Область техники
[0001] Настоящее изобретение относится к ленточному сердечнику, способу изготовления ленточного сердечника и устройству для изготовления ленточного сердечника. Приоритет испрашивается в соответствии с заявкой на патент Японии № 2020-178565, поданной 26 октября 2020, содержание которой включено сюда путем ссылки.
УРОВЕНЬ ТЕХНИКИ
[0002] Железные сердечники трансформаторов включают в себя пакетные железные сердечники и ленточные сердечники. Среди них, ленточный сердечник обычно изготавливается укладкой листов текстурованной электротехнической стали в слоях, наматыванием их в тороидальной форме (ленточной форме), и затем прессованием намотанного тела, чтобы сформовать его по существу в прямоугольную форму (в этой спецификации, ленточный сердечник, изготовленный таким образом, может называться стволовым сердечником). В соответствии с этим процессом формования, напряжение механической обработки (напряжение пластической деформации) прикладывается ко всем из листов текстурованной электротехнической стали, и напряжение обработки является фактором, который в значительной степени ухудшает потери в железе листа текстурованной электротехнической стали, так что необходимо выполнять отжиг для снятия напряжения.
[0003] С другой стороны, в качестве другого способа изготовления ленточного сердечника, раскрыты методы, описанные в Патентных документах 1-3, в которых части стальных листов, которые становятся угловыми частями ленточного сердечника, изгибаются заранее, так что формируется относительно малая область изгиба с радиусом кривизны 3 мм или менее, и изогнутые листы стали укладывают с образованием ленточного сердечника (в этом описании, ленточный сердечник, изготавливаемый таким образом, может называться Unicore (зарегистрированный торговый знак)). В соответствии с этим способом изготовления, не требуется традиционный крупномасштабный процесс формования, лист стали точно изгибают для поддержания формы железного сердечника, и напряжение обработки концентрируется только в изогнутой части (в углу), так что снятие напряжения в соответствии с вышеупомянутым процессом отжига может быть опущено, и промышленные преимущества этого способа значительны, и его применение прогрессирует.
Список цитируемых документов
Патентные документы
[0004]
Патентный документ 1
Не прошедшая экспертизу заявка на патент Японии, первая публикация № 2005-286169
Патентный документ 2
Патент Японии № 6224468
Патентный документ 3
Не прошедшая экспертизу заявка на патент Японии, первая публикация № 2018-148036
сущность изобретения
Проблемы, решаемые изобретением
[0005] В этой связи, в не прошедшем термообработку Unicore, базовый лист стали открыт к боковой части на торцевой поверхности уложенных листов стали, и из-за напряжения на боковой части, тепло генерируется на торцевой поверхности, когда сердечник используется для изготовления трансформатора. Эта генерация тепла затрудняет управление температурой железного сердечника и провода обмотки, и поэтому, до сих пор, железный сердечник и провод обмотки погружались в масло, или даже если они не погружены в масло в соответствии с обеспечением канала охлаждения, делались попытки минимизировать рост температуры циркулирующим воздухом. Однако ввиду большого роста температуры железного сердечника и провода обмотки, все еще трудно управлять ростом температуры.
[0006] Настоящее изобретение было создано ввиду вышеуказанных обстоятельств, и целью настоящего изобретения является обеспечить ленточный сердечник, способ изготовления ленточного сердечника и устройство для изготовления ленточного сердечника, посредством которых можно снизить нарастание температуры железного сердечника и провода обмотки.
Средства решения проблемы
[0007] Чтобы достичь вышеуказанной цели, настоящее изобретение обеспечивает ленточный сердечник, имеющий ленточную форму, включающую прямоугольную полую часть в центре и часть, в которой листы текстурованной электротехнической стали, в которых плоские части и изогнутые части попеременно непрерывны в продольном направлении, уложены поверх друг друга в направлении толщины листа, которая представляет собой ленточный сердечник, образованный укладкой листов текстурованной электротехнической стали, которые были отдельно изогнуты, слоями и собраны в ленточную форму, и в котором множество листов текстурованной электротехнической стали соединены друг с другом через по меньшей мере одну соединительную часть для каждого витка, в “L” поперечном сечении, параллельном продольному направлению, которое является поперечным сечением листа текстурованной электротехнической стали в направлении толщины, когда шероховатость поверхности части листа стали вдоль прямой линии, соединяющей произвольную точку на листе текстурованной электротехнической стали, расположенном на самой внутренней периферии ленточной формы, среди уложенных листов текстурованной электротехнической стали, и произвольную точку на листе текстурованной электротехнической стали, расположенном на самой внешней периферии, равна Ral, и шероховатость поверхности части листа стали вдоль прямой линии, соединяющей произвольные точки на торцевой поверхности, в направлении толщины листа, параллельном продольному направлению, в любом одном из уложенных листов текстурованной электротехнической стали равна Rac, отношение Ral/Rac удовлетворяет соотношению 1,5≤Ral/Rac≤12,0. Здесь “L поперечное сечение, параллельное к продольному направлению, которое является поперечным сечением листа текстурованной электротехнической стали в направлении толщины”, является не поверхностью, по которой вырезан ленточный сердечник, а торцевой поверхностью ленточного сердечника, параллельной к продольному направлению листов текстурованной электротехнической стали в направлении толщины листа текстурованной электротехнической стали. Шероховатость Ral поверхности может быть шероховатостью поверхности части листа стали в направлении, соединяющем центр в направлении толщины листа листа текстурованной электротехнической стали, расположенного на самой внутренней периферии ленточного сердечника, среди уложенных листов текстурованной электротехнической стали, в направлении толщины листа листа текстурованной электротехнической стали, и центр в направлении толщины листа листа текстурованной электротехнической стали, расположенного на самой внешней периферии. Шероховатость Rac поверхности может быть шероховатостью поверхности листа текстурованной электротехнической стали в направлении, параллельном продольному направлению на торцевой поверхности плоской части уложенного листа текстурованной электротехнической стали.
[0008] Авторы изобретения приняли во внимание тот факт, что трудно управлять температурой железного сердечника и провода обмотки, даже хотя тепло, генерируемое на торцевой поверхности, когда Unicore используется для изготовления трансформатора, поглощается в масле, фокусируясь на том факте, что, если площадь поверхности L поперечного сечения ленточного сердечника может быть увеличена при по существу том же объеме ленточного сердечника, площадь контакта с маслом или воздухом может увеличиться, и тем самым эффективность охлаждения может увеличиться, и обнаружили, что если один или более листов текстурованной электротехнической стали, которые уложены поверх друг друга так, что каждый из листов текстурованной электротехнической стали образует один соответствующий слой, собраны по всей длине в продольном направлении так, что они смещены относительно листов текстурованной электротехнической стали, образующих другие слои, в направлении ширины, перпендикулярном к продольному направлению, шероховатость Ral поверхности L поперечного сечения ленточного сердечника (шероховатость поверхности части листа стали вдоль прямой линии, соединяющей произвольную точку на листе текстурованной электротехнической стали, расположенном на самой внутренней периферии, и произвольную точку на листе текстурованной электротехнической стали, расположенном на самой внешней периферии) изменяется, и, следовательно, отношение шероховатостей Ral/Rac поверхностей удовлетворяет соотношению 1,5≤Ral/Rac≤12,0, становится возможным эффективно увеличить площадь поверхности L поперечного сечения ленточного сердечника, и когда ленточный сердечник (Unicore) используется как трансформатор, возможно увеличить площадь контакта с маслом или воздухом, и возможно значительно улучшить эффективность охлаждения. Кроме того, они обнаружили, что когда отношение шероховатостей Ral/Rac поверхностей превышает 12,0, протекание магнитного потока становится нестабильным, и потери в железе ухудшаются. Здесь, L поперечное сечение ленточного сердечника является не поверхностью резания ленточного сердечника, а торцевой поверхностью ленточного сердечника, параллельной к продольному направлению листов текстурованной электротехнической стали в направлении толщины листа листа текстурованной электротехнической стали. Здесь, шероховатость Ral поверхности может быть, например, в направлении толщины листа листа текстурованной электротехнической стали, шероховатостью поверхности части листа стали в направлении, соединяющем центр в направлении толщины листа листа текстурованной электротехнической стали, расположенного на самой внутренней периферии, и центр в направлении толщины листа листа текстурованной электротехнической стали, расположенного на самой внешней периферии.
[0009] На основе этих находок, в вышеописанной конфигурации в настоящем изобретении, поскольку отношение шероховатостей Ral/Rac поверхности удовлетворяет соотношению 1,5≤Ral/Rac≤12,0, становится возможным эффективно снизить нарастание температуры железного сердечника и провода обмотки.
[0010] Здесь, в вышеописанной конфигурации, направление прямой линии, соединяющей произвольную точку на листе текстурованной электротехнической стали, расположенном на самой внутренней периферии, и произвольную точку на листе текстурованной электротехнической стали, расположенном на самой внешней периферии, может быть установлено произвольно. В частности, в направлении толщины листа листа текстурованной электротехнической стали, направление, соединяющее центр в направлении толщины листа листа текстурованной электротехнической стали, расположенного на самой внутренней периферии ленточного сердечника, среди уложенных листов текстурованной электротехнической стали, и центр в направлении толщины листа листа текстурованной электротехнической стали, расположенного на самой внешней периферии, является предпочтительным. Кроме того, если соотношение 1,5≤Ral/Rac≤12,0 может быть удовлетворено, число листов текстурованной электротехнической стали, подлежащих смещению в направлении ширины, является произвольным, и в качестве аспекта смещения листов текстурованной электротехнической стали в направлении ширины, например, удобно смещать листы текстурованной электротехнической стали в направлении укладки нерегулярным или регулярным образом. В случае регулярного смещения, возможны различные аспекты, такие как аспект, в котором листы текстурованной электротехнической стали попеременно смещаются между смежными слоями, и аспект смещения в единицах множества слоев, например, смещаются каждые два слоя, или смещаются каждые три слоя. Кроме того, в качестве способа смещения листов текстурованной электротехнической стали в направлении ширины, например, возможен способ, в котором обеспечивается направляющая, которая регулирует положения обоих концов листов текстурованной электротехнической стали в направлении ширины и направляет листы текстурованной электротехнической стали в продольном направлении, и листы текстурованной электротехнической стали смещаются в направлении ширины путем изменения положения направляющей, однако настоящее изобретение не ограничено этим. Кроме того, например, шероховатость поверхности может вычисляться на основе среднеарифметической шероховатости Ra, определенной в Японском Промышленном Стандарте JIS B 0601 (2013).
[0011] Кроме того, настоящее изобретение обеспечивает способ изготовления ленточного сердечника, который представляет собой ленточный сердечник, имеющий ленточную форму, включающую прямоугольную полую часть в центре и часть, в которой листы текстурованной электротехнической стали, в которых плоские части и изогнутые части попеременно непрерывны в продольном направлении, уложены поверх друг друга в направлении толщины листа, который является ленточным сердечником, сформированным укладкой листов текстурованной электротехнической стали, которые были отдельно изогнуты, слоями и собраны в ленточную форму, и в котором множество листов текстурованной электротехнической стали соединены друг с другом посредством по меньшей мере одной соединительной части для каждого витка, в котором любой один или более листов текстурованной электротехнической стали, которые уложены поверх друг друга так, что каждый из листов текстурованной электротехнической стали образует один соответствующий слой, собраны по всей длине в продольном направлении L так, что они смещены относительно листов текстурованной электротехнической стали, формирующих другие слои, в направлении ширины, перпендикулярном к продольному направлению, и при этом, в L поперечном сечении, параллельном продольному направлению, которое является поперечным сечением листов текстурованной электротехнической стали в направлении толщины, когда шероховатость поверхности части листа стали вдоль прямой линии, соединяющей произвольную точку на листе текстурованной электротехнической стали, расположенном на самой внутренней периферии ленточной формы, среди уложенных листов текстурованной электротехнической стали, и произвольную точку на листе текстурованной электротехнической стали, расположенном на самой внешней периферии, равна Ral, и шероховатость поверхности части листа стали вдоль прямой линии, соединяющей произвольные точки на торцевой поверхности, в направлении толщины листа, параллельном продольному направлению, любого одного из уложенных листов текстурованной электротехнической стали, равна Rac, отношение Ral/Rac удовлетворяет соотношению 1,5≤Ral/Rac≤12,0.
