Изобретение относится к области сварочного производства, в частности к технологиям сварки трением с перемешиванием, и может быть использовано при сварке алюминиевых сплавов.
Известен способ сварки трением с перемешиванием, при котором сварочный инструмент перемещают с вращением его наконечника и приложением осевого усилия, причем в процессе сварки контролируют суммарное усилие, действующее на сварочный инструмент (см. патент США № 5718366, МПК B23K20/12, дата публикации 17.02.1998 г.).
Недостатком известного решения является отсутствие регулирования тепловложения, вносимого в свариваемые кромки сварочным инструментом.
В качестве ближайшего аналога (прототипа) принят способ сварки алюминиевых сплавов трением с перемешиванием, при котором сварочный инструмент перемещают с вращением и приложением осевого усилия, причем в процессе сварки измеряют температуру и на основе полученных значений осуществляют корректировку тепловложения (см. патент РФ № 2677559, МПК B23K 20/12, B23K 103/10, дата публикации 17.01.2019 г.).
Существенным недостатком прототипа является то, что измеряют температуру уже готового сварного шва и только на его поверхности, а корректировку тепловложения осуществляют лишь на следующем участке свариваемых алюминиевых сплавов.
Задачей, на решение которой направлено заявляемое изобретение, является разработка технологии, которая при низкой трудоемкости и широкой области применения позволяет корректировать тепловложение непосредственно на свариваемом участке алюминиевых сплавов в режиме реального времени.
Технический результат, проявляющийся при решении поставленной задачи, выражается в следующем:
- упрощение трудоемкости - в процессе сварки без дополнительных расчетов контролируют только один технологический параметр, в частности температуру алюминиевых сплавов вдоль передней кромки заплечика;
- расширение области применения, поскольку требуемое значение температуры алюминиевых сплавов вдоль передней кромки заплечика можно получить при разных комбинациях значений других технологических параметров (например, скорости вращения и перемещения сварочного инструмента) и для осуществления способа не требуется специальное оборудование;
- обеспечение оптимальной величины тепловложения по всей длине сварного шва и как следствие более эффективное и равномерное перемешивание алюминиевых сплавов.
Поставленная задача решается тем, что способ сварки алюминиевых сплавов трением с перемешиванием, при котором сварочный инструмент перемещают с вращением и приложением осевого усилия, причем в процессе сварки измеряют температуру и на основе полученных значений осуществляют корректировку тепловложения, отличается тем, что в процессе сварки измеряют температуру алюминиевых сплавов вдоль передней кромки заплечика сварочного инструмента, причем на начальном этапе наконечник сварочного инструмента погружают с вращением и приложением осевого усилия в поверхность соединяемых элементов пока температура алюминиевых сплавов вдоль передней кромки заплечика не достигнет 450-500°С, далее циклично организуют процесс сварки, причем каждый цикл состоит из этапа перемещения вращающегося сварочного инструмента на шаг, равный 0,4-0,5 диаметра заплечика, и этапа разогрева алюминиевых сплавов посредством вращающегося сварочного инструмента до тех пор, пока температура алюминиевых сплавов вдоль передней кромки заплечика не достигнет 450-500°С.
Сопоставительный анализ признаков заявляемого изобретения с признаками прототипа и аналогов свидетельствует о соответствии заявляемого решения критерию «новизна».
При этом отличительные признаки формулы изобретения обеспечивают решение следующих функциональных задач.
Признак «в процессе сварки измеряют температуру алюминиевых сплавов вдоль передней кромки заплечика сварочного инструмента» описывает локализацию зоны измерений и параметр, на основании которого осуществляют корректировку тепловложения непосредственно на свариваемом участке алюминиевых сплавов в режиме реального времени.
Признак «на начальном этапе наконечник сварочного инструмента погружают с вращением и приложением осевого усилия в поверхность соединяемых элементов пока температура алюминиевых сплавов вдоль передней кромки заплечика не достигнет 450-500°С» позволяет минимизировать вероятность возникновения непровара в начале сварного шва.
Цикличность позволяет более эффективно управлять процессом сварки.
