Изобретение относится к области сварки и может быть использовано для получения стыковых соединений алюминиевых сплавов, имеющих низкую свариваемость - высокопрочных алюминий-литиевых сплавов системы Al-Cu-Li.
Из уровня техники известен способ сварки трением с перемешиванием, при котором сварку осуществляют в три этапа (US 5460317 А, B23K 20/12, В29С 65/06, B29L 7/00, опубл. 24.10.1995 г.). На первом этапе вращающийся с высокой скоростью инструмент цилиндрической или ступенчатой формы с заплечником погружают в стык соединяемых деталей на глубину, примерно равную их толщине. На втором этапе, после вхождения заплечника инструмента в контакт с поверхностью деталей, погружение останавливают и включают перемещение инструмента вдоль линии соединения. На третьем этапе (по окончании сварки) вращающийся инструмент поднимают и выводят из стыка. Недостатком данного способа сварки трением с перемешиванием (СТП) является повышенный износ инструмента при его введении в стык деталей, а также его поломки в процессе сварки листов толщиной 5-6 мм из-за недостаточного разогрева корневой части соединения.
Известен способ сварки трением с перемешиванием, при котором предварительно в стыке соединяемых деталей выполняют сквозное отверстие диаметром больше диаметра наконечника инструмента, после чего вращающийся инструмент погружают в отверстие до соприкосновения заплечника с поверхностью деталей. После вхождения заплечника инструмента в контакт с поверхностью деталей погружение останавливают и включают перемещение инструмента вдоль линии соединения (W.M. Thomas, E.D. Nicholas, E.R. Watts, D.G. Staines. Friction Based Welding Technology for Aluminium. Materials Science Forum Vols. 2002. pp. 1543-1548). Недостатком данного способа является частый выход инструмента из строя из-за скалывания наконечника в корневой части соединения, а также послойное расположение оксидных пленок в сварном шве, что приводит к существенному снижению прочностных свойств соединений, особенно при циклических нагрузках.
Наиболее близким аналогом, принятым за прототип, является способ сварки трением стыковых соединений из алюминиевых сплавов, при котором на стыке деталей предварительно выполняют сквозное отверстие, в которое погружают вращающийся инструмент, состоящий из наконечника в виде тела вращения с заплечиком, до контакта заплечика с поверхностью деталей, при этом ось отверстия располагают под углом α к нормали к поверхности деталей в плоскости их стыка, определяемом соотношением α=(0,8÷1,0)δ, диаметр отверстия задают в пределах D=d+(0,10÷0,15) мм, наконечник заглубляют в стык на (0,90÷0,95)δ, где δ - толщина деталей, а скорость перемещения инструмента вдоль стыка деталей регулируют в пределах 0,20-0,35 мм/об (v/ω=(0,20-0,35) (RU 2247639 C1, B23K 20/12, B23K 103/10, опубл. 10.03.2005 г.). Существенным недостатком данного способа является снижение прочности сварных соединений высокопрочных алюминий-литиевых сплавов системы Al-Cu-Li при статическом нагружении из-за образования подплавлений в структуре металла шва в результате его перегрева (повышенное тепловложение) при скорости сварки более 0,25 мм/об и снятие эффекта термической обработки, а также снижение усталостных характеристик получаемых соединений вследствие формирования концентраторов напряжений в виде грубой шероховатости поверхности шва (Rz>70-80 мкм).
Технической задачей и техническим результатом заявленного изобретения является повышение прочности сварных соединений высокопрочных алюминий-литиевых сплавов системы Al-Cu-Li при статическом нагружении и усталостных характеристик соединений при переменных нагрузках за счет сварки трением с перемешиванием, обеспечивающей пониженный уровень тепловложения, что вызывает минимальное разупрочнение основного материала и уменьшение шероховатости поверхности сварного шва (Rz≤40 мкм).
