Изобретение относится к области сварки и может быть использовано в стыковых соединениях алюминиевых сплавов, преимущественно нагартованных и термически упрочняемых.
Из уровня техники известен способ сварки трением с перемешиванием, при котором предварительно в стыке соединяемых деталей выполняют сквозное отверстие диаметром больше диаметра наконечника инструмента (W.M. Thomas, E.D. Nicholas, E.R. Watts, D.G. Staines. Friction Based Welding Technology for Aluminum. Materials Science Forum Vols. 2002. pp. 1543-1548). Затем вращающийся инструмент погружают в отверстие до соприкосновения заплечника с поверхностью деталей. Когда заплечик инструмента войдет в контакт с поверхностью деталей, погружение останавливают и включают перемещение инструмента вдоль линии соединения. Недостатком данного способа сварки трением с перемешиванием снижение прочностных свойств соединений термически упрочняемых алюминиевых сплавов за счет интенсивного теплового воздействия и протекающих за счет этого процессов перезакалки.
Известен способ сварки трением с перемешиванием (патент Великобритании №9125978.8), при котором сварку осуществляют в три этапа. На первом этапе вращающийся с высокой скоростью инструмент цилиндрической или ступенчатой формы с заплечником погружают в стык соединяемых деталей на глубину, примерно равную их толщине. Когда заплечник инструмента войдет в контакт с поверхностью деталей, погружение останавливают и включают перемещение инструмента вдоль линии соединения. На третьем этапе (по окончании сварки) вращающийся инструмент поднимают и выводят из стыка. Недостатком упомянутого способа сварки трением с перемешиванием является снижение механических свойств сварных соединений (особенно угла изгиба) вследствие недостаточного развития процесса нагрева и перемешивания металла в корневой части соединения. Происходит образование корневого непровара в корне шва с образованием скопления частиц оксидов на оси шва.
Наиболее близким по технической сущности к заявляемому является способ сварки трением стыковых соединений из алюминиевых сплавов, при котором на стыке деталей предварительно выполняют сквозное отверстие и погружают в него наконечник вращающегося инструмента до контакта его заплечика с поверхностью деталей [Патент РФ № 2247639 МПК7В 23К 20/12]. Ось отверстия располагают под углом α к нормали к поверхности деталей в плоскости их стыка, определяемым соотношением α=(0,8–1,0) δ, где δ - толщина деталей. Диаметр отверстия задают в пределах D=d+(0,10-0,15) мм. Наконечник заглубляют в стык на (0,90-0,95)δ. Скорость перемещения инструмента вдоль стыка деталей регулируют в пределах 0,20-0,35 мм/об.
Недостатком прототипа является снижение уровня прочности сварных соединений термический упрочняемых и нагартованных алюминиевых сплавов при сварке вследствие интенсивного теплового воздействия на свариваемый металл и вызванные этим нагревом структурные изменения.
Технический результат заключается в повышении прочностных свойств сварных соединений термически упрочняемых и нагартованных алюминиевых сплавов.
Технический результат, на достижение которого направлено данное изобретение, обеспечивается за счет того, что вращающийся инструмент, состоящий из наконечника в виде тела вращения и заплечика, погружают в стык свариваемых деталей до контакта заплечика с их поверхностью, выдерживают, после чего включают перемещение инструмента вдоль стыка, отличающийся тем, что скорость перемещения инструмента вдоль стыка поддерживают в пределах 0,08-0,48 мм/об, а непосредственно за инструментом осуществляют охлаждение шва и зоны термического влияния со скоростью не менее 0,5°С/с.
Охлаждение можно осуществлять разными вариантами: путем подачи охлаждающей жидкости или ее смеси с воздухом из спрейера, путем погружения свариваемых деталей и инструмента в охлаждающую жидкость и любым другими, обеспечивающими необходимую скорость охлаждения.