Признак «каждый цикл состоит из этапа перемещения вращающегося сварочного инструмента на шаг, равный 0,4-0,5 диаметра заплечика» обеспечивает последовательное и относительно равномерное «перекрытие» зон нагрева и смешения при линейном перемещении сварочного инструмента и как следствие позволяет минимизировать вероятность возникновения непровара сварного шва по длине, причем величина шага подобрана таким образом, чтобы в конце каждого цикла наконечник сварочного инструмента находился у границы зоны, в которой алюминиевые сплавы находятся в пластифицированном состоянии.
Признак, указывающий что в каждом цикле после этапа перемещения вращающегося сварочного инструмента следует «этап разогрева алюминиевых сплавов посредством вращающегося сварочного инструмента до тех пор, пока температура алюминиевых сплавов вдоль передней кромки заплечика не достигнет 450-500°С» описывает температуру сварки алюминиевых сплавов, причем указанное значение параметра:
- свидетельствует о том, что алюминиевые сплавы в зоне нагрева и смешения перешли в пластифицированное состояние (при температуре 450-500°С для алюминиевого сплава типа АМг3), вследствие чего эффективно и равномерно перемешаны;
- информирует о том, что достигнута оптимальная величина тепловложения и его дальнейшая корректировка не требуется;
- сигнализирует о необходимости завершения текущего цикла.
Другие отличительные признаки и преимущества изобретения ясно вытекают из описания, приведенного ниже для иллюстрации и не являющегося ограничительным, со ссылками на прилагаемые чертежи:
на фиг.1 изображена схема процесса сварки трением с перемешиванием;
на фиг.2 приведены циклограммы:
а - перемещения вращающегося сварочного инструмента;
б - температуры алюминиевых сплавов в области передней кромки заплечика;
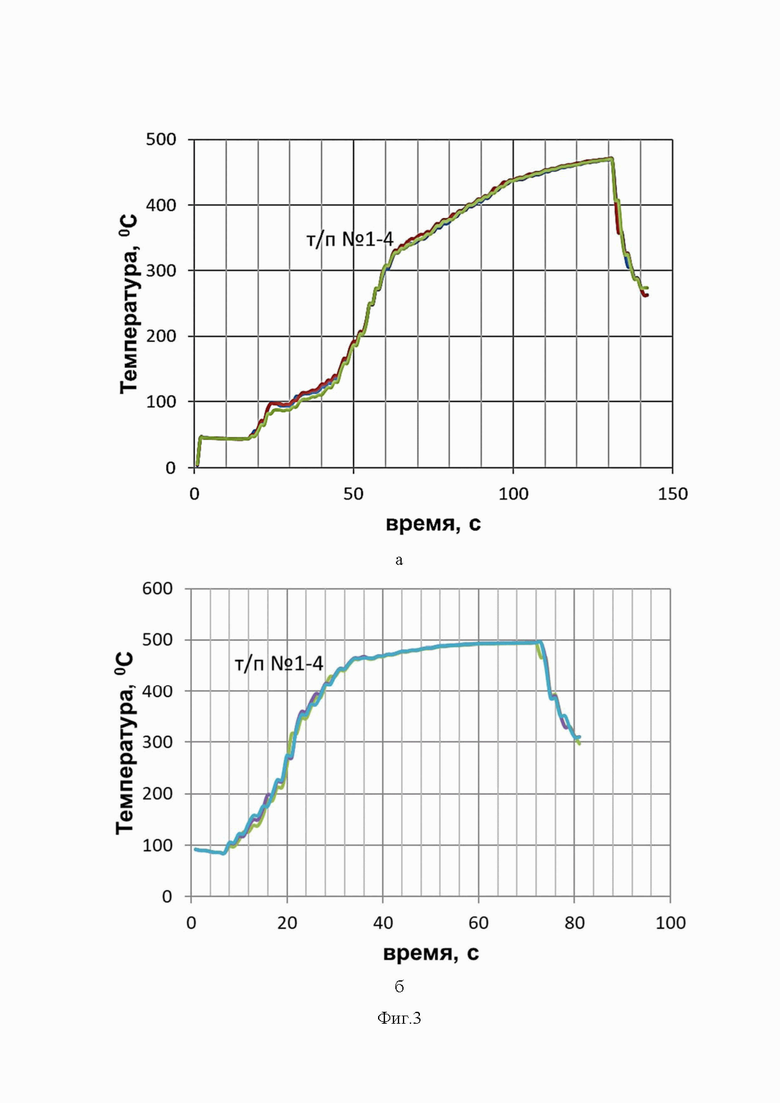
на фиг.3 приведены графики изменения температур под заплечиком на этапе разогрева алюминиевых сплавов:
а - при скорости вращения сварочного инструмента ω = 70 с-1;
б - при скорости вращения сварочного инструмента ω = 88 с-1.