Поставленный технический результат достигается с помощью способа сварки трением с перемешиванием стыковых соединений из высокопрочных алюминий-литиевых сплавов системы Al-Cu-Li, при котором вращающийся инструмент, состоящий из наконечника в виде тела вращения с заплечиком, погружают в стык на 0,90-0,95 их толщины до контакта заплечика с их поверхностью и перемещают вдоль стыка под углом α к нормали поверхности свариваемых деталей в плоскости их стыка, причем вращающийся инструмент перемещают со скоростью Vсв=(0,1-0,19)⋅ω, где ω - частота вращения рабочего инструмента, об/мин, при этом, направление угла наклона совпадает с направлением сварки, а угол наклона инструмента составляет α=1,5-2,0°.
При перемещении вращающегося инструмента металл соединяемых деталей, разогретый до пластичного состояния за счет тепла, выделяющегося при трении заплечика о поверхность соединяемых деталей, формирует шов. Для оценки влияния параметров процесса сварки трением с перемешиванием на шероховатость поверхности сварного шва, вводится параметр коэффициент тепловложения (n), характеризующий тепло, переданное материалу во время сварки трением с перемешиванием, и определяющийся отношением скорости вращения инструмента к скорости сварки.
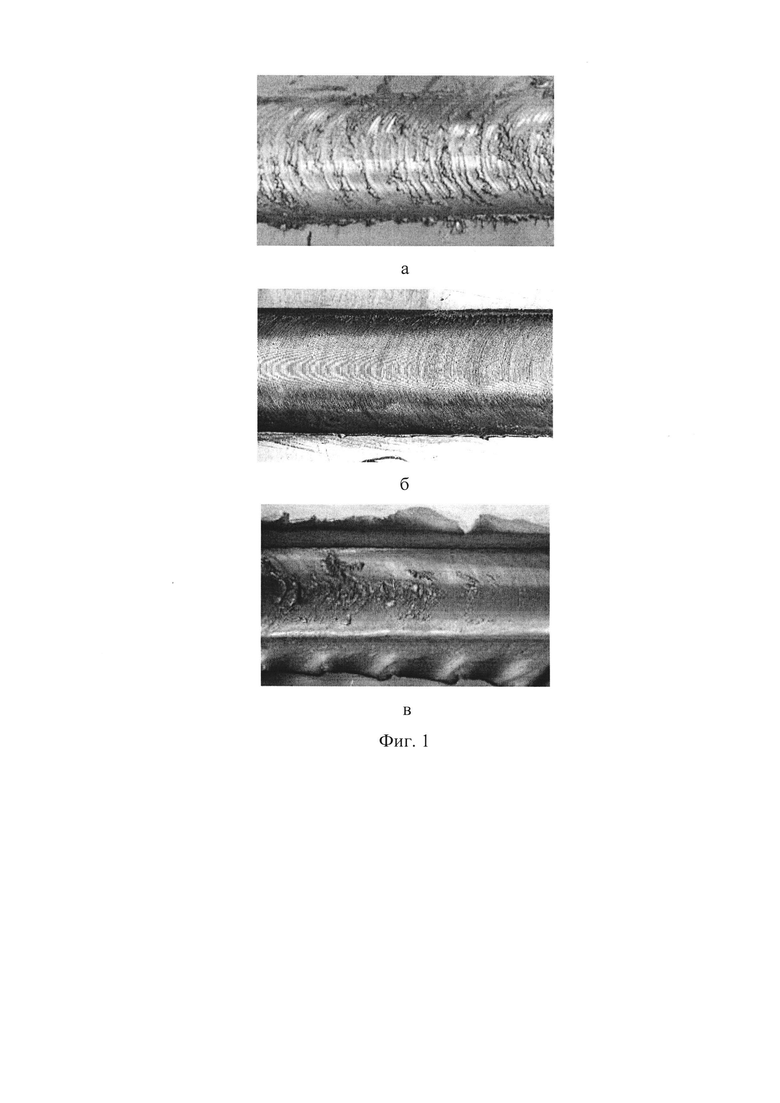
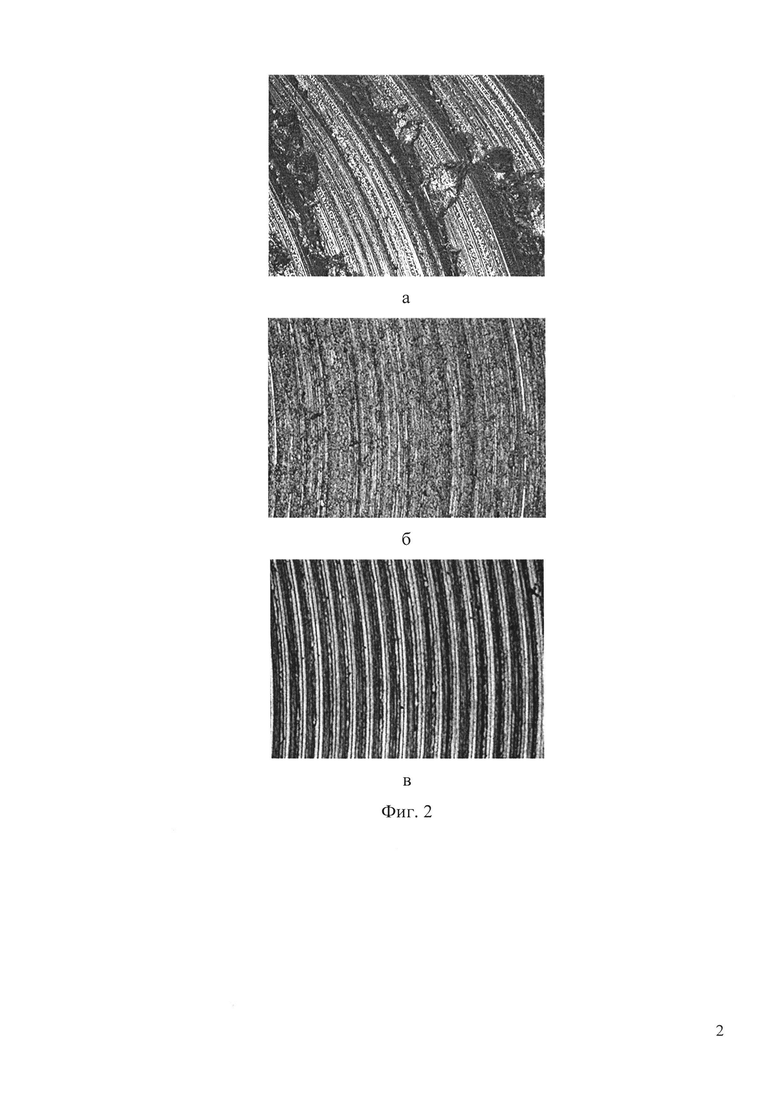
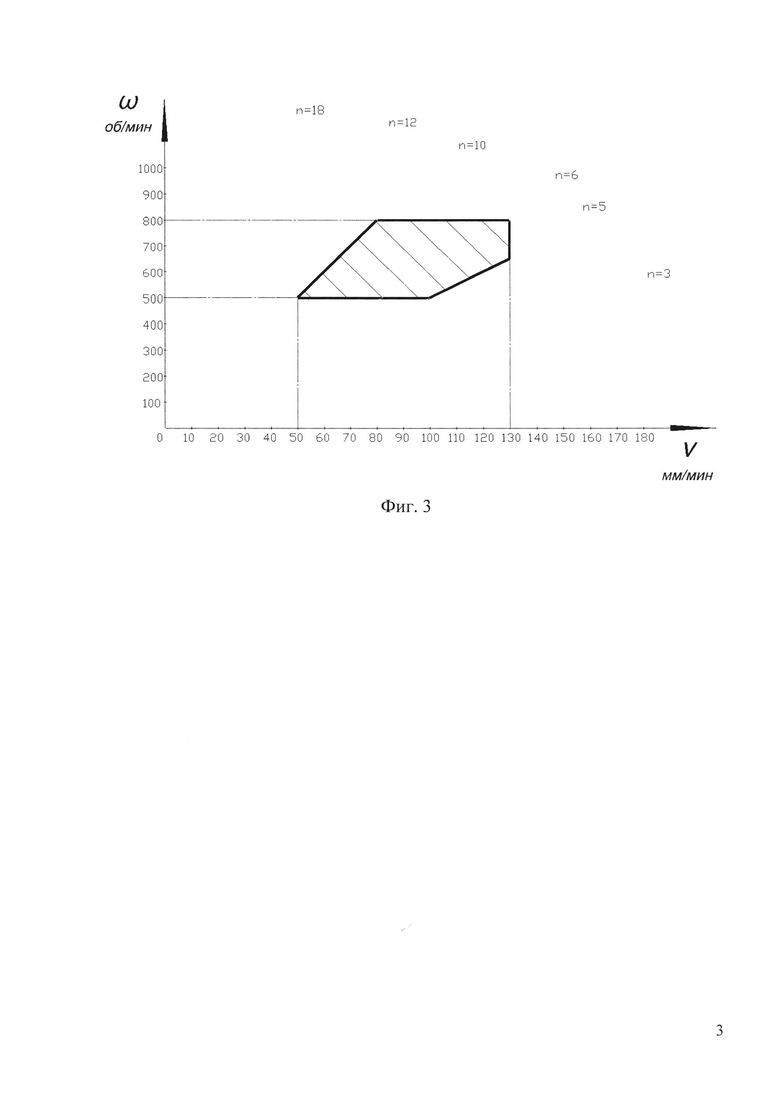
На фиг. 1 (а, б, в) изображена лицевая поверхность шва высокопрочного алюминий-литиевого сплава В-1469 (В-1461) системы Al-Cu-Li, выполненного способом сварки трением с перемешиванием при различных соотношениях n=ω/Vсв: на фиг. 1(а) n=3, на фиг. 1(б) n=7, на фиг. 1(в) n=18; на фиг. 2 (а, б, в) показаны изображения поверхности шва при 50-кратном увеличении в режиме оптического микроскопа при различных соотношениях n; на фиг. 3 приведен диапазон режимов сварки трением с перемешиванием, обеспечивающих оптимальный уровень механических свойств и уменьшение шероховатости поверхности сварных швов; Наличие шероховатости сварного шва на уровне 70-80 мкм приводит к образованию многоочагового разрушения, которое развивается от неровностей поверхности и приводит к снижению долговечности. Сварные соединения с пониженной шероховатостью поверхности шва показывают высокие значения малоцикловой усталости (МЦУ). Ухудшение чистоты поверхности (Rz≥70-80 мкм) существенно снижает усталостные характеристики сварных соединений.
При различных значениях коэффициента тепловложения существенно изменяется качество формирования сварного шва. При малых значениях коэффициента (n<5, т.е. Vсв>0,2ω) инструмент вращается слишком медленно по сравнению со скоростью его перемещения, как следствие, переданного тепла недостаточно для пластичного течения материала в зоне сварки. Соединение образуется с дефектами и значительными задирами на поверхности шва (фиг. 1(a), фиг. 2(a), фиг. 3).
При увеличении значения коэффициента n=5…10, т.е. Vсв=(0,1-0,2)ω, количество переданного тепла увеличивается, вследствие чего металл переходит в пластифицированное состояние, тем самым удается достичь оптимального качества сварного соединения без очагов подплавления в микроструктуре и с наиболее гладкой поверхностью шва (фиг. 1(б), фиг. 2(б)).
Однако, при достижении высоких значений коэффициента (n>10…12, т.е. Vсв<0,1ω) температура сварки приближается к температуре плавления, в результате этого на поверхности шва образуется значительный грат со следами оплавления обрабатываемой поверхности (фиг. 1(в), фиг. 2(в)).
