Изобретение относится к трубопрокатному производству и может быть использовано в станах поперечно-винтовой прокатки для получения гильз-заготовок.
Известна линейка направляющая прошивного стана (патент РФ №2549025, В21В 19/04, опубл. 20.04.2015), на выходном участке которой выполнена коническая желобчатая выемка радиусом, составляющим 0,52÷0,75 текущего расстояния между валками.
Недостатком известной конструкции линейки прошивного стана, выполненной с выемкой на выходном участке, является большая степень свободы заготовки и гребня между входным и выходным участками, что не обеспечивает стабильность процесса формоизменения металла, плавное и равномерное течение металла в очаге деформации.
Известна направляющая линейка прошивного стана (Данилов Ф.А., Глейберг А.З., Балакин В.Г. "Горячая прокатка труб". - М: Металлургиздат, 1962, с. 223-224), выбранная в качестве прототипа, которая включает разделенные гребнем входной и выходной участки, выполненные в продольном сечении с уклоном рабочей поверхности, при этом величина уклона входного участка линейки обычно на 1-3° больше угла входного конуса валков, а уклон выходного участка линейки не превышает угла выходного конуса валков.
Такое выполнение линейки не обеспечивает равномерное течение металла в очаге деформации, а большая степень свободы гильзы на выходном участке линейки приводит к повышенной кривизне гильзы, уменьшению ее геометрической точности и снижению стойкости линеек.
Техническая задача, решаемая изобретением, заключается в повышении точности размеров прокатываемых гильз за счет условий деформации, обеспечивающих стабильный процесс формоизменения металла.
Поставленная задача решается за счет того, что в линейке валкового прошивного стана, включающей разделенные гребнем входной и выходной участки, выполненные в продольном сечении с уклоном, согласно изобретению, контур гребня линейки в продольном сечении образован выпуклой дугой, плавно сопряженной с контурами входного и выходного участков, при этом точка дуги, находящаяся на наименьшем расстоянии от продольной оси заготовки, соответствует наибольшему значению отношения расстояния между линейками к расстоянию между валками. Кроме того, сопряжение контура гребня линейки с контуром входного участка соответствуют точке захвата заготовки валками, сопряжение с контуром выходного участка - точке выхода гильзы из валков, контуры входного и выходного участков линейки в продольном сечении образованы вогнутыми дугами, при этом радиус R1 дуги, образующей контур входного участка линейки, и радиус R2 дуги, образующей контур выходного участка, определяют по формулам:


где  , - расстояние между начальной и конечной точками дуги, образующей контур входного участка, вдоль оси заготовки, мм,
, - расстояние между начальной и конечной точками дуги, образующей контур входного участка, вдоль оси заготовки, мм,
 ,
,
a1 - расстояние между начальной и конечной точками дуги, образующей контур входного участка, в направлении, перпендикулярном оси заготовки, мм,
 , - расстояние между начальной и конечной точками дуги, образующей контур выходного участка, вдоль оси гильзы, мм,
, - расстояние между начальной и конечной точками дуги, образующей контур выходного участка, вдоль оси гильзы, мм,
 .
.
а2 - расстояние между начальной и конечной точками дуги, образующей контур выходного участка, в направлении, перпендикулярном оси гильзы, мм; а расстояние L1 в продольном сечении линейки от начала контура входного участка линейки до оси заготовки и расстояние L2 в продольном сечении линейки от конца контура выходного участка линейки до оси гильзы определяют по следующим формулам:


где R3, - радиус заготовки, мм,
kз=1,0÷1,1 - коэффициент, учитывающий состояние заготовки,
kд=1,029÷1,040 - коэффициент допуска, учитывающий конструктивную точность стана,
Rг, - радиус гильзы, мм,
kг=1,0÷1,1 - коэффициент учитывающий состояние гильзы.
Гребень линейки, отвечающий за удержание металла заготовки в конусе прошивки, в продольном сечении образован выпуклой дугой, плавно сопряженной с контурами входного и выходного участков, причем точка дуги, находящаяся на наименьшем расстоянии от продольной оси заготовки, соответствует наибольшему значению отношения расстояния между линейками к расстоянию между валками, что позволяет создать наилучшие условия деформации, которые обеспечивают стабильность процесса формоизменения металла. Течение металла при этом проходит плавно и равномерно, тем самым обеспечивая повышение точности размеров прокатываемых гильз и исключая образование винтовых подрезов в пережиме валков при раскатке заготовки на оправке.
