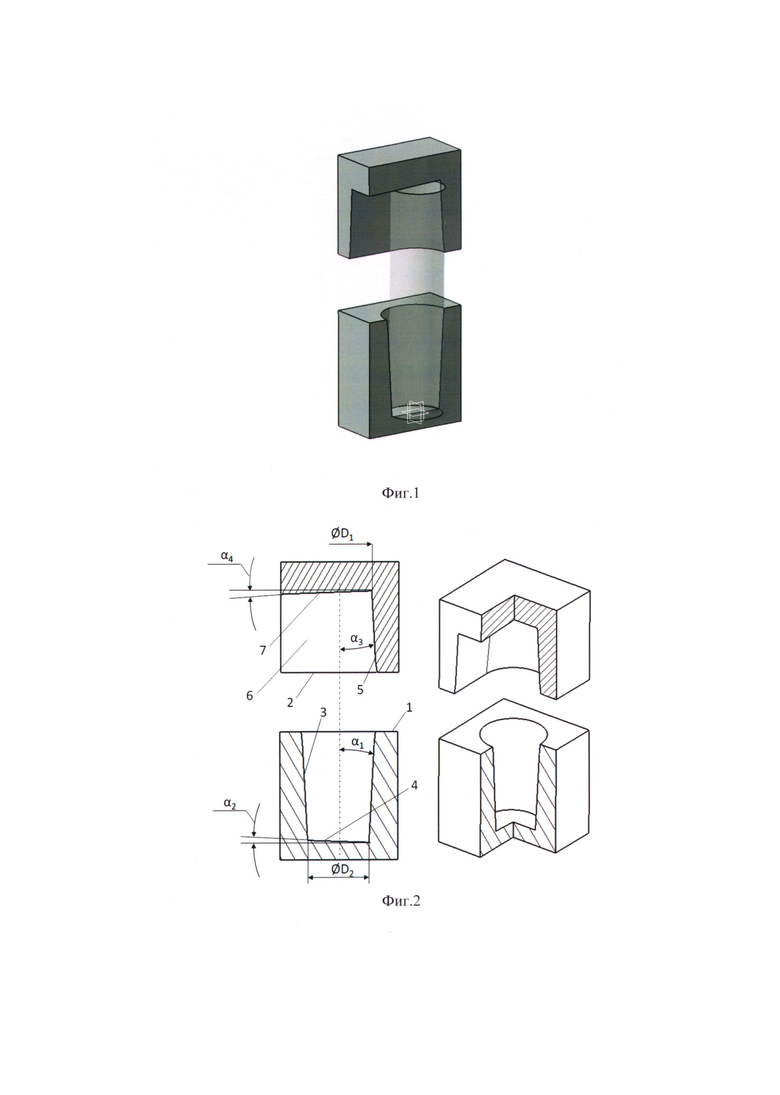
Изобретение относится к обработке металлов давлением и может быть использовано при осадке удлиненных заготовок и слитков, у которых соотношение длины к диаметру больше 3. Штамп для предварительной осадки заготовки состоит из верней и нижней половины. Ручей нижней половины штампа имеет форму конуса с наклонной донной частью для задания наклона заготовки при установке и начале процесса осадки. Ручей верхнего ручья имеет коническую поверхность, образующую штамповочный уклон, с призматическим вырезом для подачи заготовки и наклонным плоским дном для удержания торца заготовки от скольжения в сторону выреза в процессе осадки заготовки (Фиг. 1).
Известен способ осадки заготовок на плоских плитах (Брюханов А.Н., Ребельский А.В. Горячая штамповка. Конструирование и расчет штампов / Москва. 1952. Стр. 9, Фиг. 3), который позволяет осаживать заготовки с соотношением высоты к диаметру не более 3. Достоинством данного способа является универсальность - данный способ может быть применен к заготовкам любого диаметра. Недостатком способа является невозможность осадки заготовок с соотношением больше 3 из-за потери устойчивости заготовки в процессе осадки.
Известен способ высадки заготовки с использованием конусного ручья штампа, который позволяет избежать образования складок при высадке удлиненных заготовок с соотношением высоты к диаметру больше 3 (Ковка и штамповка. Справочник. В 4-х т.Под ред. Е.И. Семенова, 1986. - Т.2. стр. 271). Недостатком способа является невозможность применения при осадке крупногабаритных заготовок и слитков.
