Изобретение относится к способу получения одного или более олефинов и одной или более карбоновых кислот и к соответствующей системе согласно ограничительной части независимых пунктов формулы изобретения.
Уровень техники
Окислительное дегидрирование (ОДГ) парафинов, имеющих от двух до четырех атомов углерода, в целом известно. В случае ОДГ указанные парафины взаимодействуют с кислородом с получением, помимо прочего, соответствующих олефинов и воды.
ОДГ может иметь преимущество перед более устоявшимися способами получения олефинов, такими как паровой крекинг или каталитическое дегидрирование. Отсутствуют ограничения по термодинамическому равновесию из-за экзотермичности протекающих реакций и практически необратимого образования воды. ОДГ можно выполнять при сравнительно низких температурах реакции. В принципе, не требуется регенерация использованных катализаторов, поскольку присутствие кислорода делает возможной регенерацию in situ. В конечном итоге, в отличие от парового крекинга, образуется меньшее количество бесполезных побочных продуктов, таких как кокс.
Дополнительные сведения в отношении ОДГ можно найти в соответствующей технической литературе, например, Ivars, F. and López Nieto, J.M., Light Alkanes Oxidation: Targets Reached and Current Challenges, а также Duprez, D. and Cavani, F. (eds.), Handbook of Advanced Methods and Processes in Oxidation Catalysis: From Laboratory to Industry, London 2014: Imperial College Press, стр. 767-834, или Gärtner С.A. et al., Oxidative Dehydrogenation of Ethane: Common Principles and Mechanistic Aspects, ChemCatChem, Vol. 5, No. 11, 2013, стр. от 3196 до 3217.
В WO 2017/144584 A1 раскрыт реактор для ОДГ, в котором присутствуют две реакционные зоны. Используют два отдельных контура охлаждающего агента, и в реакционных зонах присутствуют различные катализаторы.
В случае ОДГ, в частности, когда используют катализаторы MoVNbTeOx при соответствующих промышленных условиях, в качестве побочных продуктов из используемых парафинов образуется значительное количество соответствующих карбоновых кислот. В этой связи можно также обратиться к соответствующей технической литературе, например, Li, X. and Iglesia Е., Kinetics and Mechanism of Ethane Oxidation to Acetic Acid on Catalysts Based on Mo-V-Nb Oxides, J. Phys. Chem. C, Vol. 112, 2008, стр. 15001-15008. Для экономичной работы системы, как правило, неизбежно соответствующее совмещенное производство олефинов и соответствующих карбоновых кислот с использованием катализатора описанного типа. Это применимо, в частности, для получения этилена посредством ОДГ этана (ОДГ-Э), при котором одновременно образуется уксусная кислота, но также и для других случаев, описанных более подробно ниже.
В промышленной практике способы совмещенного производства обычно считаются менее привлекательными, поскольку они всегда подразумевают ограниченную производственную гибкость. Чтобы сделать такой способ привлекательным, оператору должна быть доступна легко управляемая и гибкая система, чтобы обеспечить при необходимости простейшую адаптацию распределения продукта к фактическому и/или экономически обоснованному спросу. В некоторых случаях может быть желательно в соответствующих способах сместить распределение продукта в направлении одного из образующихся продуктов, например, в сторону этилена в случае ОДГ-Э, особенно если существует повышенная рыночная рентабельность (больший объем рынка) для соответствующего продукта. Кроме того, желательны наивысшая возможная селективность по требуемому продукту и максимальная конверсия реагентов, чтобы снизить инвестиционные и эксплуатационные расходы в результате меньших объемов газа, подлежащего переработке. Изобретение направлено на решение этой задачи.
Краткое описание изобретения
Исходя из этого уровня техники, в изобретении предложен способ получения одного или более олефинов и одной или более карбоновых кислот и соответствующая система с признаками независимых пунктов формулы изобретения. Воплощения раскрыты в зависимых пунктах и нижеследующем описании.
Потоки материала, газовые смеси и т.д. в терминологии, используемой в этом документе, могут быть богаты или бедны одним или более компонентами, при этом термин «богатый» может представлять содержание по меньшей мере 95%, 96%, 97%, 98%, 99%, 99,5%, 99,9% или 99,99%, а термин «бедный» может представлять содержание не более 5%, 4%, 3%, 2%, 1%, 0,5%, 0,1% или 0,01%, в молярных, массовых или объемных процентах. Когда определяют множество компонентов, определение «богатый» или «бедный» относится к сумме всех компонентов. Если, например, ссылаются на «кислород» или «этан», это может быть как чистый газ, так и смесь, богатая соответствующим компонентом.
Для характеристики давлений и температур далее используют термины «уровень давления» и «уровень температуры», которые означают, что давление и температуры не следует использовать в качестве точных значений давления и температуры. Например, уровень давления или уровень температуры может составлять ±1%, 5%, 10%, 20% или 50% выше или ниже среднего значения. Множество уровней давления и температуры может представлять разъединенные или перекрывающиеся интервалы. Также может присутствовать тот же уровень давления или температуры, например, когда давление и температуры снижаются из-за потерь на линии или охлаждения. Уровни давления, указанные в этом документе в барах, представляют собой абсолютное давление.
Преимущества изобретения
Как уже было отмечено, для экономичной работы системы обычно неизбежно совмещенное производство этилена и уксусной кислоты, при использовании катализатора описанного типа в ОДГ, в частности, ОДГ-Э, хотя в промышленной практике способы совмещенного производства обычно считаются менее привлекательными. Воплощение гибкого каталитического процесса является сложной задачей, особенно если это экзотермический процесс, такой как ОДГ, в частности ОДГ-Э. В этом случае всегда необходимо предотвращать риск теплового прохода, что, в частности, сильно ограничивает настройку рабочих параметров. Кроме того, каталитические процессы включают множество частичных реакций, которые взаимно влияют друг на друга. Поэтому, как правило, очень трудно идентифицировать подходящие параметры процесса, которые надежно описывают реакции и которые подходят для управления процессом. То же самое применимо к конструкции реактора и к структуре используемого катализатора или катализаторов.
Если далее сделана ссылка в упрощенных терминах на производство этилена и уксусной кислоты, это не исключает возможности того, что в способе по изобретению также могут образовываться высшие олефины и карбоновые кислоты, в частности, при использовании соответствующего сырья, которое также содержит высшие парафины, помимо этана. В то время как при паровом крекинге, например, также могут образовываться более легкие олефины из более тяжелых парафинов, например из пропана - этилен, это не обязательно относится к ОДГ, в частности ОДГ-Э. Например, пропан в данном случае преимущественно превращается в пропилен и акриловую кислоту (пропеновую кислоту), но не в этилен. Однако может также происходить дополнительная реакция с образованием более легких продуктов, например, путем превращения акриловой кислоты посредством удаления диоксида углерода с образованием этилена, который затем вступает в реакцию с образованием уксусной кислоты. Соответствующая реакция описана, например, в Naumann d'Alnoncourt, L.-I. et al., Journal of Catalysis, Vol. 311, стр. 369-385. Если предметом изобретения является «получение олефина и карбоновой кислоты», олефин и карбоновая кислота могут иметь одинаковое или различное количество атомов углерода, даже если они образованы только из одного реагента. Изобретение также явно не исключает возможности того, что множество различных олефинов и/или карбоновых кислот может образоваться из одного или более различных реагентов.
Карбоновые кислоты, образующиеся при ОДГ, обычно отделяют с водой от потока технологического газа, образующегося при ОДГ. Если используют парафины с различной длиной цепи, получают водный раствор различных карбоновых кислот. Если это и одновременное образование высших олефинов нежелательно, сырье для реакции также может быть сформировано таким образом, что оно не содержит высших парафинов, например, посредством разделения, предусмотренного выше по потоку. Изобретение особенно подходит для применения в связи с ОДГ-Э, но также и для производства высших олефинов и карбоновых кислот путем ОДГ соответствующих более длинноцепочечных (более тяжелых, высших), в частности линейных, парафинов.
В обычных реакторах реального размера практическое ограничение степени конверсии этана, например от 40 до 45%, может быть определено при ОДГ-Э. Дальнейшее увеличение степени конверсии приводит к быстрому увеличению потерь в побочных продуктах, таких как оксиды углерода (СОх), и таким образом, также к повышенному риску выработки теплоты. В то же время было обнаружено, что отношение продуктов, этилена к уксусной кислоте, при ОДГ-Э зависит от парциального давления воды в технологическом газе на выходе из реактора. Парциальное давление воды, в свою очередь, в значительной степени зависит от содержания воды в реакционном сырье и от степени конверсии реакции. Желаемое увеличение конверсии этана привело бы к более высокому парциальному давлению воды на выходе из реактора и, таким образом, к неизбежному сдвигу в распределении продукта в сторону уксусной кислоты. Кроме того, было обнаружено, что для непрерывной работы реактора для ОДГ-Э необходимо поддерживать минимальное разбавление водой реакционного сырья, поскольку в противном случае происходит значительное снижение активности, и следовательно, эффективности катализатора.
Изобретение основано на понимании того, что описанные выше проблемы могут быть решены, по меньшей мере частично, с помощью реактора, имеющего множество реакционных зон. В пределах реакционных зон в изобретении температурное воздействие осуществляется в различной степени, в частности, таким образом, чтобы поддерживать минимальную температуру реакции в реакторе в целом или чтобы температура реакции не снижалась ниже заданного значения в направлении выхода из реактора. Этого достигают посредством селективного температурного воздействия, то есть температурного воздействия в различной степени в отдельных реакционных зонах. «Температурное воздействие в различной степени» в реакционных зонах в контексте изобретения следует понимать так, что по меньшей мере в одной реакционной зоне на температуру воздействуют так, что это воздействие отличается от температурного воздействия по меньшей мере в одной из других реакционных зон.