Линейка может быть выполнена таким образом, что контуры входного и выходного участков в продольном сечении образованы вогнутыми дугами. Дуга, образующая контур входного участка линейки, может быть выполнена вогнутой и плавно сопряжена с дугой, образующей контур гребня, в точке, соответствующей точке захвата заготовки валками, при этом расстояние L1 в продольном сечении линейки от начала контура входного участка линейки до оси заготовки определяют по формуле (3), а радиус R1 дуги, образующей контур входного участка линейки, определяют по формуле (1). Входной участок, имеющий такой профиль, позволяет выполнять центровку заготовки по оси прокатки и обеспечивает плавную подачу заготовки в валки прошивного стана, ограничивая степень свободы, что обеспечивает высокую геометрическую точность гильзы, особенно при прошивке заготовок с общей кривизной (например, в связи с неравномерным износом подины кольцевой печи).
Дуга, образующая контур выходного участка линейки, может быть выполнена вогнутой и плавно сопряжена с дугой, образующей контур гребня, в точке, соответствующей точке схода гильзы с валков, при этом расстояние L2 в продольном сечении линейки от конца контура выходного участка линейки до оси гильзы определяют по формуле (4), а радиус R2 дуги, образующей контур выходного участка линейки, определяют по формуле (2). Выполненный таким образом выходной участок линейки, имеющий более стесненный выход, продолжает удерживать прошитую гильзу, тем самым обеспечивая ее высокую геометрическую точность как по наружному диаметру, так и по толщине стенки.
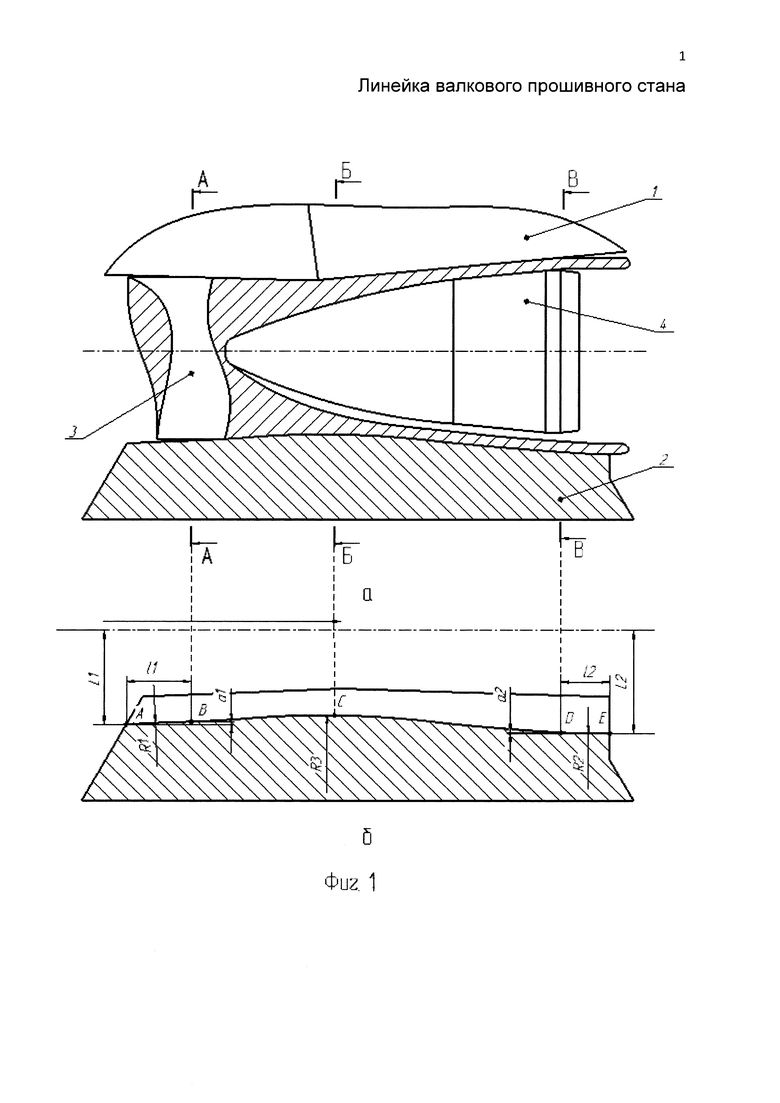
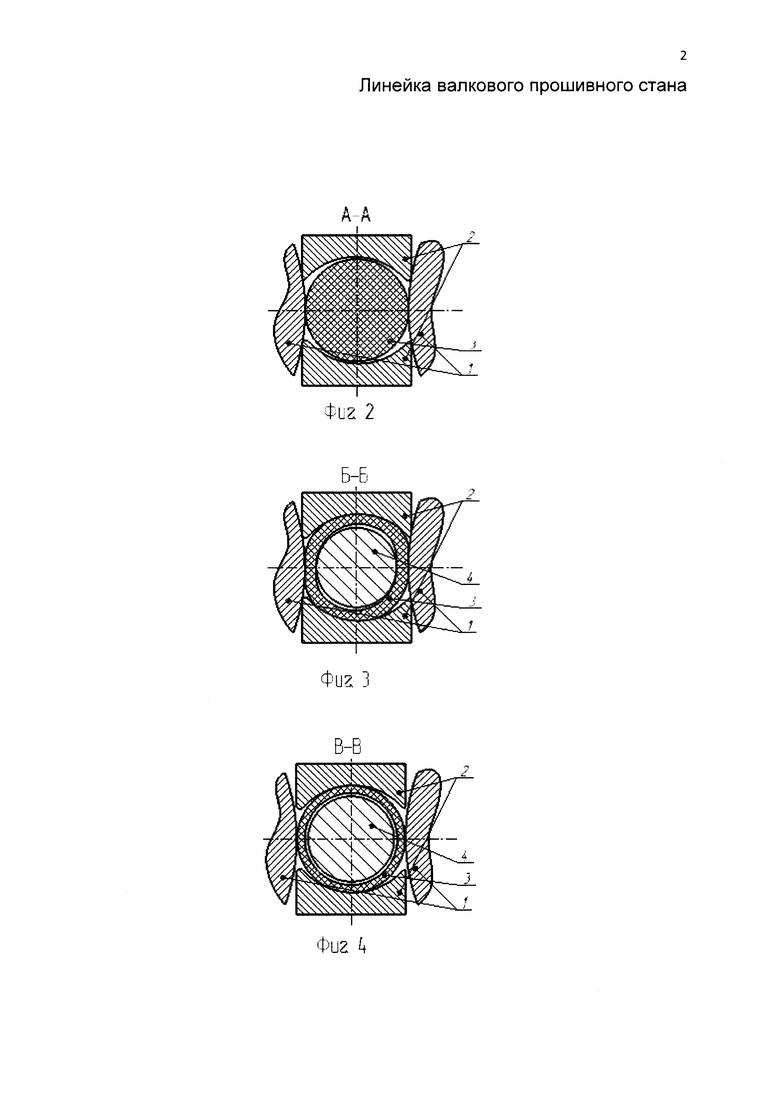
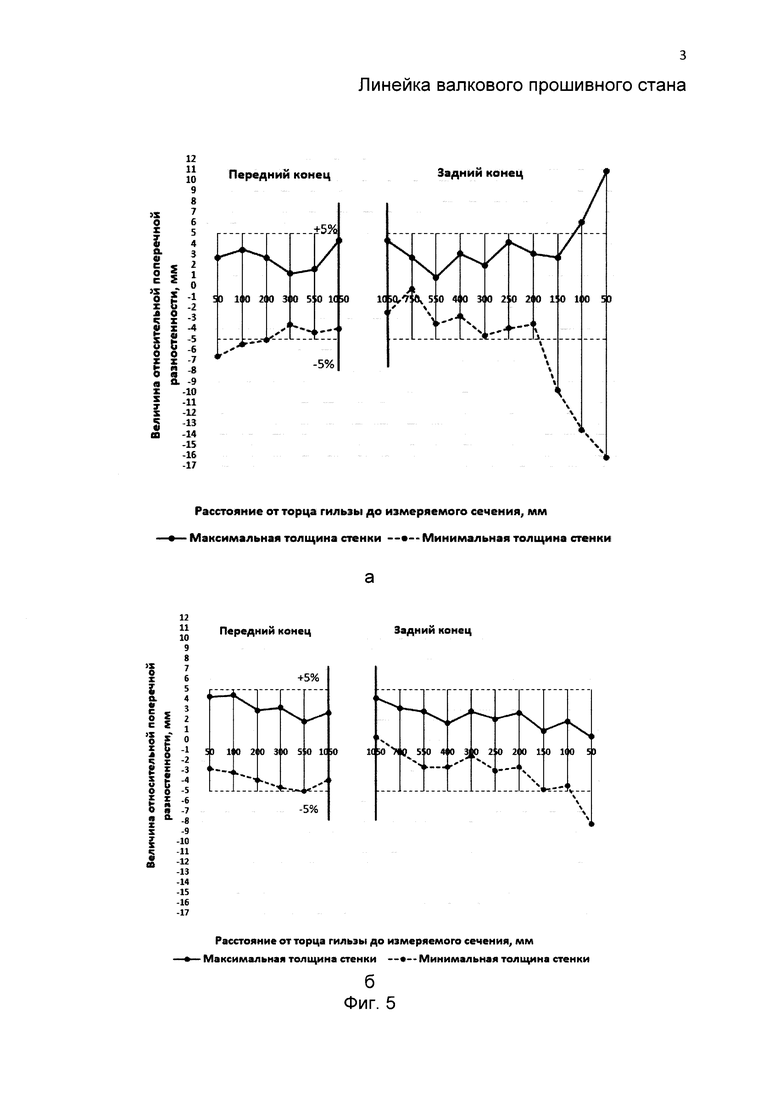
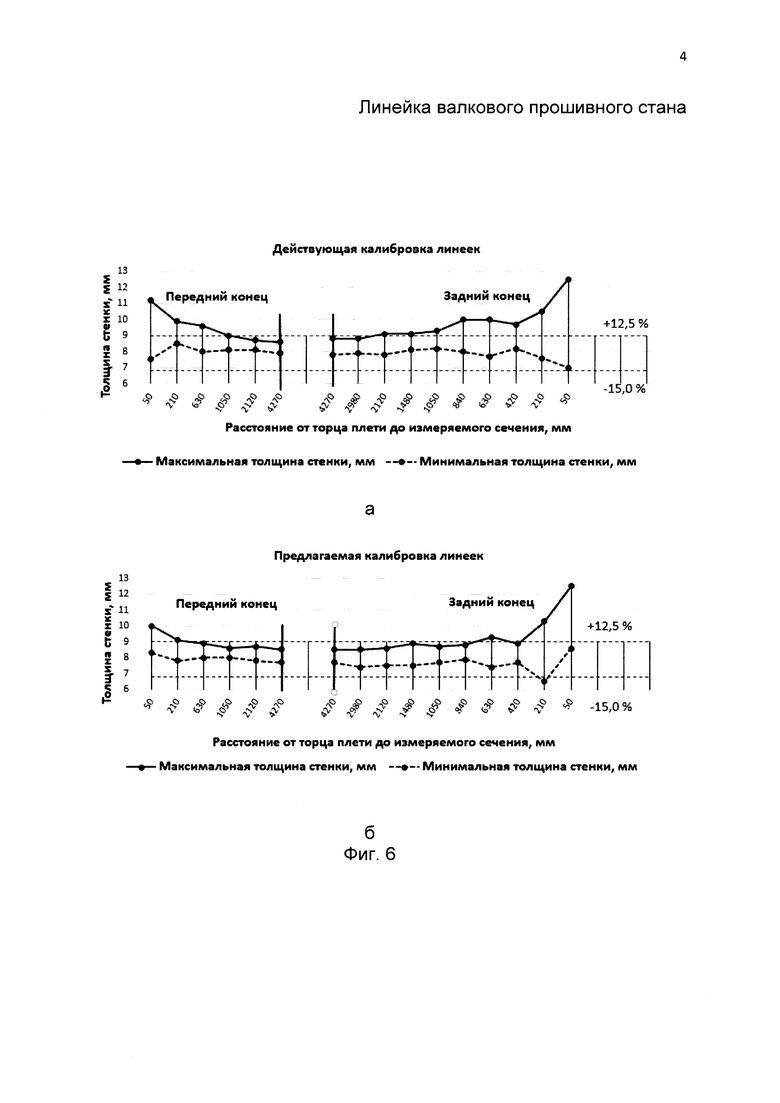
Изобретение иллюстрируется рисунками, где на фиг. 1а схематично изображено продольное сечение очага деформации, на фиг. 1б изображена предлагаемая линейка, у которой контуры входного и выходного участков в продольном сечении образованы вогнутыми дугами, на фиг. 2 показано сечение А-А на фиг. 1а, на фиг. 3 - сечение Б-Б на фиг. 1а, на фиг. 4 - сечение В-В на фиг. 1а, на фиг. 5а - относительная поперечная разностенность гильзы, прокатанной на линейках с применением существующей калибровки, на фиг. 5б - относительная поперечная разностенность гильзы, прокатанной на линейках с применением предлагаемой калибровки, на фиг. 6а - результаты измерения толщины стенки трубной плети после правильной машины с применением существующей калибровки, на фиг. 6б - результаты измерения толщины стенки трубной плети после правильной машины с применением предлагаемой калибровки.