На чертежах показаны сварочный инструмент 1, его наконечник 2 и заплечик 3 с передней кромкой 4, соединяемые элементы 5 и стык 6 их свариваемых кромок, сформированный сварной шов 7, зона 8 нагрева и смешения алюминиевых сплавов.
Кроме того, на чертежах приведены следующие обозначения:
ω - скорость вращения сварочного инструмента;
АБ - направление перемещения вращающегося сварочного инструмента;
N - осевое усилие, прикладываемое в процессе сварки трением с перемешиванием;
τ0 - время установки сварочного инструмента над свариваемыми кромками соединяемых элементов;
τн0 - время разогрева алюминиевых сплавов до температуры вдоль передней кромки заплечика, равной 450-500°С перед первым перемещением вращающегося сварочного инструмента;
τнi - время разогрева алюминиевых сплавов до температуры вдоль передней кромки заплечика, равной 450-500 °С в рамках текущего цикла i;
τпi - время перемещения вращающегося сварочного инструмента на шаг в рамках текущего цикла i;
t1 - температура алюминиевых сплавов вдоль передней кромки заплечика после перемещения вращающегося сварочного инструмента на величину шага;
t2 - температура сварки алюминиевых сплавов, измеряемая вдоль передней кромки заплечика и равная 450-500°С.
Заявляемый способ осуществляют на стандартном оборудовании следующим образом.
На начальном этапе после включения сварочного инструмента 1 его наконечник 2 в течение периода длительностью τ0 (см. фиг.2) погружают со скоростью вращения ω и приложением осевого усилия N в поверхность соединяемых элементов 5 до тех пор, пока рабочая поверхность заплечика 3 не достигнет поверхности соединяемых элементов 5, выполненных из алюминиевых сплавов.
После соприкосновения рабочей поверхности заплечика 3 с поверхностью соединяемых элементов 5 начинается период нагрева τн0, который продолжается до тех пор, пока температура алюминиевых сплавов вдоль передней кромки 4 заплечика 3 не достигнет значения температуры сварки t2 = 450-500°С (см. процесс I-II длительностью τн0 на фиг.2).
Параллельно в процессе сварки проводят измерение температуры алюминиевых сплавов вдоль передней кромки 4 заплечика 3 сварочного инструмента 1 относительно направления его движения от А к Б.
После достижения температуры сварки циклично организуют процесс сварки, причем каждый цикл состоит из двух этапов:
1) когда температура алюминиевых сплавов вдоль передней кромки 4 заплечика 3 достигнет значения температуры сварки t2, вращающийся сварочный инструмент 1 перемещают на шаг, равный 0,4-0,5 диаметра заплечика 3 (см. процессы II-III, IV-V, VI-VII длительностью τп1, τп2, τп3 соответственно и с температурой t1 в конце каждого процесса на фиг.2);
2) после перемещения вращающегося сварочного инструмента 1 на величину шага разогревают алюминиевые сплавы посредством вращающегося сварочного инструмента 1 с температуры t1 до температуры сварки t2 (см. процессы III-IV, V-VI длительностью τн1, τн2 соответственно и с температурой t2 в конце каждого процесса и соответственно цикла на фиг.2).