В принципе, «температурное воздействие» в контексте изобретения может включать нагрев или охлаждение соответствующей реакционной зоны. Степень нагрева может быть установлена, в частности, путем регулирования загрузки катализатора и/или активности катализатора на единицу объема в соответствующей реакционной зоне. Поскольку при более высокой загрузке катализатора и/или активности катализатора на единицу объема выделяемое тепло в каждом случае соответственно увеличивается (т.е. температура изменяется в большей степени), температура реакции может быть соответственно увеличена посредством более высокой загрузки катализатора и/или активности катализатора на единицу объема. Однако температура реакции также может быть увеличена благодаря тому, что в реакционной зоне, в которой должна быть получена более высокая температура реакции, осуществляют меньшую степень охлаждения или более высокую степень нагрева посредством соответствующего регулирующего температуру агента. Изобретение может охватывать обе альтернативы по отдельности или в подходящем сочетании друг с другом.
В частности, изобретение можно использовать с многоярусными слоями катализатора, каждый из которых расположен в одной или более реакционных трубках соответствующего реактора. В отличие от использования одноуровневого слоя катализатора или реактора только с одной реакционной зоной, изобретение открывает дополнительные возможности для экономической оптимизации соответствующих процессов. Однако простое использование многоярусного слоя катализатора или реактора с соответствующими реакционными зонами не обязательно является достаточным для этой цели, так как без использования дополнительных мер может произойти сдвиг распределения продукта в сторону уксусной кислоты из-за более высокого парциального давления воды.
Реактор, используемый в изобретении, может, в частности, быть выполнен в виде трубчатого реактора, то есть реактора, который имеет множество реакционных трубок, проходящих, по меньшей мере частично, параллельно. В данном случае каждая из реакционных трубок проходит через соответствующие реакционные зоны или образована соответствующими реакционными зонами. В данном случае в каждой из реакционных трубок может быть сформирован многоярусный слой катализатора и/или каждая из множества реакционных трубок может быть подвергнута различному регулированию температуры по ее длине в различной степени с помощью блока регулирования температуры, так что зоны реакции, подверженные температурному воздействию вдоль реакционных трубок, образуются в различной степени. Если ниже ссылаются на «трубчатый реактор», это, в частности, может быть известный реактор с пучком трубок. Указанные термины в данном случае используются как синонимы. Ссылка сделана на общие учебники по конструкции и эксплуатации реакторов с пучком трубок.
В изобретении, несмотря на повышенные степени конверсии, в целом может быть достигнут сдвиг селективности по ценному продукту в сторону большего количества этилена по сравнению с работой реактора только с одной соответствующей реакционной зоной. Этого достигают при такой же степени разбавления паром в реакционном сырье. Преимущества изобретения проистекают из того факта, что в направлении выхода из реактора температура реакции может быть поднята выше значения, которое выше, чем значение, которое было бы получено в реакторе непрерывного или постоянного действия. Температура реакции должна быть ограничена на входе в реактор обычным способом, чтобы не превышалась максимальная температура реакции. Однако, как было обнаружено в соответствии с изобретением, соответствующее ограничение оказывается невыгодным для последующих реакционных зон, поскольку на выходе из реактора оно приводит к занижению минимальной преимущественной температуры реакции. Однако предлагаемое в соответствии с изобретением регулируемое отклонение температуры гарантирует, что эта минимальная температура реакции не будет занижена.
Особое преимущество изобретения состоит в том, что при обеспечении слоев катализатора или соответствующих реакционных зон, которые имеют различную загрузку катализатора и/или активность катализатора на единицу объема, должны использовать только слои с переменной активностью катализатора, то есть может быть изменена только доля инертного материала в частицах катализатора, но состав самого активного каталитического материала может оставаться неизменным для всех слоев катализатора или реакционных зон. Таким образом, в контексте изобретения возможно преимущественное производство большого количества катализатора, который только «разбавляют» в различной степени инертным материалом в соответствующих слоях катализатора или реакционных зонах. Используя соответствующие меры, можно достичь особенно простого способа температурного воздействия в различной степени в соответствующих зонах реакции.
В целом, на этом фоне изобретение предлагает способ получения одного или более олефинов и одной или более карбоновых кислот. Как уже пояснялось, изобретение относится, в частности, к ОДГ-Э, то есть к случаю, в котором соответствующий олефин представляет собой этилен, а соответствующая карбоновая кислота представляет собой уксусную кислоту. Другими словами, в этом случае количество атомов углерода в каждом случае составляет два, и образуются олефин и карбоновая кислота. Однако, как отмечено, этот способ можно также использовать для производства высших олефинов, например, для производства пропилена и пропеновой кислоты из пропана, при этом количество атомов углерода равно трем. Однако, в контексте изобретения, количество атомов углерода также может быть равно четырем или возможно пяти. Однако в центре внимания изобретения находится ОДГ-Э, и изобретение описано ниже, в частности, со ссылкой на ОДГ-Э.
В способе согласно изобретению один или более парафинов подвергают окислительному дегидрированию. Принципы окислительного дегидрирования уже пояснялись во введении. В контексте изобретения окислительное дегидрирование проводят, как отмечено, в частности, в трубчатом реакторе, который, в частности, имеет реакционные трубки, через которые соответствующая газовая смесь протекает в продольном направлении. Реакционные трубки проходят, в частности, через пространство рубашки, через которое протекает регулирующий температуру агент. В одном воплощении изобретения пространство рубашки также может быть разделено, так что можно по-разному регулировать температуру реакционных трубок в секциях. В данном случае каждая секция реакционных трубок образует одну реакционную зону. Каждая из реакционных трубок содержит несущую конструкцию для удерживания материала катализатора (т.е. активного катализатора и компонентов инертного разбавителя, также называемых «слоем катализатора»).
В этом документе «слой катализатора» относится, в частности, к слою, который вводят в соответствующий реактор или реакционную трубку соответствующего реактора в особом положении и который включает инертный материал и активный катализатор. Соответствующие области различных реакционных трубок могут быть снабжены слоями катализатора с одинаковыми свойствами, в частности, в секциях. Это также может означать, что в этом случае слой катализатора распределяют по разным реакционным трубкам. Разбавление активного каталитического материала инертным материалом предпочтительно проводят во время производства соответствующих объемных тел, которые образуют слой катализатора, и его можно проводить таким образом, чтобы получить различные объемные тела с различной долей активного каталитического материала. В этом случае слой катализатора с заданным уровнем активности состоит целиком из идентичных объемных тел с соответствующей долей активного каталитического материала. В другом воплощении различные реакционные зоны с пониженной каталитической активностью также могут быть обеспечены путем физического смешивания инертных объемных тел и объемных тел с более высокой долей активного каталитического материала.
В контексте изобретения для окислительного дегидрирования используют реактор, имеющий множество реакционных зон, в котором газовую смесь с одним или более парафинами последовательно пропускают через реакционные зоны, и в котором по меньшей мере две из множества реакционных зон содержат катализатор одного и того же типа и/или их подвергают температурному воздействию в различной степени. Как отмечено выше, в общем, можно осуществлять два подхода, чтобы воздействовать на температуру этим способом.
Если в этом документе имеется в виду, что две реакционные зоны имеют катализатор «одного и того же типа», следует понимать, что в реакционных зонах присутствуют идентичные катализаторы в отношении их состава или рецептуры в одной и той же или (путем соответствующего разбавления инертным материалом) в различной концентрации. В частности, каждая соответствующая зона содержит один или два идентичных катализатора MoVNbTeOx, которые катализируют ОДГ.
В частности, для окислительного дегидрирования можно использовать реактор, в котором реакционные зоны сформированы в виде ярусной структуры из множества слоев катализатора или в виде реакционных зон, каждая из которых отделена от других одним слоем катализатора. Формирование соответствующих реакционных зон в виде многоярусных слоев катализатора, которые в этом случае образуют множество слоев катализатора, также в общем возможно в контексте изобретения. В данном случае газовую смесь, содержащую вышеуказанный парафин, последовательно пропускают через указанные реакционные зоны. В этом воплощении изобретения слой катализатора второй из указанных реакционных зон, через которую пропускают газовую смесь после того, как ее ранее пропустили через первую из реакционных зон, формируют с более высокой загрузкой катализатора и/или активностью катализатора на единицу объема, чем у слоя катализатора первой реакционной зоны.
Предлагаемое решение в соответствии с изобретением, в частности, имеет преимущество, заключающееся в том, что, по сравнению только с одной реакционной зоной, как конверсия используемого парафина, так и селективность по соответствующему олефину могут быть значительно увеличены с помощью множества реакционных зон, и, таким образом, процессом ОДГ-Э можно управлять значительно более экономичным образом.
В опытном реакторе, используемом заявителем, когда работали с одним слоем только с единственной зоной, были достигнуты максимальные степени конверсии этана, которые нельзя было дополнительно увеличить в случае единственной зоны, так как это повлекло бы за собой тепловой пробой реактора. В случае многоярусного слоя катализатора при идентичных в остальном условиях в отношении объемной скорости, давления и состава реакционного сырья было достигнуто дополнительное повышение степени конверсии этана без риска выработки тепла.
Решение согласно изобретению включает то, что это также эффективно приводит к различным температурам (реакции) в различных зонах, при этом различные температуры реакции могут быть достигнуты, например, посредством увеличения активности катализатора в направлении потока и/или варьируемого по зонам охлаждения/регулирования температуры реактора.
Другими словами, в этом воплощении изобретение обеспечивает увеличение загрузки катализатора и/или активности катализатора в направлении выхода из реактора и, напротив, уменьшение в направлении входа в реактор. При этом загрузка катализатора и/или активность катализатора могут быть отрегулированы, в частности, посредством различных степеней разбавления инертным материалом, причем активный каталитический материал, в частности, может быть идентичным в различных реакционных зонах. В контексте изобретения загрузку катализатора и/или активность катализатора повышают ступенчато, в частности, от зоны к зоне, что, в отличие от постепенного увеличения, позволяет особенно просто обеспечить соответствующий слой катализатора путем смешивания соответственно фиксированного количества инертного материала или использования таких же объемных тел. Соответствующие меры можно объединить с дополнительным ступенчатым регулированием температуры реакционных зон.
