Изобретение относится к прокатному производству.
В произвоцстве металлоконструкций требуется толстый стальной лист, в частности ОЛЯ строительства атомных электростанций необходим толстый лист толшиной до 35О мм. Для изготовления толстого листа толщиной 1ОО-350 мм применяются слябы весом 20-10О т. В процессе изготовления таких листов с увеличивающимся весом сь.рых слябов возникают проиавопственные дефекты (рыхлости и расслаивания). Другой дефект, который может возникнуть при изготоьиюнии толстых аустенитных (Сг - N-i) стольных листов, состоит в образовании крупнозернистости, которая часто возникает из-оа слишком низкой проработки за прохоп и в особенности в зоне cepauoBtiiiF.i листа .
Из1 остон способ горячей прокатки толстых листов, налримор, из копрорыи- нолитых с.чяпо с изменяющимися за проx:jn обжатиями и послопуюшим вырсшииiviinicM To.iuaiHi.i проката ij.
Известно устройство оля осуществления прокатки непрерывнолитых слябов, содержащее по меньшей мере две установленные по ходу прокатки пары рабочих валков с приводом их вращения 2,
Для повышения качества готовой продукции по предлагаемому способу прокатку с изменяющимися обжатиями осуществляют с наименьшей степенью деформации 2-6% и наибольшей степеныо деформации 5-12%.
Устройство для осуществления способа отличается тем, что валки первой пары выполнены эллиптической формы, причем оси их вращения совпадают с продольной симметрии валка, а величина короткой оси валка эллиптической формы в его поперечном сочении составляет 9О99 :, от величины длинной оси эллипса.
На чертеже дана схема прокатки.
SiUOTOBKa I имеет наименьшую (Н
мин
и наибольшую (Н
) толщину. ЛежаМАКС
щие напротив друг друга рабочие валки 2 и 3 ик1оют эллиптическое поперечное
сечение. Образованный валками зазор имеет минимальную величину. Полуоси а и -в эллипса рабочего валка 2 в этом положении параллельны соответствующим полуосям а и -в эллипса рабочего валка 3. Ось вращения каждого рабочего валка нахопится в средней точке каждого эллипса. Заготовка, прокатанная по предлагаемому способу, имеет волнообразную наружную поверхность, причем впадина волны отстоит от гребня волны на расстоянии L , которо соответствует примерно четверти длины периферии рабочего валка 2 или 3.
иля приблизительного определения угла захвата эллиптический рабочий валок целесообразно заменен цилиндрическим валком 4, радиус которого соответствует радиусу . К кривизны дуги эллиптического рабочего валка, находящейся в контакте с заготовкой 1.
Пример 1. Из качественной стали, которая применяется для изготовления низколегированных жароупорных котельных листов отливают слиток раэ.мером ЗОООх2000x050 мм, который прокатывают в лист форматом 6620x3600x240 мм. После подогрева до 1280 С слиток подают на двухклетьевой прокатный стан для толстого листа. В качестве обжимной клети предусмотрена клеть с эллиптическими рабочими валками, имеющая два валка; оси эл липсов одинаковых эллиптических рабочих валков составляет 1000 и 96О мм. Повышенная деформация при обжатии в 4О мм на пропуск соответствует yrviy захвата ( oL к oi ), примерно 24 5 Эмпирически выведенная в.еличина угла
трения р составляет 16 30 . При такой деформации соблюдается условие
р C7L 2р(16 5 33 ). Пониженная деформация при обжатии в 4О мм соответствует углу захвата оС примерно 15 35 . Эмпирически установленный угол трения так же составляет 16 30 , Этим самым сохраняется условие об jD (15°35 16°30). В качестве отделочной клети установлен стан кварто с цилинидрическими, рабочими валками.