В очаге деформации показаны валки 1, линейка 2, заготовка 3 и оправка 4. Линейка состоит из входного участка АВ, выходного участка DE и расположенного между ними гребня BCD.
Контур входного участка линейки может быть образован дугой АВ радиусом R1, которая плавно сопряжена с дугой BCD, образующей контур гребня линейки радиусом R3, а контур выходного участка линейки может быть образован дугой DE радиусом R2, плавно сопряженной с дугой BCD.
Построение профиля линейки производят следующим образом. Сначала строят участок гребня линейки, обеспечивающий удержание металла заготовки в конусе прошивки, в виде выпуклой дуги BCD радиусом R3 из точки В, соответствующей точке захвата заготовки валками.
Входной участок линейки выполняют, в частности в виде вогнутой дуги АВ радиусом R1, определенным по формуле (1), при этом расстояние L1 в продольном сечении линейки от начала контура входного участка линейки - точки А до оси заготовки определяют по формуле (3). На этом участке осуществляется направление заготовки в зону деформации, которое завершается в точке В захвата заготовки валками с минимальным отклонением от оси прокатки.
Коэффициент kз=1,0÷1,1 учитывает состояние задаваемой заготовки, в частности кривизну, фактический диаметр, состояние наружной поверхности заготовки. Если используют заготовку после механической обработки, без дефектов, с требуемым наружным диаметром, то выбирают kз=1,0. Если используют заготовку с кривизной, наличием окалины, наружными дефектами, то коэффициент kз увеличивают до 1,1.
Коэффициент допуска kд=1,029÷1,040, который учитывает конструктивную точность стана, выбирают в зависимости от диаметра задаваемой заготовки.
Выходной участок линейки выполняют, в частности в виде вогнутой дуги DE радиусом R2, определенным по формуле (2). Точка D сопряжения конца контура дуги гребня линейки с выходным участком соответствует точке схода гильзы с валков, при этом расстояние L2 в продольном сечении линейки от конца контура выходного участка линейки - точки Е до оси гильзы определяют по формуле (4). На этом участке линейки происходит формирование конечного диаметра и геометрии гильзы, снижается овальность и продольная неустойчивость гильзы на выходе из стана.
Предлагаемая конструкция линейки была опробована при прошивке заготовки диаметром 360 мм в гильзу размером 433×26,9 мм. Прошивку заготовки проводили без изменения настроечных параметров прошивного стана и других технологических параметров с использованием применяемой на производстве линейки и предлагаемой линейки. В дальнейшем линейки предлагаемой конструкции были использованы при производстве труб по ГОСТ 32528-13 размером 325×8 мм из стали 09Г2С. Оценку эффективности предлагаемой линейки проводили с помощью замеров гильз, полученных с применением существующей калибровки линеек и предлагаемой. Для оценки точности гильз были проведены замеры толщины стенки трубы по диаметру гильзы в 12-ти сечениях и по ее длине - в 17-ти сечениях, а также замеры подлежащих обрезке утолщенных участков трубной плети с каждого конца. Результаты проведенных испытаний представлены на фиг. 5 и 6.
