ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее техническое решение относится к области компьютерных технологий, в частности, к способу и системе автоматизированного определения повреждений конвейерной ленты с помощью анализа данных вибрации от вибродатчиков, размещаемых на элементах конвейера.
УРОВЕНЬ ТЕХНИКИ
[0002] Во многих отраслях промышленности, например, таких как горнодобывающая, перерабатывающая, энергетическая, химическая, в сфере перевалки грузов и др. используется конвейерный транспорт для транспортировки сыпучих грузов. Сыпучий груз, будь то отвальная порода, руда, уголь, кокс, шихта, концентрат, агломерат, окатыш, химические вещества или иное транспортируется непосредственно на конвейерной (транспортерной) ленте от места загрузки, как правило в районе хвостового барабана, до места разгрузки, как правило в районе головного/приводного барабана. В ходе эксплуатации конвейера могут возникать аварийные ситуации, связанные с повреждением конвейерной ленты и, в том числе, с наиболее тяжелым повреждением - продольный порыв (порез) ленты, который ведет к частичной или полной потере ленты и незапланированным простоям конвейерного транспорта в связи с ремонтом или заменой конвейерной ленты.
[0003] Продольные порывы конвейерной ленты могут быть вызваны рядом причин:
- Попаданием в транспортируемый материал инородных рудозасоряющих материалов, например зуб экскаватора, лом, арматура, стальной лист и т.д. Такие предметы в месте загрузки могут пробить конвейерную ленту, заклинить и стать причиной ее продольного порыва;
- Тяжелые, крупные и остроконечные куски руды, которые также могут пробить ленту, заклинить и продольно ее порвать;
- Острые элементы, вышедших из строя роликов, очистительных скребков, става или иных частей конвейера, могут пробить и продольно порезать ленту.
[0004] Чем быстрее будет осуществлена локализация и обнаружение аварийной ситуации на конвейере для его остановки, тем меньшее количество транспортерной ленты будет потеряно в результате ее повреждения.
[0005] Наибольшее распространение получили системы защиты конвейерной ленты от продольного порыва, которые работают на принципе повреждения элементов, ввулканизированных в ленту (индуктивные петли, вставки, антенны и т.п.). Примером такого решения является система CONTI RipProtect производимая компанией Continental® (https://www.continental-industry.com/en/solutions/conveyor-belt-systems/conveyor-services/belt-monitoring/products/conti-protect/conti-ripprotect). Индуктивные петли ввулканизируются в ленту с определенным шагом по усмотрению заказчика (обычно 50-150 пог. м.), так что при повреждении какой-либо из индуктивных петель при порыве ленты конвейер останавливается, в этом случае количество поврежденной ленты ограничивается шагом установки индуктивных петель в конвейерной ленте.
[0006] Недостатки такого рода решения заключаются в том, что такие системы не могут быть использованы на любых лента, поскольку необходима лента со индуктивными петлями, при этом индуктивные петли часто выходят из строя, давая ложные сигналы.
[0007] Известны лазерные системы, например, CONTI SurfaceProtect (https://www.continental-industry.com/en/solutions/conveyor-belt-systems/conyevor-services/belt-monitoring/products/conti-protect/conti-surfaceprotect), которые используют лазерное сканирование поверхности ленты на предмет наличия ее повреждений и, в том числе, продольного порыва ленты.
[0008] Основные недостатки таких систем заключаются в том, что они очень чувствительны к условиям окружающей среды, позиционирования и состоянию поверхности ленты (проблемы возникают, когда поверхность ленты влажная или имеет место налипание транспортируемого материала, который заполняет поврежденные области), что приводит к очень жестким требованиям условий эксплуатации данных систем и большому количеству ложных срабатываний.
[0009] Известны системы, контролирующие ширину ленты (http://www.beltscan.com/products/belt-guard-5k-fabric-belt-rip-detector.html) или определяющие ее целостность по передаче вибрации поперек ленты (http://www.beltscan.com/products/belt-guard-10k-rip-detector-for-steel-cord-belts.html). Принцип работы систем, основанных на контроле ширины ленты, состоит в том, что в результате продольного пореза лента может разойтись или наоборот сузится из-за наползания порезанных частей друг на друга, в результате чего меняется ее ширина. Для определения ширины ленты устанавливаются ультразвуковые или радарные датчики контроля расположения бортов ленты. Принцип работы систем, основанных на передаче вибрации поперек ленты, состоит в том, что при продольном порезе ленты нарушается ее целостность и вибрация не передается поперек ленты.
[0010] Основные недостатки систем, контролирующих ширину ленты, заключаются в том, что если в случае пореза не происходит расхождение или сужение ленты, то порез не обнаруживается, так как ширина ленты не меняется.
[0011] Системы, основанные на передаче вибрации поперек ленты, очень чувствительны к типу каркаса ленты и резинового компаунда и не применимы для всех типов лент, кроме того, при продольном порезе сигнал может эффективно распространяться в обход конвейерной ленты через транспортируемый материал, тем самым, не фиксируя продольный порыв.
[0012] Для преодоления вышеуказанных недостатков предлагается использовать показания вибрации конвейера, снимаемые с помощью устройства измерения вибрации (датчик вибрации), размещаемого на самом металлическом ставе конвейера или на элементах, соединенных (смежных) со ставом конвейера, показания с которого обрабатываются в последующем вычислительным устройством для выявления аномальных значений, свидетельствующих о повреждении ленты.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0013] Заявленное решение направлено на преодоление технической проблемы, заключающейся в получении оперативного мониторинга повреждения конвейерной ленты с помощью анализа показаний вибрации конвейера.
[0014] Техническим результатом является повышение точности выявления повреждения конвейерной ленты с помощью анализа данных вибрации конвейера.
