Изобретение относится к ротационному прессу для прессования прессуемого пищевого материала, такого как порошкообразный пищевой концентрат, с получением пищевых таблеток (например, бульонных таблеток или бульонных кубиков), а также к способу прессования пищевой таблетки, такой как бульонная таблетка или бульонный кубик, путем прессования прессуемого пищевого материала, такого как порошкообразный пищевой концентрат, с помощью ротационного пресса.
Ротационные прессы широко известны в предшествующем уровне техники. Эти прессы обычно содержат транспортер для подачи прессуемого (например, порошкообразного) материала в подающую трубу пресса. Подающая труба обычно расположена или ориентирована вертикально для подачи самотеком прессуемого материала в секцию прессования ротационного пресса. Обычно подача в ротационные прессы бывает прерывистой. В процессе прессования определенное количество прессуемого материала, из которого должна быть спрессована таблетка, подают из подающей трубы в систему прессования с полостями пресс-формы для приема некоторого количества прессуемого материала для прессования в таблетку. Как правило, уровень заполнения в подающей трубе поддерживают в пределах заданного, но довольно большого диапазона. Например, наличие или отсутствие прессуемого материала на определенном уровне подающей трубы измеряет с помощью одного датчика в этом положении подающей трубы. Когда датчик не покрыт, обнаруживается низкий уровень прессуемого материала внутри подающей трубы. Через определенное время задержки после обнаружения низкого уровня, но в ходе процесса прессования, начинают запуск двигателя, который приводит в действие транспортер для подачи прессуемого материала в подающую трубу с фиксированной скоростью с заполнением тем самым подающей трубы. Затем, когда датчик покрывается вследствие этого заполнения, указанный двигатель продолжает работать в течение определенного времени задержки до остановки, в то время как процесс прессования продолжается. Это приводит к изменению уровня заполнения прессуемого материала внутри подающей трубы в пределах упомянутого диапазона. Было обнаружено, что вышеописанная известная прерывистая подача подающей трубы приводит к вариации веса 0,15 г для таблетки, имеющей средний вес 10 г. Известно, что для того, чтобы уровень заполнения не превышал уровень датчика или не оставался ниже этого уровня слишком долго и, таким образом, чтобы избежать опорожнения или переполнения подающей трубы, необходимо регулировать скорость системы прессования, если в течение определенного периода времени не было обнаружено изменение уровня заполнения. Было обнаружено, что регулирование скорости системы прессования приводит к различной твердости прессованной таблетки или кубика. У пользователей бульонных таблеток есть привычка крошить таблетку или кубик в блюдо в процессе приготовления для обеспечения хорошего распределения и/или сокращения времени растворения в воде для варки. Для надежной упаковки полученной таблетки желательна минимальная твердость. Определенная максимальная твердость гарантирует то, что обычный пользователь может раздавить таблетку пальцами без использования дополнительных инструментов или приспособлений.
Таким образом, целью настоящего изобретения является создание ротационного пресса для прессования прессуемого пищевого материала в пищевую таблетку, а также способа прессования пищевой таблетки, который обеспечивает более точное или единообразное производство пищевых таблеток с точки зрения средней массы и предпочтительно с точки зрения дополнительных особенностей прессованного пищевого материала или пищевой таблетки.
Цели можно достигнуть посредством независимых пунктов формулы изобретения. Основная идея настоящего изобретения дополнительно получает развитие преимущественно в зависимых пунктах формулы.
В соответствии с первым аспектом настоящего изобретения предложен ротационный пресс для прессования прессуемого пищевого материала, такого как порошкообразный пищевой концентрат, в пищевые таблетки.
В соответствии с настоящим изобретением общий термин «таблетка» охватывает любой вид прессуемого материала, прессуемого или уплотняемого из порошка или гранул (смеси) в твердую порцию. Термин «твердый» означает, что он сохраняет свою форму после стадии прессования, в конечном счете она поддерживается связующими веществами или другими добавками. Таблетки могут быть представлены в виде кубика, диска или любой другой желаемой формы. Кубическую таблетку в настоящем документе также называют «кубиком», например кубиком пищевого продукта или бульонным кубиком, и, таким образом, она представляет собой конкретную форму (пищевой) таблетки.
В соответствии с настоящим изобретением термин «пищевой» или «пищевой материал» охватывает любое пригодное для употребления в пищу или съедобное вещество/материал. Кроме того, термин «прессуемый пищевой материал» охватывает любой вид такого «пищевого материала», предоставленного в пригодной для прессования форме, которая может быть спрессована в таблетку, например порошкообразный пищевой концентрат или пищевой гранулированный материал (смесь).
Ротационный пресс содержит систему подачи. Система подачи содержит питатель для непрерывной подачи прессуемого пищевого материала и подающую трубу для подачи прессуемого пищевого материала, принимаемого из питателя.
В соответствии с настоящим изобретением термин «непрерывная подача» означает непрерывную подачу или обеспечение, в данном случае - прессуемого пищевого материала, независимо от возможных колебаний скорости подачи или обеспечения. Как обычно подразумевается в данной области техники, подающая труба может быть самотечного типа, т. е. позволяет подавать прессуемый пищевой материал самотеком за счет своего, по существу, вертикального положения/ориентации.
Ротационный пресс дополнительно содержит систему прессования. Система прессования содержит поворотную плиту пресс-формы, выполненную с возможностью приведения в движение вокруг оси вращения. Плита пресс-формы содержит множество полостей пресс-формы для последовательного приема некоторого количества прессуемого пищевого материала, обеспечиваемого подающей трубой, и получения пищевых таблеток внутри полостей пресс-формы посредством пуансонов при вращательном движении полостей пресс-формы поворотной плиты пресс-формы относительно системы подачи.
В соответствии с настоящим изобретением «система прессования» может представлять собой, например, двухпуансонную систему или однопуансонную систему. Двухпуансонная система обычно содержит два пуансона на полость пресс-формы, т.е. нижний и верхний пуансоны, предусмотренные на противоположных сторонах пресс-формы, которые выполнены с возможностью относительного перемещения друг к другу в направлении вдоль сквозного отверстия, образующего полость пресс-формы, для сжатия прессуемого материала при перемещении друг к другу. Однопуансонная система содержит один пуансон на полость пресс-формы, например нижний пуансон, который выполнен с возможностью перемещения относительно неподвижной плиты противодавления. Плита противодавления предпочтительно расположена напротив отверстия полости пресс-формы, через которое пуансон входит в полость пресс-формы для сжатия прессуемого материала, противопоставляемого плитой противодавления. В принципе, в настоящем изобретении также охвачены и другие типы прессов для непрерывного производства таблеток.
Ротационный пресс дополнительно содержит аналоговый датчик для обнаружения уровня заполнения прессуемого пищевого материала в подающей трубе.
Ротационный пресс дополнительно содержит блок управления, выполненный с возможностью (непрерывного) регулирования скорости подачи питателя (например, путем регулирования скорости двигателя питателя) для непрерывной подачи прессуемого пищевого материала на основе обнаруженного уровня заполнения для поддержания уровня заполнения на определенном заданном уровне заполнения.
В соответствии с настоящим изобретением «поддержание уровня заполнения» является установленной целью, которой нужно добиваться максимально точно, и предпочтительно означает, что уровень заполнения необходимо как можно лучше и эффективнее поддерживать при желаемом или определенном установленном значении уровня заполнения, хотя может наблюдаться (незначительное) отклонение, например, из-за ненормального состояния самого ротационного пресса (например, засорения, колебания плотности), рабочих условий системы прессования (например, последовательного заполнения/загрузки полостей пресс-формы, что при быстрой работе системы прессования, например, на максимальной скорости, можно рассматривать как (приблизительно) непрерывный процесс), прессуемого пищевого материала (например, агломерации), окружающей среды (например, температуры, влажности) и т.п.
Во-первых, ротационный пресс в соответствии с настоящим изобретением позволяет непрерывно подавать пищевой материал в подающую трубу, что в свою очередь обеспечивает гораздо более точный и управляемый уровень заполнения. Кроме того, скорость подачи питателя (непрерывно) регулируется для обеспечения непрерывной подачи прессуемого пищевого материала с учетом обратной связи от аналогового датчика, т.е. на основании обнаруженного уровня заполнения, так что уровень заполнения наилучшим образом поддерживается на установленном значении уровня заполнения. В отличие от предшествующего уровня техники, который намеренно допускает изменение уровня заполнения в широком диапазоне относительно уровня обнаружения датчика, настоящее изобретение направлено на поддержание уровня заполнения на установленном значении уровня заполнения, что означает поддержание установленного целевого значения упомянутым образом, т.е. наиболее точно на установленном значении уровня заполнения или немного выше/ниже его (например, от 5 до 40 мм или даже меньше относительно установленного значения уровня заполнения, который нужно поддерживать постоянным, предпочтительно от 5 до 20 мм, предпочтительно от 5 до 10 мм), чтобы тем самым избегать неблагоприятной вариации общего уровня заполнения.