При использовании предлагаемой калибровки линеек отмечено значительное снижение разнотолщинности гильзы как по телу, так и по концам, кроме того предлагаемая калибровка линеек обеспечивает точность получаемых гильз на непрерывном стане в соответствии с требованиями фирмы DANIELI, тогда как существующая калибровка выводит размеры гильз за пределы поля допуска. Использование линеек предлагаемой конструкции значительно уменьшает длину утолщенных участков с каждого конца трубной плети, подлежащих обрезке:
Стойкость опытной пары линеек прошивного стана, изготовленных из сплава 70Х28Н28В2СЛ, составила 3066 прошивок, что выше средней (2456 прошивок) и максимальной (2846 прошивок) стойкости линеек действующей калибровки из данного сплава.
Применение линеек предлагаемой конструкции обеспечивает плавную подачу заготовки в валки прошивного стана, более высокую точность по толщине стенки как гильзы, так и трубной плети, позволяет уменьшить искривление и овальность переднего участка гильзы и удержать ее в требуемом поле допуска, уменьшить обрезь по концам трубной плети.
Предлагаемая конструкция линейки обеспечивает благоприятные условия деформации, увеличение стойкости линеек и получение прошиваемых гильз с требуемыми геометрическими параметрами высокой точности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линейка прошивного стана | 2023 |
|
RU2814544C1 |
| Способ переточки валков стана винтовой прокатки | 2022 |
|
RU2807154C1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ ДЛЯ ПРОШИВКИ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 2012 |
|
RU2518040C2 |
| Валок прошивного стана | 2023 |
|
RU2812165C1 |
| Технологический инструмент прошивного стана | 1985 |
|
SU1321493A1 |
| Валок для поперечно-винтовой раскатки труб | 1978 |
|
SU710692A1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2012 |
|
RU2496590C1 |
| СПОСОБ ВИНТОВОЙ ПРОШИВКИ ЛИТОЙ ЗАГОТОВКИ | 2012 |
|
RU2489220C1 |
| Линейка прошивного стана | 1979 |
|
SU789171A1 |
| ОПРАВКА КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2009 |
|
RU2378063C1 |
Изобретение относится к трубопрокатному производству и может быть использовано в станах поперечно-винтовой прокатки для получения гильз-заготовок. Линейка включает разделенные гребнем входной и выходной участки, выполненные в продольном сечении с уклоном рабочей поверхности. Контур гребня линейки в продольном сечении образован выпуклой дугой, плавно сопряженной с контурами входного и выходного участков, при этом точка дуги, находящаяся на наименьшем расстоянии от продольной оси заготовки, соответствует наибольшему значению отношения расстояния между линейками к расстоянию между валками. Сопряжение контура гребня линейки в продольном сечении с контуром входного участка соответствует точке захвата заготовки валками, а сопряжение с контуром выходного участка - точке выхода гильзы из валков. Контуры входного и выходного участков в продольном сечении могут быть образованы вогнутыми дугами, плавно сопряженными с дугой, образующей контур гребня линейки, и выполнены расчетными радиусами по приведенным формулам. Определены расстояния в продольном сечении линейки от начала контура входного участка линейки до оси заготовки и от конца контура выходного участка до оси гильзы. 4 з.п. ф-лы, 6 ил.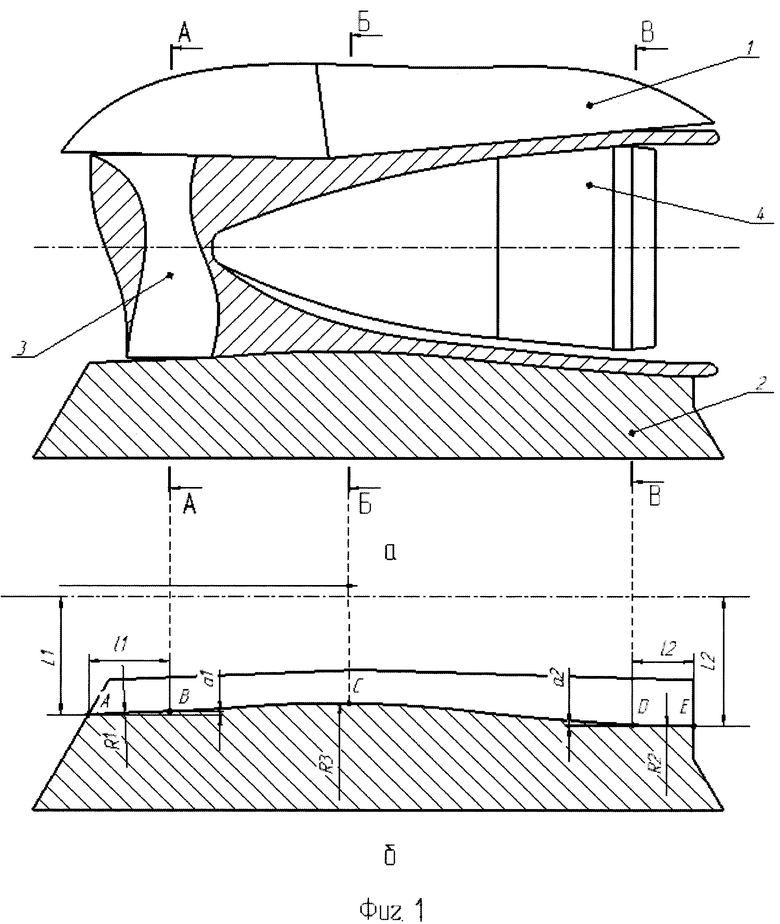