[0012] Способ изготовления может быть способом изготовления, в котором, на торцевой поверхности ленточного сердечника, которая находится в направлении толщины листа листов текстурованной электротехнической стали и параллельно продольному направлению листов текстурованной электротехнической стали, в направлении толщины листа листов текстурованной электротехнической стали, когда шероховатость поверхности части листа стали в направлении, соединяющем центр в направлении толщины листа листа текстурованной электротехнической стали, расположенного на самой внутренней периферии ленточного сердечника, и центр в направлении толщины листа листа текстурованной электротехнической стали, расположенного на самой внешней периферии ленточного сердечника, равна Ral, и шероховатость поверхности листа текстурованной электротехнической стали в направлении, параллельном продольному направлению, на торцевой поверхности плоской части уложенного листа текстурованной электротехнической стали, равна Rac, способ включает укладку листов текстурованной электротехнической стали так, что отношение Ral/Rac между Ral и Rac удовлетворяет соотношению 1,5≤Ral/Rac≤12,0, и каждый из листов текстурованной электротехнической стали формирует один слой ленточного сердечника настоящего раскрытия, и сборку одного или более уложенных листов текстурованной электротехнической стали по всей длине в продольном направлении так, что они смещены относительно листов текстурованной электротехнической стали, формирующих другие слои, в направлении ширины, перпендикулярном к продольному направлению листа текстурованной электротехнической стали.
[0013] Кроме того, настоящее изобретение также обеспечивает устройство для изготовления ленточного сердечника, включающее в себя блок изгиба, который отдельно изгибает листы текстурованной электротехнической стали, и блок сборки, который укладывает листы текстурованной электротехнической стали, которые были отдельно изогнуты, слоями блоком изгиба, и собирает их в ленточную форму для формирования ленточного сердечника, имеющего ленточную форму, включающую прямоугольную полую часть в центре, в котором множество листов текстурованной электротехнической стали соединены друг с другом через по меньшей мере одну соединительную часть для каждого витка и который включает часть, в которой листы текстурованной электротехнической стали, в которых плоские части и изогнутые части попеременно непрерывны в продольном направлении, уложены поверх друг друга в направлении толщины листа, в котором блок сборки собирает любой один или более листов текстурованной электротехнической стали, которые пакетируются так, что каждый из листов текстурованной электротехнической стали формирует один соответствующий слой по всей длине в продольном направлении так, что они смещены относительно листов текстурованной электротехнической стали, формирующих другие слои, в направлении толщины перпендикулярно к продольному направлению, и при этом, в L поперечном сечении, параллельном продольному направлению, которое является поперечным сечением листа текстурованной электротехнической стали в направлении толщины, когда шероховатость поверхности части листа стали вдоль прямой линии, соединяющей произвольную точку на листе текстурованной электротехнической стали, расположенном на самой внутренней периферии ленточной формы, среди уложенных листов текстурованной электротехнической стали, и произвольную точку на листе текстурованной электротехнической стали, расположенном на самой внешней периферии, равна Ral, и шероховатость поверхности части листа стали вдоль прямой линии, соединяющей произвольные точки на торцевой поверхности в направлении толщины листа, параллельном продольному направлению, в любом одном из уложенных листов текстурованной электротехнической стали, равна Rac, отношение Ral/Rac удовлетворяет соотношению 1,5≤Ral/Rac≤12,0, и блок сборки включает направляющую, которая регулирует положения обоих концов листа текстурованной электротехнической стали в направлении ширины и направляет лист текстурованной электротехнической стали в продольном направлении, и лист текстурованной электротехнической стали смещается в направлении ширины изменением положения направляющей.
[0014] Устройство для изготовления ленточного сердечника включает в себя блок изгиба, который отдельно изгибает листы текстурованной электротехнической стали, и блок сборки, который укладывает листы текстурованной электротехнической стали, которые были отдельно изогнуты, слоями блоком изгиба, и собирает их в ленточную форму для формирования ленточного сердечника, имеющего ленточную форму, включающую прямоугольную полую часть в центре, в котором множество листов текстурованной электротехнической стали соединены друг с другом через по меньшей мере одну соединительную часть для каждого витка, и который включает часть, в которой листы текстурованной электротехнической стали, в которых плоские части и изогнутые части попеременно непрерывны в продольном направлении, уложены поверх друг друга в направлении толщины листа, в котором блок сборки включает в себя направляющую, которая регулирует положения обоих концов листа текстурованной электротехнической стали в направлении ширины и направляет лист текстурованной электротехнической стали в продольном направлении, и блок сборки укладывает листы текстурованной электротехнической стали так, что каждый лист формирует один слой ленточного сердечника, и собирает любой один или более из уложенных листов текстурованной электротехнической стали по всей длине в продольном направлении так, что они смещены относительно листов текстурованной электротехнической стали, формирующих другие слои, в направлении ширины перпендикулярном продольному направлению изменением положения направляющей так, что на торцевой поверхности ленточного сердечника, которая находится в направлении толщины листа листов текстурованной электротехнической стали и параллельно продольному направлению листов текстурованной электротехнической стали, в направлении толщины листа, когда шероховатость поверхности части листа стали в направлении, соединяющем центр в направлении толщины листа листа текстурованной электротехнической стали, расположенного на самой внутренней периферии ленточного сердечника, среди уложенных листов текстурованной электротехнической стали, и центр в направлении толщины листа листа текстурованной электротехнической стали, расположенного на самой внешней периферии ленточного сердечника, равна Ral, и шероховатость поверхности листа текстурованной электротехнической стали в направлении, параллельном продольному направлению, на торцевой поверхности плоской части уложенного листа текстурованной электротехнической стали равна Rac, отношение Ral/Rac между Ral и Rac удовлетворяет соотношению 1,5≤Ral/Rac≤12,0.
[0015] В соответствии с таким способом изготовления ленточного сердечника и устройством изготовления, как для вышеописанного ленточного сердечника, поскольку отношение шероховатостей Ral/Rac поверхности удовлетворяет соотношению 1,5≤Ral/Rac≤12,0, становится возможным эффективно снизить нарастание температуры железного сердечника и провода обмотки.
ПРЕИМУЩЕСТВА изобретения
[0016] В соответствии с настоящим изобретением, поскольку отношение шероховатостей Ral/Rac поверхности удовлетворяет соотношению 1,5≤Ral/Rac≤12,0, можно эффективно снизить нарастание температуры железного сердечника и провода обмотки.
Краткое описание чертежей
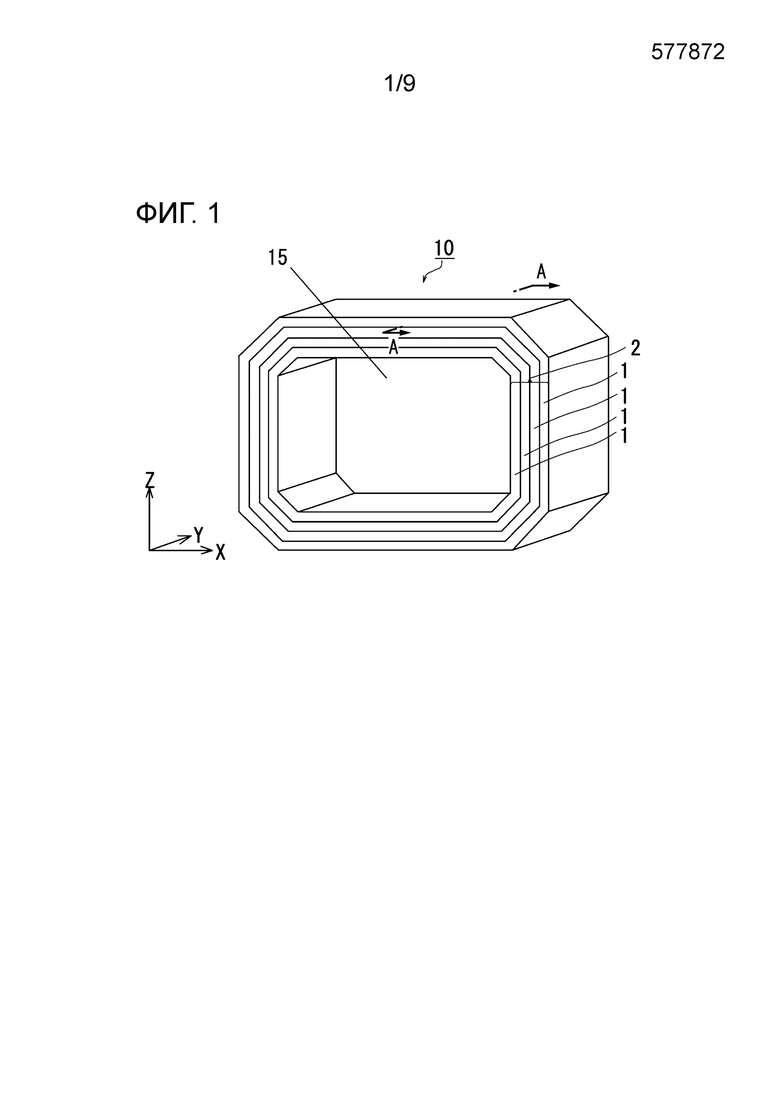
[0017] Фиг. 1 представляет собой вид в перспективе, схематично показывающий ленточный сердечник в соответствии с одним вариантом осуществления настоящего изобретения.
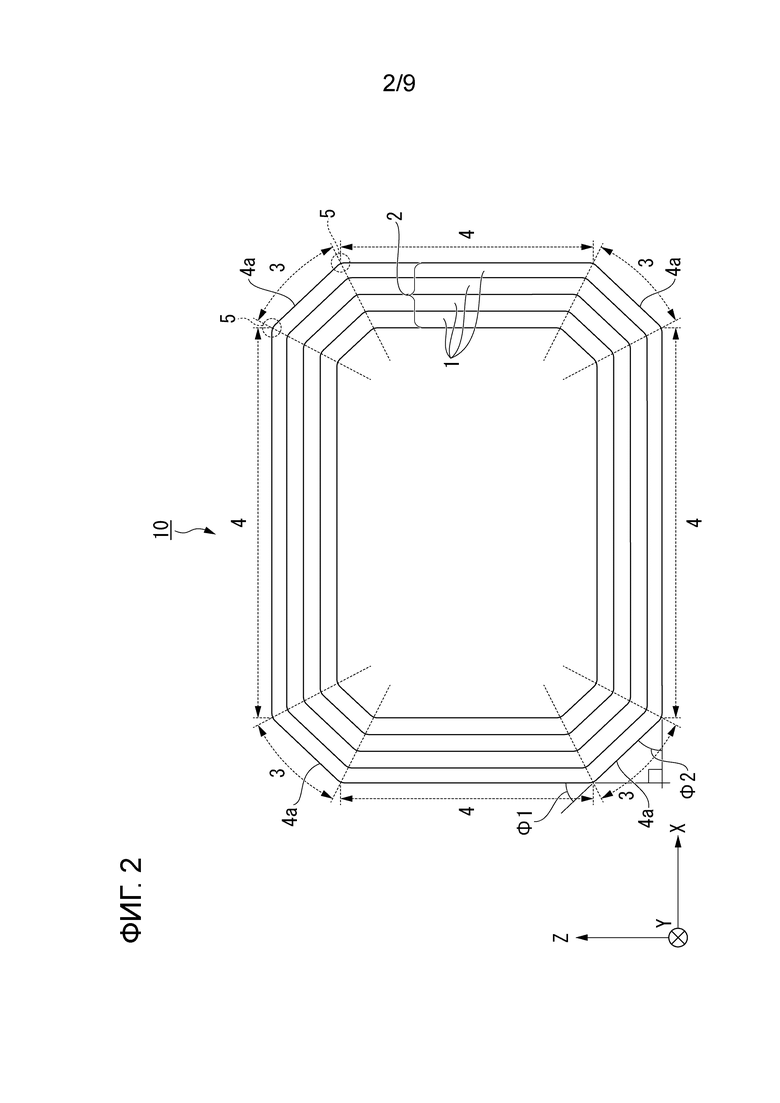
Фиг. 2 представляет собой вид сбоку ленточного сердечника, показанного в варианте осуществления согласно фиг. 1.