Было обнаружено, что уровень заполнения прессуемого пищевого материала внутри подающей трубы оказывает существенное влияние на конечный продукт, полученный прессованием, т.е. на пищевую таблетку. Это происходит потому, что значительный уровень заполнения может привести к большему сжатию пищевого материала внутри подающей трубы за счет подачи материала самотеком с помощью подающей трубы, точно так же как слишком низкий уровень заполнения приводит к недостаточному уплотнению прессуемого пищевого материала, например к слишком низкой его плотности, что в свою очередь обеспечивает значительную вариацию прессуемого пищевого материала, подаваемого в систему прессования, и, таким образом, приводит к значительной вариации особенностей пищевых таблеток, таких как масса и твердость прессуемых пищевых таблеток. Такую вариацию можно свести к минимуму за счет наиболее точного поддержания постоянного уровня заполнения на установленном значении уровня заполнения. В частности, для этого используют аналоговый датчик. Поскольку аналоговый датчик выдает постоянный сигнал, например от 0% до 100%, необходим только один выделенный датчик, а именно аналоговый датчик, который может определять уровень заполнения прессуемого пищевого материала в подающей трубе в форме того или иного значения (например, 50% или 25%), а затем блок управления может управлять скоростью подачи питателя для поддержания установленного значения уровня заполнения. Более того, также можно легко задавать установленное значение уровня заполнения на любом желаемом (регистрируемом) уровне аналогового датчика в пределах его диапазона обнаружения, как будет более подробно описано ниже в настоящем документе.
Более того, в отличие от общеизвестных процессов прессования, при которых скоростью пресса управляют для обеспечения вариации или регулирования уровня заполнения подающей трубы, настоящее изобретение направлено на управление скоростью подачи питателя, которое осуществляется блоком управления для поддержания уровня заполнения на установленном значении уровня заполнения. Следовательно, цель поддержания уровня заполнения (как можно более постоянным) на установленном значении уровня заполнения достигается средствами, которые не относятся непосредственно к процессу прессования (например, к скорости пресса). Это позволяет управлять (например, регулировать) любыми связанными с системой прессования параметрами (такими, как скорость пресса) независимо от системы подачи, так что система прессования, которая самым точным образом принимает прессуемый пищевой материал из системы подачи, может, например, работать с постоянной скоростью, например с полной скоростью или с любой другой желаемой скоростью.
Было обнаружено, что с помощью настоящего изобретения можно производить пищевые таблетки, вариация веса которых сведена к минимуму, например максимальная вариация веса 0,05 г на 10 г пищевой таблетки, что означает уменьшение вариации веса по сравнению с обычными системами прессования на около 66% (0,05 г по сравнению с 0,15 г). Это также приводит к меньшему колебанию исходного прессуемого пищевого материала, в результате повышается экономическая эффективность.
Как уже указано выше в настоящем документе, блок управления (или другой блок управления) может быть дополнительно выполнен с возможностью управления скоростью подачи независимо от скорости системы прессования. Это означает, что скорость системы прессования можно установить на любом требуемом уровне для желаемого результата прессования таблеток, тогда как управление скоростью подачи, независимо от скорости пресса и управления скоростью пресса, осуществляется только на основе, т.е. только в зависимости, от фактического обнаружения уровня заполнения, чтобы поддерживать уровень заполнения на определенном установленном значении уровня заполнения. Следовательно, даже если фактический уровень заполнения может также зависеть от скорости пресса, управление скоростью подачи зависит только от обнаруженного уровня заполнения, таким образом, с учетом также любых других факторов, которые могут влиять на фактический уровень заполнения, таких как температура, влажность, засорение, прессуемый материал и т.д. Как уже упоминалось, поскольку управление скоростью системы прессования, с одной стороны, и управление скоростью подачи питателя, с другой стороны, могут быть независимыми друг от друга, требуемый прессуемый пищевой материал может подаваться системой подачи самым точным образом, в то время как системой прессования можно управлять для получения желаемых особенностей пищевых таблеток или просто для того, чтобы позволить системе прессования работать с максимальной или любой другой желаемой скоростью. Таким образом, при точном прессовании пищевого материала можно обеспечить желаемую/максимальную производительность при сведении к минимуму вариации веса. Ограниченная вариация веса прессуемого пищевого материала также влияет на другие особенности пищевой таблетки, такие как средняя твердость и среднее количество используемого сырьевого прессуемого пищевого материала. Было также обнаружено, что при вариации скорости пресса, подобной применяемой в предшествующем уровне техники для управления уровнем заполнения, наблюдается вариация твердости пищевых таблеток, что может привести к невозможности использования пищевой таблетки по назначению (например, бульонного кубика) или увеличению числа незапланированных остановок всего процесса, включая также упаковку пищевой таблетки (например, пищевого кубика). Поскольку особенностями системы прессования можно управлять (например, регулировать) независимо от скорости подачи и, следовательно, уровня заполнения, можно избежать нежелательных воздействий, возникающих в результате изменения этих особенностей системы прессования. Например, в случае прессования композиции бульона Swiss Maggi со скоростью 632 таблетки/мин средняя твердость этих таблеток равна 163 Н, а при сниженной скорости прессования 500 таблеток/мин средняя твердость этих таблеток равна 276 Н.
Ротационный пресс может дополнительно содержать блок управления прессом, который выполнен с возможностью управления скоростью системы прессования независимо от скорости подачи и обнаруженного уровня заполнения. При этом можно максимально оптимизировать управление уровнем заполнения, с одной стороны, и управление производственным процессом пресса, с другой стороны, в результате получают пищевые таблетки, имеющие минимизированную вариацию веса и минимизированную вариацию других особенностей пищевой таблетки, таких как твердость. Блок управления (скоростью подачи или питателем) может содержать блок управления прессом. В альтернативном варианте осуществления блок управления прессом и блок управления (питателем) также могут быть обеспечены независимо друг от друга, причем «независимо» может относиться просто к управляющим действиям, но также может относиться к физически независимому расположению.
Блок управления может быть дополнительно выполнен с возможностью поддержания постоянной скорости подачи, независимо от скорости системы прессования, предпочтительно на определенном установленном значении скорости, если (или в том случае, или когда) аналоговый датчик обнаруживает, что уровень заполнения соответствует установленному значению скорости заполнения. Это позволит легко и эффективно поддерживать уровень заполнения на установленном значении уровня заполнения; и это предпочтительно основано на определенном установленном значении скорости, что обеспечивает работу с самым эффективным сохранением энергии. Поскольку это осуществляется независимо от скорости системы прессования, управление подачей и прессованием может также выполняться по отдельности, и, таким образом, можно обеспечить самое точное производство прессованных пищевых таблеток с минимальной вариацией веса и предпочтительно других особенностей пищевой таблетки.
Независимо от скорости системы прессования блок управления может быть дополнительно выполнен с возможностью увеличения скорости подачи предпочтительно до (определенной и/или регулируемой, например, в зависимости от обнаруженного уровня заполнения) первой скорости, если аналоговый датчик обнаруживает, что уровень заполнения ниже установленного значения уровня заполнения, и уменьшения скорости подачи предпочтительно до (определенной и/или регулируемой, например, в зависимости от обнаруженного уровня заполнения) второй скорости, если аналоговый датчик обнаруживает, что уровень заполнения выше установленного значения уровня заполнения. В результате возможно самое точное управление уровнем заполнения, чтобы эффективнее всего поддерживать его постоянно на определенном установленном значении уровня заполнения за счет быстрого реагирования блока управления на потенциальную вариацию уровня заполнения для самого точного управления скоростью подачи предпочтительно на основе определенных первой и второй скоростей, что также приводит к самому эффективному управлению всем процессом прессования.
Диапазон обнаружения уровня заполнения аналогового датчика может быть непрерывным, предпочтительно между заданным верхним пределом уровня заполнения, который выше установленного значения уровня заполнения, и заданным нижним пределом уровня заполнения, который ниже установленного значения уровня заполнения. В определенных обстоятельствах может существовать необходимость и возможность задания установленного значения уровня заполнения на том же уровне обнаружения, что и одно из значений верхнего или нижнего предела уровня заполнения. Применение аналогового датчика позволяет непрерывно определять уровень заполнения во всем диапазоне обнаружения и, таким образом, обеспечивает точное и предпочтительно плавное управление скоростью подачи для питателя. В зависимости от типа аналогового датчика, например, в зависимости от его разрешения, чем лучше особенности обнаружения датчика, тем лучше и более плавным можно сделать управление скоростью подачи, таким образом можно еще более повысить точность и плавность всего процесса управления в целом. Применение единственного аналогового датчика обеспечивает простую и экономичную компоновку сенсорного устройства, при этом точность измерения уровня заполнения можно легко регулировать за счет типа используемого аналогового датчика и/или набора заданных управляющих параметров. Определенный диапазон обнаружения или любой определенный/заданный диапазон обнаружения (например, заданный блоком управления) в пределах всего диапазона обнаружения может дополнительно обеспечивать меры безопасности, чтобы избежать превышения или падения уровня заполнения ниже предварительно заданных (ненормальных) уровней заполнения, что приводит, например, к отклонению параметров прессованных пищевых таблеток от требуемых средних особенностей, такой как масса и твердость. Таким образом, блок управления может быть дополнительно выполнен с возможностью обнаружения ненормального состояния при превышении верхнего предела уровня заполнения (или другого определенного/заданного верхнего предела уровня заполнения) (например, как такового или в течение заданного времени) и/или при падении ниже нижнего предела уровня заполнения (или другого определенного/заданного нижнего предела уровня заполнения) (например, как такового или в течение заданного времени). В результате обнаружения этого ненормального состояния ротационный пресс может, например, выдать соответствующий сигнал и/или может быть остановлен.