[0015] В предпочтительном варианте осуществления изобретения предложен способ автоматизированного определения повреждений конвейерной ленты, выполняемый с помощью вычислительного устройства, подключенного к по меньшей мере одному устройству измерения вибрации, и содержащий этапы, на которых:
a) получают данные измерения вибрации с по меньшей мере одного устройства измерения вибрации, размещенного на элементах конструкции ленточного конвейера или на элементах, соединенных с ленточным конвейером;
b) выполняют с помощью вычислительного устройства обработку измерений, полученных на этапе а), в ходе которой выполняют их сравнение с по меньшей мере одним эталонным значением параметра вибрации и/или с по меньшей мере одним эталонным паттерном вибрации, свидетельствующим о наличии повреждения конвейерной ленты;
c) определяют наличие повреждения конвейерной ленты в случае, если на этапе b) измерения вибрации отличаются от по меньшей мере одного эталонного значения параметра вибрации и/или соответствуют по меньшей мере одному эталонному паттерну вибрации, свидетельствующему о наличии повреждения конвейерной ленты;
d) фиксируют в памяти вычислительного устройства данные о выявленных повреждениях и/или передают их на внешнее устройство.
[0016] В одном из частных примеров осуществления устройство измерения вибрации представляет собой контактный или бесконтактный виброметр.
[0017] В другом частном примере осуществления устройство измерения вибрации представляет собой акселерометр.
[0018] В другом частном примере осуществления элементом, соединенным с ленточным конвейером, является по меньшей мере одно из: перегрузочный узел, загрузочная станция, течка в месте загрузки конвейера, загрузочное устройство, разгрузочное устройство, загрузочная воронка, разгрузочная воронка, загрузочная тележка, разгрузочная тележка, пересыпной короб, опорные металлоконструкции, амортизационный стол, перегрузочно-демпферная станция в месте загрузки или перегрузки, загрузочный лоток, приемный лоток, скребки, сбрасыватели, устройства очистки ленты, укрытия конвейера, площадка обслуживания конвейера, проходы, лестницы (трапы) рядом с ленточным конвейером.
[0019] В другом частном примере осуществления на этапе а) происходит измерение по меньшей мере одного из параметров вибрации: виброускорение, виброскорость или виброперемещение.
[0020] В другом частном примере осуществления на этапе а) измерение параметров вибрации происходит по меньшей мере вдоль одного из выбранных направлений вибрации.
[0021] В другом частном примере осуществления на этапе b) обработка данных измерений с устройства измерения вибрации происходит во временном или частотном представлении.
[0022] В другом частном примере осуществления на этапе b) для получения частотного представления вибрации используется преобразование Фурье или разложение в ряд Фурье.
[0023] В другом частном примере осуществления на этапе b) для временного представления вибрации анализируется значение измеряемого параметра вибрации на предмет его отклонения от заданного эталонного значения, а для частотного представления вибрации анализируется амплитудный спектр вибрационного сигнала на предмет выявления гармоник и/или участков спектра, соответствующих эталонному паттерну, свидетельствующему о наличии повреждения конвейерной ленты, и/или гармоник, превышающих по амплитуде заданное эталонное значение параметра вибрации.
[0024] В другом частном примере осуществления на этапе b) эталонное значение для параметра вибрации во временном представлении задается исходя из среднего или пиковых значений данного параметра вибрации, полученных во временном диапазоне безаварийной работы ленточного конвейера.
[0025] В другом частном примере осуществления на этапе b) эталонное значение для амплитуды параметра вибрации в частотном представлении (амплитудный спектр вибрационного сигнала) задается исходя из пиковых или средних значений амплитуды в амплитудном спектре вибрационного сигнала, полученных во временном диапазоне безаварийной работы ленточного конвейера.
[0026] В другом частном примере осуществления на этапе с) определяют наличие повреждения, если отклонение от эталонного значения параметра вибрации произойдет заданное или более количество раз в течение заданного промежутка времени или произойдет заданное или более количество раз подряд.
[0027] В другом частном примере осуществления на этапе с) определяют наличие повреждения, в случае если на этапе b) измерения вибрации отличаются от одного или более эталонных значений для одного или более параметров вибрации одновременно и/или соответствуют одному или более эталонным паттернам вибрации одновременно, свидетельствующим о наличии повреждения конвейерной ленты.
[0028] В другом частном примере осуществления определяется агрегированное значение для анализа наличия повреждения конвейерной ленты на основании измерений вибрации и/или паттернов вибрации, при этом каждому эталонному значению параметра вибрации и эталонному паттерну вибрации соответствует весовой коэффициент.
[0029] В другом частном примере осуществления на этапе b) агрегированное эталонное значение задается исходя из параметров вибрации, полученных во временном диапазоне безаварийной работы ленточного конвейера.
[0030] В другом частном примере осуществления на этапе b) вычислительное устройство выполнено с возможностью распознавания характерных паттернов повреждения конвейерной ленты при анализе временного и/или частотного представления вибрационного сигнала и/или характеристической функции (ХФ) вибрационного сигнала с помощью аналитических методов или искусственной нейронной сети.
[0031] В другом частном примере осуществления внешнее устройство подключено к вычислительному устройству посредством проводного или беспроводного канала передачи данных.
[0032] В другом частном примере осуществления внешнее устройство является по меньшей мере одним из: монитор, интерактивный экран, компьютер, ноутбук, планшет, смартфон, умное носимое устройство, съемный носитель данных, контроллер управления ленточным конвейером, или удаленную систему управления ленточным конвейером.
[0033] В другом частном примере осуществления вычислительное устройство подключено к системе управления ленточным конвейером одним из следующих способов: через релейные выходы, по протоколу Modbus или сетям Profibus или Profinet.
[0034] В другом частном примере осуществления на этапе d) вычислительное устройство формирует сигнал для остановки ленточного конвейера, передаваемый в систему управления ленточным конвейером, при определении наличия повреждения конвейерной ленты.
[0035] В другом частном примере осуществления GUI реализован на внешнем устройстве и/или на вычислительном устройстве.
[0036] В другом частном примере осуществления вычислительное устройство дополнительно выполнено с возможностью его настройки и/или отслеживания результата анализа состояния конвейерной ленты, с помощью внешнего устройства.
[0037] В другом частном примере осуществления дополнительно формируется видеопоток с изображением поверхности конвейерной ленты, получаемый с видеокамеры.
[0038] В другом частном примере осуществления вычислительное устройство дополнительно формирует аварийный сигнал для уведомления оператора ленточного конвейера о наличии повреждения конвейерной ленты, передаваемый на внешнее устройство и/или устройство звукового и/или светового оповещения.
[0039] В другом частном примере осуществления устройство измерения вибрации располагается на расстоянии не далее 5000 метров от предполагаемого места возникновения повреждения конвейерной ленты.