Авторы провели эксперимент с использованием четырех хромель-копелевых термопар (т/п № 1-4 на фиг.3) диаметром 0,2 мм каждой из проволок с целью выявления скорости разогрева металла пластины из алюминиевого сплава АМг3 толщиной 4 мм за счет трения при неподвижном положении вращающегося сварочного инструмента 1.
При этом три термопары (т/п № 1-3) были зачеканены в пластину на расстоянии 6 мм друг от друга, 4-я термопара (т/п № 4) - на расстоянии 10 мм от средней (т/п № 2), т.е. практически в области кромки заплечика 3 сварочного инструмента 1. Вращающийся сварочный инструмент 1 диаметром 22 мм устанавливался над средней (т/п № 2) термопарой.
ТермоЭДС от термопар измерялась с помощью аналогово-цифрового преобразователя (АЦП) и выводилась на ноутбук.
Скорости вращения ω сварочного инструмента 1 задавались в диапазоне 50-88 с-1, результаты изменения температур под заплечиком 3 при скоростях вращения инструмента ω =70 и 88 с-1 представлены на фиг. 3.
В результате проведенных исследований было выявлено, что время разогрева зависит от скорости вращения ω сварочного инструмента 1. С увеличением скорости вращения ω с 70 до 88 с-1 время разогрева от температур 60-100°С до 450-500°С уменьшается со 110 с до 30 с. Кроме того выявлено, что при этом нагреве температура алюминиевых сплавов под заплечиком 3 сварочного инструмента 1 имеет одинаковые значения на всей его площади (см. фиг. 3).
В моменты остановок тепловложение от сварочного инструмента 1 за счет трения происходит равномерно вокруг заплечика 3, и максимальная температура развивается вокруг наконечника 2, а не в области задней кромки инструмента (см. Стаценко В.Н., Негода Е.Н., Суханов М.А. Моделирование температурных полей в процессе сварки трением с перемешиванием // Вестник Инженерной школы ДВФУ. 2021. № 3(48). С. 66-73. https://www.dvfu.ru/upload/medialibrary/444/a4g49yq51xzoygx79f9571qqvziway9v/2021-3-8.pdf; Стаценко В.Н. Тепловые процессы при сварке трением с перемешиванием. Монография; ДВФУ, Политехнический институт. - Владивосток: Изд-во Дальневост. федерал. ун-та, 2022. - 120 с.: ил. (Лучшее научное издание ДВФУ-2021). DOI https://doi.org/10.24866/7444-5191-2). Это доказывается экспериментальными данными, представленными на фиг. 3, из которых следует, что в разное время разогрева алюминиевых сплавов соединяемых пластин под вращающимся заплечиком 3 (в период остановки) температуры под ним имеют одинаковые значения.
Если есть возможность измерения температуры алюминиевых сплавов в зоне нагрева и смешения 8, то измерять ее необходимо перед передней кромкой 4 заплечика 3, где наиболее низкая температура и наихудшие условия для получения пластифицированного состояния и перемешивания алюминиевых сплавов (см. Стаценко В.Н., Негода Е.Н., Суханов М.А. Моделирование температурных полей в процессе сварки трением с перемешиванием // Вестник Инженерной школы ДВФУ. 2021. № 3(48). С. 66-73. https://www.dvfu.ru/upload/medialibrary/444/a4g49yq51xzoygx79f9571qqvziway9v/2021-3-8.pdf; Стаценко В.Н. Тепловые процессы при сварке трением с перемешиванием. Монография; ДВФУ, Политехнический институт. - Владивосток: Изд-во Дальневост. федерал. ун-та, 2022. - 120 с.: ил. - (Лучшее научное издание ДВФУ-2021). DOI https://doi.org/10.24866/7444-5191-2).