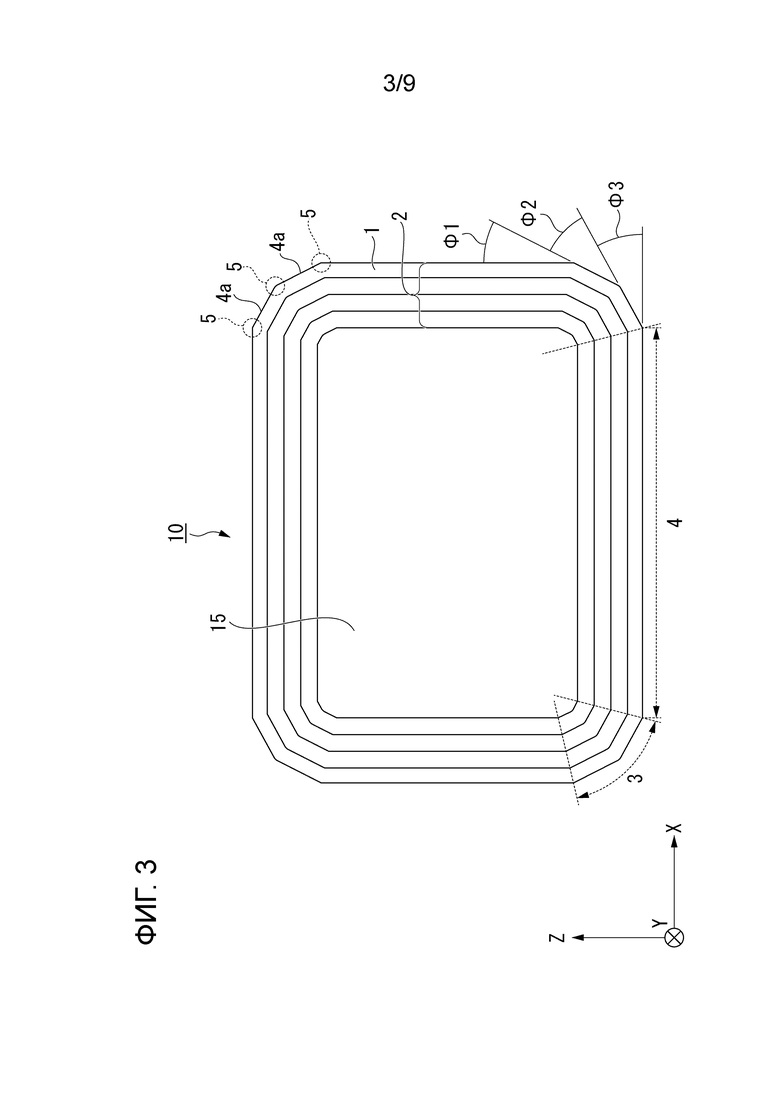
Фиг. 3 представляет собой вид сбоку, схематично показывающий ленточный сердечник в соответствии с другим вариантом осуществления настоящего изобретения.
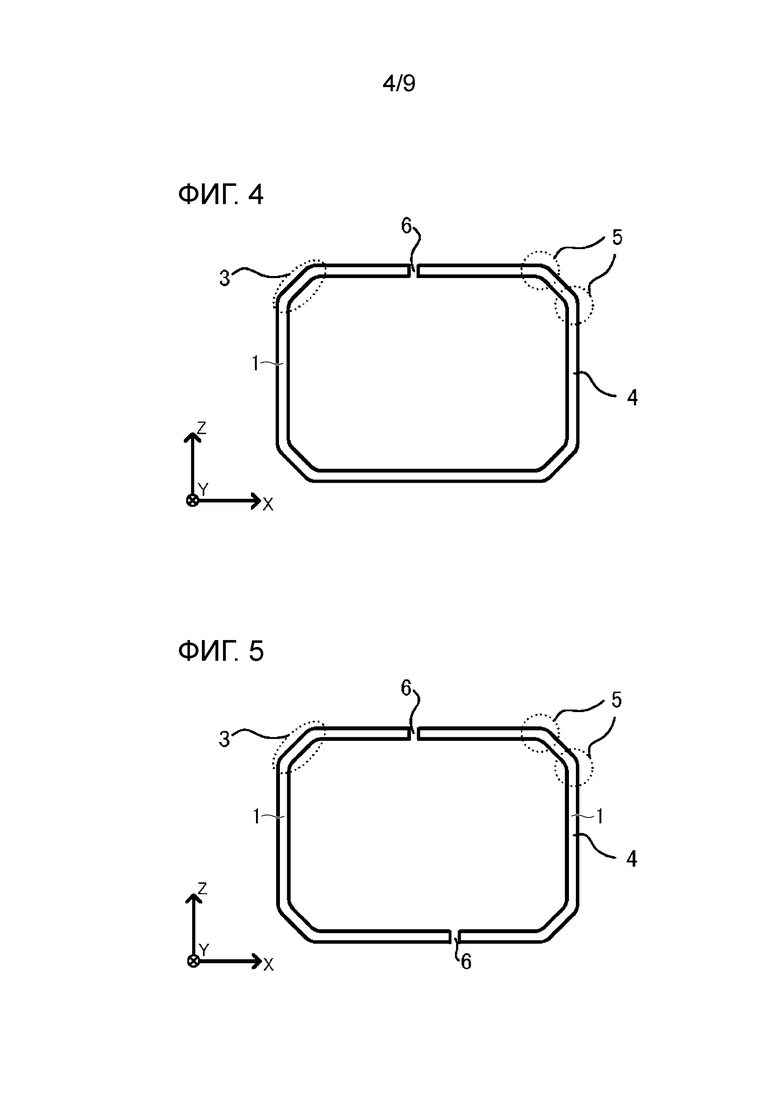
Фиг. 4 представляет собой вид сбоку, схематично показывающий пример однослойного листа текстурованной электротехнической стали, составляющего ленточный сердечник.
Фиг. 5 представляет собой вид сбоку, схематично показывающий другой пример однослойного листа текстурованной электротехнической стали, составляющего ленточный сердечник.
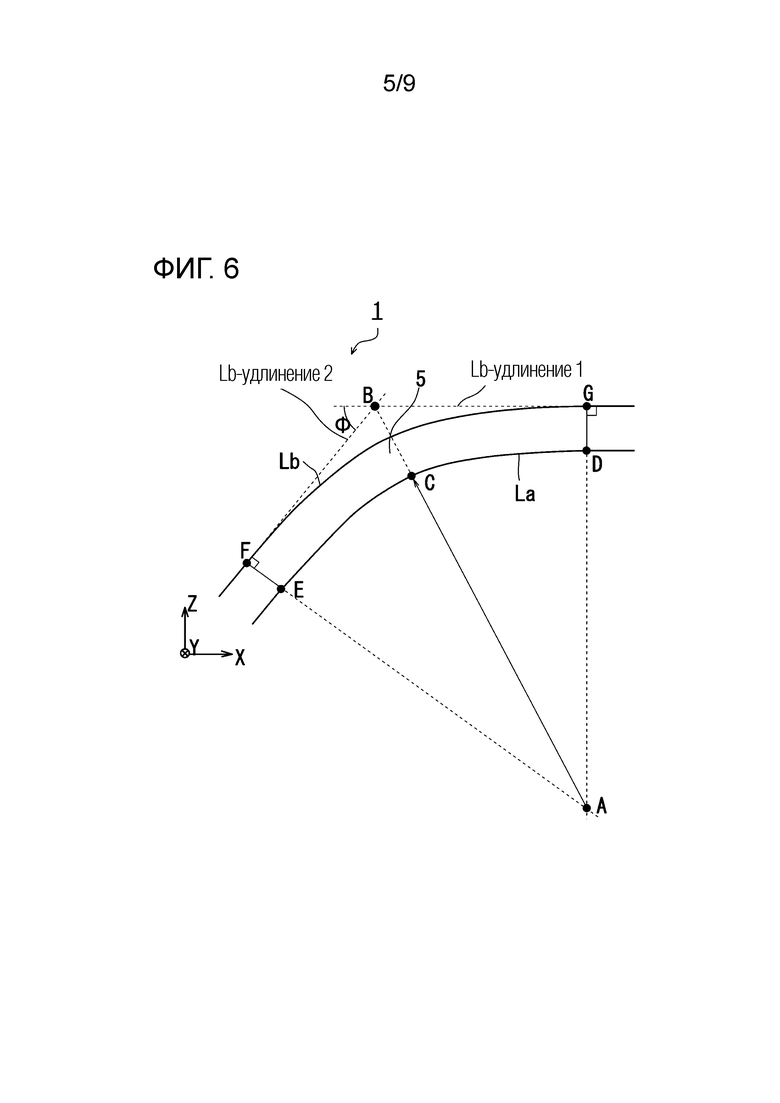
Фиг. 6 представляет собой вид сбоку, схематично показывающий пример изогнутой части листа текстурованной электротехнической стали, составляющего ленточный сердечник согласно настоящему изобретению.