Как уже упоминалось, блок управления может быть предпочтительно выполнен с возможностью определения или задания любых желаемых пределов уровня заполнения в рамках определенного диапазона обнаружения аналогового датчика. Например, блок управления может задавать промежуточные пределы уровня заполнения между установленным значением уровня заполнения и верхним и/или нижним пределами уровня заполнения. Это позволит более точно управлять уровнем заполнения. Например, достижение соответствующих промежуточных пределов уровня заполнения, обнаруживаемых аналоговым датчиком, может привести к установке промежуточной скорости подачи питателя, причем промежуточная скорость подачи может предпочтительно находиться между постоянной скоростью подачи (например, определенным установленным значением скорости) и соответствующей скоростью подачи, когда аналоговый датчик регистрирует верхний или нижний предел уровня заполнения подающей трубы; для возврата уровня заполнения к определенному установленному значению уровня заполнения. Таким образом, первая скорость и/или вторая скорость могут изменяться в зависимости от уровня заполнения, измеряемого аналоговым датчиком, при соответствующих пределах уровня заполнения. Поскольку аналоговый датчик обычно имеет непрерывный диапазон обнаружения, между установленным значением уровня заполнения и верхним и/или нижним пределом уровня заполнения можно задавать и предпочтительно равномерно распределять ряд промежуточных пределов уровня заполнения. Каждому промежуточному пределу уровня заполнения можно присваивать заданное значение промежуточной скорости подачи, что позволяет варьировать промежуточную скорость и обеспечивает высокую точность регулирования скорости подачи. Расстояние между этими установленными промежуточными пределами уровня заполнения может быть, например, чрезвычайно малым, что обеспечивает непрерывное регулирование скорости с высокой точностью.
Независимо от скорости системы прессования блок управления может быть дополнительно выполнен с возможностью увеличения скорости подачи предпочтительно до (определенной и/или регулируемой, например, в зависимости от обнаруженного уровня заполнения) третьей скорости, превышающей первую скорость, если аналоговый датчик обнаруживает, что уровень заполнения снижается, предпочтительно падает или оказывается ниже нижнего предела уровня заполнения, и уменьшения скорости подачи предпочтительно до (определенной и/или регулируемой, например, в зависимости от обнаруженного уровня заполнения) четвертой скорости, которая меньше второй скорости, если аналоговый датчик обнаруживает, что уровень заполнения увеличивается, предпочтительно превышает или оказывается выше верхнего предела уровня заполнения. В таких условиях система прессования может быстро реагировать в случае обнаружения «ненормального состояния», чтобы быстро вернуть ротационный пресс в нормальное состояние, т. е. вернуть уровень заполнения к определенному установленному значению уровня заполнения, если оно не может поддерживаться в данных условиях. Конечно, если после этих мер уровень заполнения не возвращается к установленному значению уровня заполнения, например, в течение заданного времени, можно выполнить «нештатную процедуру», которая может заключаться в выдаче соответствующего сигнала и/или остановке ротационного пресса.
Диапазон обнаружения предпочтительно охватывает длину обнаружения между питателем и системой прессования (т.е. обычно в вертикальном направлении/протяженности или вдоль него), которая составляет от 20 мм до 100 мм, предпочтительно от 25 мм до 40 мм, более предпочтительно около 35 мм. Однако настоящее изобретение не ограничивается конкретной длиной диапазона обнаружения уровня заполнения, но это зависит от данных обстоятельств требуемого уровня заполнения, длины подающей трубы, как и размера подающей трубы и системы в целом, а также от общих особенностей ротационного пресса, таких как скорость прессования и используемый прессуемый пищевой материал и т.п.
При необходимости аналоговый датчик можно комбинировать с другими датчиками, такими как дополнительные аналоговые датчики, или даже датчиками другого типа, такими как цифровые датчики. Такие датчики предпочтительно устанавливают смежно друг с другом, предпочтительно вдоль направления подачи, проходящего между питателем и системой прессования. Множество датчиков можно размещать на определенном расстоянии друг от друга вдоль указанного направления подачи в диапазоне от 10 мм до 40 мм, предпочтительно от 15 мм до 30 мм, более предпочтительно около 18 мм. Фактически изобретение не ограничивается конкретным расстоянием между датчиками или, при дополнительном использовании цифровых датчиков, дискретными уровнями обнаружения, и это расстояние может быть установлено требуемым образом в зависимости от заданных характеристик ротационного пресса. Конечно, расстояние ограничено общей длиной подающей трубы.
Аналоговый датчик и также дополнительные датчики (при наличии) можно (вместе) устанавливать на (общей) опоре или прикреплять к ней. Это упрощает операции с датчиками и обеспечивает их точную установку.
Аналоговый датчик может быть выполнен с возможностью перемещения установленного значения уровня заполнения относительно подающей трубы для увеличения или уменьшения установленного значения уровня заполнения. Указанное перемещение может осуществляться аналоговым датчиком, например, непосредственно или с помощью опоры (при наличии), выполненной с возможностью перемещения относительно подающей трубы, т.е. предпочтительно вдоль вертикального направления. Блок управления также может быть выполнен с возможностью изменения уровня (обнаружения) аналогового датчика для установленного значения уровня заполнения, предпочтительно в пределах или относительно диапазона обнаружения аналогового датчика. Другими словами, установленное значение уровня заполнения может быть задано блоком управления на любом желаемом уровне в пределах, т.е. внутри, диапазона обнаружения. Например, указанное значение, представляющее установленное значение уровня заполнения, может быть, например, изменено и, например, может перемещаться в пределах от 25% до 50% для задания нового установленного значения уровня заполнения на другом уровне питающей трубы. Очевидно, что при необходимости на соответствующих уровнях обнаружения могут определяться или (повторно) устанавливаться и другие пределы уровня заполнения относительно уровня обнаружения установленного значения уровня заполнения. Изменение (уровня(-ей) обнаружения) установленного значения уровня заполнения и, в конечном счете, других пределов уровня заполнения позволяет регулировать аналоговый датчик в зависимости от определенных потребностей для получения прессованных пищевых таблеток с заданными параметрами. При изменении уровня обнаружения установленного значения уровня заполнения и, соответственно, других пределов уровня заполнения при необходимости можно легко регулировать установленное значение уровня заполнения только лишь на основании установок управления. С другой стороны, физическое перемещение аналогового датчика позволяет регулировать установленное значение уровня заполнения даже вне пределов фактического диапазона обнаружения, поскольку аналоговый датчик предпочтительно можно устанавливать на любом требуемом уровне вдоль длины подачи. При наличии более одного датчика каждый датчик может быть выполнен с возможностью физического перемещения независимо от других датчиков, что еще более увеличивает возможности регулирования диапазона обнаружения.
Подающая труба может иметь длину подачи, проходящую (предпочтительно в вертикальном направлении) между питателем и системой прессования, от 50 мм до 4000 мм, предпочтительно от 100 мм до 2000 мм, предпочтительно от 200 мм до 1500 мм, более предпочтительно от 500 мм до 1000 мм и наиболее предпочтительно около 700 мм. Конечно, настоящее изобретение не ограничивается конкретной длиной подачи, которая, однако, предпочтительно зависит от данных требований к процессу прессования.
Полости пресс-формы расположены и предпочтительно равномерно распределены вокруг оси вращения, предпочтительно на одинаковом радиальном расстоянии. Это обеспечивает самый точный и быстрый процесс прессования. Полости пресс-формы могут иметь многоугольное поперечное сечение, если смотреть в направлении прессования пуансонов, например прямоугольное или квадратное, для прессования пищевой таблетки кубической формы, такой как бульонный кубик. Конечно, полости пресс-формы могут также иметь другое поперечное сечение, например круглое или овальное.