[0040] В другом частном примере осуществления на этапе b) при обработке сигнала во временном представлении вычисляется характеристическая функция (ХФ) вибросигнала.
[0041] В другом частном примере осуществления эталонная ХФ вычисляется на основании параметров вибрации, соответствующих безаварийному режиму работы конвейера.
[0042] В другом частном примере осуществления на этапе b) в качестве эталонных значений выбираются значения, полученные на основе значений параметров эталонной ХФ.
[0043] В другом предпочтительном варианте осуществления изобретения предложена система автоматизированного определения повреждений конвейерной ленты, содержащая вычислительное устройство, подключенное к по меньшей мере одному устройству измерения вибрации, в которой
получают данные измерения вибрации с по меньшей мере одного устройства измерения вибрации, размещенного на элементах конструкции ленточного конвейера или на элементах, соединенных с ленточным конвейером;
выполняют с помощью вычислительного устройства обработку полученных измерений, в ходе которой выполняют их сравнение с по меньшей мере одним эталонным значением параметра вибрации и/или с по меньшей мере одним эталонным паттерном вибрации, свидетельствующим о наличии повреждения конвейерной ленты;
определяют наличие повреждения конвейерной ленты в случае, если измерения вибрации отличаются от по меньшей мере одного эталонного значения параметра вибрации и/или соответствуют по меньшей мере одному эталонному паттерну вибрации, свидетельствующему о наличии повреждения конвейерной ленты;
фиксируют в памяти вычислительного устройства данные о выявленных повреждениях и/или передают их на внешнее устройство.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0044] Фиг. 1 иллюстрирует общую схему реализации заявленного решения.
[0045] Фиг. 2 иллюстрирует блок-схему выполнения заявленного способа мониторинга состояния конвейерной ленты.
[0046] Фиг. 3А-3Б иллюстрируют примеры сигналов во временном и частотных диапазонах.
[0047] Фиг. 4 иллюстрирует общий вид компьютерного устройства.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
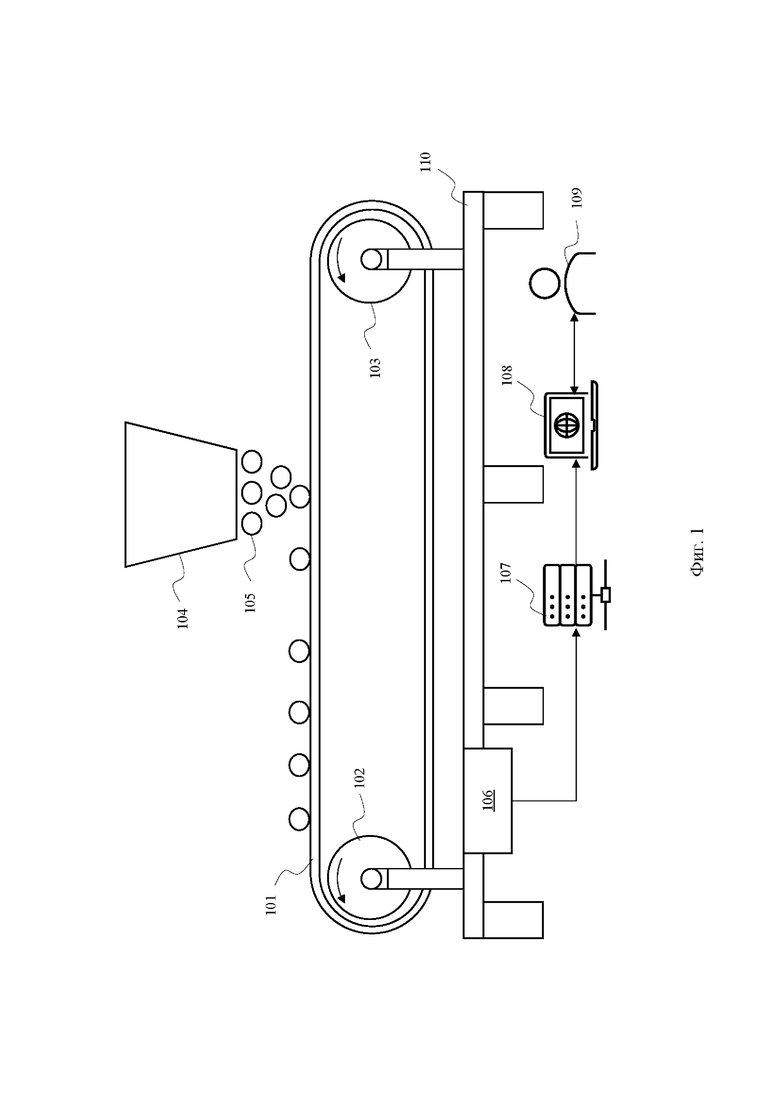
[0048] Как представлено на Фиг. 1, решение заключается в создании автоматизированного метода мониторинга состояния конвейерной ленты (101) при транспортировке материала (105), в частности, руды, пород и иного типа материала, подаваемого на ленту (101) через загрузочный бункер (104). Движение конвейерной ленты (101) осуществляется при вращении головного (приводного) (102) и хвостового (103) барабанов, приводных барабанов может быть несколько, они приводится в движение электродвигателями, которые в свою очередь запускаются с помощью управляющего контроллера (не показан).
[0049] Основными показателями состояния конвейерной ленты являются параметры вибрации, которые считываются с помощью одного или нескольких устройств измерения вибрации (106), которое размещается на элементах ленточного конвейера, например, его ставе (110). В качестве устройства измерения вибрации (106) может использоваться, например, контактный или бесконтактный виброметр, а также может применяться акселерометр.
