Настоящее изобретение относится к области литья под давлением пластмассовых изделий с использованием машины для литья под давлением пластмассового материала, оснащенной пресс-формой, имеющей первый и второй элементы пресс-формы, и с использованием технологии вплавления этикеток в пресс-форме.
Вплавление этикеток в пресс-форме представляет собой общеизвестный способ получения пластмассовых изделий. При этом этикетку помещают в каждую полость первого элемента пресс-формы, в то время как пресс-форма раскрыта. В инжекционно-литьевой фазе этикетка становится вплавленной в отформованное пластмассовое изделие. После завершения инжекционно-литьевой фазы пресс-форму раскрывают так, что, как известно, изделие остается на втором элементе пресс-формы.
В этой области технологии известны многочисленные автоматизированные устройства, которые предназначены для такой обработки этикетки, что этикетка становится правильно размещенной на первом элементе пресс-формы. В известных вариантах исполнения эти устройства также конфигурированы для выгрузки изделий из второго элемента пресс-формы, как правило, одновременно с обработкой этикеток.
Примеры автоматизированных устройств согласно прототипу раскрыты в патентных документах NL1032959, JP2009096012, CN105965498, и CN203994424.
При общем стремлении использовать меньше пластмассовых материалов на изделие, например, для образованных литьем под давлением упаковочных (для пищевых продуктов) изделий, стало привлекательным так называемое тонкостенное литье под давлением. Этот способ позволяет обеспечить массовое производство изделий с очень тонкими стенками при очень коротких длительностях циклов. Например, согласно этой технологии получают контейнеры для упаковки пищевых продуктов с толщинами стенок менее 0,025 дюйма (0,62 мм) при отношении длины потока к толщине стенки свыше 200.
Настоящее изобретение имеет целью создание усовершенствованного автоматизированного устройства для обработки вплавляемых этикеток и выгрузки продукта для применения в машине для литья под давлением пластмассового материала. Например, усовершенствование требовалось бы в отношении очень коротких длительностей цикла, например, когда получают изделия способом тонкостенного литья под давлением. Кроме того, усовершенствования были бы нужны в плане стабильности, в частности, в отношении высоких скоростей компонентов в автоматизированном устройстве. В дополнение, требовались бы усовершенствования в плане использования энергии.
Изобретением достигнуты одна или многие из вышеуказанных целей созданием автоматизированного устройства для обработки вплавляемых этикеток и выгрузки продукта для применения в машине для литья под давлением пластмассового материала согласно пункту 1 формулы изобретения.
Соответствующее изобретению автоматизированное устройство для обработки вплавляемых этикеток и выгрузки продукта предназначено для применения в машине для литья под давлением пластмассового материала, включающей пресс-форму с первым и вторым элементами пресс-формы. Эти первый и второй элементы пресс-формы сформированы смещаемыми относительно друг друга вдоль протяженной горизонтально х-оси между открытым положением и закрытым положением пресс-формы. В некоторых вариантах исполнения один из первого и второго элементов пресс-формы будет неподвижным, и другой элемент пресс-формы сформирован сдвигаемым с использованием механизма инжекционно-литьевого устройства для закрывания и открывания пресс-формы. Это представляет собой совершенно традиционную конфигурацию. Соответствующее изобретению устройство также может быть применено для так называемых двухэтажных пресс-форм, включающих три или более элементов пресс-формы в наслоенной конфигурации, которые сдвигаются относительно друг друга.
Введение пластмассового материала в пресс-форму может быть выполнено различными путями. Например, введение проводят через точку инжекции на первой пресс-форме или через точку инжекции на второй пресс-форме. Например, место введения может быть размещено на стороне этикетки или на стороне изделия, противолежащей относительно этикетки. Также предусмотрены другие конфигурации.
Соответствующее изобретению устройство включает две основных консоли, сформированных как:
- консоль обработки этикетки, оснащенная держателем этикетки на ее наружном конце, причем держатель этикетки конфигурирован для высвобождаемого удерживания одной или многих этикеток,
- консоль выгрузки продукта, оснащенная захватом продукта на ее наружном конце, причем захват продукта конфигурирован для высвобождаемого удерживания отформованных пластмассовых изделий.
Как это является обычным в технической области, пресс-форма может быть рассчитана на получение многочисленных изделий за один цикл литьевого формования, например, четырех изделий в прямоугольной конфигурации в пресс-форме.
Как это является обычным в технической области, держатель этикетки может быть конфигурирован для удерживания многочисленных этикеток одновременно, размещенных соответственно полостям/сердечникам изделий в пресс-форме.
Как это является обычным в технической области, захват продукта может быть конфигурирован для удерживания многочисленных изделий одновременно, размещенных соответственно полостям/сердечникам изделий в пресс-форме.
Например, держатель этикетки конфигурирован для удерживания четырех этикеток, и захват продукта конфигурирован для удерживания четырех изделий, причем пресс-форма конфигурирована для инжекционного литья четырех пластмассовых изделий с вплавленными этикетками за один цикл. Ясно, что также возможны другие количества, например, более четырех.