Подробнее сущность заявляемого способа сварки трением с перемешиванием поясняется чертежами:
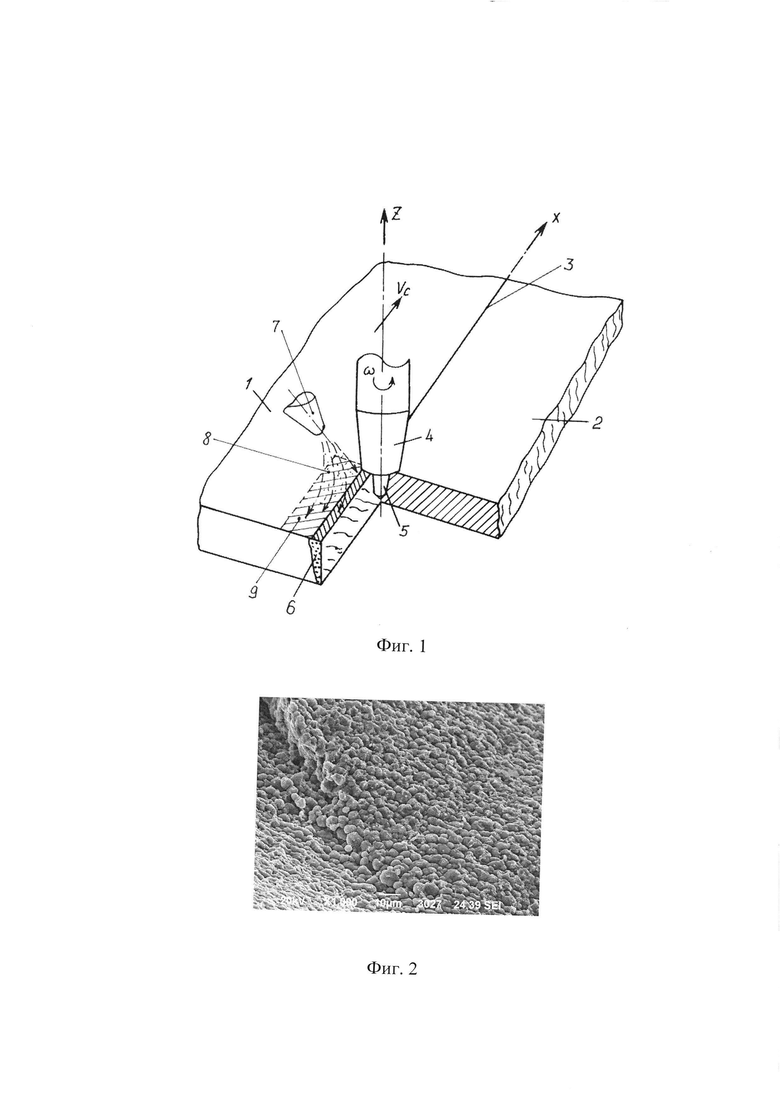
- на фиг. 1 показана схема осуществления заявляемого способа;
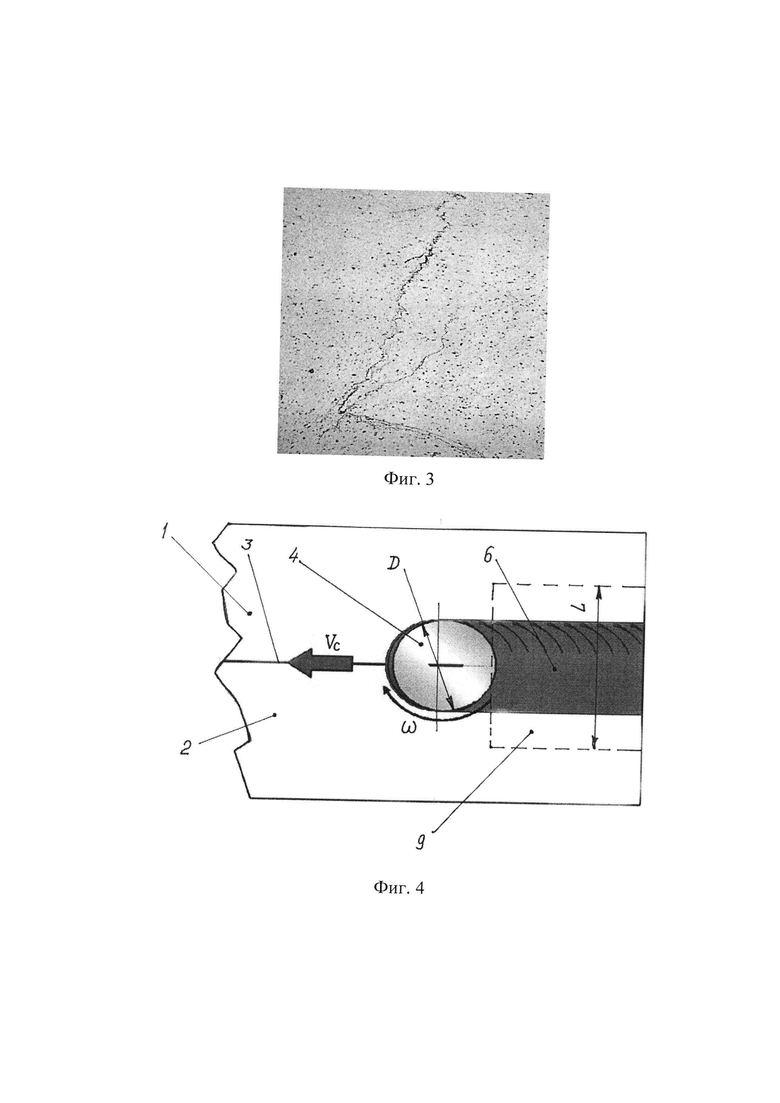
- на фиг. 2 представлена микроструктура металла шва сплава 1460 при сварке с подачей 0,07 мм/об;
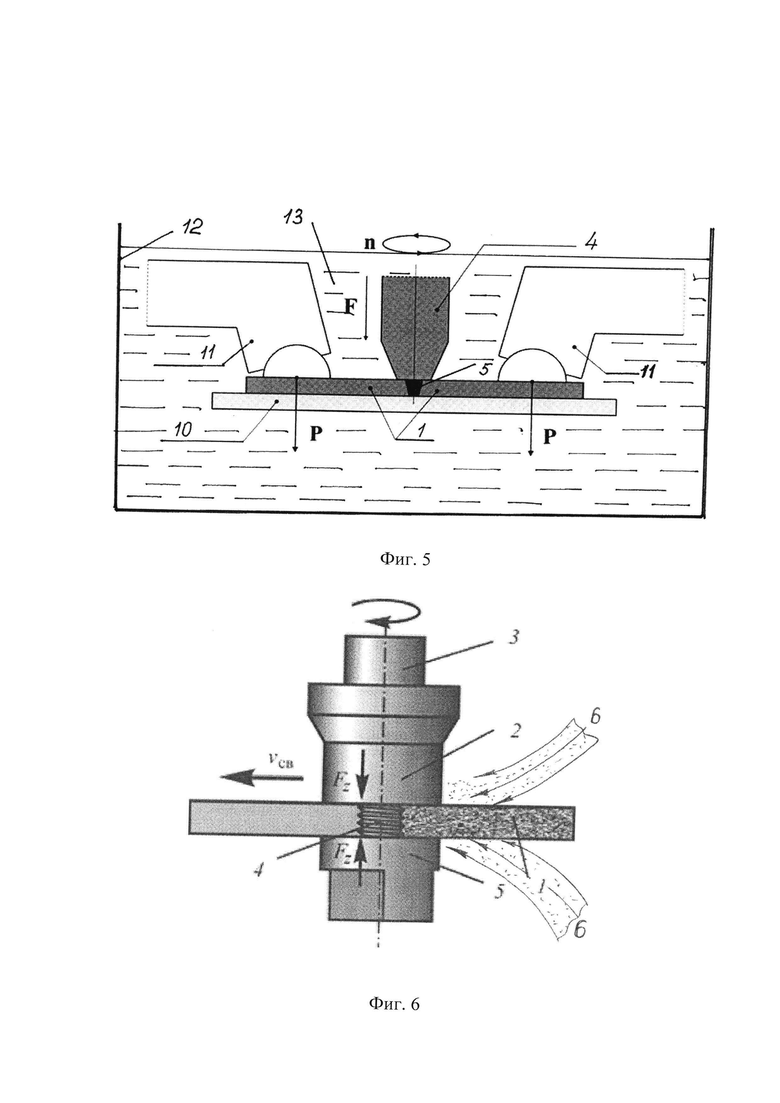
- на фиг. 3 показано несплавление в металле шва при сварке с подачей инструмента 0,49 мм/об;
- на фиг. 4 - представлена схема расположения зоны охлаждения в плане при осуществлении заявляемого способа;
- на фиг. 5 представлена схема осуществления заявляемого способа сварки трением с перемешиванием при погружении свариваемых деталей и инструмента в ванну с циркулирующей водой;
- на фиг. 6 приведена схема выполнения охлаждения сварного соединения при использовании при сварке инструмента Боббин Тул.