Использование многоярусного слоя катализатора или реактора с соответствующими реакционными зонами, предложенного таким образом в контексте поясненного выше воплощения изобретения, может обеспечить увеличение степени конверсии этана или другого парафина только с небольшими потерями суммарного количества продуктов (определенных в этом документе как сумма олефина или олефинов и карбоновой кислоты или карбоновых кислот, в частности, этилена и уксусной кислоты). В контексте изобретения, в частности, поддерживают максимальную температуру или, посредством выбора активности катализатора или загрузки катализатора, гарантируют, что соответствующая максимальная температура не будет превышена. Соответствующих преимуществ также можно достичь посредством различного регулирования температуры с использованием подходящих блоков регулирования температуры, или с помощью сочетания соответствующих мер.
В контексте соответствующего воплощения изобретения, как поясняется ниже, загрузку катализатора или каталитическую активность на единицу объема, которая увеличивается в направлении потока, или постепенное регулирование температуры, можно использовать для предотвращения избыточного образования карбоновой кислоты в таких областях путем поддержания минимальной температуры, которая является результатом соответственно присутствующей загрузки катализатора и/или активности катализатора, или соответственно отрегулированной экзотермичности и/или соответственно проведенного регулирования температуры.
Основной признак изобретения состоит в том, что выбор отдельных загрузок катализатора или активностей катализатора, а также определение размеров реакционных зон или слоев катализатора в них, или соответствующее ступенчатое регулирование температуры выполняют таким образом, чтобы температура технологического газа не снижалась недопустимым образом ни в одном из слоев катализатора.
В особенно преимущественном аспекте изобретения минимальная и максимальная температуры реакции, таким образом, заранее определены, и температурное воздействие, то есть регулирование загрузки катализатора и/или активности катализатора на единицу объема и/или соответствующее регулирование температуры в слоях катализатора, осуществляют таким образом, чтобы максимальная температура реакции не превышалась ни в одной из реакционных зон в любом соответствующем данном положении, и температура не падала ниже минимальной температуры реакции.
Как отмечено, такое формирование слоев катализатора или реакционных зон может также включать соответствующее определение размеров слоев катализатора или реакционных зон. В частности, в контексте изобретения, в направлении выхода из реактора, где достигают самых высоких парциальных давлений олефина или олефинов и самых низких парциальных давлений парафина или парафинов, соответственно реализуют или обеспечивают повышенную загрузку катализатора и/или активность катализатора, благодаря чему можно гарантировать, что температура здесь не будет ниже минимальной заданной температуры реакции. Поскольку в направлении выхода из реактора парциальные давления парафина или парафинов значительно ниже, чем в начале, также предпочтительно обеспечивают более высокую активность катализатора, так что «оставшиеся» парафины все еще могут быть преобразованы в достаточном количестве (и таким образом, также может быть произведено необходимое тепло для минимальной температуры).
В контексте изобретения, как неоднократно отмечено, преимущественно используют реактор, в котором используют множество реакционных трубок, проходящих, по меньшей мере частично, параллельно. Таким образом, это обычный реактор общеизвестного типа или реактор с пучком трубок. В частности, предусмотрено, что заданное положение, в котором максимальная температура реакции не должна быть превышена, и температура реакции не должна быть ниже минимальной, находится на центральной оси по меньшей мере одной из реакционных трубок.
Однако в контексте изобретения также может быть предусмотрено допускать до определенной степени превышение или занижение соответствующих температурных пределов. Например, может быть предусмотрено, что способ выполняют таким образом, чтобы максимальная температура реакции не превышалась, и температура реакции не снижалась ниже минимальной по меньшей мере в 30%, 60%, 80%, 90%, 95% или 99% каждой из реакционных зон. Здесь, в частности, также могут быть определены повышенные минимальные требования в направлении выхода из реактора. Другими словами, соответствующий способ можно осуществлять таким образом, чтобы минимальная температура реакции не была ниже минимальной во второй реакционной зоне при более высоком процентном содержании слоя катализатора, чем в слое катализатора первой реакционной зоны.
Преимущества изобретения вытекают, в частности, из того факта, что независимо от возможных промежуточных стадий десорбции и адсорбции после образования этилена или другого олефина, образование уксусной кислоты из этилена (или других карбоновых кислот из соответствующих олефинов) имеет значительно более низкую энергию активации и, следовательно, значительно более низкую зависимость от температуры, чем другие основные реакции во время ОДГ. Это применимо, в частности, по сравнению с образованием этилена или соответствующего другого олефина из этана или соответствующего парафина, но также по сравнению с различными реакциями, которые приводят к образованию оксидов углерода, то есть нежелательных побочных продуктов.
В контексте изобретения энергии активации количественно определяли на основе лабораторных экспериментов с различными составами сырья. Это наблюдение за поведением катализатора особенно примечательно, так как при повышенных температурах должно облегчаться образование всех в большей степени окисленных продуктов, таких как уксусная кислота, монооксид углерода и диоксид углерода. Однако, при изучении реакций в реакторах ОДГ-Э, работающих в промышленных условиях, заявитель смог показать, что реакции образования монооксида углерода и диоксида углерода при более высоких температурах непропорционально облегчаются по сравнению с реакцией образования уксусной кислоты. В принципе, скорости всех реакций, то есть в данном случае скорости образования всех продуктов, увеличиваются с повышением температуры. Однако явная разница в энергиях активации, в частности, значительно более низкая энергия активации последующей реакции этилена с образованием уксусной кислоты (и таким образом, значительно более низкая зависимость этой реакции от температуры) по сравнению со всеми другими реакциями, вызывает дальнейшую реакцию этилена, или скорость образования уксусной кислоты должна быть увеличена в меньшей степени за счет дальнейшей реакции этилена по сравнению с другими реакциями (основные реакции, вспомогательные реакции и последующие реакции). Это вызывает наблюдаемый сдвиг селективности. Однако следует подчеркнуть, что описанный механизм не обязательно должен быть основан на экспериментально наблюдаемых эффектах, и поэтому изобретение не ограничено приведенными выше пояснениями.
Исходя из фундаментальных соображений и без этого неожиданного открытия согласно изобретению, специалист в данной области не считал бы необходимым поддерживать определенную минимальную температуру в реакционной зоне или в слое катализатора, поскольку предполагалось бы, что с увеличением температуры будет образовываться в равной степени увеличивающееся количество уксусной кислоты. Однако, как показано в контексте изобретения, происходит обратное. Неожиданно, что именно уксусная кислота, которая нежелательна в контексте изобретения, образуется сравнительно более интенсивно при более низких температурах. Специалист в данной области предположил бы, что образование уксусной кислоты при повышенной температуре будет усилено аналогичным образом, и поэтому не стал бы выбирать или эксплуатировать реактор по воплощению, предложенному в изобретении. Поэтому специалист остался бы с соответственно более простым режимом работы или конструкцией реактора.
В изобретении используют сильно различающиеся зависимости от температуры отдельных реакций во время ОДГ, чтобы регулировать не только конверсию и общую селективность в отношении ценных продуктов, но также и распределение селективности между этими ценными продуктами посредством целенаправленного воздействия на температурные условия.
В контексте изобретения, в частности, используют трубчатый реактор, который выполнен таким образом, что он имеет входное отверстие и выходное отверстие, причем по меньшей мере две из указанных реакционных зон предусмотрены и расположены между входным отверстием и выходным отверстием реактора. При этом одна из реакционных зон, которая расположена ближе к выходному отверстию, чем другая реакционная зона, снабжена повышенной загрузкой катализатора и/или активностью катализатора на единицу объема или охлаждается в меньшей степени, чем другие реакционные зоны. Другими словами, в контексте изобретения на стороне выхода из реактора выбирают повышенную загрузку катализатора и/или активность катализатора на единицу объема, или осуществляют меньшее охлаждение. В контексте изобретения повышенная активность катализатора или меньшее охлаждение, в частности, можно также осуществлять только в «последней» реакционной зоне или в соответствующем слое катализатора, а предшествующие слои катализатора или соответствующие реакционные зоны могут иметь меньшую, в частности, постепенно снижающуюся активность катализатора и/или загрузку катализатора на единицу объема, или их можно соответственно более сильно охлаждать. Как отмечено, активность катализатора можно ступенчато увеличивать от зоны к зоне в направлении выхода из реактора. То же самое применимо в случае регулирования температуры, выполняемой в контексте изобретения.
В частности, реактор может иметь по меньшей мере одну дополнительную реакционную зону, через которую газовую смесь пропускают перед пропусканием ее через первую реакционную зону и вторую реакционную зону. В этом случае предусмотрено, в частности, что вторая реакционная зона сформирована с более высокой загрузкой катализатора и/или активностью катализатора на единицу объема, чем слой катализатора первой реакционной зоны, или дальнейшее охлаждение проводят в меньшей степени. Как отмечено, дополнительная реакционная зона также может иметь более низкую загрузку катализатора и/или более низкую активность катализатора на единицу объема, чем первая реакционная зона или ее слой катализатора.
Катализаторы, которые можно использовать в контексте изобретения, уже указаны выше. В частности, одни и те же катализаторы или катализаторы, имеющие одинаковый основной состав, можно использовать во всех слоях катализатора или реакционных зонах в контексте изобретения. Они могут быть обеспечены в различных концентрациях или в различном содержании на единицу объема, при этом можно выполнять разбавление, как отмечено выше. В частности, все реакционные зоны или слои катализатора в них могут иметь долю активного катализатора, составляющую по меньшей мере 0,1 масс. %. Содержание активного катализатора может также составлять, например, более 1, более 5 или более 10 масс. % от общей массы (share) активного катализатора. Соответствующее содержание зависит от активности катализатора. Если осуществляется различное регулирование температуры отдельных реакционных зон, катализатор может также необязательно оставаться полностью одинаковым по всей длине реакционных трубок. Возможно любое сочетание.