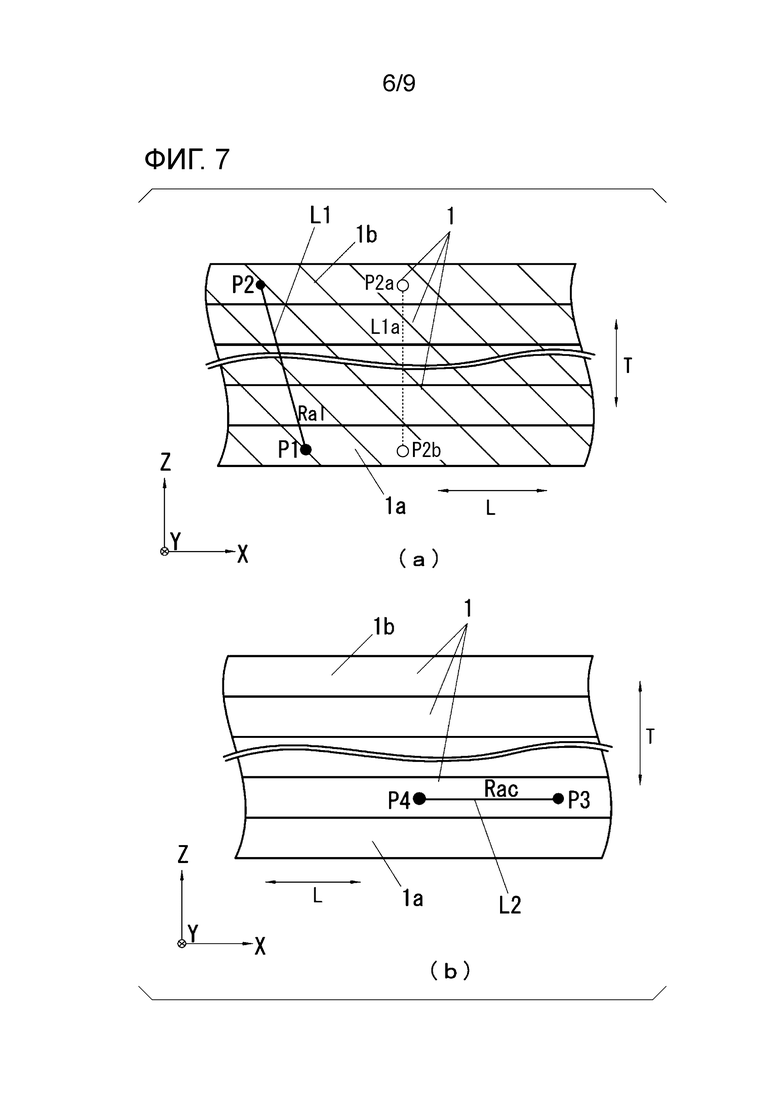
Фиг. 7(a) представляет собой вертикальный торцевой вид, показывающий пример установки прямой линии, которая определяет шероховатость поверхности Ral торцевой поверхности ламинированной структуры ленточного сердечника, сформированного ламинированием листов текстурованной электротехнической стали, и фиг. 7(b) представляет собой торцевой вид сбоку, показывающий пример установки прямой линии, которая определяет шероховатость поверхности Rac на торцевой поверхности, которая параллельна продольному направлению любого одного листа текстурованной электротехнической стали и в направлении толщины листа.
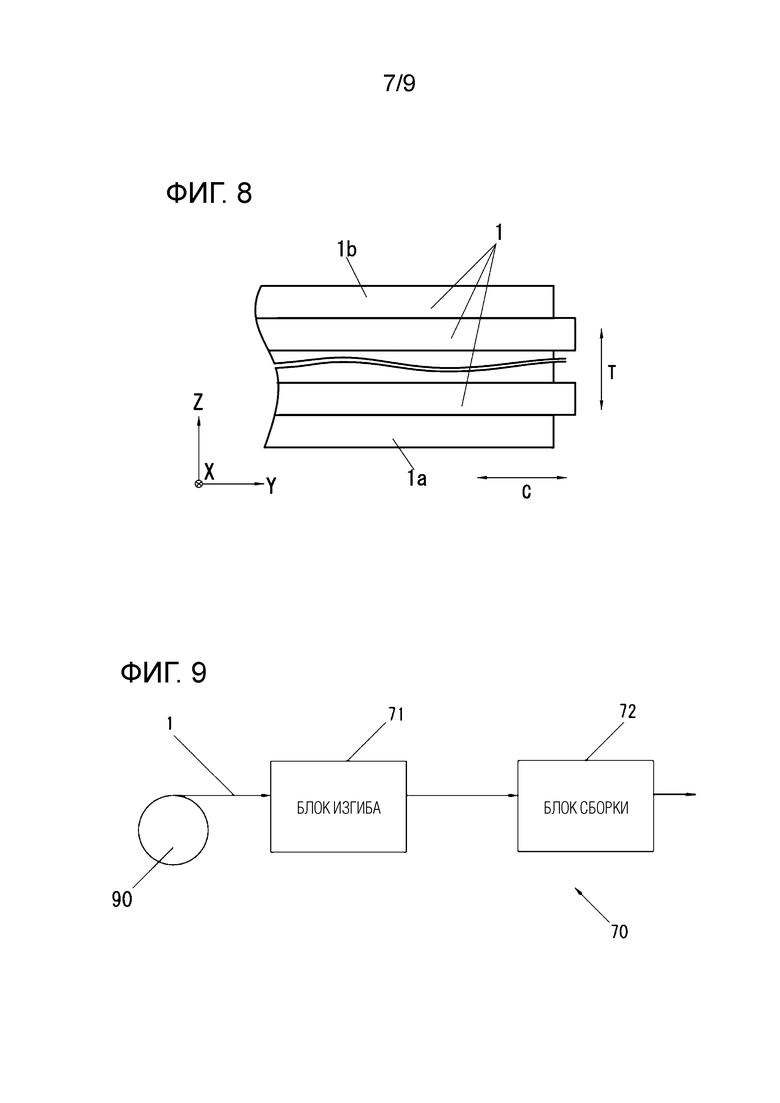
Фиг. 8 представляет собой вид в горизонтальном поперечном сечении, который параллелен направлению ширины ламинированной структуры ленточного сердечника, сформированной ламинированием листов текстурованной электротехнической стали и в направлении толщины листа (торцевой вид части разреза вдоль линии A-A на фиг. 1).
Фиг. 9 представляет собой блок-схему, показывающую конфигурацию устройства для изготовления ленточного сердечника типа Unicore.
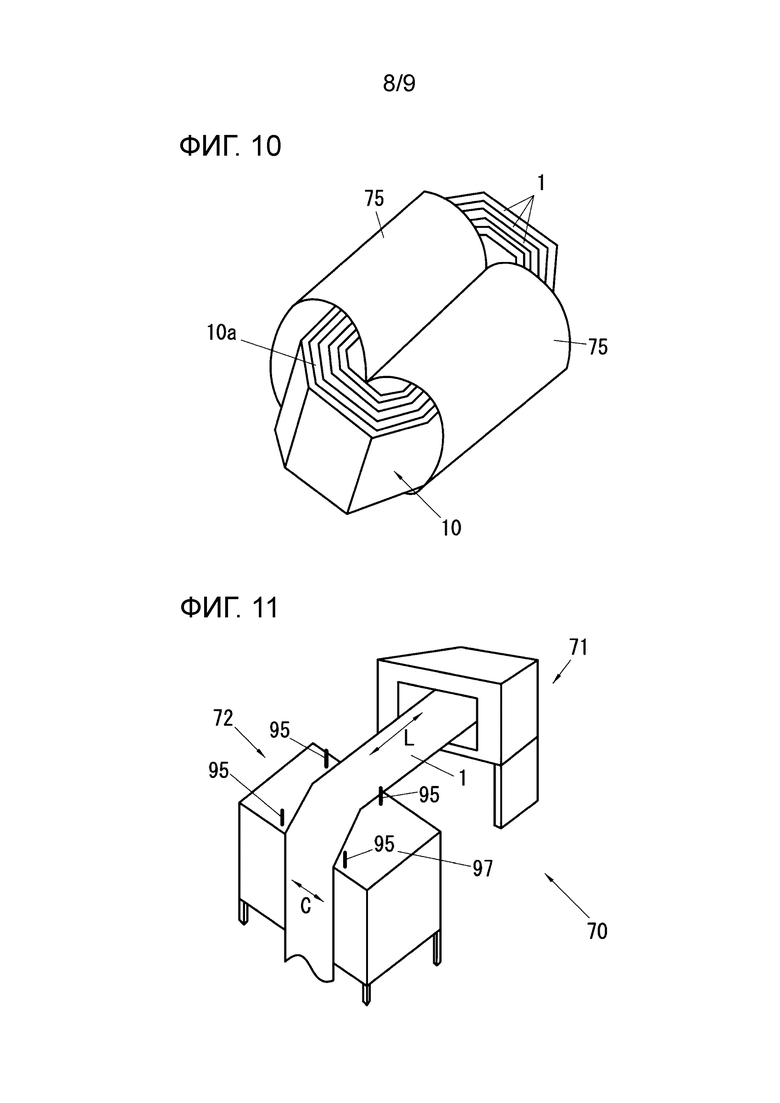
Фиг. 10 представляет собой схематичный вид в перспективе ленточного сердечника, вокруг которого намотан провод обмотки, что является сутью трансформатора.
Фиг. 11 представляет собой вид в перспективе устройства для изготовления согласно фиг. 9, схематично показывающий блок сборки, включающий в себя направляющую для смещения листов текстурованной электротехнической стали, подаваемых из блока изгиба, в направлении ширины.
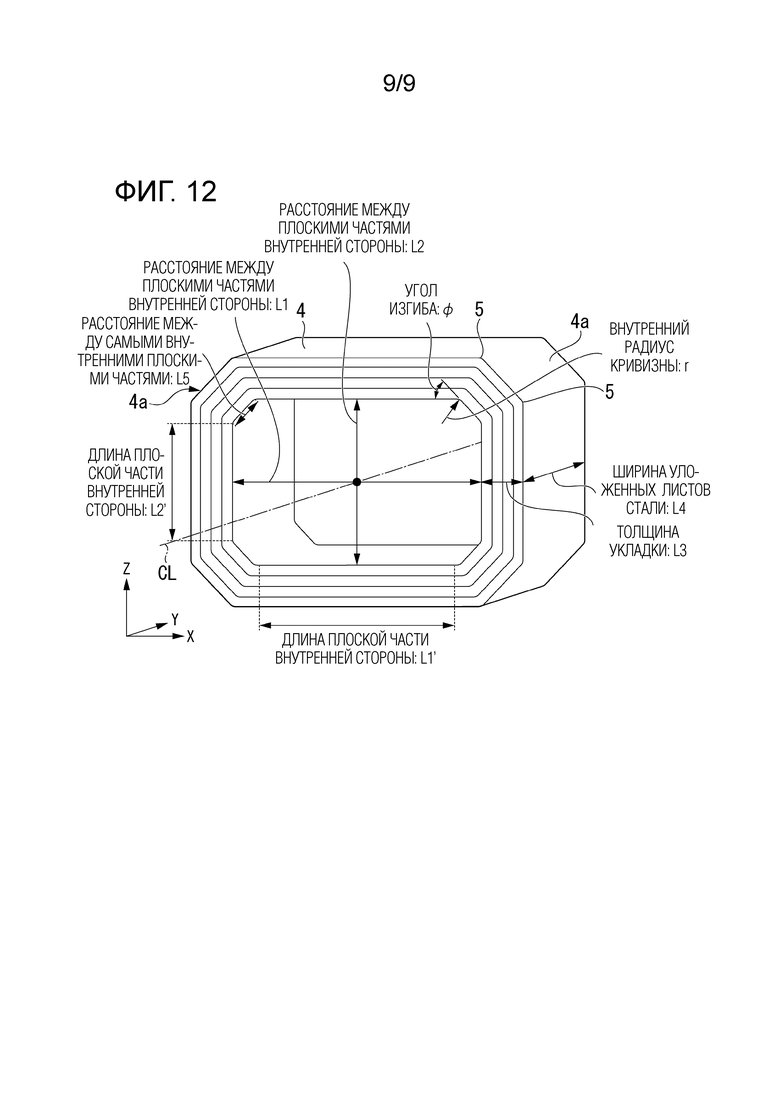
Фиг. 12 представляет собой схематичный вид, показывающий размеры производимого ленточного сердечника, когда оцениваются характеристики.