Система подачи предпочтительно содержит бункер для разгрузки прессуемого пищевого материала в питатель. Кроме того, система подачи может дополнительно содержать сито, предпочтительно расположенное между питателем и подающей трубой, для просеивания подаваемого прессуемого пищевого материала. Сито может быть выполнено с возможностью перемещения (например, вращения) или фиксированным. Сито предпочтительно выполнено с возможностью отсоединения. Система подачи может дополнительно содержать питатель пресса для распределения прессуемого пищевого материала, обеспечиваемого подающей трубой, в полости пресс-формы. Питатель пресса может представлять собой подающий башмак, предпочтительно имеющий по меньшей мере одну или более подающих винтовых мешалок для распределения прессуемого пищевого материала, обеспечиваемого подающей трубой, в полости пресс-формы. Питатель пресса может быть выполнен между подающей трубой (например, предпочтительно в виде (нижнего) выходного отверстия подающей трубы) и полостями пресс-формы поворотной плиты пресс-формы для обеспечения определенной подачи в полости пресс-формы, минующие подающую трубу при вращательном движении полостей пресс-формы поворотной плиты пресс-формы относительно системы подачи. Питатель может представлять собой шнековый питатель, или вибрационный питатель, или конвейер с сетчатой лентой, или питатель/транспортер (материала) любого другого рода. Кроме того, для приведения в действие питателя с заданной скоростью подачи, предпочтительно управляемой блоком управления, может быть предусмотрен двигатель, такой как электрический двигатель. Двигатель может работать с требуемыми скоростями и/или в стартстопном режиме, предпочтительно с помощью частотного преобразователя.
Система прессования может дополнительно содержать секцию прессования для приложения к пуансонам усилия прессования, т.е. на обоих противоположных пуансонах (группах пуансонов) в двухпуансонной системе или на одиночных пуансонах (группах пуансонов) в однопуансонной системе. Кроме того, система прессования может дополнительно содержать секцию выгрузки таблетки для выгрузки прессованной пищевой таблетки, предпочтительно в форме бульонного кубика, например, с помощью блока выталкивателя.
В соответствии со вторым аспектом настоящего изобретения предложен способ прессования пищевой таблетки, такой как бульонный кубик, путем прессования прессуемого пищевого материала, такого как порошкообразный пищевой концентрат, с помощью ротационного пресса, причем способ включает стадии:
а) непрерывной подачи прессуемого пищевого материала питателем в подающую трубу системы подачи ротационного пресса, причем уровень заполнения прессуемого пищевого материала в подающей трубе обнаруживается аналоговым датчиком,
b) последовательного приема некоторого количества прессуемого пищевого материала, обеспечиваемого подающей трубой, во множество полостей пресс-формы поворотной плиты пресс-формы системы прессования при вращательном движении поворотной плиты пресс-формы, выполненной с возможностью приведения в движение вокруг оси вращения относительно системы подачи, и
c) получения пищевых таблеток внутри полостей пресс-формы с помощью пуансонов при вращательном движении поворотной плиты пресс-формы,
причем при непрерывной подаче прессуемого пищевого материала в подающую трубу скорость подачи питателя регулируют на основе обнаруженного уровня заполнения, чтобы поддерживать уровень заполнения на определенном установленном значении уровня заполнения.
Способ в соответствии с настоящим изобретением обеспечивает ряд преимуществ, которые уже перечислены выше в настоящем документе для ротационного пресса, и, таким образом, обеспечивает наиболее точный ресурсосберегающий и экономически эффективный способ, т.е. проведение процесса прессования.
Способ может дополнительно включать стадию поддержания постоянной скорости подачи предпочтительно на определенном установленном значении скорости, независимо от скорости системы прессования, если (или в том случае, или когда) аналоговый датчик обнаруживает, что уровень заполнения соответствует установленному значению уровня заполнения. Кроме того, способ может дополнительно включать стадии увеличения скорости подачи предпочтительно до (определенной и/или регулируемой, например, в зависимости от обнаруженного уровня заполнения) первой скорости, независимо от скорости системы прессования, если аналоговый датчик обнаруживает, что уровень заполнения ниже установленного значения уровня заполнения, и уменьшения скорости подачи предпочтительно до (определенной и/или регулируемой, например, в зависимости от обнаруженного уровня заполнения) второй скорости, независимо от скорости системы прессования, если аналоговый датчик обнаруживает, что уровень заполнения выше установленного значения уровня заполнения.
Аналоговый датчик предпочтительно характеризуется непрерывным диапазоном обнаружения уровня заполнения между заданным верхним пределом уровня заполнения, который выше установленного значения уровня заполнения, и заданным нижним пределом уровня заполнения, который ниже установленного значения уровня заполнения. Таким образом, способ может дополнительно включать стадии увеличения скорости подачи предпочтительно до (определенной и/или регулируемой, например, в зависимости от обнаруженного уровня заполнения) третьей скорости, превышающей первую скорость, независимо от скорости системы прессования, если аналоговый датчик обнаруживает, что уровень заполнения снижается (например, третья скорость может меняться и зависит от обнаруженного уровня заполнения), предпочтительно падает или оказывается ниже нижнего предела уровня заполнения, и уменьшения скорости подачи предпочтительно до (определенной и/или регулируемой, например, в зависимости от обнаруженного уровня заполнения) четвертой скорости, которая меньше второй скорости, независимо от скорости системы прессования, если аналоговый датчик обнаруживает, что уровень заполнения увеличивается (например, четвертая скорость может меняться и зависит от обнаруженного уровня заполнения), предпочтительно превышает или оказывается выше верхнего предела уровня заполнения.
Дополнительные признаки, преимущества и цели настоящего изобретения будут понятны специалисту в данной области после прочтения приведенного ниже подробного описания варианта осуществления настоящего изобретения при рассмотрении вместе с фигурой на прилагаемом рисунке.
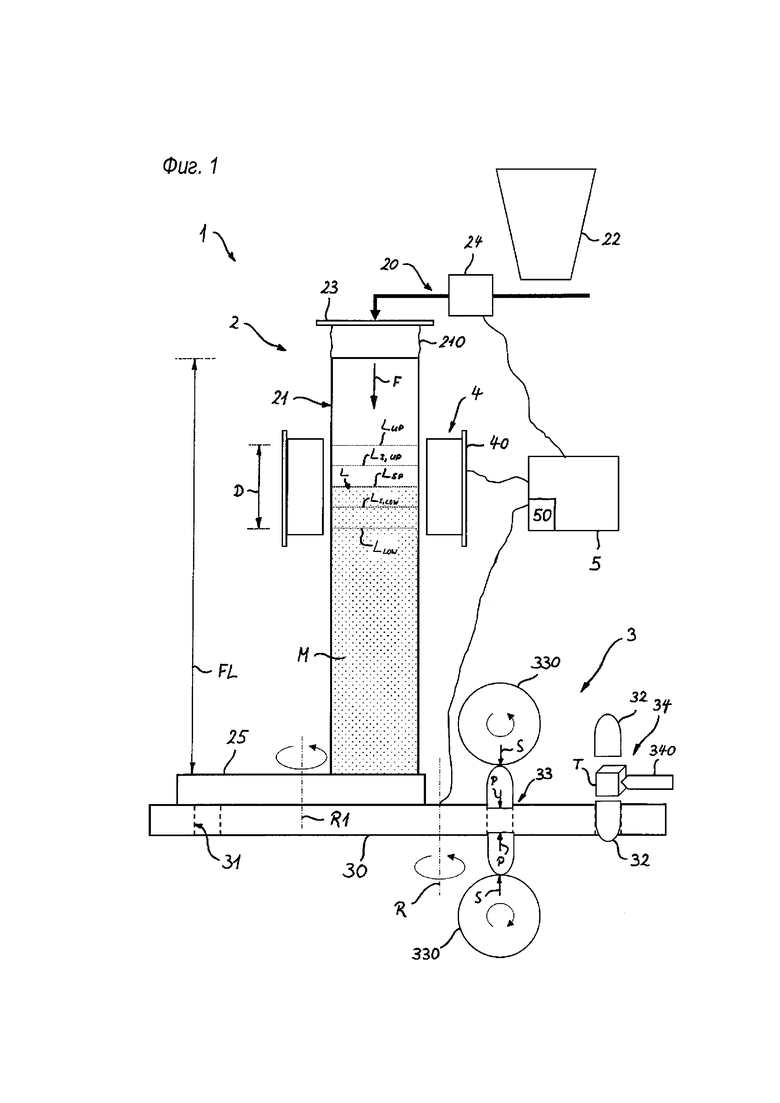
На единственной фиг. 1 представлен упрощенный схематический вид ротационного пресса 1 для прессования прессуемого пищевого материала M, такого как порошкообразный пищевой концентрат, в пищевые таблетки T в соответствии с настоящим изобретением.