[0050] Размещение устройства измерения вибрации (106) осуществляется на металлических элементах конвейера, в частности, его ставе (110), позволяя идентифицировать возникающие вибрационные колебания при работе конвейера. При этом такой вариант размещения не является единственно возможным для целей реализации заявленного решения. Допустимо также размещать устройство измерения вибрации (106) на элементах, соединенных со ставом (ПО) конвейера, например, перегрузочный узел, загрузочная станция, течка в месте загрузки конвейера, загрузочное устройство, разгрузочное устройство, загрузочная воронка, разгрузочная воронка, загрузочная тележка, разгрузочная тележка, пересыпной короб, опорные металлоконструкции, амортизационный стол, перегрузочно-демпферная станция в месте загрузки или перегрузки, загрузочный лоток, приемный лоток, скребки, сбрасыватели, устройства очистки ленты, укрытия конвейера, площадка обслуживания конвейера, проходы, лестницы (трапы) рядом с ленточным конвейером и т.п.Данные элементы также воспринимают возникающую вибрацию, которая может детектироваться устройством измерения вибрации (106), при этом предпочтительно располагать его на расстоянии не далее чем 5000 метров от предполагаемого места возникновения повреждения конвейерной ленты (101).
[0051] Данные возникающих вибраций, регистрируемые устройством измерения вибраций (106), передаются по каналу передачи данных в вычислительное устройство (107) для их последующей обработки. В качестве вычислительного устройства (107) может применяться, например, компьютер, вычислительный блок, одноплатный компьютер, система на чипе (SoC) и т.п. В качестве канала передачи данных может использоваться проводная и/или беспроводная связь, например, подключение с помощью физической связи (USB, Lan, RS-232 и т.п.), или с помощью беспроводного типа связи (Bluetooth, BLE, WLAN и другие). Вычислительное устройство (107) может выполняться в едином корпусе с устройством измерения вибрации (106), при этом, как для случая размещения одного устройства (106), так и для нескольких устройств (106), закрепленных с заданным шагом на элементах конвейера (110) и/или на соединенных с ним элементах.
[0052] Вычислительное устройство (107) соединяется с внешним устройством (108), представляющим собой, как правило, компьютер, сервер или пульт управления, обеспечивающий хранение данных о состоянии ленты конвейера и последующую передачу информации о состоянии ленты конечным пользователям (109), например, оператору конвейера или обслуживающему персоналу. В одном из примеров реализации в качестве внешнего устройства (108) может выступать контроллер управления ленточным конвейером или удаленная систему управления ленточным конвейером,
[0053] Внешнее устройство (108) подключено к вычислительному устройству (107) посредством проводного или беспроводного канала передачи данных, аналогичных указанным ранее. При этом внешнее устройство (108) может представлять собой, например, монитор, интерактивный экран, компьютер, ноутбук, планшет, смартфон, умное носимое устройство, съемный носитель данных, контроллер управления ленточным конвейером, или удаленную систему управления ленточным конвейером.
[0054] При варианте подключения вычислительного устройства (107) к системе управления ленточным конвейером, в случае распознавания повреждения ленты (101), вычислительное устройство (107) формирует аварийный сигнал для уведомления оператора (109) ленточного конвейера о наличии повреждения конвейерной ленты (101), передаваемый на внешнее устройство (108) и/или устройство звукового и/или светового оповещения (системы сигнализации). Также, данный сигнал может принудительно останавливать конвейер для оперативного ремонта поврежденного участка ленты (101) и предотвращения распространения дальнейшего повреждения ленты (101).
[0055] Внешнее устройство (108) и вычислительное устройство (107) могут содержать графический интерфейс пользователя (GUI) для отображения результатов выявления повреждений конвейерной ленты (101), либо отображения различного рода информации.
[0056] Вычислительное устройство (107) дополнительно выполнено с возможностью его настройки и/или отслеживания результата анализа состояния конвейерной ленты (101), с помощью внешнего устройства (108).
[0057] Дополнительно на конвейер может устанавливаться одна или несколько камер, формирующих видеопоток с изображением поверхности конвейерной ленты (101), получаемый с видеокамеры.
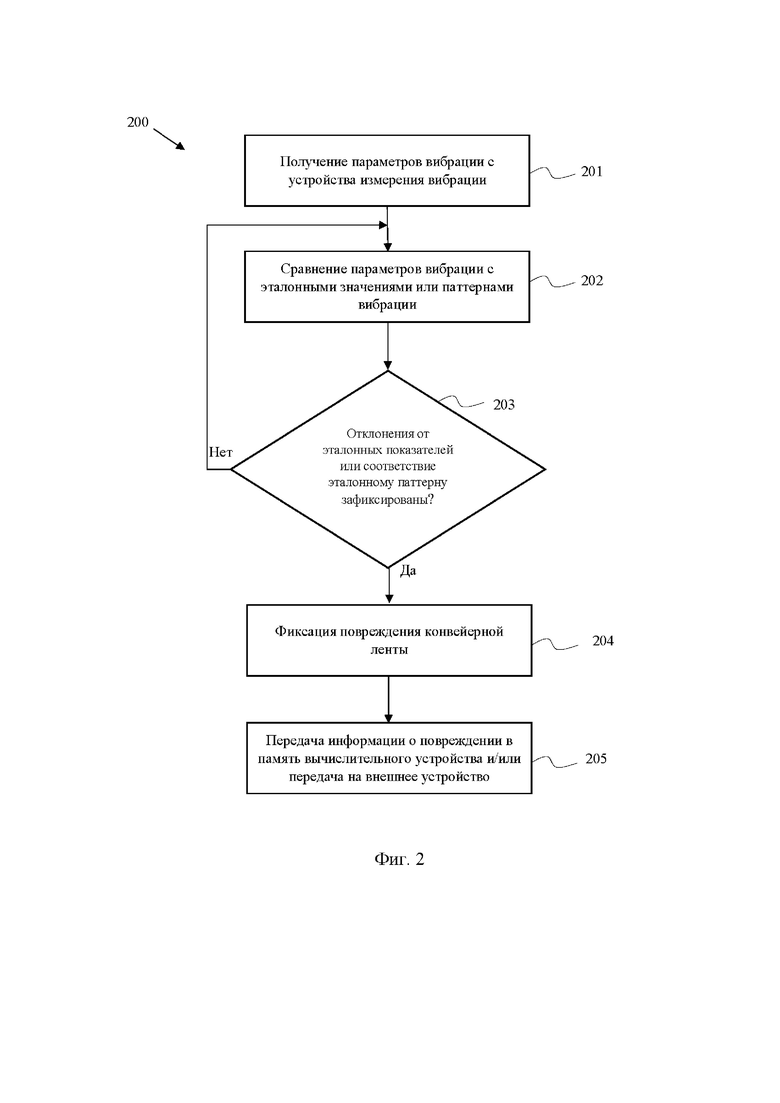
[0058] На Фиг. 2 представлено описание выполнения способа заявленного решения. На этапе (201) вычислительное устройство (107) получает данные измерения вибрации от по меньшей мере одного устройства (106) измерения вибрации, которое выполняет измерение одного или нескольких параметров вибрации, в частности, виброускорения, виброскорости или виброперемещения. При этом данные измерения могут производиться как минимум вдоль одного из выбранных направлений вибрации (например, продольное направление).