Предложенный способ сварки трением осуществляется следующим образом. Свариваемые заготовки из алюминиевого сплава 1 и 2 собирают встык до их соприкосновения по торцовым поверхностям в плоскости стыка 3. Затем рабочий инструмент, состоящий из заплечика 4 и наконечника 5, приводят во вращение и погружают в материал заготовок 1 и 2 в плоскости стыка 3 до соприкосновения поверхности свариваемых заготовок с заплечиком 4. После некоторой выдержки (примерно 2-40 с), которая требуется для разогрева металла заготовок в зоне введения наконечника до пластичного состояния, включается перемещение рабочего инструмента вдоль стыка 3 соединяемых заготовок. Непосредственно позади инструмента при его перемещении вдоль стыка будет формироваться шов 6 (фиг. 1).
Позади рабочего инструмента расположен спрейер 7, через который подается охлаждающая жидкость или смесь ее с воздухом 8, охлаждающая зону 9 сварного соединения, в которую включается шов и зона термического влияния.
По завершении сварки всей длины стыка линейное перемещение инструмента останавливают и его выводят из материала свариваемых заготовок.
Формирование качественного сварного шва без внутренних дефектов определяется технологическим параметром режима сварки трением с перемешиванием, который представляет собой отношение скорости линейного перемещения инструмента вдоль стыка к его частоте вращения,и по сути является величиной подачи инструмента при сварке. Величину подачи инструмента поддерживают в диапазоне 0,08-0,48 мм/об. При величине подачи менее 0,08 мм/об наблюдается чрезмерный разогрев металла свариваемых заготовок с появлением жидкой фазы по границам зерен и интенсивным образованием грата по границам шва (фиг. 2).
Увеличение подачи инструмента свыше 0,48 мм/об сопровождается резкимснижением нагрева металла заготовок в зоне формирования шва, что влечет за собой образование внутренних дефектов в виде несплавлений и микротрещин (фиг. 3). При этом для каждого алюминиевого сплава имеется свой оптимальный диапазон величин подачи инструмента, укладывающийся в интервал 0,08-0,48 мм/об.
Высказанные положения подтверждаются результатами механических испытаний соединений листовых полуфабрикатов толщиной 4 мм сплавов 1565чН и 1460Т1, выполненных на различных режимах (таблица 1). Полученные результаты испытаний подтвердили оптимальность выбранного диапазона подачи рабочего инструмента на один оборот для повышения прочности сварных соединений стыковых соединений алюминиевых сплавов, выполненных сваркой трением с перемешиванием.
Дальнейшее повышение механических свойств сварных соединений при сварке трением с перемешиванием возможно только за счет регулирования термического цикла сварки с использованием принудительного охлаждения металла шва и зоны термического влияния.
Таблица 1
Vсв/ω,
мм/об
С этой целью позади заплечика 4 рабочего инструмента с помощью спрейера 7 производится охлаждение зоны 9, ширина которой L ширину зоны воздействия заплечика (зона шва) и ширину двух зон термического влияния по обе стороны от шва (фиг. 4). Эксперименты по сварке трением с перемешиванием листов алюминиевых сплавов толщиной 3-8 мм показывают, что ширина зоны термического влияния составляет 2-5 мм на сторону. С учетом диаметра заплечика, применяемого при сварке таких заготовок в диапазоне 12-16 мм и принимая во внимание наибольшую протяженность зоны термического влияния 5 мм, тогда ширина зоны охлаждения будет изменяться в пределах 22-26 мм.