1. Линейка валкового прошивного стана для получения гильз, включающая разделенные гребнем входной и выходной участки, выполненные в продольном сечении с уклоном рабочей поверхности, отличающаяся тем, что контур гребня линейки в продольном сечении образован выпуклой дугой, плавно сопряженной с контурами входного и выходного участков, при этом точка дуги, находящаяся на наименьшем расстоянии от продольной оси заготовки, соответствует наибольшему значению отношения расстояния между линейками к расстоянию между валками в очаге деформации.
2. Линейка по п. 1, отличающаяся тем, что сопряжение контура гребня линейки в продольном сечении с контуром входного участка соответствует точке захвата заготовки валками, а сопряжение с контуром выходного участка - точке выхода гильзы из валков.
3. Линейка по п. 1 или 2, отличающаяся тем, что контуры входного и выходного участков линейки в продольном сечении образованы вогнутыми дугами, при этом радиус R1 дуги, образующей контур входного участка линейки, и радиус R2 дуги, образующей контур выходного участка, определяют по формулам:


где  - расстояние между начальной и конечной точками дуги, образующей контур входного участка, вдоль оси заготовки, мм,
- расстояние между начальной и конечной точками дуги, образующей контур входного участка, вдоль оси заготовки, мм,
θ1=arctga1/2,
a1 - расстояние между начальной и конечной точками дуги, образующей контур входного участка, в направлении, перпендикулярном оси заготовки, мм,
 - расстояние между начальной и конечной точками дуги, образующей контур выходного участка, вдоль оси гильзы, мм,
- расстояние между начальной и конечной точками дуги, образующей контур выходного участка, вдоль оси гильзы, мм,
θ2=arctga2/2,
а2 - расстояние между начальной и конечной точками дуги, образующей контур выходного участка, в направлении, перпендикулярном оси гильзы, мм.
4. Линейка по п. 1 или 2, отличающаяся тем, что расстояние L1 в продольном сечении линейки от начала контура входного участка линейки до оси заготовки определяют по формуле:

где Rз - радиус заготовки, мм,
kз=1,0÷1,1 - коэффициент, учитывающий состояние заготовки,
kд=1,029÷1,040 - коэффициент допуска, учитывающий конструктивную точность стана.
5. Линейка по п. 1 или 2, отличающаяся тем, что расстояние L2 в продольном сечении линейки от конца контура выходного участка линейки до оси гильзы определяют по формуле:
где Rг - радиус гильзы, мм,
kг=1,0÷1,1 – коэффициент, учитывающий состояние гильзы.
| Ф.А.ДАНИЛОВ и др | |||
| Горячая прокатка труб, М., Металлургиздат, 1962, с.223-224 | |||
| Технологический инструмент прошивного стана | 1985 |
|
SU1321493A1 |
| Линейка прошивного стана | 1983 |
|
SU1144738A1 |
| Линейка прошивного стана | 1973 |
|
SU443691A1 |
| US 4028923 A, 14.06.1977. | |||

