Изобретевве относвтся к обработке ме таллрв давлюваем, в частностн к произвоаству бесшовных го эачекатанных труб на ставах аавтовов прокатки. Иавествы технопогнческкй инструмент дпя вонтовод арошвшси, содержаший два косо |иеполоясенных двухкоаусных ваяка, йпв выходной конус которых имеет участок со спнрапьно распогсоженнымя шло тупвмя одного направпения l| . Однако напичве участка со спвраоьным ра якжшкением выступов оцного направпе8ВЯ ве обеспечивает уппотнение централь эИ атал заготовка перед цосксяу( оправки. Иэоестев также теянопогическиа ннср румевт, В1шюча яси& швейки с жепобчатой рабочей аоаерхвостью и поперечной клеммой И . Укаэащ1ая конструкция пинеек не огра ничявает тангенциапьную дeфq мaцato гипьзы перед Носиком оправки. . Известен также техн ол гический инстру дпя винтовой прошивки, вкшочающяй вапки с конусами прошивки и раскатки, { аадепенными ципиндрическим участком пережима н противона(фавпе1шымв выогу пами на входном в оытиздном конусах. Г%1Н этом.носик оправка, находапшйса в очаге деформации, выдвинут за пережим jV . Напичие противовапрашЕенвых Ъь ступов на входном и выходном участках ойеспечивает оодпор пишь в пережиме вапков, а не носиком опрашси. Цеяью изобретения является уппотневие цен апьной зоны заготовкн и повышевие качества внутренней поверхяостн Д|ш достижения поставпенной цепи в техноногичеоком инструменте дпя винто й прошивки, содержащем два косо расположённых двухконусных вапка с ципиндрнческйм :участком пережима и выступами на входном конусе, пинеЁКи с жепобчатой рабочей поверхностью и поперечной выемкой и оправку, носиком выдвинутую за пережим, выступы на входном конусе вапков распойожены по винтовой пинии со встречным направпением и раздепеиы гпадким участ- ком протяженностью. 0,2 - О,3 дпнны входного конуса, а на iiHHeibce выпопнен попе{ в
речный высгуп, разделяющий выемку в зоне размещения носика оправки и гладкого участка вапка.
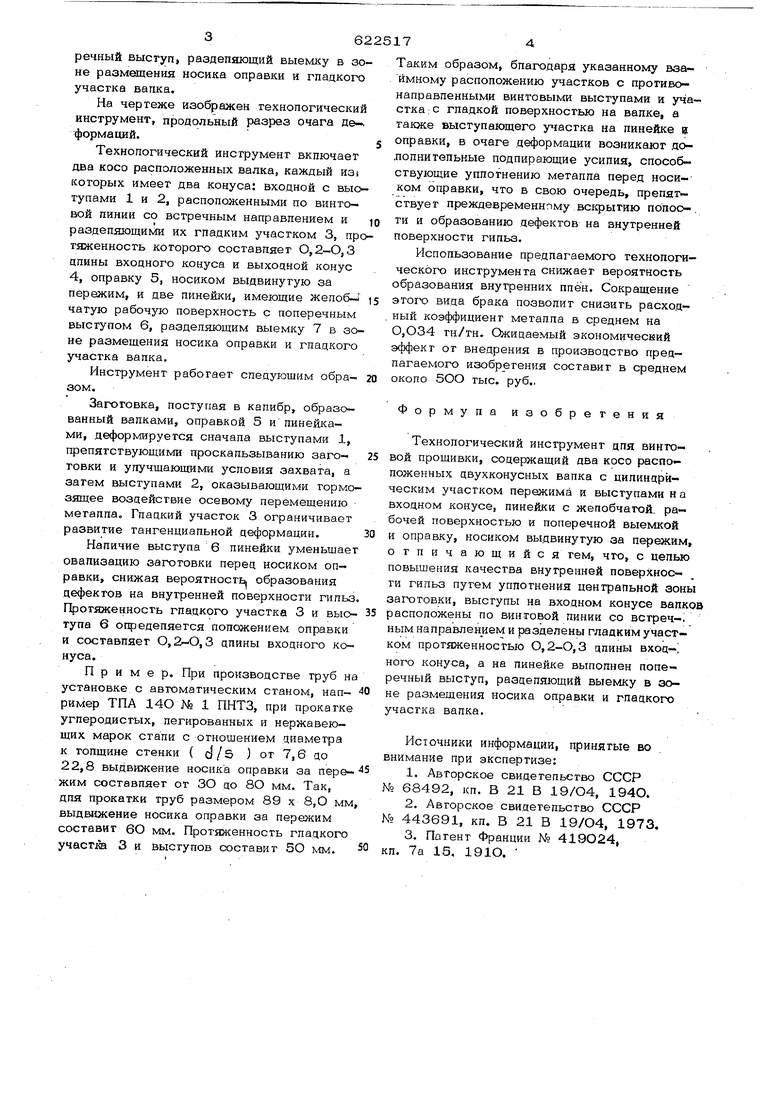
На чертеже изображен технологический инструмент, продольный разрез очага де. формаций.