Ротационный пресс 1 содержит систему 2 подачи для подачи прессуемого пищевого материала M в систему 3 прессования ротационного пресса 1, как более подробно описано ниже в настоящем документе. Система 2 подачи содержит питатель 20 для непрерывной подачи прессуемого пищевого материала M. Система 2 подачи дополнительно содержит подающую трубу 21 для подачи прессуемого пищевого материала M, поступающего из питателя 2о. Подающая труба 21 может быть самотечного типа и, таким образом, проходит, по существу, вертикально или расположена/ориентирована, по существу, вертикально. Подающая труба 21 может иметь длину FL подачи между питателем 20 и системой 3 прессования, составляющую от 50 мм до 4000 мм, предпочтительно от 100 мм до 2000 мм, предпочтительно от 200 мм до 1500 мм, более предпочтительно от 500 мм до 1000 мм и наиболее предпочтительно около 700 мм. Подающая труба 21, как и все остальные элементы ротационного пресса, может быть изготовлена из пищевого материала, например из пищевого пластика (например, поливинилиденфторида (ПВДФ)). Подающая труба 21 вибрирует или перемешивает. Это гарантирует отсутствие прилипания прессуемого пищевого материала M к стенке.
Система 2 подачи может дополнительно содержать бункер 22 для разгрузки прессуемого пищевого материала M в питатель 20. Кроме того, между питателем 20 и подающей трубой 21 может быть предпочтительно предусмотрено сито 23, такое как ротационное сито или неподвижное сито, для просеивания подаваемого прессуемого пищевого материала M. Такое сито 23 или дополнительные сита также можно устанавливать в любом другом требуемом месте в пределах пути подачи прессуемого пищевого материала M. Подающая труба 21 может представлять собой жесткую или гибкую трубу, трубку или шланг или т.п. Подающая труба 21 может содержать гибкую соединительную секцию 210 для соединения подающей трубы 21 с питателем 20 или ситом 23.
Питатель 20 может представлять собой шнековый питатель, либо вибрационный питатель, либо питатель или транспортер любого другого вида. Кроме того, питатель 20 может содержать двигатель 24, такой как электрический двигатель, для приведения в действие питателя 20 с определенной скоростью подачи, управление которой предпочтительно осуществляется блоком 5 управления ротационного пресса 1, как более подробно описано ниже в настоящем документе.
Ротационный пресс 1 дополнительно содержит систему 3 прессования. Система 3 прессования содержит поворотную плиту 30 пресс-формы, выполненную с возможностью поворота вокруг оси R вращения. Плита 30 пресс-формы содержит множество полостей 31 пресс-формы (т. е. матрицы или кубики для объемного заполнения; на фиг. 1 для ясности схематически показаны только три полости 31 пресс-формы) для последовательного приема некоторого количества прессуемого пищевого материала M, обеспечиваемого подающей трубой 21, и получения пищевых таблеток T внутри полостей 31 пресс-формы с помощью пуансонов 32 при вращательном движении полостей 31 пресс-формы поворотной плиты 30 вокруг оси R вращения и относительно системы 2 подачи. На фиг. 1 для наглядности показаны только две пары пуансонов 32, хотя, как правило, каждая полость 31 пресс-формы снабжена парой пуансонов 32, которые обычно направляются в направляющей канавке, проходящей вокруг оси R вращения, соответственно, для перемещения пуансонов к полости 31 пресс-формы и от нее или относительно друг друга. На фиг. 1 показана двухпуансонная система, хотя применение не ограничивается такими системами 3 прессования. Например, система 3 прессования может также представлять собой однопуансонную систему только с одним пуансоном на полость пресс-формы. В таком случае на одной стороне плиты пресс-формы обеспечена группа одинарных пуансонов. Сторона сквозного отверстия, образующего полость пресс-формы, которая противоположна одинарному пуансону, закрыта неподвижной плитой противодавления (например, закрытым дном полости пресс-формы) для противодействия усилию прессования одного пуансона при перемещении одного пуансона в полость/внутрь полости пресс-формы к плите противодавления для сжатия прессуемого материала.
Кроме того, может быть предусмотрен питатель 25 пресса (или распределитель материала) для распределения прессуемого пищевого материала M, обеспечиваемого подающей трубой 21, в полости 31 пресс-формы. Таким образом, питатель 25 пресса может представлять собой подающий башмак, предпочтительно имеющий по меньшей мере одну подающую винтовую мешалку (не показана, но хорошо известна в технической области ротационных прессов), предпочтительно выполненную с возможностью вращения вокруг оси R1 вращения, для распределения прессуемого пищевого материала M, обеспечиваемого подающей трубой 21, в полости 31 пресс-формы. Питатель 25 пресса предпочтительно выполнен между подающей трубой 21 (например, предпочтительно в виде (нижнего) выходного отверстия подающей трубы) и полостями 31 пресс-формы поворотной плиты 30 пресс-формы для обеспечения определенной подачи в полости 31 пресс-формы, минующие подающую трубу 21 при вращательном движении полостей 31 пресс-формы поворотной плиты 30 пресс-формы вокруг оси R вращения и относительно системы 2 подачи.
Система 3 прессования может содержать секцию 33 прессования для приложения усилия S прессования к пуансонам 32. Таким образом, могут быть предусмотрены компрессионные валки 330, за счет которых к пуансонам 32 прикладывается специальное усилие S прессования, чтобы обеспечить соответствующее усилие прессования, прилагаемое к прессуемому пищевому материалу M для получения пищевой таблетки T. Кроме того, система 3 прессования может дополнительно включать в себя секцию 34 выгрузки таблетки для выгрузки прессованной пищевой таблетки T, предпочтительно в форме бульонного кубика. Следовательно, может быть предусмотрен блок 340 выталкивателя для выталкивания полученной пищевой таблетки T.
Полости 31 пресс-формы предпочтительно расположены и более предпочтительно равномерно распределены вокруг оси R вращения. В предпочтительном варианте осуществления полости 31 пресс-формы имеют многоугольное поперечное сечение, если смотреть в направлении P прессования пуансонов 32, например прямоугольное или квадратное, для прессования пищевой таблетки Т в форме кубика, такой как бульонный кубик.
Ротационный пресс 1 дополнительно содержит аналоговый датчик 4 для обнаружения уровня заполнения L прессуемого пищевого материала М в подающей трубе 21. Аналоговый датчик 4 можно устанавливать на опоре 40 или прикреплять к ней, и такая опора предпочтительно выполнена с возможностью перемещения вдоль подающей трубы и/или с возможностью отсоединения.
Например, аналоговый датчик 4 может представлять собой светодиодные инфракрасные датчики, т.е. с использованием матрицы инфракрасных светодиодов, предпочтительно с возможностью измерения через непрозрачные материалы (например, пластик); т.е. материалы, из которых предпочтительно изготавливают подающую трубу 21. Аналоговый датчик 4 может состоять из одного передатчика и одного приемника, которые предпочтительно расположены на противоположных сторонах подающей трубы 21 на одном и том же уровне, как показано на фиг. 1, для обнаружения прессуемого пищевого материала M внутри подающей трубы 21. Передатчик и приемник аналогового датчика 4 могут быть расположены на одной и той же опоре 40 или прикреплены к ней. Для питания аналогового датчика предпочтительно можно использовать напряжение 24 В постоянного тока. Выходной сигнал аналогового датчика, таким образом, может приниматься в нужном формате (например, от 0 В до 10 В, от 4 мА до 20 мА или в форме любого другого аналогового сигнала). Только в качестве примера такого аналогового датчика 4 упоминается его конкретная модель BOH AI-R165-011-01-S49F производства Balluff. Конечно, можно использовать любые другие датчики (любого другого типа), предпочтительно с такими же функциональными возможностями.
Ротационный пресс 1 дополнительно содержит блок 5 управления, выполненный с возможностью управления скоростью подачи питателя 20 (например, путем управления скоростью двигателя 24, упомянутого выше в настоящем документе) для непрерывной подачи прессуемого пищевого материала M на основе обнаруженного уровня L заполнения для поддержания уровня L заполнения на определенном установленном значении LSP уровня заполнения. В предпочтительном варианте осуществления блок 5 управления может быть выполнен с возможностью управления скоростью подачи независимо от скорости системы 3 прессования. Блок 5 управления может быть выполнен с возможностью программирования, например с помощью определенного алгоритма, для обеспечения определенного управления скоростью подачи.
Ротационный пресс 1 может дополнительно включать в себя блок 50 управления прессом, выполненный с возможностью управления скоростью работы системы 3 прессования независимо от скорости подачи и обнаруженного уровня L заполнения. Блок 5 управления может включать в себя блок 50 управления прессом, как схематически показано на фиг. 1. Однако блок 50 управления прессом также может быть предусмотрен независимо от блока 5 управления.
Блок 5 управления может быть выполнен с возможностью поддержания постоянной скорости подачи, независимо от скорости системы 3 прессования, предпочтительно на определенном установленном значении скорости, если (или в том случае, или когда) аналоговый датчик 4 обнаруживает, что уровень L заполнения соответствует установленному значению LSP уровня заполнения.
Независимо от скорости системы 3 прессования блок 5 управления может быть дополнительно выполнен с возможностью увеличения скорости подачи предпочтительно до определенной и/или регулируемой, например, в зависимости от обнаруженного уровня заполнения) первой скорости, если аналоговый датчик 4 обнаруживает, что уровень заполнения L ниже установленного значения LSP уровня заполнения, и уменьшения скорости подачи предпочтительно до определенной и/или регулируемой, например, в зависимости от обнаруженного уровня заполнения) второй скорости, если аналоговый датчик 4 обнаруживает, что уровень заполнения L выше установленного значения LSP уровня заполнения.