[0059] Далее на этапе (202) полученные данные проходят обработку с помощью программной логики вычислительного устройства (107), в ходе которой полученные значения параметров вибрации сравниваются с одним или несколькими эталонными значениями параметров вибрации, которые используются для выявления аномалий, свидетельствующих о повреждениях ленты (101) конвейера.
[0060] Данные, получаемые с устройства измерения вибрации (106), также анализируются вычислительным устройством (107) в части их сравнения с по меньшей мере одним эталонным паттерном вибрации, свидетельствующим о наличии повреждения конвейерной ленты (101).
[0061] Как пример, повреждению конвейерной ленты может соответствовать переходный вибрационный сигнал, вызванный ударным воздействием застрявшего куска руды об элемент конструкции ленточного конвейера и/или об элемент, соединенный с ленточным конвейером, при порыве ленты, амплитудный спектр которого является непрерывным в широком частотном диапазоне и имеет характерные пики амплитуды на собственных частотах конструкции ставка конвейера, что является одним из примеров эталонного паттерна вибрации, соответствующего повреждению ленты.
[0062] На шаге (203) по итогам сравнения параметров вибрации вычислительным устройством (107) принимается решение о наличии или отсутствии повреждений конвейерной ленты (101). Если обнаруживается повреждение ленты (101), то на этапе (204) происходит фиксация повреждения и передача на этапе (205) этой информации на внешнее устройство (108) для их хранения и/или последующего использования.
[0063] Наличие повреждения на этапе (203) может также устанавливаться, если отклонение от эталонного значения параметра вибрации произойдет заданное или более количество раз в течение заданного промежутка времени или произойдет заданное или более количество раз подряд.
[0064] На этапе (203) наличие повреждений может определяться, в случае если на этапе (202) измерения вибрации отличаются от одного или более эталонных значений для одного или более параметров вибрации одновременно и/или соответствуют одному или более эталонным паттернам вибрации одновременно, свидетельствующим о наличии повреждения конвейерной ленты. Дополнительно может использоваться формула с весовыми коэффициентами для учета отличия от каждого эталонного значения параметра вибрации и/или для учета соответствия каждому эталонному паттерну вибрации, свидетельствующему о наличии повреждения конвейерной ленты, результат вычисления которой сравнивается с агрегированным эталонным значением, отличие от которого является подтверждением повреждения ленты. Указанное агрегированное эталонное значение может задаваться исходя из параметров вибрации, полученных во временном диапазоне безаварийной работы ленточного конвейера.
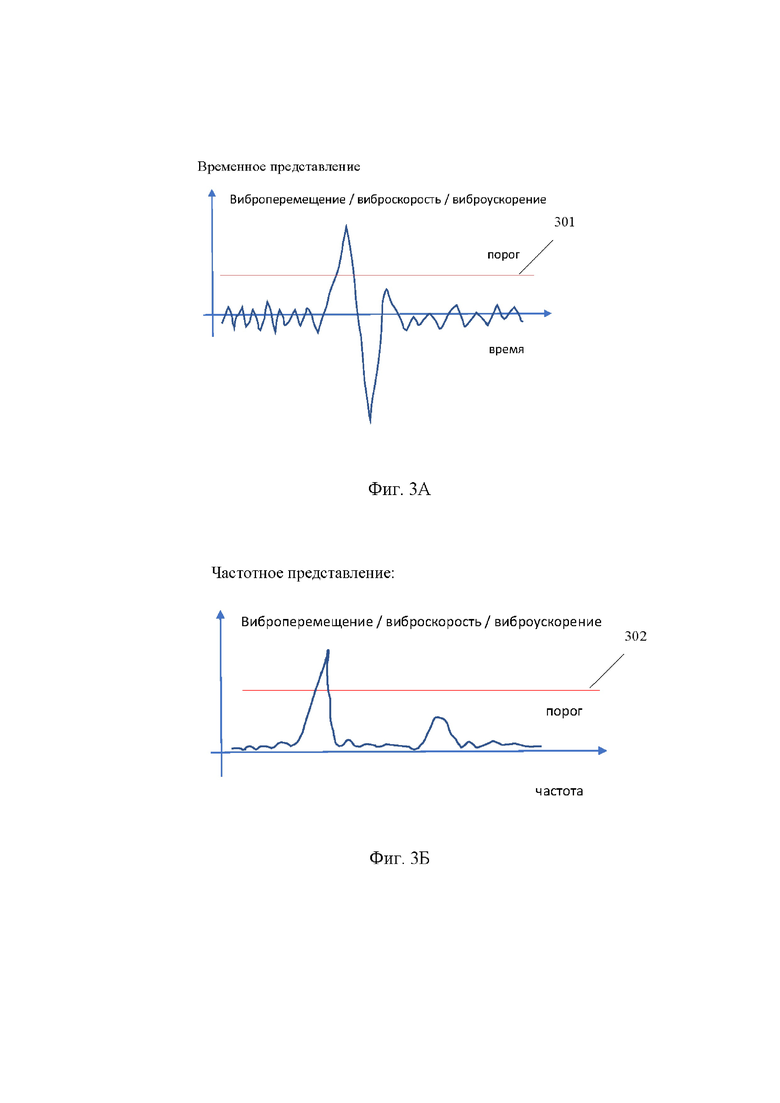
[0065] На этапе (202) обработка данных измерений с устройства измерения вибрации (106) происходит во временном или частотном представлении, примеры которых представлены на Фиг. 3А-3Б. На представленных примерах на Фиг. 3А-3Б указаны эталонные значения параметра вибрации в виде порогов (301, 302), с которыми идет сравнение. При этом, для получения частотного представления вибрации используется обработка принимаемых данных с устройства (106), включающая в себя преобразование Фурье или разложение в ряд Фурье.