На протяженность зоны термического влияния, которая определяется температурой нагрева металла в данной области и длительность его пребывания при этом температуре, наибольшее влияние оказывает скорость охлаждения металла. Эксперименты показали, что для всех марок термоупрочняемых и нагартованных алюминиевых сплавов в диапазоне толщин листов 3-12 мм оптимальный величина скорости охлаждения водо-воздушной смесью должна быть не менее 0,5°С/с. Выбор скорости охлаждения менее 0,5°С/с не приводит к уменьшению протяженности зоны термического влияния и повышению прочности сварных соединений. Повышение скорости охлаждения более 35°С/с не приводит к заметному повышению свойств, но сопровождается увеличением расхода охлаждающей жидкости. Поэтому такое действие является не целесообразным. При охлаждении металла шва и зоны термического влияния регулирование скорости охлаждения осуществляют изменением расхода охлаждающей смеси или ее состава (соотношения воздуха в жидкости).
В качестве примера конкретного выполнения способа сварки трением с перемешиванием выполняли сварку с охлаждением шва и зоны термического влияния позади рабочего инструмента водо-воздушной смесью сплавов 1565чН и 1460Т1. Результаты испытаний сварных соединений листов сплавов 1565чН и 1460Т1, выполненных на оптимальных режимах для каждого из этих сплавов, в зависимости от скорости охлаждения металла шва и зоны термического влияния, представлены в таблице 2.
Представленные данные свидетельствуют, что применение охлаждения шва и зоны термического влияния при сварке трением с перемешиванием нагартованных и термически упрочненных алюминиевых сплавов позволяют решить задачу повышения прочностных свойств сварных соединений.
Таблица 2
Vсв/ω, мм/об
Полученные экспериментальные результаты подтверждают эффективность охлаждения металла шва и зоны термического влияния со скоростью не менее 0,5°С/сдля повышения прочностных и пластических свойств сварных соединений.
Реализация сварки трением с перемешиванием с принудительным охлаждением металла шва и зоны термического влияния возможно также при полном погружении свариваемых заготовок, рабочего инструмента и зажимного приспособления в ванну (емкость) с циркулирующей охлаждающей жидкостью (фиг. 5).
Свариваемые заготовки 1 прижимаются к подкладке 10 усилием Р от действия прижимов 11. В зоне свариваемого стыка в материал заготовок 1 внедрен наконечник 5, а заплечик 4 только касается поверхности заготовок и осуществляет их нагрев за счет сил трения при своем вращении. При этом заплечик 4 прижимается к поверхности заготовок усилием F.
Свариваемые заготовки 1, рабочий инструмент с заплечиком 4 и наконечником 5, подкладка 10 и прижимы 11 погружаются в ванну 12 с охлаждающей жидкостью 13 ниже ее уровня. Процесс сварки трением с перемешиванием осуществляется с охлаждением заготовок, рабочего инструмента и оснастки циркулирующей охлаждающей жидкостью 13.Необходимая скорость охлаждения при этом поддерживается за счет регулирования расхода на входе охлаждающей жидкости в ванну.
В табл. 3 представлены сравнительные результаты механических испытаний сварных соединений нагартованного сплава 1565чН и термически упрочняемого сплава 1460Т1, полученных по различным вариантам. В качестве охлаждающей жидкости в примере конкретного выполнения была использована вода.
Таблица 3
Vсв/ω, мм/об
жидкостно-воздушной смесью
При использовании другой охлаждающей жидкости (имеющей отличные от воды теплофизические свойства) необходимо корректировать ее расход, чтобы поддерживать необходимую скорость охлаждения шва и зоны термического влияния соединения.
