Изобретение относится к области изготовления роторов турбомашин с применением электронно-лучевой сварки, термообработки и механической обработки замковых поверхностей, например, ротора компрессора высокого давления газотурбинного двигателя, детали которого изготовлены из никелевого жаропрочного сплава.
Известен способ изготовления ротора турбомашины, при котором кольцевые его заготовки соединяют электродуговой сваркой, (заявка ЕР 2725214 за 2014, В23К 15/00). В этом способе предлагается для повышения надежности свариваемых кольцевых заготовок вводить между ними разнородные материалы. Недостатком данного способа является то, что это может привести к снижению качества сварки основных узлов ротора, поскольку различные стали и титановые сплавы не желательно применять в конструкциях роторной турбины ввиду низких характеристик прочности и жаропрочности при ее рабочих температурах 650-700°С.
За прототип взят способ (RU 2682064, опубликовано: 14.03.2019, В23К 15/04) изготовления ротора турбомашины компрессора высокого давления. В данном способе применяется термообработка барабанно-дисковых секций ротора турбомашины, при котором дисковые детали ротора соединяют в единый блок электронно-лучевой сваркой, размещают блок в термофиксаторе, состоящем из основания, выполненного в виде диска со штангой, крышки и вкладышей, фиксирующих концевые участки деталей секций блока, затем блок с термофиксатором помещают в вакуумную камеру и закаляют.
Недостатком данного способа является недопустимо-высокая концентрация напряжений в дисковых деталях ротора, возникающая при сварке, а также значительные коробления элементов ротора при термообработке, из-за сложной геометрии, что, в свою очередь, в совокупности с высокими напряжениями после сварки, при эксплуатации ротора, может привести к невозможности сборки такой детали, или разрушению двигателя. Это является технической проблемой, решаемой настоящим изобретением.
Целью изобретения является получение сварной барабанно-дисковой секции ротора турбомашины повышенной надежности и увеличение ресурса работы турбомашины и двигателя.
Технический результат достигается тем, что дисковые заготовки имеют геометрию близкую к конечным деталям, собираются в осевом фиксаторе с центровочной втулкой, свариваются в местах замковых поверхностей образуя сварную заготовку секции ротора. Затем проводят термообработку заготовки секции ротора. Для этого секцию размещают в экранированном термофиксаторе, состоящем из основания, выполненного в виде диска со штангой, крышки и вкладышей, которые фиксируют концевые участки секций ротора. Экран термофиксатора выполняют в виде пояса, а между крышкой термофиксатора и крайней дисковой заготовкой сваренной секции устанавливают зазор и фиксируют его. Затем секцию ротора с термофиксатором помещают в вакуумную камеру и термообрабатывают. Термообработку осуществляют ступенчато в несколько этапов в следующем порядке: нагревают секцию ротора в сборе с термофиксатором таким образом, что температурные напряжения, возникающие в секции, в следствии неравномерности нагрева, не превышают напряжения текучести материала, из которого она изготовлена при данном напряженно-деформированном состоянии. Затем происходит выдержка в течение от 60 до 90 минут. Потом происходит нагрев до температуры, при которых напряжения в секции ротора не превышают напряжения текучести материала при данном напряженно-деформированном состоянии, и выдерживают также от 60 до 90 мин. Затем нагревают до температуры закалки и выдерживают в течение времени, необходимого для выравнивания температурного поля на всей секции ротора, после чего секцию ротора резко охлаждают до температуры от 400°С и ниже в камере охлаждения в среде аргона, и затем обрабатывают механически замковые поверхности.