Диапазон D обнаружения уровня заполнения аналогового датчика 4 может быть непрерывным, предпочтительно между заданным верхним пределом LUP уровня заполнения, который выше установленного значения LSP уровня заполнения, и заданным нижним пределом LLOW уровня заполнения, который ниже установленного значения LSP уровня заполнения. В определенных обстоятельствах может существовать необходимость и возможность задания установленного значения LSP уровня заполнения на том же уровне обнаружения, что и одно из значений верхнего или нижнего предела LUP, LLOW уровня заполнения. Блок 5 управления может быть предпочтительно выполнен с возможностью установки промежуточных пределов LI,UP, LI,LOW уровня заполнения между установленным значением LSP уровня заполнения и значениями верхнего и/или нижнего предела LUP, LLOW уровня заполнения, чтобы таким образом обеспечить любые желаемые пороговые значения уровней, которые могут потребоваться для управления, например для обнаружения уровня заполнения L, и предпочтительно для поддержания уровня заполнения L на установленном значении LSP уровня заполнения. Например, достижение соответствующих промежуточных пределов LI,UP, LI,LOW уровней заполнения, обнаруживаемых аналоговым датчиком 4, может привести к установке промежуточной скорости подачи питателя 20, при этом такая промежуточная скорость подачи может предпочтительно находиться между постоянной скоростью подачи (например, определенным установленным значением скорости) и соответствующей скоростью подачи, если аналоговый датчик 4 обнаруживает верхний или нижний предел LUP, LLOW уровня заполнения подающей трубы 21. Таким образом, первая скорость и/или вторая скорость могут изменяться в зависимости от уровня заполнения L, измеряемого аналоговым датчиком 4 при соответствующих пределах уровня заполнения или уровнях обнаружения.
Независимо от скорости системы 3 прессования блок 5 управления может также выполнен с возможностью увеличения скорости подачи предпочтительно до определенной и/или регулируемой, например, в зависимости от обнаруженного уровня заполнения) третьей скорости, превышающей первую скорость, если аналоговый датчик 4 обнаруживает, что уровень заполнения L снижается, предпочтительно падает или оказывается ниже нижнего предела LLOW уровня заполнения, и уменьшения скорости подачи предпочтительно до определенной и/или регулируемой, например, в зависимости от обнаруженного уровня заполнения) четвертой скорости, которая меньше второй скорости, если аналоговый датчик 4 обнаруживает, что уровень заполнения L увеличивается, предпочтительно превышает или оказывается выше верхнего предела LUP уровня заполнения.
Диапазон D обнаружения уровня заполнения предпочтительно охватывает длину обнаружения между питателем 20 и системой 3 прессования, которая составляет от 20 мм до 100 мм, предпочтительно от 25 мм до 40 мм и более предпочтительно около 35 мм. Как уже упоминалось выше в настоящем документе, из-за применения аналогового датчика 4 диапазон обнаружения представляет собой «непрерывный диапазон обнаружения».
В предпочтительном варианте осуществления аналоговый датчик 4 выполнен с возможностью изменения установленного значения LSP уровня заполнения относительно подающей трубы 21 для увеличения или уменьшения установленного значения LSP уровня заполнения. Такую корректировку или перемещение установленного значения LSP уровня заполнения можно обеспечить различными способами. Например, указанное перемещение может обеспечиваться аналоговым датчиком 4, например непосредственно или посредством опоры 40, выполненным с возможностью перемещения относительно питающей трубы 21; в данном случае в вертикальном направлении, т.е. вдоль питающей трубы 21 или ее продольного направления, или длины FL подачи, или направления F подачи. Блок 5 управления может также быть выполнен с возможностью изменения (обнаружения) уровня аналогового датчика 4 для установленного значения LSP уровня заполнения предпочтительно в пределах или относительно диапазона D обнаружения аналогового датчика 4. Другими словами, установленное значение LSP уровня заполнения может быть задано блоком 5 управления на любом желаемом уровне в пределах, т.е. вдоль, диапазона D обнаружения. Другие пределы уровня заполнения (например, верхний предел LUP уровня заполнения, нижний предел LLOW уровня заполнения, промежуточные пределы LI,UP, LI,LOW уровня заполнения) вокруг уровня обнаружения установленного значения LSP уровня заполнения после этого при необходимости можно определять или (повторно) устанавливать на соответствующих уровнях обнаружения.
Ниже подробно описан способ прессования пищевой таблетки T, такой как бульонный кубик, путем прессования прессуемого пищевого материала M, такого как порошкообразный пищевой концентрат, с помощью ротационного пресса 1 (например, ротационного пресса 1 в соответствии с настоящим изобретением).
На первой стадии питатель 20 непрерывно подает прессуемый пищевой материал M в подающую трубу 21 системы 2 подачи ротационного пресса 1. Во время непрерывной подачи прессуемого пищевого материала M уровень L заполнения прессуемого пищевого материала M в подающей трубе 21 обнаруживается аналоговым датчиком 4.
На второй стадии некоторое количество прессуемого пищевого материала M, обеспечиваемого подающей трубой 21, последовательно принимается в множество полостей 31 пресс-формы поворотной плиты 30 системы 3 прессования при вращательном движении поворотной плиты 30 пресс-формы вокруг оси R вращения относительно системы 2 подачи.
На третьей стадии пищевые таблетки T предпочтительно получают в секции 33 прессования внутри полостей 31 пресс-формы с помощью пуансонов 32 при вращательном движении поворотной плиты 30 пресс-формы вокруг оси R вращения. После получения пищевые таблетки T можно вытолкнуть в секцию 34 выгрузки, предпочтительно с помощью блока 340 выталкивателя для выталкивания полученных пищевых таблеток T.
При непрерывной подаче прессуемого пищевого материала M в подающую трубу 21 скоростью подачи питателя 20 управляют на основе обнаруженного уровня L заполнения, чтобы поддерживать уровень L заполнения на определенном установленном значении LSP уровня заполнения.
Способ может дополнительно включать стадию поддержания постоянной скорости подачи предпочтительно на определенном установленном значении скорости, независимо от скорости системы 3 прессования, если (или в том случае, или когда) аналоговый датчик 4 обнаруживает, что уровень L заполнения соответствует установленному значению LSP уровня заполнения.
Способ может дополнительно включать стадии увеличения скорости подачи предпочтительно до определенной и/или регулируемой, например, в зависимости от обнаруженного уровня заполнения) первой скорости, независимо от скорости системы 3 прессования, если аналоговый датчик 4 обнаруживает, что уровень заполнения L ниже установленного значения LSP уровня заполнения, и уменьшения скорости подачи предпочтительно до определенной и/или регулируемой, например, в зависимости от обнаруженного уровня заполнения) второй скорости, независимо от скорости системы 3 прессования, если аналоговый датчик 4 обнаруживает, что уровень заполнения L выше установленного значения LSP уровня заполнения.
Способ может дополнительно включать стадии увеличения скорости подачи предпочтительно до определенной и/или регулируемой, например, в зависимости от обнаруженного уровня заполнения) третьей скорости, превышающей первую скорость, независимо от скорости системы 3 прессования, если аналоговый датчик 4 обнаруживает, что уровень заполнения L снижается, предпочтительно падает или оказывается ниже нижнего предела LLOW уровня заполнения, и уменьшения скорости подачи предпочтительно до определенной и/или регулируемой, например, в зависимости от обнаруженного уровня заполнения) четвертой скорости, которая меньше второй скорости, независимо от скорости системы 3 прессования, если аналоговый датчик 4 обнаруживает, что уровень заполнения L увеличивается, предпочтительно превышает или оказывается выше верхнего предела LUP уровня заполнения.
Скорость с первой по четвертую может задаваться переменной или регулироваться в зависимости от обнаруженного уровня заполнения относительно заданного установленного значения уровня заполнения (например, на основании величины расстояния между обнаруженным уровнем заполнения и установленным значением уровня заполнения), чтобы, таким образом, обеспечить непрерывное управление скоростью с высокой точностью.
Были протестированы различные виды датчиков, и самое точное определение уровня заполнения пищевого материала проводят с помощью аналоговых светодиодных инфракрасных датчиков. В случае пищевых материалов емкостные датчики не так точны, как аналоговые светодиодные инфракрасные датчики. В разных пищевых материалах диэлектрическая постоянная изменяется, а это влияет на то, как хорошо датчик обнаруживает материал. Для получения лучших измерений датчики должны иметь больший размер, чтобы посылать и принимать соответствующий сигнал. Такие большие емкостные датчики технически сложнее вводить в процесс по сравнению с аналоговыми светодиодными инфракрасными датчиками. Использование лопастных датчиков также невозможно для данного применения из-за липкого пищевого материала. Пищевой материал прилипает к датчику, что приводит к ложному сигналу обнаружения. Даже радарный датчик был неточным, поскольку он обнаруживал пыль пищевого материала.
