Изобретение относится к трубопрокатному производству и может быть использовано для получения гильз-заготовок в станах поперечно-винтовой прокатки.
Известна направляющая линейка прошивного стана [Данилов Ф.А., Глейберг А.З., Балакин ВТ. "Горячая прокатка труб". - М.: Металлургиздат, 1962, с. 223÷224]. Известная линейка прошивного стана имеет разделенные гребнем входную и выходную стороны, наклоненные в продольном сечении к основанию на углы, где величина уклона входной стороны линейки обычно на 1-3° больше угла входного конуса валков, а уклон выходной стороны линейки равен или несколько меньше выходного конуса валков.
Известна линейка прошивного стана (Патент СССР №SU 789171 А1 26.02.1979), являющаяся наиболее близкой по технической сущности (прототипом), имеющая горизонтальное основание и профильную рабочую поверхность, составленную из входного и выходного участков с разноименно наклонными образующими и горизонтального участка, примыкающего концом к началу выходного участка, у которой, с целью повышения точности гильз путем стабилизации положения оправки в очаге деформации и увеличения износостойкости линейки, между входным и горизонтальным участками выполнен дополнительный участок длиной, равной 0,1-0,2 длины линейки с наклонной образующей, направленной противоположно и под углом в 2-8 раз большим наклона образующей входного участка.
Недостатками известных линеек прошивного стана является недостаточный контакт непрерывно-литой заготовки и линейки прошивного стана на ее входном конусе, что приводит к задаче непрерывно-литой заготовки не по оси прокатки и, как следствие, большой степени свободы заготовки на входном участке линейки прошивного стана, это приводит к концевой кривизне прошиваемой гильзы (непрерывно-литая заготовка смещается относительно оси прокатки в процессе прошивки), при этом оправка входит в заготовку с отклонением, что приводит к поперечной разностенности по длине прошиваемой гильзы, т.е. к общему снижению точности геометрических параметров прокатываемой гильзы.
Перечисленные недостатки влекут излишние потери металла из-за обрези дефектов труб по причине несоответствия их геометрических параметров требованиям нормативно-технической документации.
Технической задачей изобретения является создание линейки прошивного стана обеспечивающей удержание непрерывно-литой заготовки по оси прокатки, на стадии процесса прошивки и задачу заготовки с торцевым дефектом в зону первичного захвата.
Технический результат заключается в обеспечении точности геометрических параметров гильзы и снижении ее концевой кривизны, за счет удержания непрерывно-литой заготовки по оси прокатки, на стадии процесса прошивки.
Технический результат достигается за счет того, что предлагаемая линейка прошивного стана, содержит горизонтальное основание и профильную рабочую поверхность, включающая разделенные гребнем входную и выходную стороны, наклоненные в продольном сечении к основанию на углы. Согласно изобретения на входном конусе линейки выполнен участок, отвечающий за удержание заготовки по оси прокатки, на стадии процесса прошивки, в виде выпуклого радиуса продольный профиль которого, начинается в точке начала профиля линейки, а его вершина находится в горизонтальной плоскости, ниже уровня точки пережима линеек на величину коэффициента k, которая рассчитывается по формуле:
k=kз×kд, где
kз - коэффициент учитывающий вид заготовки и находится в пределах от 1,0 до 1,1;
kд - коэффициент допуска, учитывающий конструктивную точность стана и находится в пределах от 1,029 до 1,036.
Заканчивается профилируемый участок в точке двойного выдвижения оправки за пережим и переходит в вогнутый профиль с радиусом плавно совмещающий его с входным конусом линейки.
Сопоставимый анализ с прототипом показывает, что заявленное изобретение имеет существенные отличительные признаки и соответствует критерию новизны.
Выполнение профиля линейки прошивного стана производится следующим образом.