Известно устройство для осадки заготовок с соотношением высоты к диаметру больше 3 (RU 2376098 С1, приоритет 21.10.2008 г.). Данное устройство удерживает заготовку от потери устойчивости в процессе осадки с помощью цанги. Достоинством устройства является возможность осадки заготовки с большой степенью деформации. Недостатком устройства является сложность конструкции и невозможность применения устройства для осадки крупногабаритных заготовок и слитков.
Известно устройство для осадки удлиненных слитков (SU 841765 А1, приоритет 03.10.1978 г.), которое позволяет осаживать заготовки под действием давления верхней плиты и вращения нижней. Нижняя плита приводится в движение с помощью редуктора, кинематически связанного с движением верхней плиты.
Известно устройство для осадки заготовок (RU 2306998 С1, приоритет 20.03.2006 г.), которое позволяет осуществлять осадку удлиненных заготовок за счет усилия верхнего бойка и придания вращения нижнему бойку с помощью гидроцилиндров. Такой способ позволяет осаживать заготовки с соотношением длины заготовки к ее высоте больше 3. Недостатком данной устройства является сложность конструкции.
Известен способ осадки (CN107497984 В, приоритет 13.09.2017 г.), при осуществлении которого заготовка осаживается в закрытом контейнере. Диаметр верхней части контейнера равен диаметру исходной заготовки, а нижней - диаметру заготовки после осадки. Заготовка в процессе осадки заполняет нижнюю часть контейнера под давлением пуансона. Недостатком данного метода является сложность конструкции инструмента.
Известен способ осадки удлиненных слитков (SU 825260 А1, приоритет 04.02.1975 г.), при осуществлении которого слиток помещается в составной контейнер, который имеет полость диаметр которой в верхней части равен диаметру исходного слитка, нижней - диаметру осаженного слитка, а средняя часть выполнена в виде конуса с углом образующей не более 15°. Слиток в процессе осадки выдавливается из верхней части в нижнюю под давлением пуансона. Нижняя часть контейнера может быть увеличена в процессе осадки с помощью установки специального вкладыша. Недостатком данного способа является сложность конструкции и большая требуемая открытая высота пресса для осуществления метода и размещения контейнера с заготовкой и пуансона.
Известно устройство для пластической осадки длинномерных заготовок (RU 2247962 С1, приоритет 11.06.2003 г.), в котором заготовка осаживается между двумя захватами и одновременно удерживается поддерживающими секторами от искривления оси в процессе осадки. Данный способ позволяет осаживать заготовки с соотношением высоты к диаметру больше 3 и обеспечивать большую степень деформации за одну осадку. Недостатком данного устройства является сложность устройства и большие габариты при использовании устройства для осадки крупногабаритных заготовок и слитков.
Известен способ осадки удлиненных заготовок (JP 6135512 В2, приоритет 23.01.2012 г.), при осуществлении которого используется кольцо с коническим отверстием. Кольцо устанавливается на плоскую плиту. Нижний диаметр кольца равен начальному диаметру заготовки. Заготовку устанавливают в отверстие кольца и осаживают под действием плоского пуансона. Заготовка при осадке заполняет отверстие кольца. Достоинством способа является относительная простота конструкции инструмента. Недостатком способа является возможность скольжения верхнего торца в процессе осадки и образования складки в верхней части заготовки.
Прототипом заявляемого изобретения является штамп для высадки удлиненных заготовок (Ковка и объемная штамповка стали. Справочник. Под ред. Сторожева М.В. Москва 1967. Т1. стр. 389, таб.15), который возможно применять для осадки длинномерных заготовок. Штамп состоит из верхней и нижней половины. Ручей штампа представляет собой конические полости, угол уклона которых образует штамповочный уклон, в который помещается заготовка и осаживается под действием верхнего ручья штампа, заполняя конический ручей. Конические стенки ручья удерживают заготовку от искривления оси и образования складок в процессе осадки. Данный штамп позволяет осаживать удлиненные заготовки с соотношением высоты к диаметру больше 3. Недостатком является большая необходимая открытая высота пресса при осадке крупногабаритных заготовок и слитков, т.к. для размещения заготовки в ручье открытая высота пресса должна быть не меньше высоты заготовки вместе с высотой верхней половины штампа.