В следующей таблице приведена относительная вариация веса пищевой таблетки 10 г.
Настоящее изобретение не ограничивается вариантом осуществления, описанным выше в настоящем документе, при условии, что вариант охвачен прилагаемой формулой изобретения. Все признаки варианта осуществления, описанного выше в настоящем документе, могут быть скомбинированы любым возможным образом и могут быть взаимозаменяемыми, при условии, что они охвачены объемом защиты, определенным прилагаемой формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОТАЦИОННЫЙ ПРЕСС ДЛЯ ПРЕССОВАНИЯ ПРЕССУЕМОГО ПИЩЕВОГО МАТЕРИАЛА | 2020 |
|
RU2809044C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРЕССОМ ДЛЯ ТАБЛЕТИРОВАНИЯ И ПРЕСС ДЛЯ ТАБЛЕТИРОВАНИЯ | 2006 |
|
RU2412818C2 |
| ПРЕССУЕМЫЙ ЛАКТИТ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1997 |
|
RU2187999C2 |
| Роторный таблеточный пресс | 1976 |
|
SU662368A1 |
| ДЕКСТРОЗА ДЛЯ ПРЯМОГО ПРЕССОВАНИЯ | 2008 |
|
RU2471356C2 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТАБЛЕТОК, СИСТЕМА ТАБЛЕТИРОВАНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА И ПРИМЕНЕНИЕ СИСТЕМЫ ТАБЛЕТИРОВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТАБЛЕТОК ПО МЕНЬШЕЙ МЕРЕ ИЗ ДВУХ ИНГРЕДИЕНТОВ, СОДЕРЖАЩИХ ЧАСТИЦЫ, ЗНАЧИТЕЛЬНО РАЗЛИЧАЮЩИЕСЯ ПО РАЗМЕРУ | 2013 |
|
RU2656902C2 |
| РОТАЦИОННЫЙ ТАБЛЕТОЧНЫЙ ПРЕСС И СПОСОБ ПРОМЫВКИ ТАКОГО ПРЕССА | 2001 |
|
RU2266822C2 |
| ПРЕСС С ФУНКЦИЕЙ КОРРЕКТИРОВАНИЯ ТРАЕКТОРИИ ДВИЖЕНИЯ ПРЕССОВАЛЬНОЙ ЛЕНТЫ | 2003 |
|
RU2319613C2 |
| СПОСОБ ПОЛУЧЕНИЯ БУЛЬОННЫХ ТАБЛЕТОК | 2012 |
|
RU2597228C2 |
| СУХАЯ ГРАНУЛЯЦИЯ В ПОТОКЕ ГАЗА | 2009 |
|
RU2514761C2 |
Изобретение относится к оборудованию для прессования пищевого материала (M) в пищевые таблетки (T). Пресс (1) содержит систему (2) подачи, содержащую питатель (20) и подающую трубу (21) для подачи материала (M), и систему (3) прессования, содержащую поворотную плиту (30) пресс-формы с полостями (31) для последовательного приема пищевого материала (M), подаваемого подающей трубой (21), и изготовления пищевых таблеток (Т) с помощью пуансонов (32) при вращательном движении полостей (31) относительно системы (2) подачи. Предусмотрен налоговый датчик (4) для обнаружения уровня (L) заполнения пищевого материала (M) в подающей трубе (21) и блок (5) управления. Блок (5) обеспечивает управление скоростью подачи питателя (20) для непрерывной подачи пищевого материала (M) на основе обнаруженного уровня (L) заполнения для поддержания его на определенном установленном значении (LSP) уровня заполнения. В результате обеспечивается возможность более точного производства пищевых таблеток с точки зрения их среднего веса. 2 н. и 13 з.п. ф-лы, 1 ил., 1 табл. 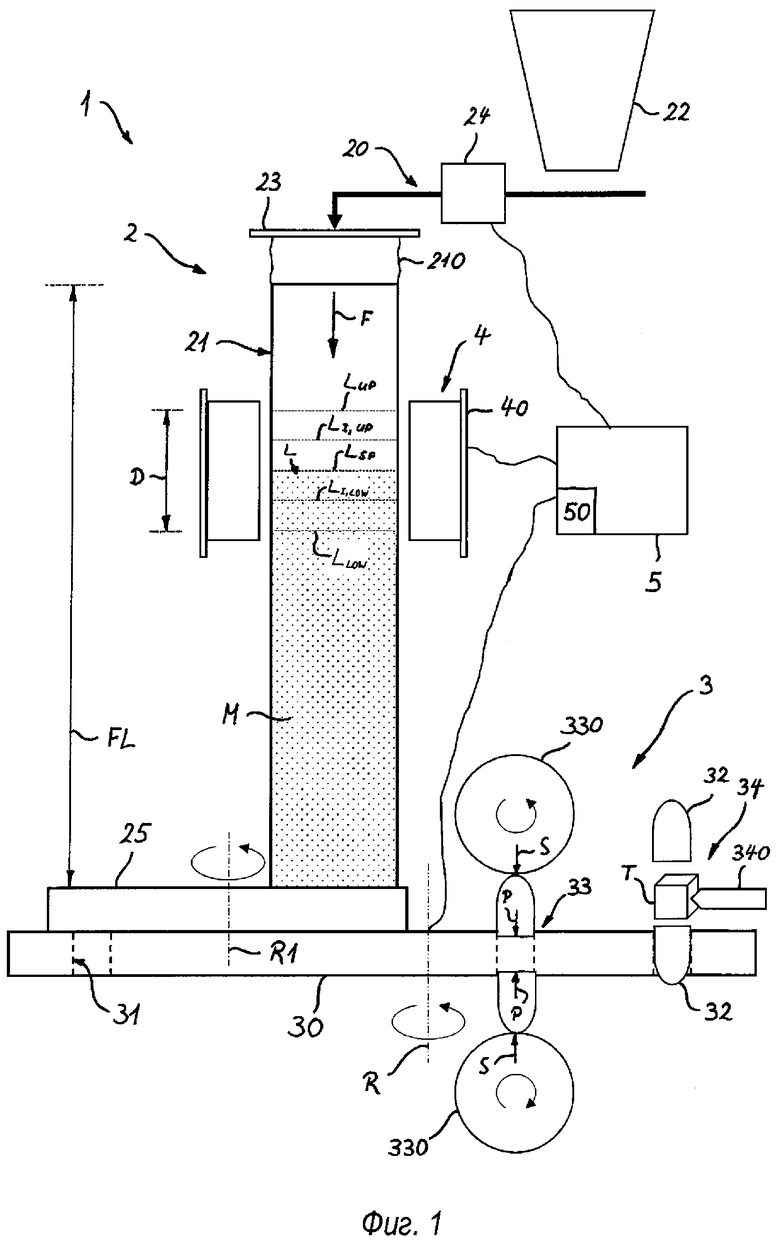
1. Ротационный пресс (1) для прессования прессуемого пищевого материала (M), такого как порошкообразный пищевой концентрат, в пищевые таблетки (T), содержащий:
• систему (2) подачи, содержащую питатель (20) для непрерывной подачи прессуемого пищевого материала (M) и подающую трубу (21) для подачи прессуемого пищевого материала (M), принятого от питателя (20),
• систему (3) прессования, содержащую поворотную плиту (30) пресс-формы, выполненную с возможностью приведения в движение вокруг оси (R) вращения и содержащую множество полостей (31) пресс-формы для последовательного приема некоторого количества прессуемого пищевого материала (M), подаваемого подающей трубой (21), и получения пищевых таблеток (Т) внутри полостей (31) пресс-формы с помощью пуансонов (32) при вращательном движении полостей (31) пресс-формы поворотной плиты (30) пресс-формы относительно системы (2) подачи,
• аналоговый датчик (4) для обнаружения уровня заполнения (L) прессуемого пищевого материала (М) в подающей трубе (21) и
• блок (5) управления, выполненный с возможностью управления скоростью подачи питателя (20) для непрерывной подачи прессуемого пищевого материала (M) на основании обнаруженного уровня (L) заполнения для поддержания уровня (L) заполнения на определенном установленном значении (LSP) уровня заполнения;
причем в качестве аналогового датчика используют светодиодные инфракрасные датчики,
в котором аналоговый датчик (4) состоит из одного передатчика и одного приемника, которые расположены на противоположных сторонах подающей трубы (21) на одном и том же уровне.
2. Ротационный пресс (1) по п. 1, в котором блок (5) управления дополнительно выполнен с возможностью управления скоростью подачи независимо от скорости системы (3) прессования.
3. Ротационный пресс (1) по любому из предшествующих пунктов, дополнительно содержащий блок (50) управления прессом, выполненный с возможностью управления скоростью системы (3) прессования независимо от скорости подачи и обнаруженного уровня (L) заполнения, причем блок (5) управления содержит блок (50) управления прессом.