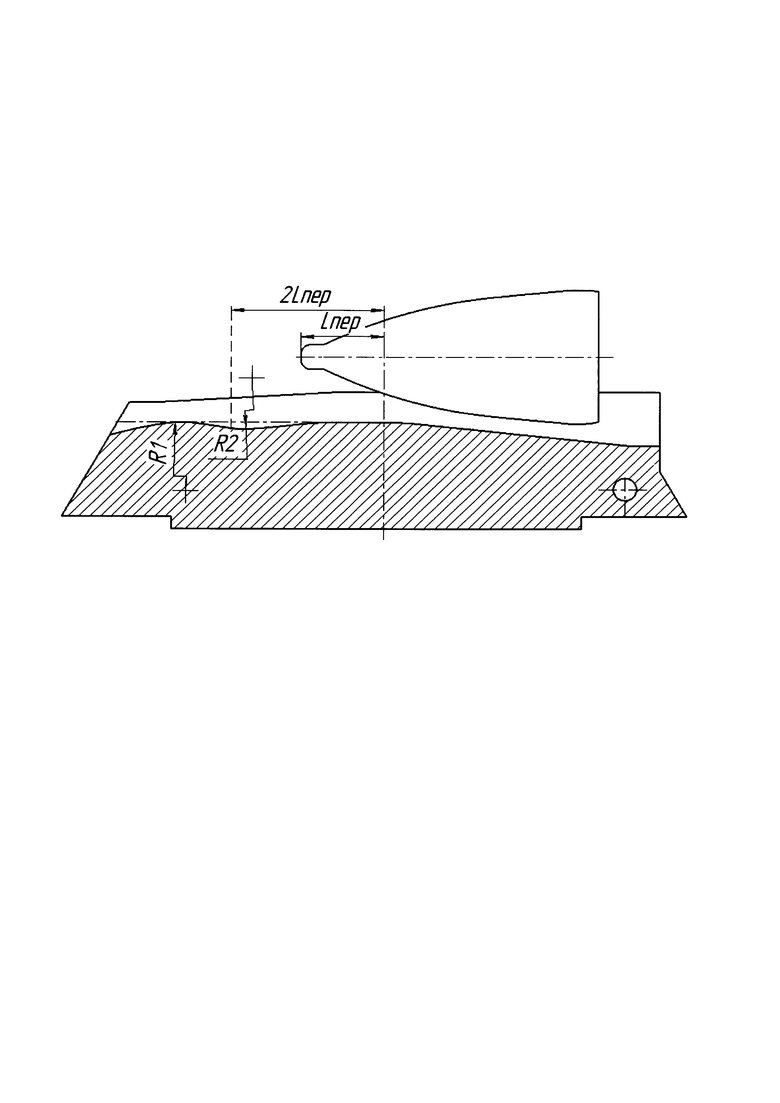
В соответствии с Фигурой, на существующей линейке прошивного стана, на входном конусе, изготавливается участок, отвечающий за удержание заготовки в конусе прошивки в виде выпуклого радиуса R1. Высота выполненного участка находится в горизонтальной плоскости ниже уровня точки пережима Lпер линеек на величину коэффициента к, которая определяется по формуле:
k=kз×kд, где
kз - коэффициент учитывающий вид заготовки и находится в пределах от 1,0 до 1,1;
- при прошивке непрерывно-литой заготовки после механической обработки, kз=1,0;
- после непрерывного литья заготовки, kз=1,1;
kд - коэффициент допуска, учитывающий конструктивную точность стана, и находится в пределах от 1,029 до 1,036;
- при прошивке непрерывно-литой заготовки диаметром 290 мм, kд=1,029;
- при прошивке непрерывно-литой заготовки диаметром 360 мм, kд=1,036.
Выполненный участок заканчивается в точке двойного выдвижения оправки за пережим 2Lпер и переходит в вогнутый профиль с радиусом R2 плавно совмещающий его с входным конусом линейки, обеспечивая задачу заготовки с торцевым дефектом в зону первичного захвата.
Прошивка непрерывно-литой заготовки на прошивном стане с применением предлагаемой линейки прошивного стана осуществляется следующим образом. Нагретая непрерывно-литая заготовка задается толкателем по профилированному участку, выполненному на входном конусе линейки, состоящего из: выпуклого радиусного участка, отвечающего за удержание непрерывно-литой заготовки по оси прокатки и вогнутого радиусного профиля плавно совмещенного с входным конусом линейки, поступает в зону первичного захвата. Захваченная валками непрерывно-литая заготовка по оси прокатки перемещается к зоне вторичного захвата и непосредственно к прошивке непрерывно-литой заготовки на оправке, при этом течение металла проходит плавно и равномерно.
Пример применения предлагаемой линейки прошивного стана.
Было изготовлено две пары линеек прошивного стана с опытной калибровкой их входного участка, предназначенных для прокатки на прошивном стане непрерывно-литой заготовки (НЛЗ) диаметром 290 мм и диаметром 360 мм. Для обеспечения равных условий при проведении опытных работ использовались валки одного диаметра (1470 мм).
По результатам опробования проведена оценка уровня потерь металла труб из-за дефектов: «плена внутренняя прокатная», «кривизна» и «отклонение по стенке плюс/минус», в зависимости от калибровки входного участка применяемых линеек прошивного стана и с применением одной и той же пары валков данного стана, результаты которой приведены в Таблице 1.