Заявляемое изобретение направлено на разработку способа осадки крупногабаритных удлиненных заготовок и слитков с соотношением высоты к диаметру больше 3 при ограниченном рабочем пространстве пресса, уменьшения требуемой открытой высоты между столом и траверсой пресса при осадке таких заготовок. Предлагаемая конструкция штампа позволяет проводить осадку удлиненных крупногабаритных заготовок и слитков с соотношением высоты к диаметру больше 3 в ограниченном открытом пространстве пресса. Это достигается за счет призматического выреза в верхней половине штампа, позволяющей не поднимать верхнюю половину штампа полностью над заготовкой для ее подачи в рабочее пространство пресса. Для исключения наклона заготовки и течения металла заготовки в сторону выреза донные части ручья штампа выполнены наклонными.
Штамп (фиг.2) состоит из верхней и нижней половины (1 и 2). Ручей в нижней половине штампа 1 выполнен в виде углубления, форма которого -усеченный конус, стенки которого 3 образуют штамповочный уклон с углом наклона образующей α1, а донная часть 4 ручья выполнена наклонной под углом α2. Ручей в верхней половине штампа 2 выполнен в виде конической полости 5 с углом наклона образующей α3 и с призматическим вырезом 6 для подачи заготовки. Донная часть верхнего ручья 7 выполнена в виде наклонной плоскости под углом α4. Наклон донных частей 4 и 6 ручьев верхнего и нижнего штампа направлен таким образом, чтобы обеспечить наклон заготовки в сторону от выреза 7.
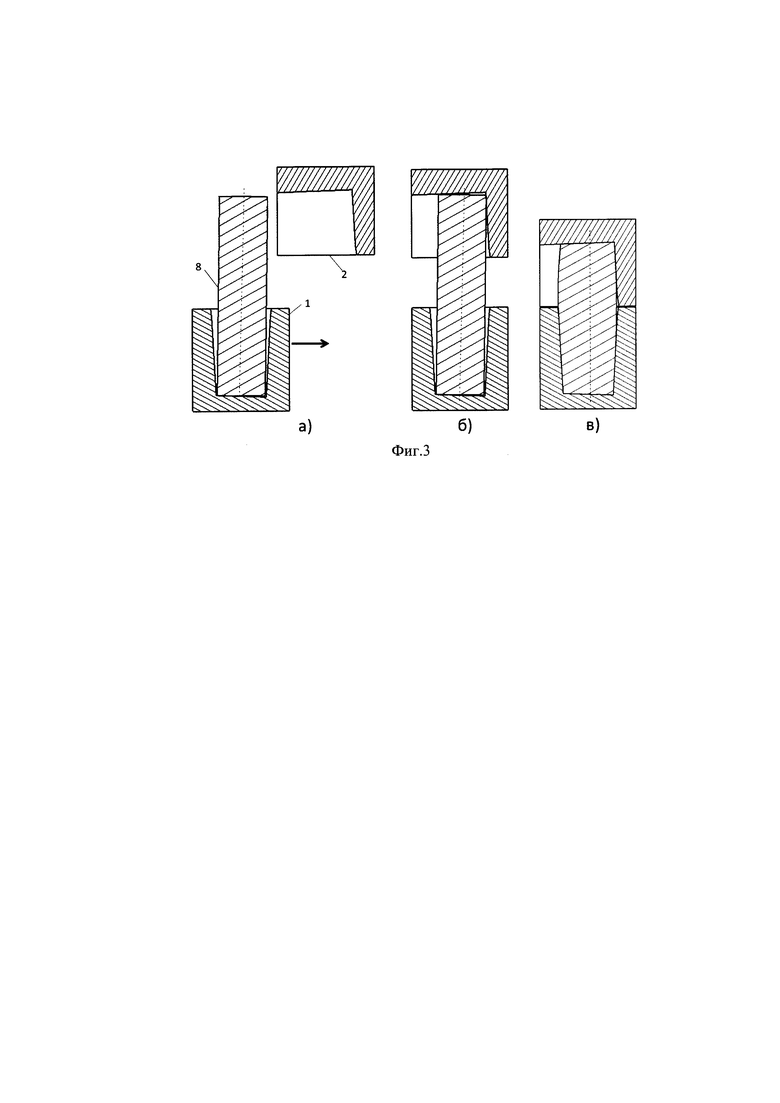
Штамп работает следующим образом (фиг.3). Заготовку 8 устанавливают в ручей нижней половины штампа (фиг.3а) и перемещают в рабочее пространство пресса под верхнюю половину штампа (фиг.3б). Затем заготовку осаживают под действие верхней половины штампа (фиг.3в).
Эффект достигается тем, что при подаче заготовки призматический вырез 7 в верхнем штампе 2(фиг.2) позволяет подать заготовку за счет перемещения нижней половины вместе с заготовкой (например, за счет перемещения стола пресса), уменьшить необходимую открытую высоту пресса за счет отсутствия необходимости поднимать верхнюю половину штампа над заготовкой для подачи ее в рабочее пространство пресса. Конические части 3 и 5 удерживают заготовку от искривления оси. Наклон донной части 4 нижней половины штампа 2 позволяет исключить наклон заготовки в сторону выреза 7 при установке и осадке, а наклон донной части 6 верхней половины штампа 1 удерживает торец заготовки от скольжения в сторону выреза 7 в процессе осадки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ОСАДКИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2023 |
|
RU2815516C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК В ВИДЕ ПОЛУСФЕРЫ С ГОРЛОВИНОЙ | 2012 |
|
RU2484915C1 |
| Способ изготовления изделий типа венцов | 1990 |
|
SU1738446A1 |
| Молотовой штамп | 1990 |
|
SU1808457A1 |
| Способ пластического структурообразования цилиндрических мерных заготовок | 2017 |
|
RU2657274C1 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| Способ штамповки траков гусеничных машин | 1980 |
|
SU927409A1 |
| Способ штамповки поковок удлиненной формы с двумя симметричными продольными ребрами и устройство для осуществления способа | 2016 |
|
RU2641217C2 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ДНИЩА (КРЫШКИ) РЕАКТОРА ИЗ СЛИТКА | 2009 |
|
RU2412777C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при осадке удлиненных заготовок и слитков, у которых отношение длины к диаметру больше 3. Штамп состоит из верхней и нижней половин. Ручей нижней половины штампа имеет форму конуса с наклонной донной частью для задания наклона заготовки при ее установке и начале процесса осадки. Ручей верхнего ручья имеет коническую поверхность, образующую штамповочный уклон, призматический вырез для подачи заготовки и наклонное плоское дно для удержания торца заготовки от скольжения в сторону выреза в процессе осадки. В результате обеспечивается возможность осадки крупногабаритных удлиненных заготовок и слитков при ограниченном рабочем пространстве пресса. 3 ил.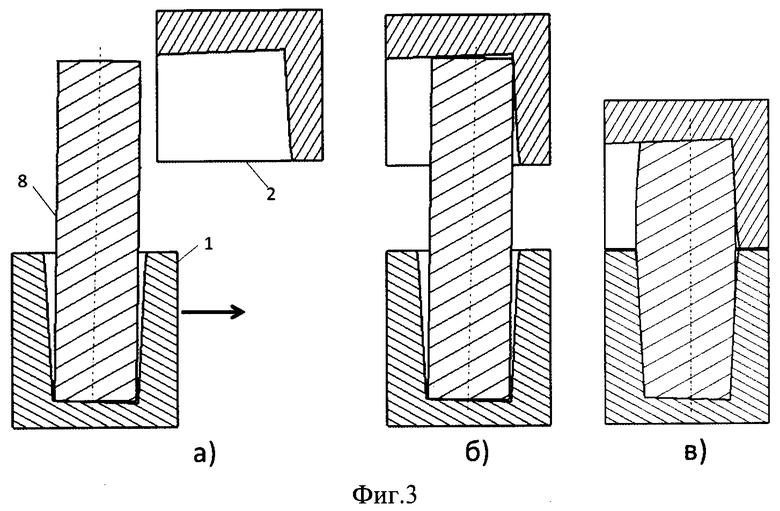
Штамп для осадки заготовок, имеющий верхнюю и нижнюю половины, имеющие ручьи в виде усеченных конусов, меньший диаметр которых равен диаметру исходной заготовки, отличающийся тем, что ручей верней половины заготовки имеет призматический вырез для подачи заготовки перемещением ее вместе с нижней половиной, а также наклонные донные части верхнего и нижнего ручья выполненные в виде наклонных плоскостей, задающих наклон заготовки в сторону от призматического выреза верхнего ручья.
| Ковка и объемная штамповка стали | |||
| Справочник в двух томах | |||
| Под ред | |||
| Сторожева М.В., Том I, М., Машиностроение, 1967, с.389 | |||
| RU 2003420 C1, 30.11.1993 | |||
| Штамп для штамповки | 1978 |
|
SU1016019A1 |
| Штамп для осадки заготовок | 1985 |
|
SU1281332A1 |
| US 9427793 B2, 30.08.2016 | |||
| US 4859410 A1, 22.08.1989. | |||