4. Ротационный пресс (1) по любому из предшествующих пунктов, в котором блок (5) управления выполнен с возможностью поддержания постоянной скорости подачи независимо от скорости системы (3) прессования, предпочтительно на определенном установленном значении скорости, если аналоговый датчик (4) обнаруживает, что уровень (L) заполнения соответствует установленному значению (LSP) уровня заполнения.
5. Ротационный пресс (1) по любому из предшествующих пунктов, в котором блок (5) управления выполнен с возможностью, независимо от скорости системы (3) прессования, увеличения скорости подачи предпочтительно до первой скорости, если аналоговый датчик (4) обнаруживает, что уровень заполнения (L) ниже установленного значения (LSP) уровня заполнения, и уменьшения скорости подачи предпочтительно до второй скорости, если аналоговый датчик (4) обнаруживает, что уровень (L) заполнения выше установленного значения (LSP) уровня заполнения.
6. Ротационный пресс (1) по п. 5, в котором аналоговый датчик (4) имеет непрерывный диапазон (D) обнаружения уровня заполнения между заданным верхним пределом (LUP) уровня заполнения, который превышает установленное значение (LSP) уровня заполнения, и заданным нижним пределом (LLOW) уровня заполнения, который ниже установленного значения (LSP) уровня заполнения, причем блок управления предпочтительно выполнен с возможностью задания промежуточных пределов (LI,UP, LI,LOW) уровня заполнения, которые находятся между установленным значением (LSP) уровня заполнения и верхним и/или нижним пределом (LUP, LLOW) уровня заполнения,
при этом блок (5) управления выполнен с возможностью независимо от скорости системы (3) прессования увеличения скорости подачи предпочтительно до третьей скорости, которая выше первой скорости, если аналоговый датчик (4) обнаруживает, что уровень (L) заполнения снижается, предпочтительно падает или оказывается ниже нижнего предела (LLOW) уровня заполнения, и уменьшения скорости подачи предпочтительно до четвертой скорости, которая ниже второй скорости, если аналоговый датчик (4) обнаруживает, что уровень (L) заполнения повышается, предпочтительно превышает или оказывается выше верхнего предела (LUP) уровня заполнения.
7. Ротационный пресс (1) по п. 6, в котором диапазон (D) обнаружения охватывает длину обнаружения между питателем (20) и системой (3) прессования, которая составляет от 20 мм до 100 мм, предпочтительно от 25 мм до 40 мм и более предпочтительно приблизительно 35 мм.
8. Ротационный пресс (1) по любому из предшествующих пунктов, в котором аналоговый датчик (4) выполнен так, чтобы установленное значение (LSP) уровня заполнения можно было перемещать относительно подающей трубы (21) для увеличения или уменьшения установленного значения (LSP) уровня заполнения, причем указанное перемещение обеспечивается аналоговым датчиком (4), выполненным с возможностью перемещения относительно подающей трубы (21), и/или блоком (5) управления, выполненным с возможностью изменения уровня обнаружения аналогового датчика для установленного значения (LSP) уровня заполнения, предпочтительно в пределах или относительно диапазона (D) обнаружения аналогового датчика (4).
9. Ротационный пресс (1) по любому из предшествующих пунктов, в котором подающая труба (21) имеет длину (FL) подачи между питателем (20) и системой (3) прессования, составляющую от 50 мм до 4000 мм, предпочтительно от 100 мм до 2000 мм, предпочтительно от 200 мм до 1500 мм, более предпочтительно от 500 мм до 1000 мм и наиболее предпочтительно 700 мм.
10. Ротационный пресс (1) по любому из предшествующих пунктов, в котором полости (31) пресс-формы расположены и предпочтительно равномерно распределены вокруг оси (R) вращения, и/или
при этом полости (31) пресс-формы имеют многоугольное поперечное сечение, если смотреть в направлении (P) прессования пуансонов (32), например прямоугольное или квадратное, для прессования бульонного кубика.
11. Ротационный пресс (1) по любому из предшествующих пунктов, в котором система (2) подачи дополнительно содержит:
• бункер (22) для разгрузки прессуемого пищевого материала (M) в питатель (20), и
• сито (23), расположенное между питателем (20) и подающей трубой (21), для просеивания подаваемого прессуемого пищевого материала (M), причем сито (23) предпочтительно выполнено с возможностью перемещения или фиксации, и
• питатель (25) пресса, такой как подающий башмак, предпочтительно имеющий подающую винтовую мешалку, для распределения прессуемого пищевого материала (M), обеспечиваемого подающей трубой (21), в полости (31) пресс-формы между подающей трубой (21) и полостями (31) пресс-формы поворотной плиты (30) пресс-формы для обеспечения определенной подачи в полости (31) пресс-формы, минующие подающую трубу (21) при вращательном движении полостей (31) пресс-формы поворотной плиты (30) пресс-формы относительно системы (2) подачи, и
при этом питатель (20) содержит шнековый или вибрационный питатель и/или электрический двигатель (24) для приведения в действие питателя (20) с определенной скоростью подачи, управляемой блоком (5) управления, и
при этом система (3) прессования дополнительно содержит:
• секцию (33) прессования для приложения усилия (S) прессования к пуансонам (32), и
• блок (34) выгрузки таблетки для выгрузки прессованной пищевой таблетки (T), предпочтительно бульонного кубика или бульонной таблетки.
12. Способ прессования пищевой таблетки (T), такой как бульонный кубик, путем прессования прессуемого пищевого материала (M), такого как порошкообразный пищевой концентрат, с помощью ротационного пресса (1), включающий стадии:
а) непрерывной подачи прессуемого пищевого материала (М) питателем (20) в подающую трубу (21) системы (2) подачи ротационного пресса (1), причем уровень (L) заполнения прессуемого пищевого материала (М) в подающей трубе (21) обнаруживается аналоговым датчиком (4),
b) последовательного приема некоторого количества прессуемого пищевого материала (M), обеспечиваемого подающей трубой (21), во множество полостей 31 пресс-формы поворотной плиты (30) пресс-формы системы (3) прессования при вращательном движении поворотной плиты (30) пресс-формы, выполненной с возможностью приведения в движение вокруг оси (R) вращения относительно системы (2) подачи, и
c) получения пищевых таблеток (Т) внутри полостей (31) пресс-формы с помощью пуансонов (32) при вращательном движении поворотной плиты (30) пресс-формы,
при этом при непрерывной подаче прессуемого пищевого материала (M) в подающую трубу (21) скорость подачи питателя (20) регулируется на основании обнаруженного уровня (L) заполнения, чтобы поддерживать уровень (L) заполнения на определенном установленном значении (LSP) уровня заполнения;
причем в качестве аналогового датчика используют светодиодные инфракрасные датчики,
при этом аналоговый датчик (4) состоит из одного передатчика и одного приемника, которые расположены на противоположных сторонах подающей трубы (21) на одном и том же уровне.
13. Способ по п. 12, дополнительно включающий стадию:
поддержания постоянной скорости подачи предпочтительно на определенном установленном значении скорости независимо от скорости системы (3) прессования, если аналоговый датчик (4) обнаруживает, что уровень (L) заполнения соответствует установленному значению (LSP) уровня заполнения.
14. Способ по п. 12 или 13, дополнительно включающий стадии:
увеличения скорости подачи предпочтительно до первой скорости независимо от скорости системы (3) прессования, если аналоговый датчик (4) обнаруживает, что уровень (L) заполнения ниже установленного значения (LSP) уровня заполнения, и
уменьшения скорости подачи предпочтительно до второй скорости независимо от скорости системы (3) прессования, если аналоговый датчик (4) обнаруживает, что уровень (L) заполнения выше установленного значения (LSP) уровня заполнения.
15. Способ по п. 14, в котором диапазон (D) обнаружения уровня заполнения аналогового датчика (4) является непрерывным между заданным верхним пределом (LUP) уровня заполнения, который выше установленного значения (LSP) уровня заполнения, и заданным нижним пределом (LLOW) уровня заполнения, который ниже установленного значения (LSP) уровня заполнения, дополнительно включающий стадии:
увеличения скорости подачи предпочтительно до третьей скорости, превышающей первую скорость, независимо от скорости системы (3) прессования, если аналоговый датчик (4) обнаруживает, что уровень (L) заполнения уменьшается, предпочтительно падает или оказывается ниже нижнего предела (LLOW) уровня заполнения, и
уменьшения скорости подачи предпочтительно до четвертой скорости, которая меньше второй скорости, независимо от скорости системы (3) прессования, если аналоговый датчик (4) обнаруживает, что уровень (L) заполнения возрастает, предпочтительно превышает или оказывается выше верхнего предела (LUP) уровня заполнения.
| DE 102017207162 A1, 31.10.2018 | |||
| Роторный пресс для прессования порошковых материалов | 1979 |
|
SU935313A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ И УПАКОВКИ ТАБЛЕТОК | 2006 |
|
RU2333834C1 |
| Токарный резец | 1924 |
|
SU2016A1 |