Вариант(ы) осуществления изобретения
[0018] Далее ленточный сердечник, в соответствии с одним вариантом осуществления настоящего изобретения, будет описан детально. Однако настоящее изобретение не ограничено только конфигурацией, раскрытой в настоящем варианте осуществления, и может различным образом модифицироваться без отклонения от сущности настоящего изобретения. Здесь, нижние предельные значения и верхние предельные значения включены в диапазоны, ограничивающие числовые значения, описанные ниже. Числовые значения, указанные посредством “больше, чем” или “меньше, чем” не включены в эти диапазоны числовых значений. Кроме того, если не указано иначе, “%”, относящийся к химическому составу, означает “% по массе”.
Кроме того, такие термины как “параллельный”, “перпендикулярный”, “идентичный” и “прямой угол” и значения длины и угла, используемые в настоящей спецификации для указания форм, геометрических условий и их мер, не ограничены строгими значениями и должны интерпретироваться, чтобы включать, в какой мере могут ожидаться подобные функции.
Кроме того, в этой спецификации, “лист текстурованной электротехнической стали” может просто описываться как “лист стали” или “лист электротехнической стали”, а “ленточный сердечник” может просто описываться как “железный сердечник”.
[0019] Ленточный сердечник в соответствии с одним вариантом осуществления настоящего изобретения является ленточным сердечником, включающим по существу прямоугольный основной корпус ленточного сердечника на виде сбоку, и основной корпус ленточного сердечника включает в себя часть, в которой листы текстурованной электротехнической стали, в которых плоские части и изогнутые части являются попеременно непрерывными в продольном направлении, уложены поверх друг друга в направлении толщины листа, и имеет по существу полигональную ламинированную структуру на виде сверху. Здесь, плоская часть является прямой частью иной, чем изогнутая часть. Например, лист текстурованной электротехнической стали имеет химический состав, содержащий, в % по массе, Si: от 2,0 до 7,0%, остальное Fe и присадки, и имеет текстуру, ориентированную как текстура Госса. В качестве листа текстурованной электротехнической стали может использоваться, например, полоса текстурованной электромагнитной стали, описанная в JIS C 2553: 2019.
[0020] Далее формы ленточного сердечника и листа текстурованной электротехнической стали, в соответствии с одним вариантом осуществления настоящего изобретения, будут описаны подробно. Сами формы ленточного сердечника и листа текстурованной электротехнической стали, описанные здесь, не являются, в частности, новыми и просто соответствуют формам известных ленточных сердечников и листов текстурованной электротехнической стали.
Фиг. 1 представляет собой вид в перспективе, схематично показывающий ленточный сердечник в соответствии с одним вариантом осуществления настоящего изобретения. Фиг. 2 представляет собой вид сбоку ленточного сердечника, показанного в варианте осуществления согласно фиг. 1. Кроме того, фиг. 3 представляет собой вид, схематично показывающий другой вариант осуществления ленточного сердечника.
Здесь, в настоящем изобретении, вид сбоку представляет собой вид сформированного по длине листа текстурованной электротехнической стали, составляющего ленточный сердечник в направлении ширины (направление Y-оси на фиг. 1). Вид сбоку является видом, показывающим форму, наблюдаемую сбоку (вид в направлении Y-оси на фиг. 1).
[0021] Ленточный сердечник в соответствии с одним вариантом осуществления настоящего изобретения включает в себя по существу полигональный основной корпус ленточного сердечника на виде сбоку. Основной корпус ленточного сердечника 10 имеет по существу прямоугольную ламинированную структуру на виде сбоку, в которой листы текстурованной электротехнической стали 1 уложены поверх друг друга в направлении толщины листа. Основной корпус 10 ленточного сердечника может использоваться как ленточный сердечник без изменения, или может включать в себя, при необходимости, например, известное крепежное средство, такое как связующая полоса для интегральной фиксации множества уложенных листов текстурованной электротехнической стали. Здесь, шероховатость поверхности, описанная ниже, является значением, измеренным для основного корпуса ленточного сердечника, исключая связующую полосу и тому подобное.
[0022] В настоящем варианте осуществления, длина железного сердечника основного корпуса 10 ленточного сердечника конкретно не ограничена. Если количество изогнутых частей 5 является тем же самым, даже если длина железного сердечника основного корпуса 10 ленточного сердечника изменяется, объем изогнутой части 5 является постоянным, так что потери в железе, генерируемые в изогнутой части 5, являются постоянными. Если длина железного сердечника длиннее, объемное отношение изогнутой части 5 к основному корпусу 10 ленточного сердечника меньше, и влияние на ухудшение потерь в железе также мало. Поэтому более длинная длина железного сердечника основного корпуса 10 ленточного сердечника является предпочтительной. Длина железного сердечника основного корпуса 10 ленточного сердечника предпочтительно равна 1,5 м или более, более предпочтительно 1,7 m или более. Здесь, в настоящем изобретении, длина железного сердечника основного корпуса 10 ленточного сердечника равна окружной длине в центральной точке в направлении укладки основного корпуса 10 ленточного сердечника на виде сбоку.
[0023] Такой ленточный сердечник может подходящим образом использоваться для любого обычного известного применения.
[0024] Железный сердечник в соответствии с настоящим вариантом осуществления имеет по существу полигональную форму на виде сбоку. В описании с использованием следующих чертежей, для простоты иллюстрации и описания, будет описан по существу прямоугольный (квадратный) железный сердечник, что является общей формой, но железные сердечники, имеющие различные формы, могут изготавливаться в зависимости от угла и количества изогнутых частей 5 и длины плоской части. Например, если углы всех изогнутых частей 5 равны 45° и длины плоских частей 4 равны, вид сбоку является октагональным. Кроме того, если угол равен 60°, имеется шесть изогнутых частей 5, и длины плоских частей 4 равны, то вид сбоку является гексагональным.
Как показано на фиг. 1 и фиг. 2, основной корпус ленточного сердечника 10 включает в себя часть, в которой листы 1 текстурованной электротехнической стали, в которых плоские части 4 и 4a и изогнутые части 5 попеременно непрерывны в продольном направлении, уложены поверх друг друга в направлении толщины листа, и имеет по существу прямоугольную ламинированную структуру 2, имеющую полую часть 15 на виде сбоку. Угловая часть 3, включающая в себя изогнутую часть 5, имеет две или более изогнутых частей 5, имеющих криволинейную форму на виде сбоку, и сумма углов изгиба изогнутых частей 5, присутствующих в одной угловой части 3, равна, например, 90°. Угловая часть 3 имеет плоскую часть 4a короче, чем плоская часть 4 между смежными изогнутыми частями 5 и 5. Поэтому, угловая часть 3 имеет форму, включающую в себя две или более изогнутых частей 5 одну или более плоских частей 4a. Здесь, в варианте осуществления согласно фиг. 2, одна изогнутая часть 5 имеет угол 45°. В варианте осуществления согласно фиг. 3, одна изогнутая часть 5 имеет угол 30°.
[0025] Как показано в этих примерах, ленточный сердечник настоящего варианта осуществления может быть сформирован с изогнутыми частями 5, имеющим различные углы, но для минимизации возникновения искажения из-за деформации во время обработки и минимизации потери в железе, угол изгиба φ (φ1, φ2, φ3) изогнутой части 5 предпочтительно равен 60° или меньше и более предпочтительно 45° или меньше. Угол изгиба φ изогнутой части одного железного сердечника может быть сформирован произвольно. Например, может быть установлено φ1=60° и φ2=30°. Предпочтительно, чтобы углы загибания (углы изгиба) были равными с учетом эффективности изготовления, и когда потери в железе железного сердечника, генерируемые в соответствии с потерями в железе используемого листа стали, могут быть снижены, если деформируемые части, равные или большие, чем некоторый размер, могут быть уменьшены, обработка может выполняться с комбинацией различных углов. Конструкция может выбираться произвольно, с учетом моментов, которым придается особое значение при обработке железного сердечника.
[0026] Изогнутая часть 5 будет описана более подробно со ссылкой на фиг. 6. Фиг. 6 является диаграммой, схематично показывающий пример изогнутой части (криволинейной части) 5 листа 1 текстурованной электротехнической стали. Угол изгиба изогнутой части 5 является угловой разностью, возникающей между задней прямой частью и передней прямой частью в направлении изгибания в изогнутой части листа текстурованной электротехнической стали, и выражается, на внешней поверхности листа 1 текстурованной электротехнической стали, как угол φ, который является дополнительным углом для угла, образованного двумя виртуальными линиями Lb-удлинение 1 и Lb-удлинение 2, полученными продолжением прямых частей, которые являются поверхностями плоских частей 4 и 4a на обеих сторонах изогнутой части 5. В этом случае, точка, в которой продолженная прямая линия отделяется от поверхности листа стали, является границей между плоской частью 4 и изогнутой частью 5 на внешней поверхности листа стали и является точкой F и точкой G на фиг. 6.
[0027] Кроме того, прямые линии, перпендикулярные к внешней поверхности листа стали, продолжаются от точки F и точки G, и пересечения с внутренней поверхностью листа стали являются точкой E и точкой D. Точка E и точка D являются границами между плоской частью 4 и изогнутой частью 5 на внутренней поверхности листа стали. Здесь, когда точка A и точка B соединены прямой линией, пересечение на круговой дуге DE внутри изогнутой части листа стали представляет собой точку C.
Здесь, в настоящем изобретении, изогнутая часть 5 представляет собой часть листа 1 текстурованной электротехнической стали, окруженную точкой D, точкой E, точкой F и точкой G на виде сбоку листа 1 текстурованной электротехнической стали. На фиг. 6, поверхность листа стали между точкой D и точкой E, то есть, внутренняя поверхность изогнутой части 5, обозначена La, и поверхность листа стали между точкой F и точкой G, то есть, внешняя поверхность изогнутой части 5, обозначена Lb. Кроме того, в ленточном сердечнике в соответствии с настоящим раскрытием, радиус кривизны в изогнутой части 5 листа 1 текстурованной электротехнической стали, уложенного в направлении укладки, конкретно не ограничен.
[0028] Здесь, способ измерения радиуса r кривизны изогнутой части 5 конкретно не ограничен, и, например, радиус r кривизны может быть измерен путем выполнения наблюдения с использованием коммерчески доступного микроскопа (Nikon ECLIPSE LV150) с увеличением 200. Конкретно, точку А центра кривизны получают из результата наблюдения, и для способа ее получения, например, если пересечение линейного сегмента EF и линейного сегмента DG, продолженных внутрь на стороне, противоположной точке B, определено как A, величина радиуса r кривизны соответствует длине линейного сегмента AC.
[0029] Фиг. 4 и фиг. 5 представляют собой диаграммы, схематично показывающие пример однослойного листа 1 текстурованной электротехнической стали в основном корпусе 10 ленточного сердечника. Лист 1 текстурованной электротехнической стали, используемый в примерах на фиг. 4 и фиг. 5, изогнут, чтобы реализовать ленточный сердечник типа Unicore, и включает в себя две или более изогнутых частей 5 и плоскую часть 4 и формирует по существу полигональное кольцо на виде сбоку через соединительную часть 6 (зазор), которая является торцевой поверхностью одного или более листов 1 текстурованной электротехнической стали в продольном направлении.
В настоящем варианте осуществления, весь основной корпус 10 ленточного сердечника может иметь по существу полигональную ламинированную структуру на виде сбоку. Как показано в примере на фиг. 4, один лист текстурованной электротехнической стали может формировать один слой основного корпуса 10 ленточного сердечника через соединительную часть 6 (один лист текстурованной электротехнической стали соединен через одну соединительную часть 6 для каждого витка), и, как показано в примере на фиг. 5, один лист 1 текстурованной электротехнической стали может формировать примерно половину окружности ленточного сердечника, и два листа 1 текстурованной электротехнической стали могут формировать один слой основного корпуса 10 ленточного сердечника через две соединительные части 6 (два листа текстурованной электротехнической стали соединены друг с другом через две соединительные части 6 для каждого витка).