Соответственно при использовании заявляемого способа можно получить более качественное перемешивание свариваемых алюминиевых сплавов и как следствие более прочное сварное соединение.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки алюминиевых сплавов трением с перемешиванием | 2023 |
|
RU2815342C1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ СТЫКОВЫХ СОЕДИНЕНИЙ ВЫСОКОПРОЧНЫХ АЛЮМИНИЙ-ЛИТИЕВЫХ СПЛАВОВ СИСТЕМЫ AL-CU-LI | 2017 |
|
RU2679787C1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ АЛЮМИНИЕВЫХ ЗАГОТОВОК ПЕРЕМЕННОЙ ТОЛЩИНЫ | 2017 |
|
RU2677559C1 |
| Способ получения инструмента для сварки трением с перемешиванием | 2023 |
|
RU2828343C1 |
| Способ сварки трением с перемешиванием стыковых соединений алюминиевых сплавов | 2018 |
|
RU2686494C1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2006 |
|
RU2350443C2 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ АЛЮМИНИЕВЫХ ДЕФОРМИРУЕМЫХ СПЛАВОВ | 2016 |
|
RU2634402C1 |
| Способ получения композиционных материалов из несмешивающихся компонентов на основе технологии сварки трением с перемешиванием | 2023 |
|
RU2828266C1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2016 |
|
RU2634389C1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ СТЫКОВЫХ СОЕДИНЕНИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2003 |
|
RU2247639C1 |


Изобретение относится к области сварочного производства, в частности к технологиям сварки трением с перемешиванием, и может быть использовано при сварке алюминиевых сплавов. Способ сварки алюминиевых сплавов трением с перемешиванием заключается в том, что сварочный инструмент перемещают с вращением и приложением осевого усилия, причем в процессе сварки измеряют температуру и на основе полученных значений осуществляют корректировку тепловложения. В процессе сварки измеряют температуру алюминиевых сплавов вдоль передней кромки заплечика сварочного инструмента. На начальном этапе наконечник сварочного инструмента погружают с вращением и приложением осевого усилия в поверхность соединяемых элементов, пока температура алюминиевых сплавов вдоль передней кромки заплечика не достигнет 450-500°С. Далее циклично организуют процесс сварки, причем каждый цикл состоит из этапа перемещения вращающегося сварочного инструмента на шаг, равный 0,4-0,5 диаметра заплечика, и этапа разогрева алюминиевых сплавов посредством вращающегося сварочного инструмента до тех пор, пока температура алюминиевых сплавов вдоль передней кромки заплечика не достигнет 450-500°С. Обеспечивается более качественное перемешивание свариваемых алюминиевых сплавов. 3 ил.
Способ сварки алюминиевых сплавов трением с перемешиванием, при котором сварочный инструмент перемещают с вращением и приложением осевого усилия, причем в процессе сварки измеряют температуру и на основе полученных значений осуществляют корректировку тепловложения, отличающийся тем, что в процессе сварки измеряют температуру алюминиевых сплавов вдоль передней кромки заплечика сварочного инструмента, причем на начальном этапе наконечник сварочного инструмента погружают с вращением и приложением осевого усилия в поверхность соединяемых элементов, пока температура алюминиевых сплавов вдоль передней кромки заплечика не достигнет 450-500°С, далее циклично организуют процесс сварки, причем каждый цикл состоит из этапа перемещения вращающегося сварочного инструмента на шаг, равный 0,4-0,5 диаметра заплечика, и этапа разогрева алюминиевых сплавов посредством вращающегося сварочного инструмента до тех пор, пока температура алюминиевых сплавов вдоль передней кромки заплечика не достигнет 450-500°С.
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ АЛЮМИНИЕВЫХ ЗАГОТОВОК ПЕРЕМЕННОЙ ТОЛЩИНЫ | 2017 |
|
RU2677559C1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ТОРЦОВ РАЗНОРОДНЫХ СОЕДИНЕНИЙ ДЛЯ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ | 2018 |
|
RU2720018C2 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ТОРЦОВ В ВИДЕ ЗАМКА ДЛЯ РАЗНОРОДНЫХ СОЕДИНЕНИЙ, ПОЛУЧЕННЫХ СВАРКОЙ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ | 2021 |
|
RU2777098C1 |
| Микропрограммное устройство управления | 1976 |
|
SU615480A1 |
| Способ сварки трением с перемешиванием стыковых соединений алюминиевых сплавов | 2018 |
|
RU2686494C1 |