В случае применения при сварке трением с перемешиванием инструмента типа Боббин Тул шов 1 (фиг. 6) формируется при большей эффективности нагрева по сравнению со схемой, показанной на фиг. 1 примерно в 1,50-2 раза за счет выделения теплоты при трении по поверхности соединяемых заготовок заплечика 2 с хвостовиком 3 и стягивающей гайки 5, закрепленной на на резьбе на наконечнике 4. Поэтому для обеспечения необходимой скорости охлаждения шва и зоны термического влияния со скоростью не менее 0,5°С/с подачу охлаждающей струи жидкостно-воздушной смеси 6 осуществляют с обеих сторон соединения.
В качестве примера конкретного выполнения данного способа сварки трением с перемешиванием может служить эксперимент по сварке сплавов 1565чН и 1460Т1. Результаты механических испытаний полученных сварных соединений приведены в таблице 4.
Таблица 4
Vсв/ω, мм/об
жидкостно-воздушной смесью с двух сторон
жидкостно-воздушной смесью с одной стороны
жидкостно-воздушной смесью с двух сторон
жидкостно-воздушной смесью с одной стороны
Таким образом, полученные данные подтверждают эффективность применения принудительного охлаждения металла шва и зоны термического влияния при сварке трением с перемешиванием нагартованных и термически упрочняемых алюминиевых сплавов, а также достижении технического результата, заключающегося в повышении на 10-30% прочностных свойств сварных соединений при сохранении их высокой пластичности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ комбинированной стыковой сварки трением с перемешиванием деталей из алюминиевого сплава АМг6 | 2024 |
|
RU2837694C1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2006 |
|
RU2350443C2 |
| СПОСОБ СВАРКИ ТРЕНИЕМ СТЫКОВЫХ СОЕДИНЕНИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2003 |
|
RU2247639C1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ СТЫКОВЫХ СОЕДИНЕНИЙ ВЫСОКОПРОЧНЫХ АЛЮМИНИЙ-ЛИТИЕВЫХ СПЛАВОВ СИСТЕМЫ AL-CU-LI | 2017 |
|
RU2679787C1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ТОРЦОВ РАЗНОРОДНЫХ СОЕДИНЕНИЙ ДЛЯ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ | 2018 |
|
RU2720018C2 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ СТЫКОВЫХ СОЕДИНЕНИЙ АЛЮМИНИЕВЫХ СПЛАВОВ | 2007 |
|
RU2412034C2 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ АЛЮМИНИЕВЫХ ДЕФОРМИРУЕМЫХ СПЛАВОВ | 2016 |
|
RU2634402C1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ТОРЦОВ РАЗНОРОДНЫХ СОЕДИНЕНИЙ ДЛЯ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ В ВИДЕ ПИЛА | 2023 |
|
RU2809060C1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ТОРЦОВ В ВИДЕ ЗАМКА ДЛЯ РАЗНОРОДНЫХ СОЕДИНЕНИЙ, ПОЛУЧЕННЫХ СВАРКОЙ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ | 2021 |
|
RU2777098C1 |
| Способ получения сварных соединений термоупрочняемых алюминиевых сплавов с высоким пределом выносливости | 2019 |