В контексте изобретения, в частности, предусмотрено, что реакционные зоны регулируют с помощью системы регулирования температуры с использованием одного или более потоков регулирующего температуру агента. В частности, можно использовать систему регулирования температуры с различными потоками регулирующего температуру агента, которые выборочно регулируют температуру конкретных реакционных зон или слоев катализатора. Таким образом может быть достигнута целенаправленная адаптация к требуемым максимальным и минимальным температурам соответственно. Таким образом, в частности, по меньшей мере один из потоков регулирующего температуру агента можно использовать для регулирования температуры только одной реакционной зоны или только части реакционных зон. «Регулирование температуры» (tempering) происходит, в частности, в форме охлаждения. Это можно осуществить, в частности, с помощью жидкой соли. При этом можно осуществлять все меньшую степень охлаждения, в частности, в направлении выхода из реактора.
Изобретение также основано на неожиданном открытии, что при парциальном давлении воды на выходе из одного или более реакторов, используемых для ОДГ-Э, составляющем от 50 до 500 кПа (абс.) (от 0,5 до 5 бар (абс.)), в частности, от 70 до 300 кПа (абс.) (от 0,7 до 3 бар. (абс.)), молярное отношение расхода уксусной кислоты к расходу этилена в выходном потоке (в дальнейшем преимущественно называемом «технологический газ») почти линейно зависит от парциального давления воды на выходе. Таким образом, это значение можно использовать в качестве параметра регулирования процесса, если необходимо установить конкретное отношение продуктов, уксусной кислоты к этилену. Парциальное давление воды в технологическом газе является результатом как добавления воды на входе в реактор или в соответствующее реакционное сырье, так и конверсии этана в реакторе и, таким образом, возможно, также текущей активности катализатора. В отличие от установления только содержания воды в реакционном сырье, которое без знания указанных дополнительных влияющих факторов может привести к сильным колебаниям парциального давления воды в технологическом газе и, таким образом, к изменению соотношений продуктов, гораздо более точное регулирование требуемого соотношения продуктов, следовательно, может быть достигнуто путем использования парциального давления воды в технологическом газе в качестве регулируемого параметра процесса. В то же время, в контексте изобретения, используя минимальное количество воды в реакционном сырье, можно поддерживать постоянную активность катализатора, которая в противном случае снизилась бы со временем.
Регулирование содержания воды в реакционном сырье, но не в технологическом газе, описано в ЕР 1201630 А2. Кроме того, в этом документе также указано, что можно регулировать давление, температуру и время пребывания в реакционной зоне. Однако уровень содержания воды в технологическом газе в этом документе не рассматривается. То же самое относится и к способу, описанному в US 4899003 А. Таким образом, в обоих случаях отсутствует вывод о том, что парциальное давление воды на выходе из реактора представляет собой регулируемый параметр процесса, посредством которого можно установить особенно надежно селективность по продукту способа, в котором осуществляют совмещенное производство этилена и уксусной кислоты с помощью ОДГ-Э с использованием вышеуказанного типа катализатора.
Указанные закономерности первоначально были обнаружены в контексте серии испытаний на окисление этана с постоянной входной температурой и варьируемой долей воды в реакционном сырье с использованием катализатора MoVNbTeOx. В этом случае может быть достигнута почти постоянная степень конверсии этана с практически постоянной селективностью по диоксиду углерода и монооксиду углерода. Напротив, молярные количества целевых продуктов, этилена и уксусной кислоты, изменяются противоположно друг другу именно в этом диапазоне. Установленный диапазон показывает непрерывный, почти линейный, противоположный ход отношения молярных расходов продуктов, уксусной кислоты к этилену. Для дальнейшего пояснения сделана ссылка на прилагаемые фиг. 2 и 3 и соответствующие пояснения.
Кроме того, аналогичные серии экспериментов были проведены при различных расходах и, следовательно, при различных объемных скоростях (массовый расход сырья на единицу массы катализатора в час, WHSV) и температурах в реакторе. Как и ожидалось, при более высоком расходе и, следовательно, при более высокой объемной скорости и более низкой температуре наблюдаются более низкие степени конверсии, но при равных парциальных давлениях воды на выходе из реактора отношение двух молярных расходов продуктов практически идентично значениям, определенным при более низком расходе. Это показывает, что управление процессом в вышеуказанной области может в значительной степени основываться на парциальном давлении воды на выходе. Частично четкий линейный ход отношения молярных расходов продуктов становится очевидным прежде всего для экономически целесообразной операции при более высоких степенях конверсии.
Дальнейшие серии экспериментов были проведены с использованием испытательного реактора, в котором также можно было продемонстрировать вышеупомянутые зависимости. Для получения подробной информации, в частности, сделана ссылка на прилагаемую фиг. 6 и соответствующие пояснения.
Таким образом, в изобретении предложено, в особенно преимущественном воплощении, удаление водосодержащего технологического газа из реактора и установление парциального давления воды в технологическом газе, в частности, в зависимости от заданного соотношения продуктов, в частности, от заданного отношения молярных расходов продуктов, уксусной кислоты к этилену или другой карбоновой кислоты к соответствующему олефину до значения от 50 до 500 кПа (абс.) (от 0,5 до 5 бар (абс.)), в частности, от 70 до 300 кПа (абс.) (от 0,7 до 3 бар (абс.)).
Таким образом, в изобретении предложено, в особенно преимущественном воплощении, удалять водосодержащий технологический газ из реактора и устанавливать парциальное давление воды в технологическом газе, в частности, в зависимости от заданного соотношения продуктов, в частности заданного молярного отношения расходов продуктов, уксусной кислоты к этилену или другой карбоновой кислоты к соответствующему олефину, на значении от 50 до 500 кПа (абс.) (от 0,5 до 5 бар (абс.)), в частности, от 70 до 300 кПа (абс.) (от 0,7 до 3 бар (абс.)). Как отмечено, стабильно непрерывное, почти линейное молярное отношение расходов продуктов, уксусной кислоты к этилену или других указанных соединений приводит к диапазону различных степеней конверсий и рабочих условий, так что в данном случае возможно особенно хорошо регулируемое совмещенное производство этих соединений с регулируемым производственным центром.
В контексте изобретения может быть в целом достигнут сдвиг селективности по ценному продукту в сторону большего количества этилена, несмотря на повышенные степени конверсии по сравнению с работой с одноярусным слоем катализатора или реактором, имеющим только одну соответствующую реакционную зону. Этого достигают при одинаковых степенях разбавления паром в реакционном сырье. Описанные меры по регулированию развития активности катализатора с течением времени путем регулирования различных парциальных давлений воды в газовой смеси, удаляемой из реактора, остаются в силе даже при использовании многоярусного слоя и являются предпочтительными, в частности, при объединении.
Таким образом, характеристические кривые селективности могут быть сдвинуты параллельно в сторону большего количества этилена, когда используют правильно сконструированный многоярусный слой катализатора или реактор, имеющий множество соответствующих реакционных зон. Таким образом, сохраняют возможность адаптации во время работы на основе регулирования парциального давления воды на выходе из реактора. То же самое относится и к случаю зонально различного температурного режима.
Таким образом, ограничения в дальнейшей экономической оптимизации процесса, описанные при использовании одноярусного слоя, могут быть преодолены посредством использования управления процессом с многоярусными слоями и целевого регулирования температуры. Таким образом, рентабельность и конкурентоспособность технологий ОДГ и ОДГ-Э заметно улучшаются.
В контексте изобретения окислительному дегидрированию подвергают газовую смесь, которая, помимо парафина или парафинов, также содержит кислород и, в частности, разбавители. Эту газовую смесь, в частности, можно также подавать в используемый реактор или реакторы в виде отдельных потоков материала и, таким образом, ее можно образовывать только в реакторе или реакторах. Например, поток парафинсодержащего материала и поток кислородсодержащего материала можно объединить для образования соответствующего реакционного сырья в используемом реакторе или реакторах или выше по потоку от реактора или реакторов.
Газовую смесь или один или более ее компонентов можно подвергать любой технологической обработке, такой как сжатие, расширение, охлаждение или нагревание, или также отделение частичных потоков, добавление дополнительных потоков материала или химическая реакция компонентов. В частности, в контексте изобретения образование соответствующей газовой смеси включает, например, нагрев. Во время этого нагрева, так называемого предварительного нагрева сырья, газовая смесь может быть доведена до температуры, которая позволяет начать ОДГ в реакционном блоке, который соединен с одним или более реакторами.
В частности, в одном способе согласно одному воплощению изобретения образование газовой смеси может включать объединение потока материала с одной или более дополнительными текучими средами. Таким образом можно подавать подходящую среду, которая, например, благоприятно влияет на условия реакции в случае ОДГ. Как было отмечено, ОДГ представляет собой сильно экзотермическую реакцию, поэтому для предотвращения теплового пробоя обычно добавляют так называемые разбавители, такие как инертные газы или пар. Соответствующие разбавители можно добавлять во время образования газовой смеси, то есть выше по потоку или только в одном или более реакторах. Кислород или кислородсодержащую газовую смесь, которая требуется в случае ОДГ, также можно добавлять, например, уже во время образования газовой смеси. Возможно, это также происходит только позднее.
В контексте изобретения предпочтительно измеряют парциальное давление воды и используют управление, посредством которого парциальное давление воды регулируют с использованием по меньшей мере одной регулируемой переменной. Как было отмечено, регулирование, основанное на парциальном давлении воды, может обеспечить гораздо более точное регулирование отношения продуктов, нежели чем регулирование только добавления воды в реакционное сырье.