Технопогический инструмент включает два косо расположенных валка, каждый из( которых имеет два конуса: входной с выотупами 1 и 2, расположенными по винтовой пинии со встречным направлением и разделяющими их гпадким участком 3, протяженность которого составляет 0,2-0,3 цлины входного конуса и выходной конус 4, оправку 5, носиком выдвинутую за пережим, и две пинейки, имеющие жепоб { чатую рабочую поверхность с поперечным выступом 6, разделяющим выемку 7 в зоне размещения носика оправки и гладкого участка валка.
Инструмент работает следующим образом.
Заготовка, поступая в капибр, образованный валками, оправкой 5 и линейками, деформируется сначала выступами 1, препятствующими проскальзыванию заготовки и упучщающими условия захвата, а затем выступами 2, оказывающими тормозящее возцействие осевому перемещению металла, Глацкий участок 3 ограничивает развитие тангенциальной деформации.
Наличие выступа 6 пинейки уменьшает овапизацию заготовки перед носиком оправки, снижая вероятность, образования дефектов на внутренней поверхности гильз Протяженность гладкого участка 3 и выотупа 6 определяется попсжением оправки и составляет 0,2-0,3 цлины входного конуса.
Пример. При производстве труб на установке, с автоматическим станом, нап- ример ТПА 14О № 1 ПНТЗ, при прокатке углеродистых, легированных и нержавеющих марок стали с отношением диаметра к толщине стенки ( d/S ) от 7, б до 22,8 выдвижение носика оправки за пере- жим составляет от ЗО до 8О мм. Так, для прокатки труб размером 89 х 8,О мм выдвижение носика оправки за пережим составит 6О мм. Протяженность гладкого участка 3 и выступов составит SO N-JM.
Таким образом, благодаря указанному вза ймному расположению участков с противонаправленными винтовыми выступами и участка: с гладкой поверхностью на валке, а также выступающего у астка на пинейке оправки, в очаге деформации возникают дололнительные подпирающие усилия, способствующие уплотнению металла перед носиком оправки, что в свою очередь, препятствует преждевременному вскрытию попооти и образованию дефектов на внутренней поверхности гильз.
Использование предлагаемого технологического инструмента снижает вероятность образования внутренних плён. Сокращение этого вида брака позволит снизить расходный коэффициент металла в среднем на О,О34 тн/тн. Ожицаемый экономический эффект от внедрения в производство предлагаемого изобретения составит в среднем около 5ОО тыс. руб..
Формула изобретения
Технологический инструмент для винтовой прощивки, содержащий два косо расположенных двухконусных валка с цилиндрическим участком пережима и выступами на входном конусе, линейки с желобчатой, рабочей поверхностью и поперечной выемкой и оправку, носиком выдвинутую за пережим отличающийся тем, что, с цепью повышения качества внутренней поверхности гипьз путем уплотнения центральной зон заготовки, выступы на входном конусе валк расположены по винтовой линии со встреч-i ным направлением и разделены гладким участком протяженностью 0,2-О,3 цлины вход-i ного конуса, а на линейке выполнен поперечный выступ, разделяющий выемку в зоне размещения носика оправки и глацкого участка валка.
Источники информации, принятые во внимание при экспертизе:
1,Авторское свидетельство СССР № 68492, кл, В 21 В 19/О4, 194О.
2,Авторское свидетельство СССР
№ 443691, кл. В 21 В 19/О4, 1973.
3,Патент Франции № 419О24, кл. Та 15, 191О.
/ 
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологический инструмент для винтовой прошивки | 1978 |
|
SU753505A1 |
| Технологический инструмент дискового прошивного стана | 1976 |
|
SU548327A1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2012 |
|
RU2496590C1 |
| Технологический инструмент прошивного косовалкового стана | 1978 |
|
SU749469A1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ ДИСКОВОГО ПРОШИВНОГО СТАНА | 1971 |
|
SU425682A1 |
| Технологический инструментпРОшиВНОгО КОСОВАлКОВОгО CTAHA | 1979 |
|
SU804021A1 |
| Технологический инструмент косовалкового прошивного стана | 1977 |
|
SU716655A1 |
| СПОСОБ ВИНТОВОЙ ПРОШИВКИ | 2021 |
|
RU2773967C1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 1972 |
|
SU341205A1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ ДЛЯ ПРОШИВКИ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 2012 |
|
RU2518040C2 |