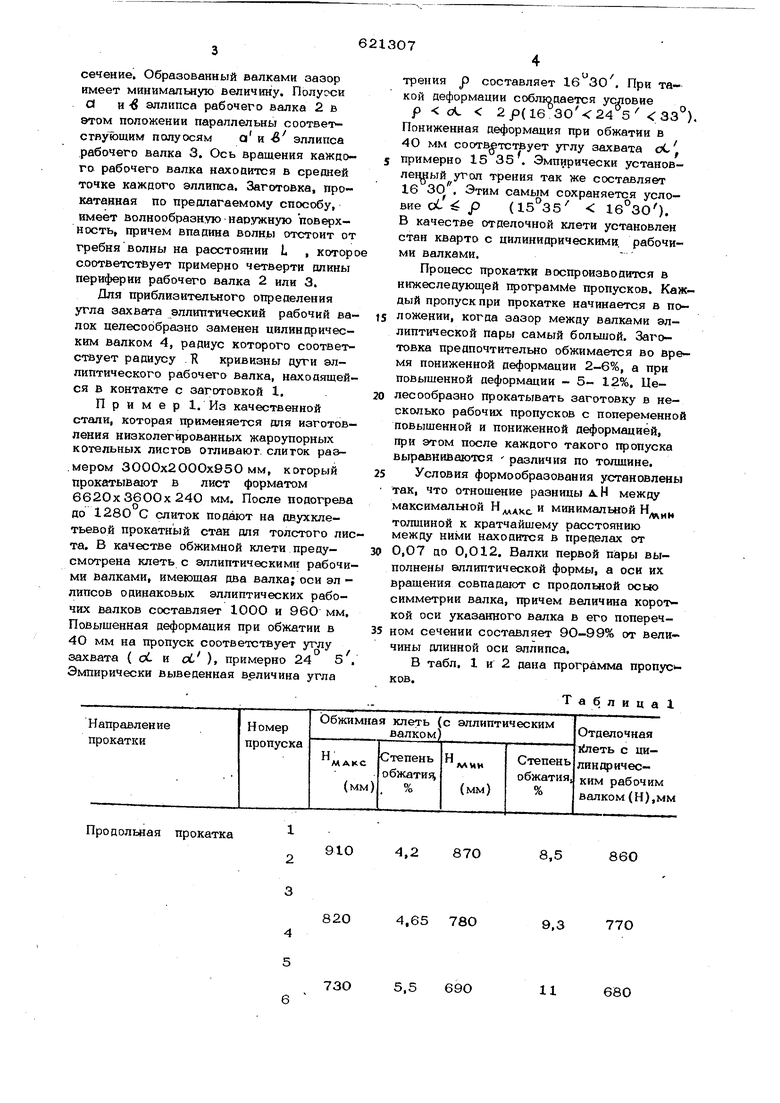
Процесс прокатки воспроизводится в нижеследующей программе пропусков. Каждый пропуск при прокатке начинается в положении, когда зазор между валками эллиптической пары самый большой. Заготовка предпочтительно обжимается во время пониженной деформации 2-6%, а при повыщенной деформации - 5- 12%. Целесообразно прокатывать заготовку в несколько рабочих пропусков с попеременной повышенной и пониженной деформацией, при этом после каждого такого пропуска выравниваются различия по толщине.
Условия формообразования установлены так, что отношение разницы А,Н между максимальной . минимальной толщиной к кратчайшему расстоянию между ними находится в пределах от
0,07 до 0,О12. Валки первой пары выполнены эллиптической формы, а оси их вращения совпадают с продольной осью симметрии валка, причем величина короткой оси указанного валка в его поперечном сечении составляет 90-99% от величины длинной оси эллипса.
В табл. 1 и 2 дана программа пропус ков.