Установлено, что разрушение образцов при испытаниях на кратковременную прочность происходит либо по центру шва, либо по зоне термомеханического влияния с образованием хрупкого излома. Механические свойства сварных соединений сплавов В-1469 и В-1461 системы Al-Cu-Li представлены в таблице 2.
Экспериментально было установлено влияние технологии СТП на характеристики МЦУ сварных соединений высокопрочных алюминий-литиевых сплавов В-1469 и В-1461 системы Al-Cu-Li. Результаты испытаний представлены в таблице 3.
Основные требования к качеству сварного соединения были следующими:
- полное отсутствие дефектов;
- шероховатость поверхности сварного шва до 40 мкм;
- прочность не менее 80% от прочности свариваемого материала (высокопрочный алюминий-литиевый сплав);
- значение малоцикловой усталости более 150 килоциклов при σmaxнетто=196 Мпа;
- пластичность по углу изгиба более 50°.
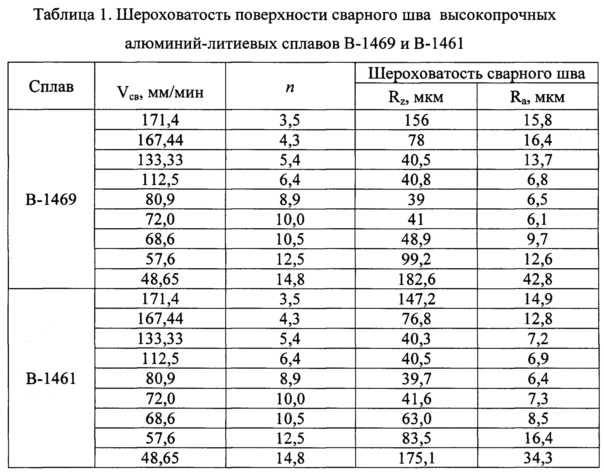
Сварку образцов из высокопрочных алюминий-литиевых сплавов В-1469 и В-1461 системы Al-Cu-Li толщиной 5 мм осуществляли на лабораторной установке для СТП. Для сварки применяли инструмент, состоящий из конического наконечника высотой 4,8 мм и заплечника диаметром 16 мм. Инструмент был изготовлен из стали марки Р18. Для оценки качества поверхности сварного шва, соответствующей различным значениям коэффициента n, были проведены замеры шероховатости сварного шва, результаты которых приведены в таблице 1. Было установлено, что минимальная шероховатость поверхности сварного шва соответствует области значений n, равным 5-10 и скорости перемещения инструмента Vсв=(0,1-0,2)⋅ω, где ω - частота вращения рабочего инструмента, об/мин.
При величине угла менее 1,5° наблюдается больший износ инструмента, в случае если угол больше 2,5° наблюдаются возмущения в переносе металла на периферийной части заплечика и формирование в центральной части шва несплошностей.
При погружении инструмента в стык менее 0,9 от толщины свариваемых деталей наблюдается непровар. При погружении более 0,95 от толщины корневой валик формируется неравномерно, с отдельными утолщениями.
С помощью графика коэффициента тепловложения n (фиг. 3) можно эмпирически получить оптимальный диапазон режимов сварки трением с перемешиванием высокопрочных алюминий-литиевых сплавов В-1461 и В-1469, который обеспечивает повышенную чистоту поверхности шва применительно к используемому оборудованию. Этот диапазон представляет собой пятиугольник, ограниченный значениями коэффициентов тепловложения от 5 до 10, частотой вращения инструмента 500-800 об/мин и скоростью сварки 50-130 мм/мин, которому соответствует максимальный уровень механических характеристик сварных соединений (отсутствие дефектов, максимальный уровень механических характеристик, пониженная шероховатость поверхности сварного шва).
Использование заявленного способа, позволяет получить сварные соединения высокопрочных алюминий-литиевых сплавов высокого качества, в которых отсутствуют дефекты, и обладающих высоким уровнем механических характеристик (предел прочности σв, угол изгиба α, ударная вязкость KCU) (табл. 2), имеющих пониженную шероховатость поверхности сварного шва с Rz≈40 мкм, что позволяет значительно повысить усталостные характеристики соединений высокопрочных алюминий-литиевых сплавов (табл. 3).


| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИСАДОЧНЫЙ МАТЕРИАЛ НА ОСНОВЕ АЛЮМИНИЯ, ЛЕГИРОВАННЫЙ РЕДКОЗЕМЕЛЬНЫМИ МЕТАЛЛАМИ | 2015 |
|
RU2604084C1 |
| Способ лазерной сварки тавровых соединений изделий из алюминиевых сплавов | 2023 |
|
RU2812921C1 |
| Способ сварки трением с перемешиванием стыковых соединений алюминиевых сплавов | 2018 |
|
RU2686494C1 |
| Способ комбинированной стыковой сварки трением с перемешиванием деталей из алюминиевого сплава АМг6 | 2024 |
|
RU2837694C1 |
| Способ сварки алюминиевых сплавов трением с перемешиванием | 2023 |
|
RU2815342C1 |
| Способ получения композиционных материалов из несмешивающихся компонентов на основе технологии сварки трением с перемешиванием | 2023 |
|
RU2828266C1 |
| ИНСТРУМЕНТ ДЛЯ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ АЛЮМИНИЕВЫХ СПЛАВОВ И СПОСОБ СВАРКИ | 2007 |
|
RU2357843C2 |
| СПОСОБ СВАРКИ ТРЕНИЕМ СТЫКОВЫХ СОЕДИНЕНИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2003 |
|
RU2247639C1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2006 |
|
RU2350443C2 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ СТЫКОВЫХ СОЕДИНЕНИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2014 |
|
RU2572671C1 |
Изобретение может быть использовано для получения стыковых соединений алюминиевых сплавов, имеющих низкую свариваемость - высокопрочных алюминий-литиевых сплавов системы Al-Cu-Li. Вращающийся инструмент, состоящий из наконечника в виде тела вращения с заплечиком, погружают в стык на 0,90-0,95 их толщины до контакта заплечика с их поверхностью и перемещают вдоль стыка под углом α к нормали поверхности свариваемых деталей в плоскости их стыка. Перемещают инструмент со скоростью Vсв=(0,1-0,19)⋅ω, где ω - частота вращения рабочего инструмента, об/мин, при этом направление угла наклона совпадает с направлением сварки, а угол наклона инструмента составляет α=1,5-2,0°. Способ позволяет получить сварные соединения высокопрочных алюминий-литиевых сплавов высокого качества, в которых отсутствуют дефекты, с высоким уровнем механических характеристик (предел прочности σв, угол изгиба α, ударная вязкость KCU), имеющие пониженную шероховатость поверхности сварного шва с Rz≈40 мкм, что позволяет значительно повысить усталостные характеристики соединений высокопрочных алюминий-литиевых сплавов. 3 ил., 3 табл.
Способ сварки трением с перемешиванием стыковых соединений из высокопрочных алюминий-литиевых сплавов системы Al-Cu-Li, при котором вращающийся инструмент, состоящий из наконечника в виде тела вращения с заплечиком, погружают в стык на 0,90-0,95 их толщины до контакта заплечика с их поверхностью и перемещают вдоль стыка под углом α к нормали поверхности свариваемых деталей в плоскости их стыка, отличающийся тем, что вращающийся инструмент перемещают со скоростью Vсв=(0,1-0,19)⋅ω, где ω - частота вращения рабочего инструмента, об/мин, при этом направление угла наклона совпадает с направлением сварки, а угол наклона инструмента составляет α=1,5-2,0°.
| СПОСОБ СВАРКИ ТРЕНИЕМ СТЫКОВЫХ СОЕДИНЕНИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2003 |
|
RU2247639C1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ И НЕРАСХОДУЕМЫЙ ЩУП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2126738C1 |
| EP 1600240 A1, 30.11.2005 | |||
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |