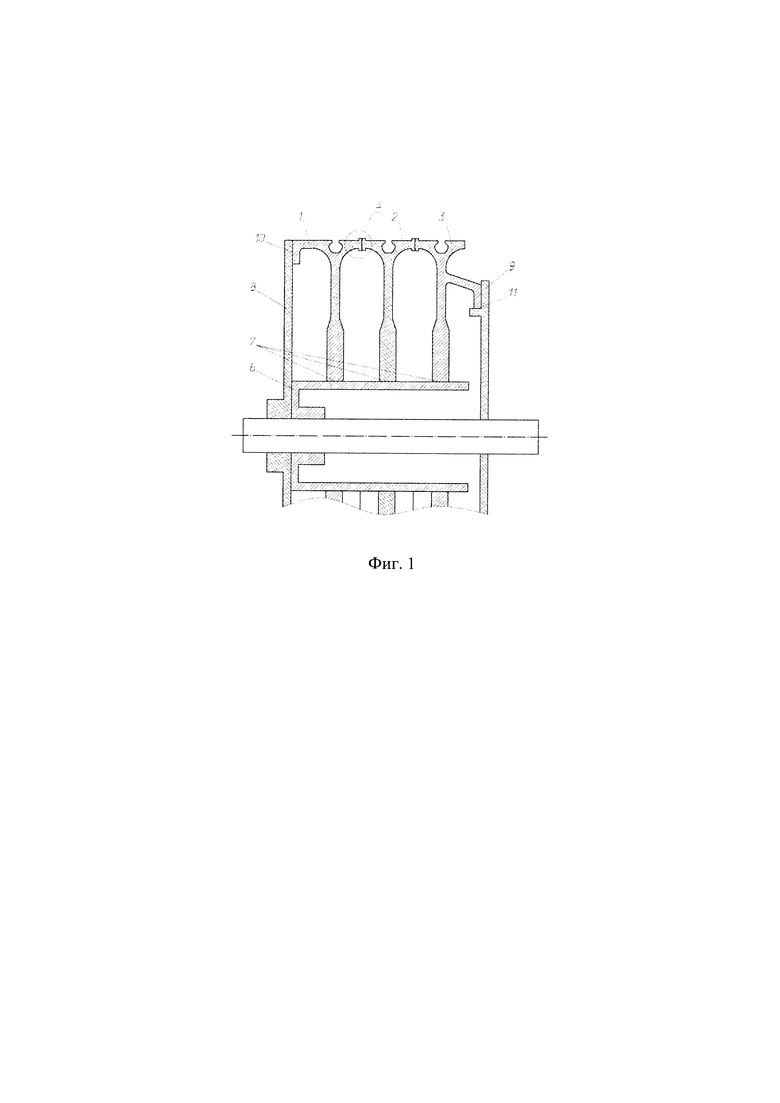
Фиг. 1 - дисковые заготовки ротора турбомашины, собранные под сварку в осевом фиксаторе с центровочной втулкой.
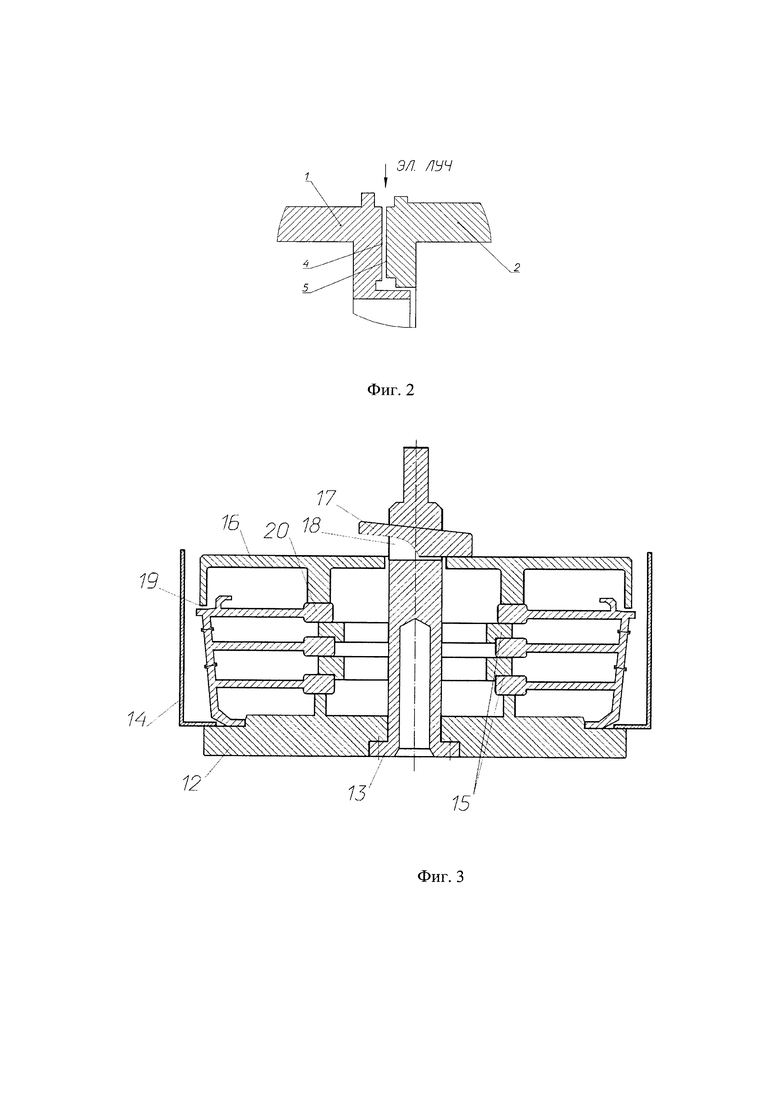
Фиг. 2 - замковые поверхности.
Фиг. 3 - сваренная в единую деталь барабанно-дисковая секция ротора турбомашины и собранная для термообработки с термофиксатором.
1, 2, 3 - дисковые заготовки ротора турбомашины;
4, 5 - замковые поверхности;
6 - центровочная втулка
7 - поверхности сопряжения;
8, 9 - прижимные диски;
10, 11 - поверхности сопряжений;
12 - диск основания термофиксатора;
13 - штанга термофиксатора;
14 - экран;
15 -вкладыши;
16 - крышка термофиксатора;
17 - клин;
18 - сквозной паз;
19 - зазор;
20 - дисковая заготовка сваренной секции ротора.
Способ изготовления ротора турбомашины из дисковых заготовок заключается в следующем. Дисковые заготовки 1, 2 и 3, представленные на фиг. 1, изготавливаются с минимальным припуском под следующую механическую обработку с замковыми поверхностями 4, 5. Заготовки собираются в единую секцию по замковым поверхностям в осевом фиксаторе, состоящем из центровочной втулки 6, сопряженной с дисковыми заготовками поверхностью 7, прижимных дисков 8, 9 сопряженных с дисковыми заготовками проводится термообработка. Термообработка нужна для снятия внутренних напряжений и придания свойств материалу. Для этого секцию размещают в экранированном термофиксаторе, экран которого выполняют в виде пояса. Такое выполнение экрана предпочтительно для защиты от излучения наиболее тонких элементов дисковых заготовок сваренной секции. По центру диска 12, представленного на фиг. 2, основания термофиксатора устанавливают штангу 13 и скрепляют ее винтами с диском 12. Затем на плоскость диска 12 устанавливают опоясывающий экран 14 и секцию ротора, фиксируя вкладышами 15 ступицы дисковых заготовок. После чего нанизывают крышку 16 на штангу 13 основания и клином 17 окончательно заневоливают в термофиксаторе. Последующим перемещением клина 17 в сквозном пазе 18 штанги 13 устанавливают зазор 19 требуемой величины в пределах от 0,2 до 0,8 мм между крышкой термофиксатора 16 и крайней дисковой заготовкой 20 секций ротора и фиксируют его. Величину зазора 19 контролируют щупом. В вакуумной камере секцию ротора закаляют, снимая напряжения в сварных участках. После этого проводят термообратотку, которая позволяет повысить механические свойства заготовки. Термообработку осуществляют ступенчато в несколько этапов (от 2 до 5 в зависимости от материала) в следующем порядке: нагревают секцию ротора в сборе с термофиксатором таким образом, что температурные напряжения возникающие в секции, вследствие неравномерности нагрева, не превышают напряжения текучести материала, из которого она изготовлена, при данном напряженно-деформированном состоянии, затем происходит выдержка в течение времени, необходимого для выравнивания температурного поля от 60 до 90 мин, в зависимости от массы конструкции, потом происходит нагрев до температуры при которых напряжения в секции ротора не превышают напряжения текучести материала при данном напряженно-деформированном состоянии и выдерживают также от 60 до 90 мин, в зависимости от массы конструкции, затем нагревают до температуры закалки и выдерживают в течение некоторого времени, необходимого для выравнивания температурного поля на всей секции ротора. После чего секцию ротора резко охлаждают. В зависимости от марки материала, температура охлаждения может быть от 400°С и ниже. Охлаждение проводят в камере охлаждения в среде аргона. Такое выполнение способа позволит снизить концентрацию напряжений в местах соединения электронно-лучевой сваркой дисковых заготовок ротора турбомашины, повышая тем самым ее эксплуатационные возможности. Затем, после термообработки, секцию ротора обрабатывают механически по замковым поверхностям, снятием материала и при необходимости производят шлифовку.
Использование изобретения позволяет обеспечить высокое качество и точность изготовления ротора, повышает надежность и увеличивает ресурс работы турбомашины.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ТУРБОМАШИНЫ | 2017 |
|
RU2682064C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕКЦИЙ РОТОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2018 |
|
RU2682065C1 |
| Способ изготовления моноколеса газотурбинного двигателя | 2018 |
|
RU2687855C1 |
| ЛОПАСТЬ ВОЗДУШНОГО ВИНТА ЛЕТАТЕЛЬНОГО АППАРАТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2749051C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНТЕГРАЛЬНОГО БЛИСКА С НЕОХЛАЖДАЕМЫМИ РАБОЧИМИ ЛОПАТКАМИ ДЛЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И ИНТЕГРАЛЬНЫЙ БЛИСК | 2011 |
|
RU2467177C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2001 |
|
RU2196672C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНТЕГРАЛЬНОГО БЛИСКА С ОХЛАЖДАЕМЫМИ РАБОЧИМИ ЛОПАТКАМИ, ИНТЕГРАЛЬНЫЙ БЛИСК И ОХЛАЖДАЕМАЯ ЛОПАТКА ДЛЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2011 |
|
RU2478796C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПЕРА ЛОПАТКИ ТУРБОМАШИНЫ | 2009 |
|
RU2440877C2 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХПРОВОДЯЩИХ ИЗДЕЛИЙ СВАРКОЙ ВЗРЫВОМ | 1997 |
|
RU2116176C1 |
| ЦЕНТРАТОР ДЛЯ СВАРКИ ТРУБ | 2003 |
|
RU2231433C1 |
Изобретение относится к области изготовления роторов турбомашин с применением электронно-лучевой сварки, термообработки и механической обработки замковых поверхностей, например, ротора компрессора высокого давления газотурбинного двигателя, детали которого изготовлены из никелевого жаропрочного сплава. Способ изготовления барабанно-дисковых секций ротора турбомашины заключается в том, что дисковые заготовки собирают в осевом фиксаторе с центровочной втулкой, сваривают с помощью электронно-лучевого воздействия в местах замковых поверхностей, образуя заготовку секции ротора, которую размещают в экранированном выполненном в виде пояса термофиксаторе. Термофиксатор состоит из основания, выполненного в виде диска со штангой, крышки и вкладышей, которые фиксируют концевые участки секций ротора, при этом крышку термофиксатора и крайнюю дисковую заготовку сваренной секции устанавливают с зазором и фиксируют его. Затем секцию ротора с термофиксатором помещают в вакуумную камеру и термически обрабатывают. Термообработка происходит поэтапно в следующем порядке: нагревают секцию ротора в сборе с термофиксатором таким образом, что температурные напряжения, возникающие в секции, вследствие неравномерности нагрева, не превышают напряжения текучести материала, из которого она изготовлена, при данном напряженно-деформированном состоянии, затем проводят выдержку в течение от 60 до 90 мин, потом нагревают до температуры, при которой напряжения в секции ротора не превышают напряжения текучести материала при данном напряженно-деформированном состоянии и выдерживают от 60 до 90 мин, затем нагревают до температуры закалки и выдерживают в течение времени, необходимого для выравнивания температурного поля на всей секции ротора, после чего секцию ротора охлаждают до температуры от 400°С и ниже в камере охлаждения в среде аргона. Затем обрабатывают механически замковые поверхности. Достигается высокое качество и точность изготовления ротора, повышение надежности и увеличение ресурса работы турбомашины. 3 ил.
Способ изготовления барабанно-дисковых секций ротора турбомашины, состоящих из дисковых заготовок с замковыми поверхностями, включающий соединение электронно-лучевой сваркой по замковым поверхностям, термообработку, механическую обработку замковых поверхностей, отличающийся тем, что дисковые заготовки собирают в осевом фиксаторе с центровочной втулкой, сваривают в местах замковых поверхностей, образуя заготовку секции ротора, затем проводят термообработку заготовки секции ротора путем размещения секции в экранированном выполненном в виде пояса термофиксаторе, состоящем из основания, выполненного в виде диска со штангой, крышки и вкладышей, которые фиксируют концевые участки секций ротора, при этом крышку термофиксатора и крайнюю дисковую заготовку сваренной секции устанавливают с зазором и фиксируют его, секцию ротора с термофиксатором помещают в вакуумную камеру и термообрабатывают поэтапно в следующем порядке: нагревают секцию ротора в сборе с термофиксатором таким образом, что температурные напряжения, возникающие в секции, вследствие неравномерности нагрева, не превышают напряжения текучести материала, из которого она изготовлена, при данном напряженно-деформированном состоянии, затем проводят выдержку в течение от 60 до 90 мин, потом нагревают до температуры, при которой напряжения в секции ротора не превышают напряжения текучести материала при данном напряженно-деформированном состоянии и выдерживают от 60 до 90 мин, затем нагревают до температуры закалки и выдерживают в течение времени, необходимого для выравнивания температурного поля на всей секции ротора, после чего секцию ротора охлаждают до температуры от 400°С и ниже в камере охлаждения в среде аргона, затем обрабатывают механически замковые поверхности.
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ТУРБОМАШИНЫ | 2017 |
|
RU2682064C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ТУРБИНЫ ИЗ НИКЕЛЕВОГО ЖАРОПРОЧНОГО СПЛАВА | 2014 |
|
RU2571673C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2001 |
|
RU2196672C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРОВ ГАЗОВЫХ ТУРБИН | 1986 |
|
SU1533138A1 |
| US 8533948 B2, 17.09.2013. | |||