[0030] Толщина листа листа 1 текстурованной электротехнической стали, используемого в настоящем варианте осуществления, конкретно не ограничена и может соответственно выбираться в соответствии с применениями и тому подобным, но в общем в пределах диапазона от 0,15 мм до 0,35 мм и предпочтительно в диапазоне от 0,18 мм до 0,27 мм.
[0031] Кроме того, способ изготовления листа 1 текстурованной электротехнической стали конкретно не ограничен, и обычный известный способ изготовления листа текстурованной электротехнической стали может быть выбран соответственно. Конкретные примеры предпочтительного способа изготовления включают в себя, например, способ, в котором листовую заготовку, содержащую от 0,04 до 0,1% по массе C, остальное является химическим составом листа текстурованной электротехнической стали, нагревают до 1000°C или выше, и затем выполняют по мере необходимости отжиг горячекатаного листа, и затем получают холоднокатаный лист стали путем холодной прокатки один, два или более раз с промежуточным отжигом, холоднокатаный лист стали нагревают, обезуглероживают и отжигают, например, при температуре от 700 до 900°C во влажной атмосфере водорода-инертного газа, и, при необходимости, дополнительно выполняют нитрирование-отжиг, применяют сепаратор отжига, затем выполняют окончательный отжиг примерно при 1000°C и формируют изоляционное покрытие примерно при 900°C. Кроме того, после этого, может быть осуществлено покрытие или тому подробное для регулировки коэффициента динамического трения.
Кроме того, в общем, эффекты настоящего изобретения могут быть получены даже со стальным листом, который был подвергнут обработке, называемой “управление магнитным доменом” с использованием деформации, пазов или тому подобного в процессе изготовления листов стали известным способом.
[0032] Кроме того, в настоящем варианте осуществления, ленточный сердечник 10, состоящий из листа 1 текстурованной электротехнической стали, имеющего вышеописанную форму, формируется укладкой листов 1 текстурованной электротехнической стали, которые были отдельно изогнуты, слоями и собраны в ленточную форму, и множество листов 1 текстурованной электротехнической стали соединены друг с другом через по меньшей мере одну соединительную часть 6 для каждого витка, и в L поперечном сечении (см. фиг. 7(a)), параллельном продольному направлению L (X направлению), которое является поперечным сечением листа 1 текстурованной электротехнической стали в направлении Т толщины листа, шероховатость поверхности части листа стали вдоль прямой линии L1, соединяющей произвольную точку P1 на листе 1а текстурованной электротехнической стали, расположенном на самой внутренней периферии ленточной формы, среди уложенных листов 1 текстурованной электротехнической стали, и произвольную точку P2 на листе 1b текстурованной электротехнической стали, расположенном на самой внешней периферии, равна Ral, и шероховатость поверхности части листа стали вдоль прямой линии L2, соединяющей произвольные точки P3 и P4 на торцевой поверхности (см. торцевой вид сбоку на фиг. 7(b)) в направлении Т толщины листа, параллельном продольному направлению, в любом одном из уложенных листов 1 текстурованной электротехнической стали равна Rac, отношение Ral/Rac удовлетворяет соотношению 1,5≤Ral/Rac≤12,0. Здесь, “L поперечное сечение, параллельное к продольному направлению L (X направление), которое является поперечным сечением в направлении Т толщины листа”, является не поверхностью после разреза ленточного сердечника 10, а торцевой поверхностью ленточного сердечника 10, параллельной к продольному направлению листа 1 текстурованной электротехнической стали в направлении Т толщины листа листа 1 текстурованной электротехнической стали ленточного сердечника 10. Шероховатость Ral поверхности является предпочтительно, в направлении Т толщины листа листа 1 текстурованной электротехнической стали, шероховатостью поверхности части листа стали в направлении L1a, соединяющем центр P1a на листе 1 текстурованной электротехнической стали, расположенном на самой внутренней периферии в направлении толщины листа, и центр P2a на листе 1b текстурованной электротехнической стали, расположенном на самой внешней периферии в направлении Т толщины листа. Шероховатость Ral поверхности может быть, например, средним значением значений, полученных путем выполнения измерения в пяти положениях, полученных равным делением плоской части 4 листа 1а текстурованной электротехнической стали в продольном направлении. Кроме того, касательно шероховатости Rac поверхности, поскольку шероховатость поверхности листа текстурованной электротехнической стали в продольном направлении имеет малую вариацию, она может измеряться путем выбора любого одного листа текстурованной электротехнической стали, и например, три листа текстурованной электротехнической стали могут выбираться и измеряться, и среднее этих измеренных значений может быть использовано. Шероховатость Rac поверхности может быть шероховатостью поверхности в направлении, параллельном продольному направлению, на торцевой поверхности (торцевой поверхности плоской части 4, параллельной к продольному направлению) плоской части 4 листа 1 текстурованной электротехнической стали.
[0033] В настоящем варианте осуществления, для того чтобы отношение шероховатостей поверхности удовлетворяло такому соотношению, листы 1 текстурованной электротехнической стали пакетируют так, что каждый из листов текстурованной электротехнической стали формирует один соответствующий слой (один слой ленточного сердечника), и любой один или более из листов 1 текстурованной электротехнической стали, подлежащих пакетированию, собирают по всей длине в продольном направлении L так, что они смещены относительно листов 1 текстурованной электротехнической стали, формирующих другие слои в направлении С ширины, перпендикулярном к продольному направлению L. В частности, в настоящем варианте осуществления, как показано на фиг. 8 (C торцевая поверхность, параллельная направлению ширины; и торцевой вид части разреза вдоль линии A-A на фиг. 1), листы 1 текстурованной электротехнической стали собраны так, что они попеременно смещены в направлении С ширины (Y направлении) между смежными слоями. Здесь, прямая линия L1 для определения шероховатости Ral поверхности может продолжаться параллельно направлению укладки листа 1 текстурованной электротехнической стали, но может быть наклонена в вертикальном направлении, как показано на фиг. 7(a). Прямая линия L1 для определения шероховатости Ral поверхности предпочтительно продолжается параллельно направлению укладки листа 1 текстурованной электротехнической стали. Прямая линия L2 для определения шероховатости Rac поверхности может вертикально продолжаться в направлении укладки листа 1 текстурованной электротехнической стали, но может быть наклонена в вертикальном направлении, как показано на фиг. 7(b). Прямая линия L2 для определения шероховатости Rac поверхности предпочтительно вертикально продолжается в направлении укладки листа 1 текстурованной электротехнической стали. Кроме того, например, шероховатости Ral и Rac поверхности могут вычисляться на основе среднеарифметической шероховатости Ra, определенной в Японском Промышленном Стандарте JIS B 0601 (2013), и, в частности, в настоящем варианте осуществления, в состоянии, показанном на фиг. 10, в котором провод обмотки 75 намотан вокруг железного сердечника 10, на верхней поверхности (торцевая поверхность и L поперечное сечение) 10a железного сердечника 10, например, с использованием цифрового микроскопа (VHX-7000, коммерчески доступного от Keyence Corporation), шероховатости Ral и Rac поверхности измерялись. Конкретно, увеличение установлено так, что вся L торцевая поверхность самого внешнего периферийного листа 1b текстурованной электротехнической стали и L торцевая поверхность самого внутреннего периферийного листа 1а текстурованной электротехнической стали находится в пределах поля зрения, и измерение выполняется с использованием цифрового микроскопа путем сканирования вдоль прямых линий L1 и L2 (см. фиг. 7). В этом случае, отсечка кривой шероховатости может быть соответственно установлена. Когда среднеарифметическая шероховатость Ra измеряется с использованием цифрового микроскопа, значение отсечки λs=0 мкм и значение отсечки λc=0 мм, и коррекция вибрации может быть выполнена для измерения. Увеличение измерения предпочтительно равно 100 или больше и более предпочтительно от 500 до 700. Когда используется среднеарифметическая шероховатость Ra, шероховатость Ral поверхности может составлять, например, от 0,6 до 14,4 мкм, и шероховатость Rac поверхности может составлять, например, от 0,5 до 1,2 мкм.
[0034] Кроме того, фиг. 9 схематично показывает блок-схему устройства, которое может изготавливать ленточный сердечник, как описано выше. Фиг. 9 схематично показывает устройство 70 для изготовления ленточного сердечника типа Unicore. Устройство 70 для изготовления включает в себя блок 71 изгиба, который отдельно изгибает листы 1 текстурованной электротехнической стали, и блок сборки 72, который укладывает листы 1 текстурованной электротехнической стали, которые были отдельно изогнуты, слоями блоком 71 изгиба, и собирает в ленточную форму, чтобы формировать ленточный сердечник, имеющий ленточную форму, включающую прямоугольную полую часть в центре, в котором множество листов текстурованной электротехнической стали соединены друг с другом через по меньшей мере одну соединительную часть для каждого витка, и который включает в себя часть, в которой листы 1 текстурованной электротехнической стали, в которых плоские части 4 и изогнутые части 5 попеременно непрерывны в продольном направлении, уложены поверх друг друга в направлении толщины листа.
[0035] Листы 1 текстурованной электротехнической стали подаются с предопределенной скоростью подачи из блока 90 подачи стальных листов, который содержит средство обоймы, образованное намоткой листа 1 текстурованной электротехнической стали в форме витка, и подаются на блок 71 изгиба. Листы 1 текстурованной электротехнической стали, подаваемые таким способом, соответственно разрезаются в соответствующих размерах в блоке 71 изгиба и подвергаются изгибанию, при этом малое число листов отдельно изгибаются как один лист в данный момент времени.
[0036] Здесь, как описано выше, для того чтобы отношение шероховатостей Ral/Rac поверхностей удовлетворяло соотношению 1,5≤Ral/Rac≤12,0, блок сборки 72 укладывает листы 1 текстурованной электротехнической стали так, что каждый из листов текстурованной электротехнической стали формирует один соответствующий слой (один слой ленточного сердечника) и изменяет положение направляющей 95 в направлении ширины, и, таким образом, собирает любой один или более листов 1 текстурованной электротехнической стали, подлежащих пакетированию по всей длине в продольном направлении L так, что они смещены в направлении ширины C перпендикулярно к продольному направлению L относительно листов 1 текстурованной электротехнической стали, формирующих другие слои. В частности, в настоящем варианте осуществления, как показано на фиг. 11, блок сборки 72 включает в себя множество направляющих 95, которые регулируют положения обоих концов листа 1 текстурованной электротехнической стали в направлении ширины C и направляют лист 1 текстурованной электротехнической стали в продольном направлении L на части 97 приема листа стали, и смещает лист 1 текстурованной электротехнической стали из блока 71 изгиба в направлении ширины C изменением положения направляющей 95 в направлении ширины C. Поэтому, любой один или более из листов 1 текстурованной электротехнической стали, подлежащих пакетированию, могут быть собраны по всей длине в продольном направлении так, что они смещены относительно листов 1 текстурованной электротехнической стали, формирующих другие слои, в направлении ширины C перпендикулярно к продольному направлению. Здесь, в частности, всякий раз, когда один лист 1 текстурованной электротехнической стали укладывается, направляющая 95 выступает из другого положения, смещенного в направлении ширины C, и смещает последующую часть листа 1 текстурованной электротехнической стали в направлении ширины C.