Как было отмечено, изобретение используют, в частности, когда в окислительном дегидрировании используют катализатор, содержащий по меньшей мере элементы молибден, ванадий, ниобий и, возможно, теллур, то есть так называемый катализатор MoVTeNbO, поскольку при использовании такого катализатора образуются этилен и уксусная кислота и существуют вышеуказанные закономерности.
В контексте изобретения окислительное дегидрирование преимущественно осуществляют со степенью конверсии парафина по меньшей мере 15%. Степень конверсии этана, в частности, может составлять по меньшей мере 20, 25, 30, 35, 40 или 45%. Степень конверсии парафина, в частности, составляет менее 75%. Заданное отношение молярных расходов продуктов, уксусной кислоты к этилену или другой карбоновой кислоты к другому олефину, в частности, составляет от 0,05 до 0,5.
Термин «степень конверсии» в данном случае означает молярную долю используемых реагентов, в данном случае этана или другого парафина, которые в целом реагируют с образованием (основных и вспомогательных) продуктов. «Молярный расход продукта» для компонента описывает молярное количество компонента, которое выходит из одного или более реакторов в единицу времени.
В контексте изобретения парциальное давление воды в технологическом газе можно регулировать, в частности, путем добавления воды к потоку реакционного сырья и/или путем регулирования температуры реактора, при которой проводят окислительное дегидрирование. В этой связи, в частности, можно использовать различающееся по зонам температурное воздействие, предлагаемое в изобретении. Следовательно, это подходящие регулирующие переменные для вышеуказанного управления. Также может быть предусмотрено, например, выполнение грубой регулировки путем добавления воды к газовой смеси, подаваемой в реактор, и точной регулировки путем регулирования температуры в реакторе. Более высокая температура реактора приводит к более высокой степени конверсии, и следовательно, к образованию большего количества реакционной воды. Таким образом, в данном случае парциальное давление воды в технологическом газе, по меньшей мере частично, регулируют путем регулирования температуры в реакторе.
Добавляемое количество кислорода в реакционном сырье является еще одним определяющей переменной влияния. В контексте изобретения в особенно предпочтительном варианте этот параметр всегда подбирают таким образом, что на выходе из реактора содержание кислорода в технологическом газе всегда поддерживают от 0,01 до 50 мольн. %, предпочтительно от 0,1 до 5 мольн. %, особенно предпочтительно от 0,1 до 0,5 мольн. %, чтобы, во-первых, избежать восстановления материала катализатора из-за недостатка кислорода, а во-вторых, чтобы ограничить риски безопасности из-за высокого содержания кислорода. Однако эти ограничения приводят к тому, что регулирование добавления кислорода происходит ниже по потоку от основного определения рабочей точки и не оказывает заметного влияния на соотношение молярных расходов продуктов, пока гарантируется, что вышеуказанный диапазон для содержания кислорода на выходе сохраняется.
В контексте изобретения под регулируемым парциальным давлением воды понимают парциальное давление на выходе из одного или более реакторов, используемых для окислительного дегидрирования, например, непосредственно в конце слоя катализатора или присоединенной к нему линии. В частности, для технологического газа из окислительного дегидрирования на выходе из реактора, который еще не подвергли мерам, изменяющим его состав, в частности охлаждению, промывке и т.п.
Особенно предпочтительно, когда парциальное давление воды на выходе из реактора или реакторов идентифицируют и используют в качестве входной переменной регулирования. Способы определения воды и, таким образом, определения парциального давления воды в общем известны специалисту в данной области. Например, это могут быть обычные методы абсорбционной спектроскопии, такие как инфракрасная спектроскопия с преобразованием Фурье (FTIR) или абсорбционная спектроскопия с настраиваемым диодным лазером (TDLAS), в сочетании с обычными методами измерения давления.
В контексте изобретения окислительное дегидрирование особенно предпочтительно проводить в диапазоне температур или на уровне температуры от 240 до 500°С в реакторном слое используемого реактора или реакторов. В частности, диапазон температур может составлять от 260 до 400°С, особенно предпочтительно от 280 до 350°С. Общее давление на входе реактора или реакторов предпочтительно составляет от 0,1 до 1 МПа (абс.) (от 1 до 10 бар (абс.)), в частности, от 0,2 до 0,9 МПа (абс.) (от 2 до 9 бар (абс.)), боле конкретно, от 0,3 до 0,8 МПа (абс.) (от 3 до 8 бар (абс.)). Объемная скорость (WHSV) в реакторном слое реактора или реакторов составляет от 0,1 до 10 кг парафина/(ч⋅кг катализатора), предпочтительно от 0,5 до 5 кг парафина/(ч⋅кг катализатора), особенно предпочтительно от 0,7 до 3 кг парафина/(ч⋅кг катализатора). В частности, в этой области возможна описанная ранее регулировка молярных расходов продукта.
Способ согласно изобретению, в частности, можно осуществлять с использованием одного или более разбавителей, добавляемых к реакционному сырью и переносимых в технологический газ. Использование подходящих разбавителей, которые, в частности, обеспечивают стабильную и надежную работу реактора в случае сильно экзотермического ОДГ, в принципе, известно. Как было отмечено, в частности, может происходить добавление воды или водяного пара к реакционному сырью, чтобы установить требуемое парциальное давление воды в указанной области. Эта вода или этот водяной пар одновременно действует как разбавитель. Однако альтернативно или дополнительно можно использовать один или более дополнительных разбавителей.
В частности, в контексте изобретения можно использовать один или более разбавителей, выбранных из группы, состоящей из воды, метана, азота и по меньшей мере одного дополнительного инертного газа. Диоксид углерода также можно использовать в качестве разбавителя. Соответствующие разбавители не участвуют в реакции в реакторе или реакторах или участвуют всего лишь в небольшой степени, и поэтому переходят, по меньшей мере преимущественно, в технологический газ.
Кроме того, в контексте изобретения было обнаружено, что в случае ОДГ-Э, даже когда этилен вводят в реактор в качестве дополнительного сырьевого потока, то есть как часть исходного сырья для реакции, существует сильная функциональная связь между отношением молярных расходов продуктов, этилена и уксусной кислоты, и парциальным давлением воды на выходе из реактора. Таким образом, описанную работу системы также можно применять с дополнительной подачей этилена. Это позволяет, например, увеличить гибкость в отношении большего количества уксусной кислоты в качестве продукта, если это желательно. Однако это приводит к ожидаемым более высоким потерям в монооксиде углерода и диоксиде углерода. Таким образом, в некоторых случаях может быть предпочтительным вариант способа, в котором к реакционному сырью дополнительно добавляют этилен в заданном количестве, в частности от 0 до 50 мольных процентов. То же самое применимо и к другим олефинам.
Введение дополнительного этилена может происходить как в форме подачи из внешнего источника, так и в форме рециркуляции соответствующей фракции с участка разложения самой системы. «Участок разложения» представляет собой устройство, в котором компоненты или группы компонентов отделяют от технологического газа или полученной из него газовой смеси посредством термического разделения. Эту рециркуляцию можно осуществлять путем дополнительного удаления соответствующей фракции на участке разложения или путем изменения технических характеристик кубового продукта в ректификационной колонне, которую используют для разделения этана и этилена и которая предусмотрена на участке разложения. В этом случае, посредством адаптации условий разделения, таких как верхняя температура или давление, или же посредством использования соответственно сформированной, «менее точной» разделительной ректификационной колонны, часть полученного этилена, который в противном случае удаляют через верхнюю часть, специально переносят в нижнюю часть ректификационной колонны и отгоняют оттуда в иначе преобладающую этансодержащую фракцию. Его можно рециркулировать в реактор или реакторы.
Изобретение дополнительно распространяется на систему для получения одного или более олефинов и одной или более карбоновых кислот. В отношении дополнительных характеристик и преимуществ соответствующей системы сделана прямая ссылка на соответствующий независимый пункт формулы изобретения и приведенные выше пояснения. В частности, такая система предназначена для выполнения способа в соответствии с конкретными воплощениями, описанными выше, и имеет подходящие средства для этой цели. В этом отношении также делается ссылка на приведенные выше пояснения.
Для достижения особенно преимущественного воплощения система включает средства, которые предназначены для удаления из реактора технологического газа, содержащего воду, и для установки парциального давления воды в технологическом газе, удаляемом из реактора, на значении от 50 до 500 кПа (абс.) (от 0,5 до 5 бар (абс.)), частности, от 70 до 300 МПа (абс.) (от 0,7 до 3 бар (абс.)), в частности, в зависимости от заданного отношения продуктов, уксусной кислоты к этилену, или другой карбоновой кислоты.
Ниже изобретение пояснено более подробно со ссылкой на сопровождающие чертежи, которые, помимо прочего, иллюстрируют предпочтительные воплощения изобретения.
Краткое описание чертежей
На фиг. 1 показана система получения этилена и уксусной кислоты с реактором согласно одному воплощению изобретения.
На фиг. 2 показана селективность по отношению к этилену и уксусной кислоте.
На фиг. 3 показано отношение молярных расходов продуктов в отношении этилена и уксусной кислоты, чтобы проиллюстрировать известный уровень техники.
На фиг. 4 показано отношение молярных расходов продуктов в отношении этилена и уксусной кислоты, чтобы проиллюстрировать известный уровень техники.
На фиг. 5 показан способ, который можно использовать в контексте одного воплощения изобретения.
На фиг. 6 показана селективность по продуктам в контексте способа, не относящегося к изобретению.
На фиг. 7 показана селективность по продуктам в контексте способа, не относящегося к изобретению, и в контексте способа согласно одному воплощению изобретения.