|
RU2709908C1 |
Изобретение может быть использовано при стыковом соединении деталей из алюминиевых сплавов, имеющих низкую свариваемость. Вращающийся инструмент, состоящий из наконечника в виде тела вращения и заплечика, погружают в стык свариваемых деталей до контакта заплечика с их поверхностью и выдерживают. Включают перемещение инструмента вдоль стыка, таким образом, что скорость перемещения инструмента вдоль стыка поддерживают в пределах 0,08-0,48 мм/об. Непосредственно за инструментом осуществляют принудительное охлаждение шва и зоны термического влияния со скоростью не менее 0,5°С/с. Охлаждение осуществляют путем подачи струи охлаждающей жидкости или ее смеси с воздухом из спрейера непосредственно за инструментом или погружением свариваемых деталей и рабочего инструмента в ванну с циркулирующей охлаждающей жидкостью. При сварке инструментом типа Боббин Тул охлаждение шва и зоны термического влияния осуществляют одновременной с лицевой и обратной стороны соединения. Способ обеспечивает повышение прочности сварных соединений нагартованных и термически упрочняемых алюминиевых сплавов. 3 з.п. ф-лы, 6 ил., 4 табл.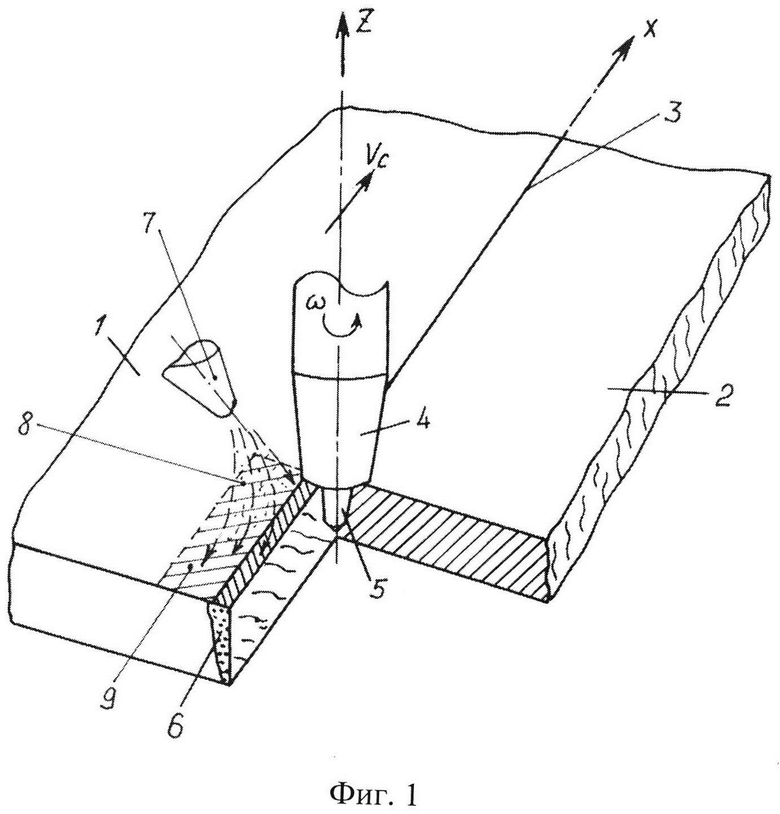
1. Способ сварки трением с перемешиванием соединений алюминиевых сплавов, преимущественно нагартованных и термически упрочняемых, включающий погружение вращающегося инструмента, состоящего из наконечника в виде тела вращения и заплечика, в стык свариваемых деталей до контакта заплечика с их поверхностью и выдержку, после чего осуществляют перемещение инструмента вдоль стыка, отличающийся тем, что скорость перемещения инструмента вдоль стыка поддерживают в пределах 0,08-0,48 мм/об, а непосредственно за инструментом осуществляют охлаждение шва и зоны термического влияния со скоростью не менее 0,5°С/с.
2. Способ сварки трением с перемешиванием соединений алюминиевых сплавов по п. 1, отличающийся тем, что охлаждение шва и зоны термического влияния осуществляют путем подачи струи охлаждающей жидкости или ее смеси с воздухом.
3. Способ сварки трением с перемешиванием соединений алюминиевых сплавов по п. 1, отличающийся тем, что сварку осуществляют при погружении свариваемых деталей и рабочего инструмента в ванну с циркулирующей охлаждающей жидкостью.
4. Способ сварки трением с перемешиванием соединений алюминиевых сплавов по п.1, отличающийся тем, что при сварке инструментом типа Боббин Тул охлаждение шва и зоны термического влияния осуществляют одновременно с лицевой и обратной стороны соединения.
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2270083C2 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ АЛЮМИНИЕВЫХ ДЕФОРМИРУЕМЫХ СПЛАВОВ | 2016 |
|
RU2634402C1 |
| КРАН РАЗДАТОЧНЫЙ | 2002 |
|
RU2233238C2 |
| EP 0810056 A2, 03.12.1997 | |||
| US 6206268 В1, 27.03.2001. | |||