Таблица


| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ПОЛОСЫ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2078625C1 |
| СПОСОБ ПРОКАТКИ ТОЛСТЫХ ЛИСТОВ | 1997 |
|
RU2121896C1 |
| Способ прокатки листов | 1981 |
|
SU1014601A1 |
| СПОСОБ ПРОКАТКИ ТОЛСТЫХ ЛИСТОВ НА РЕВЕРСИВНОМ СТАНЕ | 2012 |
|
RU2490080C1 |
| Способ горячей прокатки полос и листов | 1986 |
|
SU1509142A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ЛИСТОВ НА РЕВЕРСИВНОМ СТАНЕ | 2009 |
|
RU2414974C1 |
| Способ прокатки листов | 1985 |
|
SU1328010A1 |
| Способ получения толстых листов | 1980 |
|
SU939140A1 |
| Способ прокатки полосы | 1980 |
|
SU889161A1 |
| Способ прокатки листов | 1990 |
|
SU1726078A1 |

1 2 3
прокатка
9104,2 870
8204,65 780
4 5
73О5,5 69О
6
860
8,5
9,3770
11
680
Поворот (поперечная прокатка)
680
630 18 43ОО Поворот (продольная Дальнейшая прокатка прокатка) ва отделочной клети Во время пропусков 1,3 и 5 заготовку подвергают попеременно пониженной или повышенной деформации согласно вышеприведенным условнямоС Р или jP СХ. 2f, Пропуски 2, 4 и 6 выравнивающие, при которых выравниваются ра личия по толщине. Во время пропусков 7, 9, 11, 13, 15 и 17 эллиптические валки имеют такую установку, что заготовка во время одного пропуска попеременно остается не деформированной, а затем слегка деформируется, что соответ ствует условию р сС 2 /э Пропуски 8, Ю, 12, 14, 16 и 18 опять выравнивающие дпя выравнивания разницы по толщине. Исследование готового листа посредством ультразвука показало безукоризненное качество (без дефектов) , Пробы взяты с головной и хвостовой (донной) частей слитка. Результаты металлографического анализа после травления разбавленной азотной кислотой показали среднюю величину зерна по ASTM от 6 до 7, Расслаивания и усадочных раковин не обнаружено.
Продолжение таблицы .
630
5,9
64О
О
580
590
О 7,5 480 3009,3 обычным способом П р и м е р 2. Стальной отлитый непрерывной разливкой сляб из хромонике- певой стали разогревгцот в методической печи до 1280 Си подают на прокатку в клети tj эллиптическими валками. Отлитый сляб имеет размеры ЗОООх 160Ок ЗООмм. Из него изготавливают лист размером бОООх 22ООх11О мм. Оси эллкпса рабочих валков 1010 и 995 мм. Следующая отделочная клеть оснащена цилинорическимй рабочими валками. Стальной литой сляб прокатан согласно нижеприведенной программе пропусков. Повышенная деформация при обжатии в 5О мм соответствует углу захвата оС , примерно 18 ЗО .Угол трения, как было установлено эмпирически, равен 16°ЗО Таким образом при повышенной деформации выполняется условие Р cL 2р (16 ЗО 18 30 33°). Пониженная деформация при обжатии в 35 мм соответствует углу захвата oL примерно равному 15 5 , причем обеспечивается также условие сС Р (15 5 16°30),
I
2 3
235
5 6 7
2О5 19О 175
Дальнейшая прокатка обычным способом на отделочной клети
Пропуски 1-3 проводят в клети с эллиптическими валками. Во время пропусков 2 и 3 степень обжатия зависит от величины зазора между валками в начале пропуска, т.е. зависит от того, в каком положении находятся эллиптические валки при захвате заготовки. Вслед за пропуском 3 ведут продольную прокатку в отделочной клети для выравнивания разницы по толщине. Поперечную прокатку ведут в клети с эллиптическими валками, причем для пропусков 6 и 7 степень обжатия такая же, как и при пропуска;с 2 и 3, и зависит от размера зазора между валками в начале прохода.
Металлографическое исследование показало, что лист свободен от крупных зерен. Величина зерна noASTM 5-6. Формула изобретения
25О 11,7-16,6
265 2350-11,3 25О
0-12,О
220
22О
6,8-13,7 О-14,6 0-15,8
110
щимися обжатиями осуществляют с наименьшей степенью деформации 2-6% и наибольшей степенью цеформапии 5-12%.
Источники информации, принятые во внимание при. экспертизе:
I. Авторское св идетельство СССР N. 358037, кл. В 21 В 1/22, 1971.
2, Целиков А. И. и др. Современное развитие прокатных станов. М,, Металлургия , 1972, с. 137-140.