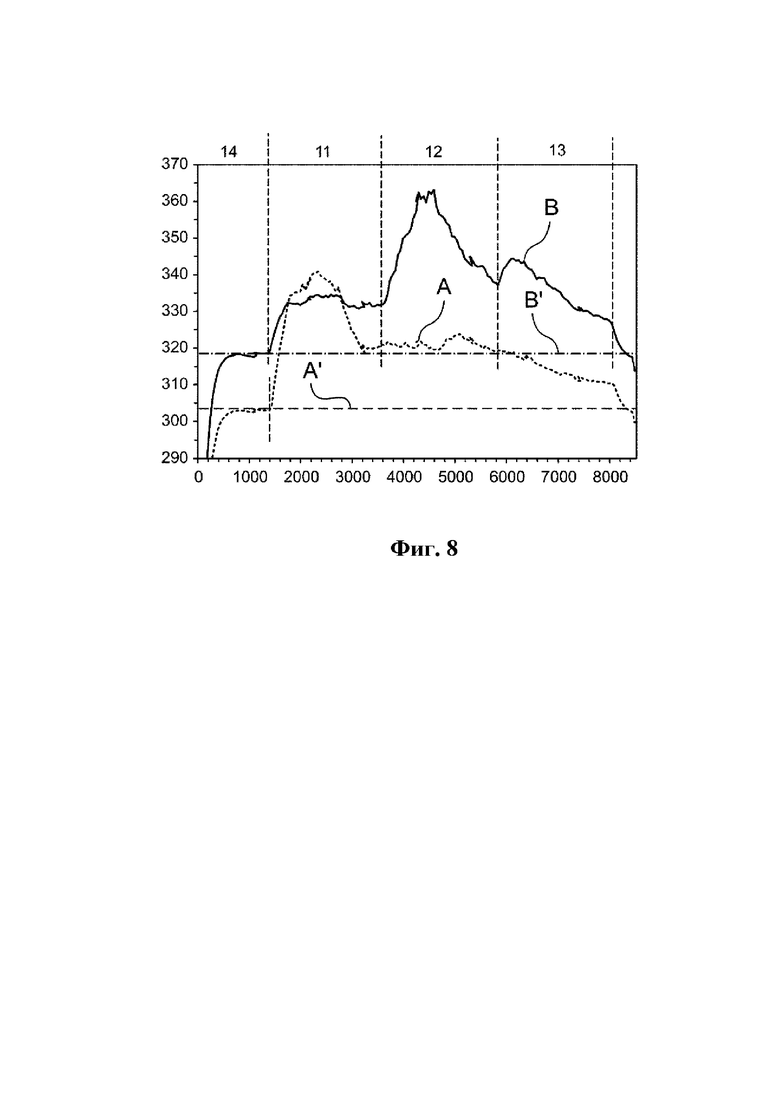
На фиг. 8 показаны кривые температуры реактора в контексте способа, не относящегося к изобретению, и в контексте способа согласно одному воплощению изобретения.
Подробное описание чертежей
На приведенных чертежах элементы, функционально или структурно соответствующие друг другу, обозначены идентичными номерами позиций и не объясняются повторно для ясности. Если части системы описаны ниже, пояснения, относящиеся к ним, также применимы аналогично к стадиям способа, реализуемым с помощью этих частей системы, и наоборот.
На фиг. 1 показана система для получения олефинов в соответствии с одним воплощением изобретения в форме сильно упрощенной схемы системы, которая в целом обозначена цифрой 100. Система 100 здесь показана только схематично. Хотя ниже описана система 100 для ОДГ этана (ОДГ-Э), как было отмечено, изобретение также подходит для использования в ОДГ высших углеводородов. В этом случае соответственно применимы следующие пояснения.
Система 100 имеет реактор 10, в который в показанном примере подают этансодержащую газовую смесь, полученную любым требуемым способом, в форме потока 101 материала. Поток 101 материала можно отбирать, например, из не показанной установки ректификации, на которой от исходной смеси отделяют высшие углеводороды. Поток 101 материала также, например, можно предварительно нагревать или подготавливать иным образом. Поток 101 материала может уже содержать кислород и, возможно, разбавитель, такой как водяной пар, но соответствующие среды также можно добавлять в реактор выше по потоку или в реактор 10, как это соответственно показано здесь, в виде потоков 102 и 103 материалов.
Реактор 10 имеет множество реакционных трубок 10с, расположенных параллельно (обозначенных только частично), которые проходят через множество реакционных зон 11, 12, 13, которых в показанном примере три, и которые окружены зоной 10d рубашки. В реакционных трубках 10с в каждом случае в соответствующих реакционных зонах предусмотрен слой 11а, 12а, 13а катализатора (показан только на одной реакционной трубке 10с). Газовую смесь, содержащую этан и кислород и возможно разбавитель, последовательно пропускают через реакционные зоны 11, 12, 13 в виде потока 101 материала или объединенных потоков 101-103 материалов. Выше по потоку от реакционных зон 11, 12, 13 присоединена инертная зона 14. Реакционные зоны 11, 12, 13 расположены между входным отверстием 10а и выходным отверстием 10b реактора 10, при этом одна из реакционных зон, на чертеже реакционная зона 13, которая расположена ближе к выходному отверстию 10b, чем другая из реакционных зон, в данном случае одна из реакционных зон 11 и 12, обозначена как «вторая» реакционная зона, а одна из других реакционных зон 11, 12 обозначена как «первая» реакционная зона. Слой 13а катализатора второй реакционной зоны 13, через который пропускают газовую смесь после того, как она предварительно прошла через первую реакционную зону 11, 12, в частности, формируют с более высокой загрузкой катализатора и/или активностью катализатора на единицу объема, чем слой 11а, 12а катализатора первой реакционной зоны 11, 12. Это приводит к преимуществам, которые также снова поясняют со ссылками на фиг. 7 и 8. Альтернативно или дополнительно также может происходить различающееся по зонам регулирование температуры.
Технологический газ выходит из реактора 10 в виде потока 104 технологического газа, содержащего этилен, образовавшийся в реакторе 10 посредством ОДГ части этана в потоке реакционного сырья. Кроме того, технологический газ содержит уксусную кислоту, которая также образовалась из этана в ходе ОДГ в реакторе 10, воду, монооксид углерода, диоксид углерода, непревращенный кислород, а также разбавитель или разбавители и другие соединения, если они были добавлены или были ранее сформированы в реакторе 10. Температуру реакционных трубок 10с регулируют посредством потока 105, 106 регулирующего температуру агента, который проходит через зону рубашки. Как не проиллюстрировано на чертеже, в частности, может быть предусмотрено множество контуров регулирующей температуру среды, которые регулируют температуру или охлаждают реакционные трубки 10с в секциях.
Само собой разумеется, что система 100 может иметь как один, так и множество реакторов 10, которые работают параллельно, например, как показано. В последнем случае соответствующее реакционное сырье, которое может иметь одинаковый или различный состав, соответственно подают в эти реакторы 10, и в каждом случае формируют соответствующие потоки 104 технологического газа. Последние можно, например, объединять и подавать совместно в качестве технологического газа на последующие стадии способа или в части системы.
Парциальное давление воды можно определять ниже по потоку от реактора 10. Его можно регулировать, например, путем добавления воды или пара к газовой смеси в форме потока 101 материала или потоков 102 или 103 материала. Дополнительное воздействие, в частности, точную регулировку можно осуществлять путем регулирования температуры в реакторе 100.
Последующие стадии способа или компоненты системы не показаны. Технологический газ может контактировать в системе с промывочной водой или подходящим водным раствором, в результате чего технологический газ, в частности, может быть охлажден, а уксусная кислота может быть вымыта из технологического газа. Технологический газ, который, по меньшей мере в значительной степени, не содержит уксусной кислоты, можно подвергать дальнейшей обработке и отделению этилена. Этан, содержащийся в технологическом газе, можно возвращать в реактор 10.
На фиг. 2 показана селективность относительно этилена и уксусной кислоты, полученная в соответствующем способе, на графике, где парциальные давления воды в барах (абс.) в технологическом газе, выходящем из реактора, нанесены на ось абсцисс в зависимости от значений селективности, показанных в процентах по оси ординат. Значения селективности, показанные для отдельных продуктов, рассчитаны из отношения молярного расхода соответствующего продукта к молярному количеству этана, которое преобразуется в единицу времени в реакторе.
Представленные данные относятся к двум сериям испытаний с различными расходами, таким образом, с различными объемными скоростями и различными температурами. В обеих сериях экспериментов этилен на входе в реактор не добавляли. Как и ожидалось, при более высоких расходах происходит более низкая конверсия (примерно 19% вместо примерно 40%), но селективность по продуктам и, таким образом, молярный расход продуктов (соответствующий здесь отношению двух селективностей) практически идентичны при одинаковых парциальных давлениях воды на выходе из реактора. Это показывает, что управление процессом в вышеуказанной области может в значительной степени основываться на парциальном давлении воды на выходе.
Значения, полученные при более высоких расходах и более низких степенях конверсии, показаны для этилена закрашенными (черными) квадратами, а для уксусной кислоты закрашенными (черными) треугольниками, в то время как значения, полученные при более низких расходах и более высоких степенях конверсии, соответственно показаны для этилена не закрашенными (белыми) квадратами, а для уксусной кислоты не закрашенными (белыми) треугольниками.
Отношение количества продуктов в зависимости от парциального давления воды на выходе из реактора снова показано на фиг. 3. Здесь парциальное давление воды в барах (абс.) на оси абсцисс нанесено в зависимости от отношения молярных расходов продуктов, уксусной кислоты к этилену (что здесь соответствует отношению значений, показанных на фиг. 2, друг к другу). На этом чертеже отношения молярных расходов продуктов для более высоких расходов и более низких степеней конверсии показаны закрашенными (черными) квадратами, а для более низких расходов и более высоких степеней конверсии - не закрашенными (белыми) квадратами. Частично явно линейный ход смеси продуктов очевиден, прежде всего, для экономически целесообразной операции с более высокой конверсией.