[0066] Для временного представления вибрации анализируется значение измеряемого параметра вибрации на предмет его отклонения от заданного эталонного значения, а для частотного представления вибрации анализируется амплитудный спектр вибрационного сигнала на предмет выявления гармоник и/или участков спектра, соответствующих эталонному паттерну, свидетельствующему о наличии повреждения конвейерной ленты (101), и/или гармоник, превышающих по амплитуде заданное эталонное значение параметра вибрации. Эталонное значение для параметра вибрации во временном представлении может задаваться исходя из среднего или пиковых значений данного параметра вибрации, полученных во временном диапазоне безаварийной работы ленточного конвейера. При этом эталонное значение для амплитуды параметра вибрации в частотном представлении (амплитудный спектр вибрационного сигнала) задается исходя из пиковых или средних значений амплитуды в амплитудном спектре вибрационного сигнала, полученных во временном диапазоне безаварийной работы ленточного конвейера.
[0067] Вычислительное устройство (107) с помощью заложенного алгоритма расчета параметров при обработке данных вибрации от устройства (106) может распознавать характерные паттерны повреждения конвейерной ленты (101) при анализе временного и/или частотного представления вибрационного сигнала и/или характеристической функции (ХФ) вибрационного сигнала с помощью заложенных в алгоритме обработки аналитических методов или с помощью применения искусственной нейронной сети (ИНС), обученной на выборке из данных вибрационных характеристик сигналов.
[0068] Как было указано выше, при обработке сигнала во временном представлении вычисляется ХФ вибросигнала, причем эталонная ХФ вычисляется на основании параметров вибрации, соответствующих безаварийному режиму работы конвейера. В качестве эталонных значений при обработке сигналов на этапе (202) могут выбираться значения, полученные на основе значений параметров эталонной ХФ.
[0069] Дополнительно вычислительное устройство (107) может быть подключено к системе управления ленточным конвейером одним из следующих способов: через релейные выходы, по протоколу Modbus или сетям Profibus или Profinet. При таком принципе подключения вычислительное устройство (107) формирует сигнал для остановки ленточного конвейера, передаваемый в систему управления ленточным конвейером, при определении наличия повреждения конвейерной ленты (101) на основании обработки данных с устройства измерения вибрации (106).
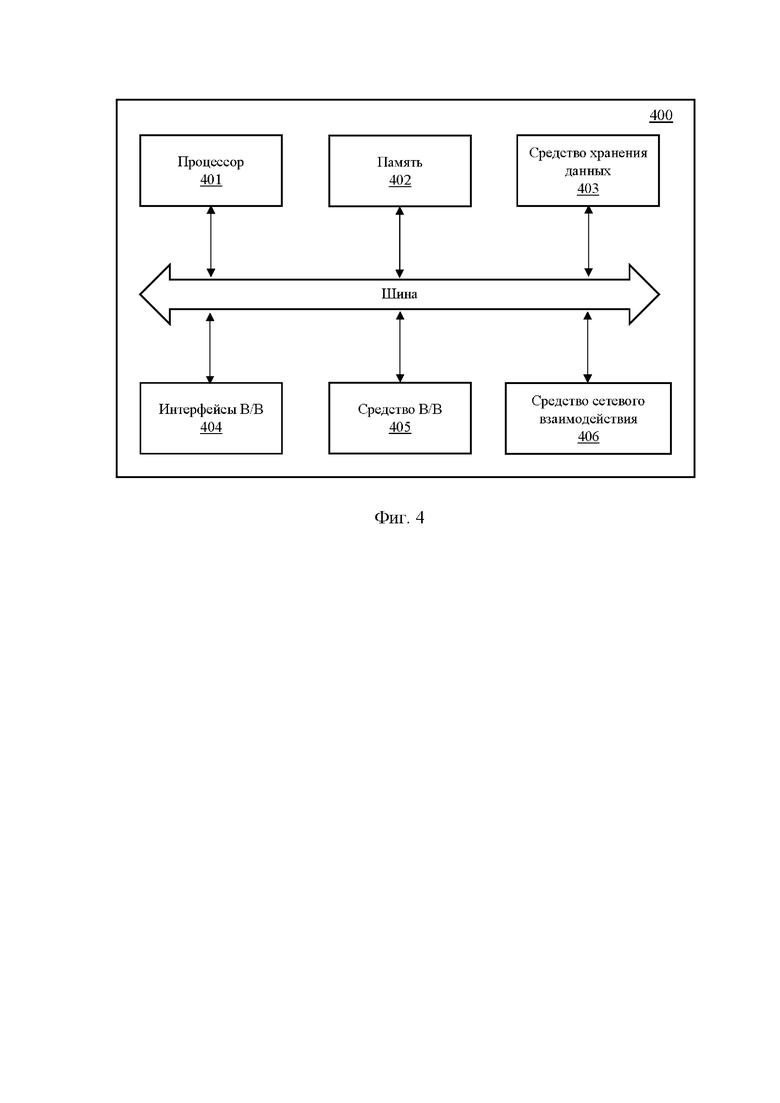
[0070] На Фиг. 4 представлен общий пример вычислительного устройства (400), например, вычислительный блок (вычислительный модуль), компьютер, сервер, ноутбук, смартфон, SoC (System-on-a-Chip/Система на кристалле) и т.п., которое может применяться для полной или частичной реализации заявленного решения, в частности, для реализации устройств (107, 108). В общем случае устройство (400) содержит такие компоненты, как: один или более процессоров (401), по меньшей мере одну оперативную память (402), средство постоянного хранения данных (403), интерфейсы ввода/вывода (404) включая релейные выходы для соединения с контроллерами управления движения ленточного конвейера, средство В/В (405), средства сетевого взаимодействия (406).
[0071] Процессор (401) устройства выполняет основные вычислительные операции, необходимые для функционирования устройства (400) или функционала одного или более его компонентов. Процессор (401) исполняет необходимые машиночитаемые команды, содержащиеся в оперативной памяти (402).