[0037] Далее ниже представлены данные, верифицирующие минимизацию нарастания температуры ленточного сердечника 10, имеющего вышеописанную конфигурацию согласно настоящему варианту осуществления, и намотанного на него провода обмотки.
При получении данных верификации, авторами были изготовлены железные сердечники a-d, имеющие формы, показанные в Таблице 1 и на фиг. 12, с использованием соответствующих стальных листов в качестве материала.
Здесь, L1 параллельно направлению X-оси и представляет собой расстояние между параллельными листами текстурованной электротехнической стали 1 на самой внутренней периферии ленточного сердечника в плоском поперечном сечении, включающем центр CL (расстояние между внутренними боковыми плоскими частями). L2 параллельно направлению Z-оси и представляет собой расстояние между параллельными листами текстурованной электротехнической стали 1 на самой внутренней периферии ленточного сердечника в вертикальном поперечном сечении, включающем центр CL (расстояние между внутренними боковыми плоскими частями). L3 параллельно направлению X-оси и представляет собой толщину укладки ленточного сердечника в плоском поперечном сечении, включающем центр CL (толщина в направлении укладки). L4 параллельно направлению X-оси и представляет собой ширину ламинированных стальных листов ленточного сердечника в плоском поперечном сечении, включающем центр CL. L5 представляет собой расстояние между плоскими частями, которые являются смежными друг с другом в самой внутренней части ленточного сердечника и расположены, чтобы образовывать вместе прямой угол (расстояние между изогнутыми частями). Иными словами, L5 представляет собой длину плоской части 4a в продольном направлении, которая имеет самую короткую длину среди плоских частей 4 и 4a листов текстурованной электротехнической стали на самой внутренней периферии. r представляет собой радиус кривизны изогнутой части 5 на внутренней стороне ленточного сердечника. φ представляет собой угол изгиба изогнутой част 5 ленточного сердечника. Сердечники с номерами от a до d по существу прямоугольных железных сердечников в Таблице 1 имеют структуру, в которой плоская часть с расстоянием L1 плоской части внутренней стороны разделена примерно в центре расстояния L1, и два железных сердечника, имеющих “по существу U-форму”, соединены.
[0038] Здесь, железный сердечник сердечника № с является обычно используемым как типовой ленточный сердечник и представляет собой так называемый ленточный сердечник стволового типа, имеющий радиус кривизны 25 мм, изготовленный способом резания листа стали, наматывания его в цилиндрическую форму, затем прессования цилиндрического уложенного тела без изменения, так что угловая часть имеет постоянную кривизну, и формования его в по существу прямоугольную форму. Кроме того, железный сердечник сердечника № d представляет собой ленточный сердечник типа Unicore, имеющий радиус r кривизны 1 мм, включающий три изогнутые части 5 и одну угловую часть 3, железный сердечник сердечника № a представляет собой ленточный сердечник типа Unicore, имеющий радиус r кривизны 1 мм, включающий две изогнутые части 5 и одну угловую часть 3, и железный сердечник сердечника № b представляет собой ленточный сердечник типа Unicore, имеющий радиус r кривизны, который значительно больше, чем у железного сердечника для сердечников № a и d (радиус r кривизны 20 мм).
[0039] Таблица 1
[0040] Таблица 2A и Таблица 2B показывают, на основе различных форм сердечников, как описано выше, приведенное выше отношение шероховатостей Ral/Rac поверхности, полученное измерением набора 58 примерных материалов, в которых толщина листа стали (мм) была установлена и измерялось и оценивалось нарастание температуры ΔT(°C) железного сердечника и провода обмотки. Здесь, шероховатости Ral и Rac поверхностей, используемые для вычисления Ral/Rac, обе представляют собой среднеарифметическую шероховатость Ra, измеренную с использованием цифрового микроскопа (VHX-7000, коммерчески доступного от Keyence Corporation). Среднеарифметическая шероховатость Ra измерялась на основе JIS B 0601 (2013). Значениями отсечки были λs=0 и λc=0, и коррекция вибрации выполнялась для измерения. Увеличение при измерении было установлено в пределах от 500 до 700.
[0041] При оценке нарастания температуры, был подготовлен образец, показанный на фиг. 10, наматыванием провода 75 обмотки 75 вокруг железного сердечника 10, погружением в масло, приведением в действие при коэффициенте нагрузки 40% и установленной плотности магнитного потока 1,7 T в течение 72 часов, затем измерялась температура масла, и оценивалось нарастание температуры (температура спустя 2 часа - начальная температура). Значение 6,6 градусов или меньше определялось как удовлетворительное.
[0042] Таблица 2A
[0043] Таблица 2В
[0044] Как можно понять из Таблицы 2А и Таблицы 2B, касательно всех железных сердечников № а, b, c и d сердечников, независимо от толщины листа, если отношение шероховатостей Rаl/Rаc поверхности было в диапазоне 1,5≤Rаl/Rаc≤12,0, нарастание температуры ΔT(°C) железного сердечника и провода обмотки снизилось до 6,6°C или менее с некоторыми исключениями.
[0045] На основе приведенных выше результатов, можно ясно понять, что в ленточном сердечнике согласно настоящему изобретению, когда листы 1 текстурованной электротехнической стали были собраны так, что они смещены в направлении ширины, площадь поверхности L поперечного сечения увеличивалась, и шероховатость Rаl поверхности L поперечного сечения ленточного сердечника изменялась, при этом отношение шероховатостей Rаl/Rаc поверхностей удовлетворяло соотношению 1,5≤Rаl/Rаc≤12,0. Таким образом, было возможным эффективно снизить нарастание температуры железного сердечника и провода обмотки.
[0046] Приложение
Ленточный сердечник, способ изготовления ленточного сердечника и устройство для изготовления ленточного сердечника в соответствии с вышеописанными вариантами осуществления могут пониматься следующим образом.
[0047] (1) Ленточный сердечник настоящего раскрытия представляет собой ленточный сердечник, имеющий ленточную форму, включающую прямоугольную полую часть в центре и часть, в которой листы текстурованной электротехнической стали, в которых плоские части и изогнутые части являются попеременно непрерывными в продольном направлении, уложены поверх друг друга в направлении толщины листа, которая представляет собой ленточный сердечник, образованный укладкой листов текстурованной электротехнической стали, которые были отдельно изогнуты, слоями и собраны в ленточную форму, и в котором множество листов текстурованной электротехнической стали соединены друг с другом через по меньшей мере одну соединительную часть для каждого витка,
в котором, в L поперечном сечении, параллельном продольному направлению, которое является поперечным сечением листа текстурованной электротехнической стали в направлении толщины листа, когда шероховатость поверхности части листа стали вдоль прямой линии, соединяющей произвольную точку на листе текстурованной электротехнической стали, расположенном на самой внутренней периферии ленточной формы, среди уложенных листов текстурованной электротехнической стали, и произвольную точку на листе текстурованной электротехнической стали, расположенном на самой внешней периферии, равна Rаl, и шероховатость поверхности части листа стали вдоль прямой линии, соединяющей произвольные точки на торцевой поверхности в направлении толщины листа, параллельном продольному направлению, в любом одном из уложенных листов текстурованной электротехнической стали, равно Rаc, отношение Rаl/Rаc удовлетворяет соотношению 1,5≤Rаl/Rаc≤12,0.
[0048] (2) Способ изготовления ленточного сердечника настоящего раскрытия, который представляет собой ленточный сердечник, имеющий ленточную форму, включающую прямоугольную полую часть в центре и часть, в которой листы текстурованной электротехнической стали, в которых плоские части и изогнутые части являются попеременно непрерывными в продольном направлении, уложены поверх друг друга в направлении толщины листа, которая представляет собой ленточный сердечник, образованный укладкой листов текстурованной электротехнической стали, которые были отдельно изогнуты, слоями и собраны в ленточную форму, и в котором множество листов текстурованной электротехнической стали соединены друг с другом через по меньшей мере одну соединительную часть для каждого витка,
способ включает в себя
сборку любого одного или более листов текстурованной электротехнической стали, которые уложены поверх друг друга так, что каждый из листов текстурованной электротехнической стали образует один соответствующий слой по всей длине в продольном направлении, так, что они смещены относительно листов текстурованной электротехнической стали, образующих другие слои, в направлении ширины перпендикулярном продольному направлению,
и при этом, в L поперечном сечении, параллельном продольному направлению, которое является поперечным сечением листа текстурованной электротехнической стали в направлении толщины, когда шероховатость поверхности части листа стали вдоль прямой линии, соединяющей произвольную точку на листе текстурованной электротехнической стали, расположенном на самой внутренней периферии ленточной формы, среди уложенных листов текстурованной электротехнической стали, и произвольную точку на листе текстурованной электротехнической стали, расположенном на самой внешней периферии, равна Rаl, и шероховатость поверхности части листа стали вдоль прямой линии, соединяющей произвольные точки на торцевой поверхности в направлении толщины листа, параллельном продольному направлению, в любом одном из уложенных листов текстурованной электротехнической стали, равна Rаc, отношение Rаl/Rаc удовлетворяет соотношению 1,5≤Rаl/Rаc≤12,0.
[0049] Устройство для изготовления ленточного сердечника настоящего раскрытия включает в себя блок изгиба, который отдельно изгибает листы текстурованной электротехнической стали, и
блок сборки, который укладывает листы текстурованной электротехнической стали, которые были отдельно изогнуты, слоями блоком изгиба, и собирает их в ленточную форму с образованием ленточного сердечника имеющего ленточную форму, включающую прямоугольную полую часть в центре, в котором множество листов текстурованной электротехнической стали соединены друг с другом через по меньшей мере одну соединительную часть для каждого витка, и который включает в себя часть, в которой листы текстурованной электротехнической стали, в которых плоские части и изогнутые части являются попеременно непрерывными в продольном направлении, уложены поверх друг друга в направлении толщины листа,
блок сборки собирает любой один или более листов текстурованной электротехнической стали, которые уложены поверх друг друга так, что каждый из листов текстурованной электротехнической стали образует один соответствующий слой по всей длине в продольном направлении, так, что они смещены относительно листов текстурованной электротехнической стали, образующих другие слои, в направлении ширины перпендикулярном продольному направлению,
и при этом, в L поперечном сечении, параллельном продольному направлению, которое является поперечным сечением листа текстурованной электротехнической стали в направлении толщины, когда шероховатость поверхности части листа стали вдоль прямой линии, соединяющей произвольную точку на листе текстурованной электротехнической стали, расположенном на самой внутренней периферии намотанной формы, среди уложенных листов текстурованной электротехнической стали, и произвольную точку на листе текстурованной электротехнической стали, расположенном на самой внешней периферии, равна Rаl и шероховатость поверхности части листа стали вдоль прямой линии, соединяющей произвольные точки на торцевой поверхности в направлении толщины листа, параллельном продольному направлению, в любом одном из уложенных листов текстурованной электротехнической стали, равна Rаc, отношение Rаl/Rаc удовлетворяет соотношению 1,5≤Rаl/Rаc≤12,0, и блок сборки включает направляющую, которая регулирует положения обоих концов листа текстурованной электротехнической стали в направлении ширины и направляет лист текстурованной электротехнической стали в продольном направлении, и лист текстурованной электротехнической стали смещается в направлении ширины изменением положения направляющей.
Перечень ссылочных позиций
[0050]
1 Лист текстурованной электротехнической стали
4 Плоская часть
5 Изогнутая часть
6 Соединительная часть
10 Ленточный сердечник (основной корпус ленточного сердечника).