Такое упрощенное поведение реакционной системы можно объяснить двумя эффектами, которые могут быть подтверждены экспериментально, но которые здесь явно указаны как не связывающие: с одной стороны, окисление образовавшегося этилена облегчается при повышенных парциальных давлениях воды, при этом селективность образования уксусной кислоты увеличивается. В то же время десорбции уксусной кислоты, образующейся с поверхности катализатора, способствует повышенное парциальное давление воды, в результате чего доступно меньшее количество уксусной кислоты для последующего окисления уксусной кислоты до монооксида углерода и диоксида углерода, аналогичным образом происходящего на катализаторе. Это приводит к сдвигу общей селективности в отношении уксусной кислоты с практически постоянной селективностью по монооксиду углерода и диоксиду углерода.
Определяющее влияние парциального давления воды на выходе на отношение продуктов, уксусной кислоты и этилена, может быть продемонстрировано дополнительными измерениями, частично с использованием различных сред для разбавления и широко варьируемых экспериментальных условий. Ссылка сделана на фиг. 4, где показаны соответствующие отношения молярного расхода продуктов, уксусной кислоты к этилену. Иллюстрация соответствует фиг. 3.
На фиг. 5 показан соответствующий способ в виде блок-схемы, в общем обозначенной 200. В каждом случае 211-214 обозначают частичные цели, которые должны быть достигнуты, а 221-224 обозначают настройки или технические характеристики, которые должны быть реализованы специально для этой цели.
Требуемое распределение продуктов, уксусной кислоты к этилену, задают на стадии 211. На основании этого на стадии 221 устанавливают целевое значение парциального давления воды на выходе из реактора. На основе общего количества продуктов, заданного на стадии 212 и соответствующих объемов рециркуляции, расход и, следовательно, степени конверсии в реакторе (см., в частности, фиг. 2 и 3) устанавливают на стадии 222.
На стадии 213 соответственно достигают определенной рабочей точки, для чего на стадии 223 регулируют содержание воды в потоке реакционного сырья. Точную настройку рабочей точки, на стадии 214, выполняют путем регулирования температуры реактора на стадии 224. В каждом случае отслеживают парциальное давление воды на выходе из реактора.
На фиг. 6 показаны результаты трех выбранных экспериментов 52, 56 и 71, выполненных в контексте обширной серии экспериментов с использованием опытного реактора. В свою очередь, в контексте всей серии экспериментов, наблюдали сильную корреляцию отношения продуктов, этилена к уксусной кислоте, с парциальным давлением воды на выходе из реактора. Это применимо к различным степеням конверсии и различным условиям процесса, т.е. к измененным составам, текущим количествам, давлениям и температурам.
Эксперименты 52 и 71 проводили при одинаковых объемных скоростях 0,9 кг этана/(кг катализатора×час); в эксперименте 56, с другой стороны, объемная скорость составляла 1,4 кг этана/(кг катализатора×ч). Парциальное давление воды на входе в реактор составляло 0,56 бар (56 кПа) для эксперимента 52, 0,58 бар (58 кПа) для эксперимента 56 и 0,46 бар (46 кПа) для эксперимента 71. Другими словами, в экспериментах 52 и 56 на входе в реактор использовали почти одинаковые парциальные давления воды, а в эксперименте 71 парциальное давление воды на входе в реактор явно уменьшали. Парциальные давления воды на выходе из реактора составляли 1,28 бар (128 кПа) для эксперимента 52, 0,99 бар (99 кПа) для эксперимента 56 и 1,00 бар (100 кПа) для эксперимента 71. Другими словами, поэтому в экспериментах 56 и 71 наблюдали почти идентичные парциальные давления воды на выходе из реактора, а в эксперименте 52 парциальное давление воды на выходе из реактора значительно отклонялось. Различные парциальные давления воды на выходе из реактора для экспериментов 52 и 56 были вызваны различными объемными скоростями при практически равных парциальных давлениях воды на входе в реактор.
Экспериментальные условия для экспериментов 52, 56 и 71 снова сведены в таблице ниже. Температура соли в этой таблице представляет собой температуру расплавленной соли, которую использовали для охлаждения реактора, и поэтому является ссылочной для температуры реактора.


В эксперименте 52 использовали сырье с 56,7 мольных процентов этана, 19,6 мольных процентов кислорода, 14,8 мольных процентов воды и 8,9 мольных процентов азота; в эксперименте 56 использовали сырье с 60,2 мольных процентов этана, 18,4 мольных процентов кислорода, 15,8 мольных процентов воды и 5,7 мольных процентов азота; а в эксперименте 71 использовали сырье с 57,3 мольных процентов этана, 18,8 мольных процентов кислорода, 14,9 мольных процентов воды и 9,0 мольных процентов азота.
На фиг. 6 показаны значения селективности (S) для этилена (С2Н4), уксусной кислоты (АсОН), монооксида углерода (СО), диоксида углерода (СО2) и остаточных соединений (остаток не виден из-за низких значений) для трех экспериментов 52, 56 и 71. На чертеже на оси ординат показаны значения селективности. Степень конверсии этана в трех экспериментах 52, 56 и 71 изменялась не более чем на 5%.
Хорошо видно, что в экспериментах 56 и 71 аналогичные отношения продуктов наблюдали при одинаковых парциальных давлениях воды на выходе и различных парциальных давлениях воды на входе. Отношение молярного расхода продуктов, уксусной кислоты к этилену (соответствующее здесь отношению соответствующих селективностей) в экспериментах 56 и 71 в каждом случае составляет около 0,14. С другой стороны, в экспериментах 52 и 56 присутствуют аналогичные парциальные давления воды, но из-за измененных объемных скоростей на выходе имеются существенно различные парциальные давления воды на выходе. Несмотря на схожее парциальное давление воды на входе, явно различные отношения продуктов также получены для контрольных точек 52 и 56. Отношение молярного расхода продуктов, уксусной кислоты к этилену, составляет около 0,17 для эксперимента 52 и, таким образом, намного выше, чем указанное выше значение для эксперимента 56.
В контексте изобретения сдвиг селективности по ценному продукту в сторону большего количества этилена в целом может быть достигнут, несмотря на повышенные степени конверсии по сравнению с работой одноярусного слоя катализатора или реактора, имеющего только одну соответствующую реакционную зону. Этого достигают при одинаковых степенях разбавления паром в реакционном сырье. Условия для регулирования развития активности катализатора во времени путем регулирования парциального давления воды в реакционном сырье или газовой смеси, вытекающей из соответствующего реактора, сохраняют свою силу даже при использовании многоярусного слоя.
Таким образом, показанные характеристические кривые селективности могут быть смещены параллельно к большему количеству этилена, когда используют правильно сформированный многоярусный слой катализатора или реактор, имеющий множество соответствующих реакционных зон. Таким образом сохраняется возможность адаптации во время работы на основе регулирования парциального давления воды на выходе из реактора.
Таким образом, ограничения в дальнейшей экономической оптимизации описанного способа при использовании одноярусного слоя, могут быть преодолены посредством применения управления способом с использованием многоярусных слоев и целевого регулирования температуры. Таким образом, рентабельность и конкурентоспособность технологии ОДГ-Э заметно улучшаются.
На фиг. 7 показаны, сопоставимые с фиг. 6 значения селективности (S) для этилена (С2Н4), уксусной кислоты (АсОН), монооксида углерода (СО), диоксида углерода (СО2) и остаточных соединений (остаток не виден из-за низких значений), хотя для случая А обычного реактора с одноярусным слоем катализатора и для случая В многоярусного слоя катализатора, в данном случае для реактора с тремя реакционными зонами, имеющего увеличивающуюся активность катализатора или содержание катализатора на единицу объема. На этом чертеже на оси ординат также показаны значения селективности. В каждом случае использовали идентичный состав реакционного сырья и идентичные массовые потоки.
В обоих случаях А и В не может быть достигнуто заметного увеличения степени конверсии посредством дальнейшего повышения температуры без повышенного риска выработки тепла или значительного увеличения образования оксидов углерода. Однако при использовании трехъярусного слоя или трех соответствующих реакционных зон в соответствующих зонах катализатора может быть установлена минимальная температура на 15 K выше, в результате чего в случае В может значительно повыситься степень конверсии и селективность по этилену по сравнению со случаем А. Связанные с этим потери ценных продуктов в сторону оксидов углерода являются низкими.
В 100% всех трех реакционных зон или слоев катализатора в них поддерживали температуру процесса по центральной оси не менее 318,5°С. В 100% последних двух реакционных зон в направлении выхода из реактора (случай В) поддерживали равномерную температуру процесса на центральной оси не менее 327°С. Для сравнения, минимальная температура во всем одноярусном слое (случай А) составляет 303,5°С и 310°С в конце слоя катализатора.