[0072] Память (402), как правило, выполнена в виде ОЗУ и содержит необходимую программную логику, обеспечивающую требуемый функционал. Средство хранения данных (403) может выполняться в виде HDD, SSD дисков, рейд массива, сетевого хранилища, флэш-памяти, оптических накопителей информации (CD, DVD, MD, Blue-Ray дисков) и т.п.Средство (403) позволяет выполнять долгосрочное хранение различного вида информации, например, истории обработки запросов (логов), идентификаторов пользователей, данные камер, изображения и т.п.
[0073] Интерфейсы (404) представляют собой стандартные средства для подключения и работы с вычислительными устройствами. Интерфейсы (404) могут представлять, например, релейные соединения, USB, RS232/422/485 или другие, RJ45, LPT, UART, СОМ, HDMI, PS/2, Lightning, Fire Wire и т.п.для работы, в том числе, по протоколам Modbus и сетям Probfibus. Выбор интерфейсов (404) зависит от конкретного исполнения устройства (400), которое может представлять собой, вычислительный блок (вычислительный модулю), например на базе ЦПУ (одного или нескольких процессоров), микроконтроллера и т.п., персональный компьютер, мейнфрейм, серверный кластер, тонкий клиент, смартфон, ноутбук и т.п., а также подключаемых сторонних устройств.
[0074] В качестве средств В/В данных (405) может использоваться: клавиатура, джойстик, дисплей (сенсорный дисплей), проектор, тачпад, манипулятор мышь, трекбол, световое перо, динамики, микрофон и т.п.
[0075] Средства сетевого взаимодействия (406) выбираются из устройства, обеспечивающего сетевой прием и передачу данных, например, Ethernet карту, WLAN/Wi-Fi модуль, Bluetooth модуль, BLE модуль, NFC модуль, IrDa, RFID модуль, GSM модем и т.п.С помощью средства (406) обеспечивается организация обмена данными по проводному или беспроводному каналу передачи данных, например, WAN, PAN, ЛВС (LAN), Интранет, Интернет, WLAN, WMAN или GSM, квантовый канал передачи данных, спутниковая связь и т.п.Компоненты устройства (400), как правило, сопряжены посредством общей шины передачи данных.
[0076] В настоящих материалах заявки было представлено предпочтительное раскрытие осуществления заявленного технического решения, которое не должно использоваться как ограничивающее иные, частные воплощения его реализации, которые не выходят за рамки испрашиваемого объема правовой охраны и являются очевидными для специалистов в соответствующей области техники.
Изобретение относится к метрологии. Способ автоматизированного определения повреждений конвейерной ленты, выполняемый с помощью вычислительного устройства, подключенного к по меньшей мере одному устройству измерения вибрации, и содержащий этапы, на которых:
a) получают данные измерения вибрации с по меньшей мере одного устройства измерения вибрации, размещенного на элементах конструкции ленточного конвейера или на элементах, соединенных с ленточным конвейером; b) выполняют с помощью вычислительного устройства обработку измерений, полученных на этапе а), в ходе которой выполняют их сравнение с по меньшей мере одним эталонным значением параметра вибрации и/или с по меньшей мере одним эталонным паттерном вибрации, свидетельствующим о наличии повреждения конвейерной ленты; c) определяют наличие повреждения конвейерной ленты в случае, если на этапе Ь) измерения вибрации отличаются от по меньшей мере одного эталонного значения параметра вибрации и/или соответствуют по меньшей мере одному эталонному паттерну вибрации, свидетельствующему о наличии повреждения конвейерной ленты; d) фиксируют в памяти вычислительного устройства данные о выявленных повреждениях и/или передают их на внешнее устройство. Технический результат - повышение точности выявления повреждения конвейерной ленты с помощью анализа данных вибрации конвейера. 2 н. и 20 з.п. ф-лы, 4 ил.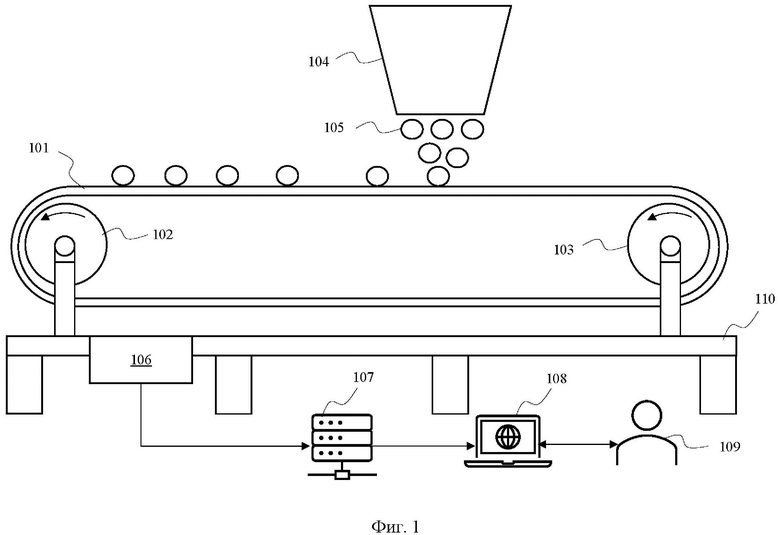
1. Способ автоматизированного определения повреждений конвейерной ленты, выполняемый с помощью вычислительного устройства, подключенного к по меньшей мере одному устройству измерения вибрации, и содержащий этапы, на которых:
a) получают данные измерения вибрации с по меньшей мере одного устройства измерения вибрации, размещенного на элементах конструкции ленточного конвейера или на элементах, соединенных с ленточным конвейером;
b) выполняют с помощью вычислительного устройства обработку измерений, полученных на этапе а), при этом обработка данных измерений происходит во временном представлении, в ходе которой для выявления повреждения конвейерной ленты анализируется агрегированное значение, определяемое на основании измерений вибрации, при этом каждому значению параметра вибрации соответствует весовой коэффициент;
c) определяют наличие повреждения конвейерной ленты в случае, если на этапе b) агрегированное значение отличается от по меньшей мере одного эталонного значения, причем эталонное значение задается исходя из среднего или пиковых значений параметров вибрации, полученных во временном диапазоне безаварийной работы ленточного конвейера;
d) фиксируют в памяти вычислительного устройства данные о выявленных повреждениях и/или передают их на внешнее устройство.