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК, СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕНТОЧНОГО СЕРДЕЧНИКА И УСТРОЙСТВО ИЗГОТОВЛЕНИЯ ЛЕНТОЧНЫХ СЕРДЕЧНИКОВ | 2021 |
|
RU2812447C1 |
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК, СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕНТОЧНОГО СЕРДЕЧНИКА И УСТРОЙСТВО ИЗГОТОВЛЕНИЯ ЛЕНТОЧНЫХ СЕРДЕЧНИКОВ | 2021 |
|
RU2805262C1 |
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК, СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕНТОЧНОГО СЕРДЕЧНИКА И УСТРОЙСТВО ИЗГОТОВЛЕНИЯ ЛЕНТОЧНЫХ СЕРДЕЧНИКОВ | 2021 |
|
RU2805169C1 |
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК | 2020 |
|
RU2817293C1 |
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК | 2021 |
|
RU2811454C1 |
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК | 2021 |
|
RU2809519C1 |
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК | 2021 |
|
RU2814177C1 |
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК | 2021 |
|
RU2814178C1 |
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК | 2020 |
|
RU2796922C1 |
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2777448C1 |
Изобретение относится к электротехнике. Технический результат заключается в снижении температуры сердечника и провода обмотки. Ленточный сердечник (10) включает прямоугольную полую часть в центре и часть, в которой листы текстурованной электротехнической стали, в которых плоские части и изогнутые части являются попеременно непрерывными в продольном направлении, уложены поверх друг друга в направлении толщины листа, которая представляет собой ленточный сердечник, образованный укладкой листов текстурованной электротехнической стали, которые были отдельно изогнуты, слоями и собраны в ленточную форму. На торцевой поверхности ленточного сердечника, которая находится в направлении толщины листа листов (1) текстурованной электротехнической стали и параллельна продольному направлению листов текстурованной электротехнической стали, в направлении укладки, когда шероховатость поверхности части листа стали в направлении, соединяющем центр в направлении толщины листа листа (1) текстурованной электротехнической стали, расположенного на самой внутренней периферии ленточного сердечника, среди уложенных листов (1) текстурованной электротехнической стали, и центр в направлении толщины листа листа (1) текстурованной электротехнической стали, расположенного на самой внешней периферии ленточного сердечника (10) равна Rаl, и шероховатость поверхности листа (1) текстурованной электротехнической стали в направлении, параллельном продольному направлению на торцевой поверхности плоской части (4) уложенного листа (1) текстурованной электротехнической стали, равна Rаc. Отношение Rаl/Rаc между Rаl и Rаc удовлетворяет соотношению 1,5≤Rаl/Rаc≤12,0. 3 н.п. ф-лы, 12 ил., 3 табл.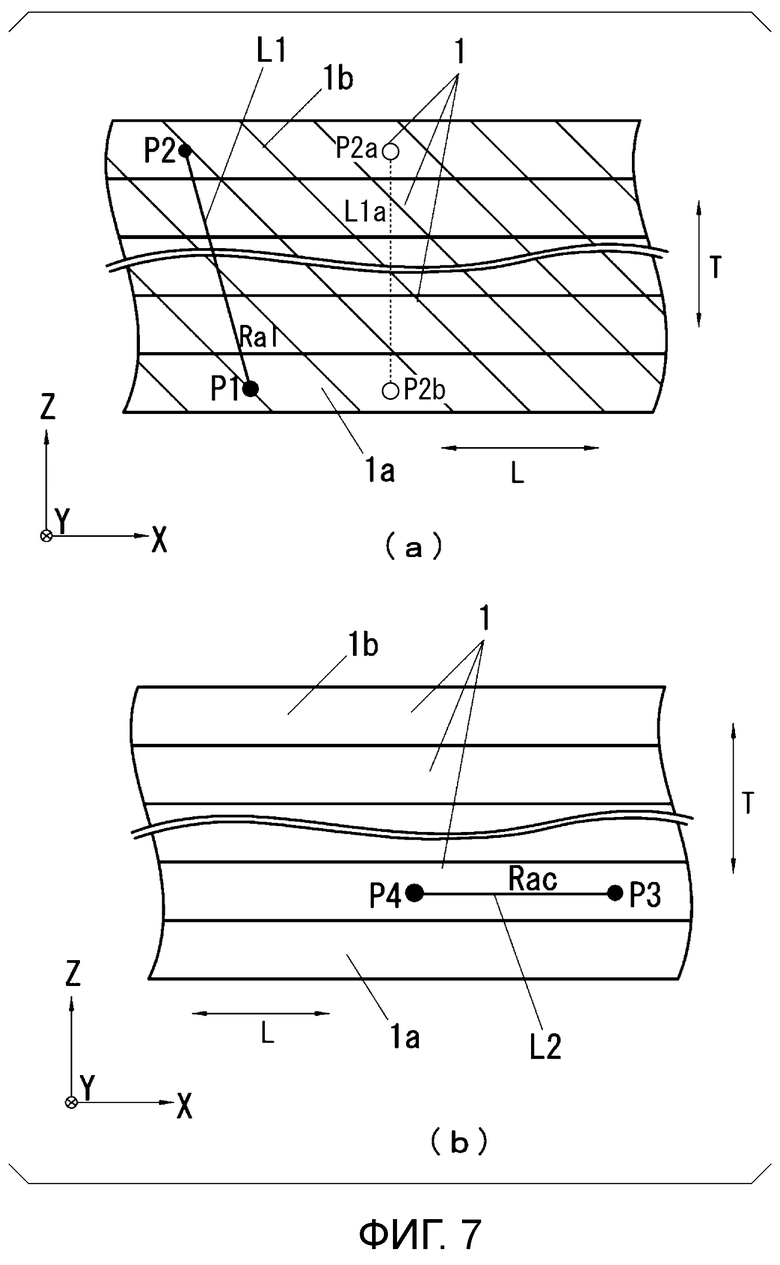
1. Ленточный сердечник, имеющий ленточную форму, включающую прямоугольную полую часть в центре и часть, в которой листы текстурованной электротехнической стали, в которых плоские части и изогнутые части являются попеременно непрерывными в продольном направлении, уложены поверх друг друга в направлении толщины листа, которая представляет собой ленточный сердечник, образованный укладкой листов текстурованной электротехнической стали, которые были отдельно изогнуты, слоями и собраны в ленточную форму, и в котором множество листов текстурованной электротехнической стали соединены друг с другом посредством по меньшей мере одной соединительной части для каждого витка,
причем на торцевой поверхности ленточного сердечника, которая находится в направлении толщины листа листов текстурованной электротехнической стали и параллельна продольному направлению листов текстурованной электротехнической стали,
в направлении толщины листа,
когда шероховатость поверхности части листа стали в направлении, соединяющем центр в направлении толщины листа листа текстурованной электротехнической стали, расположенного на самой внутренней периферии ленточного сердечника, среди уложенных листов текстурованной электротехнической стали, и центр в направлении толщины листа листа текстурованной электротехнической стали, расположенного на самой внешней периферии ленточного сердечника, равна Rаl, и шероховатость поверхности листа текстурованной электротехнической стали в направлении, параллельном продольному направлению, на торцевой поверхности плоской части уложенного листа текстурованной электротехнической стали, равна Rаc, отношение Rаl/Rаc между Rаl и Rаc удовлетворяет соотношению 1,5≤Rаl/Rаc≤12,0.
2. Способ изготовления ленточного сердечника, который представляет собой ленточный сердечник, имеющий ленточную форму, включающую прямоугольную полую часть в центре и часть, в которой листы текстурованной электротехнической стали, в которых плоские части и изогнутые части являются попеременно непрерывными в продольном направлении, уложены поверх друг друга в направлении толщины листа, которая представляет собой ленточный сердечник, образованный укладкой листов текстурованной электротехнической стали, которые были отдельно изогнуты, слоями и собраны в ленточную форму, и в котором множество листов текстурованной электротехнической стали соединены друг с другом через по меньшей мере одну соединительную часть для каждого витка, причем способ включает:
укладку листов текстурованной электротехнической стали так, что каждый из листов текстурованной электротехнической стали образует один слой ленточного сердечника; и
сборку любого одного или более уложенных листов текстурованной электротехнической стали по всей длине в продольном направлении так, что они смещены относительно листов текстурованной электротехнической стали, образующих другие слои, в направлении ширины, перпендикулярном продольному направлению,
при этом на торцевой поверхности ленточного сердечника, которая находится в направлении толщины листа листов текстурованной электротехнической стали и параллельно продольному направлению листов текстурованной электротехнической стали, в направлении толщины листа,
когда шероховатость поверхности части листа стали в направлении, соединяющем центр в направлении толщины листа листа текстурованной электротехнической стали, расположенного на самой внутренней периферии ленточного сердечника, среди уложенных листов текстурованной электротехнической стали, и центр в направлении толщины листа листа текстурованной электротехнической стали, расположенного на самой внешней периферии ленточного сердечника, равна Rаl, и
шероховатость поверхности листа текстурованной электротехнической стали в направлении, параллельном продольному направлению, на торцевой поверхности плоской части уложенного листа текстурованной электротехнической стали, равна Rаc, отношение Rаl/Rаc между Rаl и Rаc удовлетворяет соотношению 1,5≤Rаl/Rаc≤12,0.
3. Устройство для изготовления ленточного сердечника, содержащее:
блок изгиба, который отдельно изгибает листы текстурованной электротехнической стали; и
блок сборки, который укладывает листы текстурованной электротехнической стали, которые были отдельно изогнуты, слоями блоком изгиба, и собирает их в ленточную форму с образованием ленточного сердечника, имеющего ленточную форму, включающую прямоугольную полую часть в центре, в котором множество листов текстурованной электротехнической стали соединены друг с другом через по меньшей мере одну соединительную часть для каждого витка, и который включает в себя часть, в которой листы текстурованной электротехнической стали, в которых плоские части и изогнутые части являются попеременно непрерывными в продольном направлении, уложены поверх друг друга в направлении толщины листа,
причем блок сборки включает направляющую, которая регулирует положения обоих концов листа текстурованной электротехнической стали в направлении ширины и направляет лист текстурованной электротехнической стали в продольном направлении,
при этом блок сборки укладывает листы текстурованной электротехнической стали так, что каждый из листов текстурованной электротехнической стали образует один слой ленточного сердечника, и
собирает любой один или более из уложенных листов текстурованной электротехнической стали по всей длине в продольном направлении так, что они смещены относительно листов текстурованной электротехнической стали, образующих другие слои, в направлении ширины, перпендикулярном продольному направлению изменением положения направляющей в направлении ширины так, что на торцевой поверхности ленточного сердечника, которая находится в направлении толщины листа листов текстурованной электротехнической стали и параллельно продольному направлению листов текстурованной электротехнической стали,
в направлении толщины листа,
когда шероховатость поверхности части листа стали в направлении, соединяющем центр в направлении толщины листа листа текстурованной электротехнической стали, расположенного на самой внутренней периферии ленточного сердечника, среди уложенных листов текстурованной электротехнической стали, и центр в направлении толщины листа листа текстурованной электротехнической стали, расположенного на самой внешней периферии ленточного сердечника, равна Rаl, и
шероховатость поверхности листа текстурованной электротехнической стали в направлении, параллельном продольному направлению, на торцевой поверхности плоской части уложенного листа текстурованной электротехнической стали равна Rаc, отношение Rаl/Rаc между Rаl и Rаc удовлетворяет соотношению 1,5≤Rаl/Rаc≤12,0.
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2713622C1 |
| JP 2018148036 A, 20.09.2018 | |||
| JP 2017159347 A, 14.09.2017 | |||
| JPS 57148561 A, 13.09.1982 | |||
| JP 2011243792 A, 01.12.2011. | |||