На фиг. 8 соответствующие температурные кривые снова проиллюстрированы реактором 10 для случаев, также обозначенных здесь буквами А и В, где по оси абсцисс указана длина реактора в мм, а по оси ординат показана температура в °С. Реакционные зоны, обозначенные здесь также 11, 12 и 13, присутствуют только в случае В. В случае А вместо трех реакционных зон, обозначенных 11, 12 и 13, присутствует только одна реакционная зона. В обоих случаях перед реакционной зоной или реакционными зонами находится инертная зона 14. Также показаны температуры охлаждающей жидкости (жидкой соли), обозначенные А' и В'.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и установка для производства олефинов | 2018 |
|
RU2764129C2 |
| Способ и установка для производства олефинов | 2017 |
|
RU2772228C2 |
| ОКИСЛИТЕЛЬНОЕ ДЕГИДРИРОВАНИЕ ЭТАНА И ИЗВЛЕЧЕНИЕ УКСУСНОЙ КИСЛОТЫ | 2016 |
|
RU2725646C2 |
| КАТАЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ОКИСЛИТЕЛЬНОГО ДЕГИДРИРОВАНИЯ ЭТАНА И СПОСОБ НЕПРЕРЫВНОГО ОКИСЛИТЕЛЬНОГО ДЕГИДРИРОВАНИЯ ЭТАНА С ЕГО ИСПОЛЬЗОВАНИЕМ | 2012 |
|
RU2488440C1 |
| Гетерогенные катализаторы окислительного дегидрирования алканов или окислительного сочетания метана | 2016 |
|
RU2708623C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВИНИЛАЦЕТАТА | 2000 |
|
RU2239626C2 |
| СПОСОБ ПОЛУЧЕНИЯ РАЗВЕТВЛЕННЫХ ОЛЕФИНОВ, СПОСОБ ПОЛУЧЕНИЯ ПОВЕРХНОСТНО-АКТИВНОГО ВЕЩЕСТВА, СПОСОБ ПОЛУЧЕНИЯ АЛКОГОЛЬСУЛЬФАТОВ, КОМПОЗИЦИЯ РАЗВЕТВЛЕННЫХ ОЛЕФИНОВ, ИЗОПАРАФИНОВАЯ КОМПОЗИЦИЯ И ПОВЕРХНОСТНО-АКТИВНОЕ ВЕЩЕСТВО | 2002 |
|
RU2358959C2 |
| РЕГЕНЕРАЦИЯ СОДЕРЖАЩИХ МЕТАЛЛ КАТАЛИЗАТОРОВ | 2011 |
|
RU2579147C2 |
| СПОСОБ ДЕГИДРИРОВАНИЯ ЭТИЛБЕНЗОЛА ДО СТИРОЛА | 2000 |
|
RU2214992C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ОЛЕФИНОВ ИЗ ОКСИГЕНАТОВ | 2020 |
|
RU2806768C2 |





Изобретение относится к области органической химии, конкретно к способу получения этилена и уксусной кислоты, в котором этан подвергают окислительному дегидрированию в реакторе (10), имеющем множество реакционных зон (11, 12, 13), при этом газовую смесь, содержащую этан, последовательно пропускают через реакционные зоны (11, 12, 13), и по меньшей мере две из множества реакционных зон (11, 12, 13) содержат катализаторы одинакового типа, и их подвергают различным температурным воздействиям. Катализаторы одинакового типа содержат по меньшей мере элементы молибден, ванадий, ниобий и возможно теллур, одинакового основного состава и обеспечены в различных концентрациях или в различном содержании на единицу объема. Окислительное дегидрирование проводят в температурном диапазоне от 240 до 500°C и в диапазоне давления на входе реактора от 0,1 до 1 МПа абсолютного давления. Кроме этого, объектом изобретения также является система для осуществления способа получения этилена и уксусной кислоты. Техническим результатом изобретений является обеспечение способа и адаптированной системы для гибкого технологического смещения в сторону увеличения селективности по более необходимому альтернативному продукту с сохранением максимальной конверсии этана. 2 н. и 12 з.п. ф-лы, 8 ил., 1 табл.
1. Способ получения этилена и уксусной кислоты, в котором этан подвергают окислительному дегидрированию, в котором для окислительного дегидрирования используют реактор (10), имеющий множество реакционных зон (11, 12, 13), газовую смесь, содержащую этан, последовательно пропускают через реакционные зоны (11, 12, 13), и по меньшей мере две из множества реакционных зон (11, 12, 13) содержат катализаторы одинакового типа, и их подвергают различным температурным воздействиям, при этом катализаторы одинакового типа представляют собой катализаторы, содержащие по меньшей мере элементы молибден, ванадий, ниобий и возможно теллур одинакового основного состава, которые обеспечены в различных концентрациях или в различном содержании на единицу объема, и окислительное дегидрирование проводят в температурном диапазоне от 240 до 500°C и в диапазоне давления на входе реактора от 0,1 до 1 МПа (от 1 до 10 бар) абсолютного давления.
2. Способ по п. 1, в котором вторую из реакционных зон (13), через которую газовую смесь пропускают после того, как ее пропустили через первую из реакционных зон (11, 12), формируют с более высокой загрузкой катализатора и/или с более высокой активностью катализатора на единицу объема, чем первую реакционную зону (11, 12).
3. Способ по п. 1 или 2, в котором минимальная и максимальная температура реакции заранее определены, и на температуру в реакционных зонах (11, 12, 13) воздействуют таким образом, чтобы максимальная температура реакции не превышалась ни в одной из реакционных зон (11, 12, 13) в любом заданном положении, и температура не падала ниже минимальной температуры реакции.
4. Способ по п. 3, в котором используют реактор (10), который включает множество по меньше мере частично параллельных реакционных трубок (10с), при этом заданное положение находится на центральной оси по меньшей мере одной из множества реакционных трубок (10с).
5. Способ по любому из предшествующих пунктов, который осуществляют таким образом, чтобы максимальная температура реакции не превышалась и температура реакции не снижалась ниже минимальной по меньшей мере в 30% каждой из реакционной зон (11, 12, 13).
6. Способ по п. 5, который осуществляют таким образом, чтобы во второй реакционной зоне (13) максимальная температура реакции не превышалась в большей процентной доле, и минимальная температура реакции не снижалась ниже минимальной в большей степени, чем в первой реакционной зоне (11, 12).
7. Способ по любому из предшествующих пунктов, в котором реактор (10) имеет по меньшей мере одну дополнительную реакционную зону (11), через которую газовую смесь пропускают перед пропусканием ее через первую реакционную зону (12) и вторую реакционную зону (13).
8. Способ по п. 7, в котором слой (13а) катализатора второй реакционной зоны (13) формируют с более высокой загрузкой катализатора и/или активностью катализатора на единицу объема, чем слой (11а) катализатора дополнительной реакционной зоны (11, 12).
9. Способ по любому из предшествующих пунктов, в котором каждый из слоев (11a, 12a, 13a) катализатора реакционных зон (11, 12, 13) имеет долю активного катализатора по меньшей мере 0,1 масс.%.
10. Способ по любому из предшествующих пунктов, в котором реакционные зоны (11, 12, 13) являются регулируемыми по температуре посредством одного или более потоков (105, 106) регулирующего температуру агента.
11. Способ по п. 10, в котором система регулирования температуры снабжена множеством потоков (105, 106) регулирующего температуру агента, где по меньшей мере один из множества потоков (105, 106) регулирующего температуру агента используют для регулирования температуры только одной реакционной зоны или только одной части реакционных зон (11, 12, 13).
12. Способ по любому из предшествующих пунктов, в котором из реактора (10) удаляют технологический газ, содержащий воду, и способ включает регулировку парциального давления воды в технологическом газе, удаляемом из реактора (10), до значения в диапазоне от 50 до 500 кПа (абс.) (от 0,5 до 5 бар (абс.)).
13. Система (100) для получения этилена и уксусной кислоты, которая выполнена для осуществления окислительного дегидрирования этана, где система (100) для окислительного дегидрирования содержит реактор (10), содержащий множество реакционных зон (11, 12, 13), обеспечены средства, выполненные для пропускания газовой смеси с этаном последовательно через реакционные зоны (11, 12, 13), по меньшей мере две из множества реакционных зон (11, 12, 13) содержат катализаторы одинакового типа, и обеспечены средства, выполненные для осуществления различного температурного воздействия по меньшей мере в двух реакционных зонах (11, 12, 13), при этом катализаторы одинакового типа представляют собой катализаторы, содержащие по меньшей мере элементы молибден, ванадий, ниобий и возможно теллур одинакового основного состава, которые обеспечены в различных концентрациях или в различном содержании на единицу объема, и система предназначена для проведения окислительного дегидрирования в температурном диапазоне от 240 до 500°C и в диапазоне давления на входе реактора от 0,1 до 1 МПа (от 1 до 10 бар) абсолютного давления.
14. Система (100) по п. 13, содержащая средства, выполненные для удаления технологического газа, содержащего воду, из реактора (10) и для установки парциального давления воды в технологическом газе, удаляемом из реактора (10) на значении в диапазоне от 50 до 500 кПа (абс.) (от 0,5 до 5 бар (абс.)), в частности, от 70 до 300 кПа (абс.) (от 0,7 до 3 бар (абс.)), в зависимости от заданного отношения продуктов, уксусной кислоты к этилену.
| WO 2017144584 A1, 31.08.2017 | |||
| WO 2018019761 A1, 01.02.2018 | |||
| СПОСОБ ПОЛУЧЕНИЯ ПРОПИЛЕНА ТЕРМИЧЕСКИМ ИЛИ ОКИСЛИТЕЛЬНЫМ ДЕГИДРИРОВАНИЕМ ПРОПАНА, КАТАЛИЗАТОР, РЕАКТОР ДЛЯ ПОЛУЧЕНИЯ ПРОПИЛЕНА ТЕРМИЧЕСКИМ ДЕГИДРИРОВАНИЕМ ПРОПАНА И РЕАКТОР ДЛЯ ПОЛУЧЕНИЯ ПРОПИЛЕНА ОКИСЛИТЕЛЬНЫМ ДЕГИДРИРОВАНИЕМ ПРОПАНА | 2007 |
|
RU2344116C1 |
| СПОСОБ ДЕГИДРИРОВАНИЯ НЕНАСЫЩЕННОГО УГЛЕВОДОРОДА | 2003 |
|
RU2335485C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОЛЕФИНОВЫХ УГЛЕВОДОРОДОВ | 2002 |
|
RU2214383C1 |
| СПОСОБ ОКИСЛИТЕЛЬНОЙ КОНВЕРСИИ ЭТАНА В ЭТИЛЕН | 2015 |
|
RU2612305C1 |