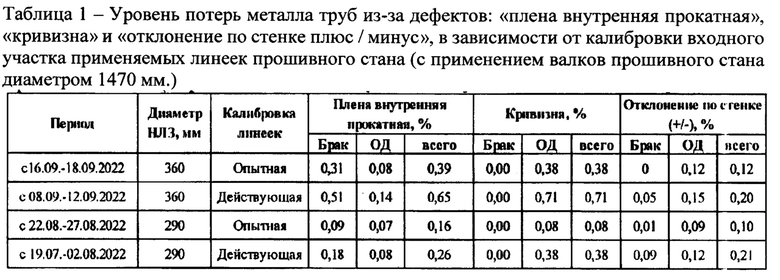
По данным Таблицы 1 видно, что применение опытных линеек прошивного стана, обеспечивающих удержание непрерывно-литой заготовки по оси прокатки, на стадии процесса прошивки, за счет выпуклого радиусного участка, позволило снизить потери металла труб по причинам:
- дефекта «плена внутренняя прокатная» с 0,26% до 0,16% при прокатке НЛЗ диаметром 290 мм и с 0,65% до 0,39% при прокатке НЛЗ диаметром 360 мм;
- «кривизна» с 0,38% до 0,08% при прокатке НЛЗ диаметром 290 мм и с 0,71% до 0,38% при прокатке НЛЗ диаметром 360 мм;
- «отклонение по стенке плюс/минус» с 0,21% до 0,10% при прокатке НЛЗ диаметром 290 мм и с 0,20% до 0,12% при прокатке НЛЗ диаметром 360 мм.
Использование предлагаемой линейки прошивного стана позволило обеспечить удержание непрерывно-литой заготовки по оси прокатки, на стадии процесса прошивки, за счет выпуклого радиусного участка, расположенного на входном конусе линейки прошивного стана, что повысило точность геометрических параметров гильзы и снизило ее концевую кривизну, в результате уменьшились потери металла труб из-за обрези дифектов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линейка валкового прошивного стана | 2017 |
|
RU2671022C1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ ДЛЯ ПРОШИВКИ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 2012 |
|
RU2518040C2 |
| СПОСОБ ВИНТОВОЙ ПРОШИВКИ ЛИТОЙ ЗАГОТОВКИ | 2012 |
|
RU2489220C1 |
| Линейка прошивного стана | 1979 |
|
SU789171A1 |
| Линейка прошивного стана | 1980 |
|
SU910241A1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2012 |
|
RU2496590C1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ ЗАГОТОВКИ В ГИЛЬЗУ | 2020 |
|
RU2735436C1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ ЗАГОТОВКИ | 2006 |
|
RU2309809C1 |
| Технологический инструмент прошивного стана | 1985 |
|
SU1321493A1 |
| Линейка прошивного стана | 2016 |
|
RU2630188C1 |
Изобретение относится к линейке прошивного стана. Линейка содержит входной конус линейки, на котором выполнен профилируемый участок, имеющий выпуклый радиус и продольный профиль которого начинается в точке начала профиля линейки, а его вершина находится в горизонтальной плоскости ниже уровня точки пережима линейки. Заканчивается профилируемый участок в точке двойного выдвижения оправки за пережим и переходит в вогнутый профиль с радиусом, плавно совмещающий его с входным конусом линейки. В результате повышается точность геометрических параметров прокатываемой гильзы. 1 ил., 1 табл., 1 пр.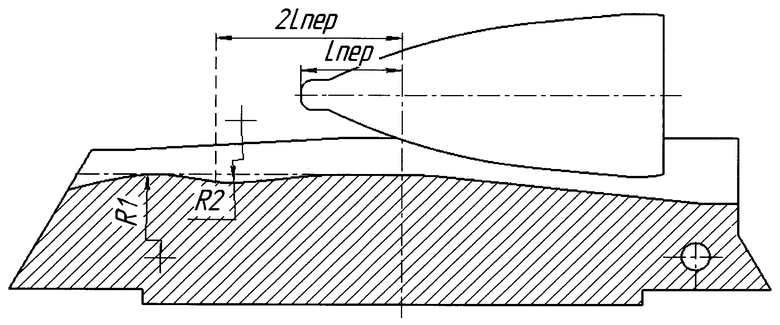
Линейка прошивного стана, содержащая горизонтальное основание и профильную рабочую поверхность, включающая разделенные гребнем входную и выходную стороны, наклоненные в продольном сечении под углом к основанию, отличающаяся тем, что она содержит входной конус линейки, на котором выполнен профилируемый участок, отвечающий за удержание заготовки по оси прокатки на стадии процесса прошивки, имеющий выпуклый радиус, продольный профиль которого начинается в точке начала профиля линейки, а его вершина находится в горизонтальной плоскости ниже уровня точки пережима линейки на величину коэффициента k, причем заканчивается профилируемый участок в точке двойного выдвижения оправки за пережим и переходит в вогнутый профиль с радиусом, плавно совмещающий его с входным конусом линейки, причем величину коэффициента k определяют по формуле
k=kз×kд, где
kз – коэффициент, учитывающий вид заготовки и находящийся в пределах от 1,0 до 1,1;
kд - коэффициент допуска, учитывающий конструктивную точность стана и находящийся в пределах от 1,029 до 1,036.
| Линейка прошивного стана | 1979 |
|
SU789171A1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ ДЛЯ ПРОШИВКИ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 2012 |
|
RU2518040C2 |
| Линейка валкового прошивного стана | 2017 |
|
RU2671022C1 |
| Технологический инструмент для винтовой прошивки | 1977 |
|
SU622517A1 |
| WO 9318870 A1, 30.09.1993. | |||