2. Способ по п. 1, характеризующийся тем, что устройство измерения вибрации представляет собой контактный или бесконтактный виброметр.
3. Способ по п. 1, характеризующийся тем, что устройство измерения вибрации представляет собой акселерометр.
4. Способ по п. 1, характеризующийся тем, что элементом, соединенным с ленточным конвейером, является по меньшей мере одно из: перегрузочный узел, загрузочная станция, течка в месте загрузки конвейера, загрузочное устройство, разгрузочное устройство, загрузочная воронка, разгрузочная воронка, загрузочная тележка, разгрузочная тележка, пересыпной короб, опорные металлоконструкции, амортизационный стол, перегрузочно-демпферная станция в месте загрузки или перегрузки, загрузочный лоток, приемный лоток, скребки, сбрасыватели, устройства очистки ленты, укрытия конвейера, площадка обслуживания конвейера, проходы, лестницы рядом с ленточным конвейером.
5. Способ по п. 1, характеризующийся тем, что на этапе а) происходит измерение по меньшей мере одного из параметров вибрации: виброускорение, виброскорость или виброперемещение.
6. Способ по п. 5, характеризующийся тем, что на этапе а) измерение параметров вибрации происходит по меньшей мере вдоль одного из выбранных направлений вибрации.
7. Способ по п. 1, характеризующийся тем, что на этапе c) определяют наличие повреждения, если отклонение от эталонного значения параметра вибрации произойдет заданное или более количество раз в течение заданного промежутка времени или произойдет заданное или более количество раз подряд.
8. Способ по п. 1, характеризующийся тем, что на этапе b) вычислительное устройство выполнено с возможностью распознавания характерных паттернов повреждения конвейерной ленты при анализе временного сигнала с помощью аналитических методов или искусственной нейронной сети.
9. Способ по п. 1, характеризующийся тем, что внешнее устройство подключено к вычислительному устройству посредством проводного или беспроводного канала передачи данных.
10. Способ по п. 1, характеризующийся тем, что внешнее устройство является по меньшей мере одним из: монитор, интерактивный экран, компьютер, ноутбук, планшет, смартфон, умное носимое устройство, съемный носитель данных, контроллер управления ленточным конвейером, или удаленную систему управления ленточным конвейером.
11. Способ по п. 1, характеризующийся тем, что вычислительное устройство подключено к системе управления ленточным конвейером одним из следующих способов: через релейные выходы, по протоколу Modbus или сетям Profibus или Profinet.
12. Способ по п. 1, характеризующийся тем, что на этапе d) вычислительное устройство формирует сигнал для остановки ленточного конвейера, передаваемый в систему управления ленточным конвейером, при определении наличия повреждения конвейерной ленты.
13. Способ по п. 1, характеризующийся тем, что GUI реализован на внешнем устройстве и/или на вычислительном устройстве.
14. Способ по п. 1, характеризующийся тем, что вычислительное устройство дополнительно выполнено с возможностью его настройки и/или отслеживания результата анализа состояния конвейерной ленты, с помощью внешнего устройства.
15. Способ по п. 1, характеризующийся тем, что дополнительно формируется видеопоток с изображением поверхности конвейерной ленты, получаемый с видеокамеры.
16. Способ по п. 1 характеризующийся тем, что вычислительное устройство дополнительно формирует аварийный сигнал для уведомления оператора ленточного конвейера о наличии повреждения конвейерной ленты, передаваемый на внешнее устройство и/или устройство звукового и/или светового оповещения.
17. Способ по п. 1, характеризующийся тем, что устройство измерения вибрации располагается на расстоянии не далее 5000 метров от предполагаемого места возникновения повреждения конвейерной ленты.
18. Способ по п. 1, характеризующийся тем, что на этапе b) при обработке сигнала во временном представлении вычисляется характеристическая функция (ХФ) вибросигнала.
19. Способ по п. 18, характеризующийся тем, что эталонная ХФ вычисляется на основании параметрах вибрации, соответствующих безаварийному режиму работы конвейера.
20. Способ по п.19, характеризующийся тем, что на этапе b) в качестве эталонных значений выбираются значения, полученные на основе значений параметров эталонной ХФ.
21. Способ по п. 1, характеризующийся тем, что на этапе с) определяют наличие повреждения, в случае если на этапе b) измерения вибрации отличаются от одного или более эталонных значений для одного или более параметров вибрации одновременно и/или соответствуют одному или более эталонным паттернам вибрации одновременно, свидетельствующим о наличии повреждения конвейерной ленты.
22. Система автоматизированного определения повреждений конвейерной ленты, содержащая вычислительное устройство, подключенное к по меньшей мере одному устройству измерения вибрации, которое выполнено с возможностью:
получения данных измерения вибрации от по меньшей мере одного устройства измерения вибрации, размещенного на элементах конструкции ленточного конвейера или на элементах, соединенных с ленточным конвейером;
выполнения обработки полученных измерений, при этом обработка данных измерений происходит во временном представлении, в ходе которой для выявления повреждения конвейерной ленты анализируется агрегированное значение, определяемое на основании измерений вибрации, при этом каждому значению параметра вибрации соответствует весовой коэффициент;
определения наличия повреждения конвейерной ленты в случае, если агрегированное значение отличается от по меньшей мере одного эталонного значения, причем эталонное значение задается исходя из среднего или пиковых значений параметров вибрации, полученных во временном диапазоне безаварийной работы ленточного конвейера;
фиксации в памяти данных о выявленных повреждениях и/или их передаче на внешнее устройство.
| US 2023084675 A1, 16.03.2023 | |||
| US 20210130104 A1, 06.05.2021 | |||
| JP 2004250161 А, 09.09.2004 | |||
| CN 204549269 U, 12.08.2015 | |||
| US 20210179362 A1, 17.06.2021 | |||
| US 11208269 B2, 28.12.2021 | |||
| DE 102004014084 A1, 21.10.2004 | |||
| CN 203079265 U, 24.07.2013 | |||
| ОПТИЧЕСКОЕ ТРЕХКООРДИНАТНОЕ УСТРОЙСТВО КОНТРОЛЯ ВИБРОСМЕЩЕНИЙ | 1996 |
|
RU2137097C1 |
| US 2023084675 A1, 16.03.2023. | |||

