛЕГАНИЯ ДЕФЕКТОВ В ИЗДЕЛИЯХ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2017 |
|
RU2650711C1 |
| Способ неразрушающего контроля монолитного листа совместно с клеевым слоем в многослойных конструкциях из полимерных композиционных материалов | 2018 |
|
RU2701204C1 |
| Способ неразрушающего контроля клеевого соединения монолитных листов из полимерных композиционных материалов | 2016 |
|
RU2627539C1 |
| СПОСОБ АВТОМАТИЗИРОВАННОГО РЕНТГЕНОВСКОГО КОНТРОЛЯ ИЗДЕЛИЙ СЛОЖНОЙ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2815195C1 |
| Способ автоматизированного контроля сплошности изделий и устройство для его осуществления | 2019 |
|
RU2720437C1 |
| СПОСОБ И УСТРОЙСТВО КОНТРОЛЯ РАБОТОСПОСОБНОСТИ УЛЬТРАЗВУКОВОГО ДЕФЕКТОСКОПА | 1994 |
|
RU2104519C1 |




Использование: для комплексного автоматизированного неразрушающего контроля качества многослойных изделий. Сущность изобретения заключается в том, что устройство включает два ультразвуковых преобразователя теневого контроля, ультразвуковой дефектоскоп теневого контроля, пороговое устройство ультразвукового дефектоскопа теневого контроля, датчик позиционирования, электронный блок датчика позиционирования, регистрирующее устройство, преобразователь акустического дефектоскопа для осуществления метода свободных колебаний, акустический дефектоскоп для осуществления метода свободных колебаний, пороговое устройство акустического дефектоскопа для осуществления метода свободных колебаний, электронный ключ, блок задержки. Два ультразвуковых преобразователя теневого контроля выполнены с возможностью установки для акустической связи с контролируемым изделием. Выходы двух ультразвуковых преобразователей теневого контроля подключены к соответствующим входам ультразвукового дефектоскопа теневого контроля. Выход ультразвукового дефектоскопа теневого контроля подключен к входу порогового устройства ультразвукового дефектоскопа теневого контроля. Выход порогового устройства ультразвукового дефектоскопа теневого контроля подключен к первому входу регистрирующего устройства. Выход датчика позиционирования через электронный блок датчика позиционирования подключен ко второму входу регистрирующего устройства. Второй выход порогового устройства ультразвукового дефектоскопа теневого контроля подключен к первому входу электронного ключа. Выход преобразователя акустического дефектоскопа для осуществления метода свободных колебаний подключен к входу акустического дефектоскопа для осуществления метода свободных колебаний. Выход акустического дефектоскопа для осуществления метода свободных колебаний подключен к входу порогового устройства акустического дефектоскопа для осуществления метода свободных колебаний. Ко второму входу электронного ключа подключен выход порогового устройства акустического дефектоскопа для осуществления метода свободных колебаний. Выход электронного ключа подключен к первому входу блока задержки. Ко второму входу блока задержки подключен второй выход электронного блока датчика позиционирования. Выход блока задержки подключен к третьему входу регистрирующего устройства. Технический результат: повышение информативности и производительности неразрушающего контроля качества многослойных изделий. 8 ил., 1 табл.
Устройство комплексного автоматизированного неразрушающего контроля качества многослойных изделий, включающее
- два ультразвуковых преобразователя теневого контроля,
- ультразвуковой дефектоскоп теневого контроля,
- пороговое устройство ультразвукового дефектоскопа теневого контроля,
- датчик позиционирования, устанавливаемый с возможностью механического взаимодействия с поверхностью контролируемого изделия,
- электронный блок датчика позиционирования,
- регистрирующее устройство, при этом
- два ультразвуковых преобразователя теневого контроля выполнены с возможностью установки для акустической связи с контролируемым изделием,
- выходы двух ультразвуковых преобразователей теневого контроля подключены к соответствующим входам ультразвукового дефектоскопа теневого контроля,
- выход ультразвукового дефектоскопа теневого контроля подключен к входу порогового устройства ультразвукового дефектоскопа теневого контроля,
- выход порогового устройства ультразвукового дефектоскопа теневого контроля подключен к первому входу регистрирующего устройства,
- выход датчика позиционирования через электронный блок датчика позиционирования подключен ко второму входу регистрирующего устройства,
отличающееся тем, что в него дополнительно введены следующие блоки:
- преобразователь акустического дефектоскопа для осуществления метода свободных колебаний,
- акустический дефектоскоп для осуществления метода свободных колебаний,
- пороговое устройство акустического дефектоскопа для осуществления метода свободных колебаний,
- электронный ключ,
- блок задержки, при этом
- второй выход порогового устройства ультразвукового дефектоскопа теневого контроля подключен к первому входу электронного ключа,
- выход преобразователя акустического дефектоскопа для осуществления метода свободных колебаний подключен к входу акустического дефектоскопа для осуществления метода свободных колебаний,
- выход акустического дефектоскопа для осуществления метода свободных колебаний подключен к входу порогового устройства акустического дефектоскопа для осуществления метода свободных колебаний,
- ко второму входу электронного ключа подключен выход порогового устройства акустического дефектоскопа для осуществления метода свободных колебаний,
- выход электронного ключа подключен к первому входу блока задержки,
- ко второму входу блока задержки подключен второй выход электронного блока датчика позиционирования, а
- выход блока задержки подключен к третьему входу регистрирующего устройства.
| Способ гибки трубчатых заготовок, например, трубчатых манометрических пружин | 1961 |
|
SU145435A1 |
| Способ ультразвукового контроля качества соединений многослойных труб | 1986 |
|
SU1350605A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ИЗДЕЛИЙ | 1992 |
|
RU2067298C1 |
| СПОСОБ ТЕНЕВОГО ПРОЗВУЧИВАНИЯ СВОДА ИЗДЕЛИЯ ИМПУЛЬСАМИ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2007 |
|
RU2359262C1 |
| JP 2008180523 A, 07.08.2008 | |||
| WO 2014112478 A1, 24.07.2014. | |||