Соответствующее изобретению устройство имеет стационарную раму. В практических вариантах исполнения раму устанавливают рядом с машиной для литья под давлением, как правило, в местоположении, где пресс-форму открывают и закрывают так, что основные консоли соответствующего изобретению устройства могут быть введены сбоку, предпочтительно горизонтально, между раскрытыми первым и вторым элементами пресс-формы.
Соответствующее изобретению устройство включает два линейных направляющих устройства:
- первое линейное направляющее устройство, причем первая направляющая поддерживает консоль обработки этикетки для возвратно-поступательного движения вдоль направления y-оси, которая перпендикулярна указанной x-оси, между втянутым положением и выдвинутым положением,
- второе линейное направляющее устройство, причем второе линейное направляющее устройство поддерживает консоль выгрузки продукта для возвратно-поступательного движения вдоль направления y-оси, которая перпендикулярна указанной x-оси, между втянутым положением и выдвинутым положением.
При этом, в выдвинутом положении, держатель этикетки на консоли обработки этикетки и захват продукта на консоли выгрузки продукта выровнены по x-направлению с соответствующим элементом пресс-формы. Таким образом, эти компоненты размещены между элементами пресс-формы открытой в это время пресс-формы.
В соответствующем изобретению устройстве первое линейное направляющее устройство направлено относительно рамы так, чтобы быть подвижным параллельно x-оси. Кроме того, второе линейное направляющее устройство ориентировано относительно рамы так, чтобы быть подвижным параллельно х-оси. Поскольку каждое из этих направляющих устройств поддерживает соответствующую консоль соответствующего изобретению устройства, эти консоли также являются подвижными по направлению x-оси относительно рамы, и тем самым относительно элементов пресс-формы.
Соответствующее изобретению устройство имеет устройство привода консоли обработки этикетки по х-оси с соответствующим первым приводным двигателем, который смонтирован на раме, и первую трансмиссию, соединенную с первым приводным двигателем и первым линейным направляющим устройством.
Соответствующее изобретению устройство имеет устройство привода консоли выгрузки продукта по x-оси с соответствующим вторым приводным двигателем, который смонтирован на раме, и вторую трансмиссию, соединенную со вторым приводным двигателем и вторым линейным направляющим устройством.
Монтаж этих первого и второго приводных двигателей на раме позволяет получить легковесную конструкцию компонентов устройства, которое будет должно выполнять движения с очень высокими скоростями во время работы, например, в отношении очень кратковременного цикла действия машины для литья под давлением. Если бы один или оба из этих двигателей были смонтированы на любом таком подвижном компоненте, был бы значительно увеличен его вес, приводя к проблемам, связанным с вибрациями, точностью, напряжениями в устройстве, чрезмерными требованиями к приводам, расходом энергии, и т.д.
Соответствующее изобретению устройство дополнительно имеет узел привода по y-оси, включающий по меньшей мере один y-осевой приводной двигатель, который смонтирован на раме, и трансмиссию, соединяющую по меньшей мере один y-осевой приводной двигатель с указанной консолью обработки этикетки и указанной консолью выгрузки продукта для их движения. Опять же, является благоприятным монтаж этого y-осевого приводного двигателя на раме устройства.
Соответствующее изобретению устройство дополнительно включает управляющее устройство, которое управляет первым приводным двигателем, вторым приводным двигателем и по меньшей мере одним y-осевым приводным двигателем, причем все эти двигатели смонтированы на раме и не движутся вместе с двигающимися с высокой скоростью компонентами во время работы устройства.
Управляющее устройство конфигурировано так, что, после завершения инжекционно-литьевой фазы цикла литья под давлением и приведения пресс-формы в открытое положение, по меньшей мере один y-осевой приводной двигатель действует для продвижения консоли обработки этикетки и консоли выгрузки продукта в их соответствующее выдвинутое положение, которое находится в зазоре между первым и вторым элементами пресс-формы. Это производится так, что держатель этикетки выравнивается по направлению x-оси со вторым элементом пресс-формы и направлен в сторону второго элемента пресс-формы, и так, что захват продукта выравнивается по направлению x-оси с первым элементом пресс-формы и направлен в сторону первого элемента пресс-формы.
В выдвинутом положении первый приводной двигатель действует для продвижения консоли обработки этикетки, снабженной выровненным держателем этикетки, ко второму элементу пресс-формы, чтобы выполнить перенос удерживаемых в нем одной или многих этикеток на второй элемент пресс-формы.
В выдвинутом положении второй приводной двигатель действует для продвижения консоли выгрузки продукта с выровненным захватом продукта к первому элементу пресс-формы, чтобы выполнить перенос одного или многих образованных литьем под давлением изделий из первого элемента пресс-формы в захват продукта.
После завершения переноса этикетки первый приводной двигатель действует для отведения консоли обработки этикетки с держателем этикетки от второго элемента пресс-формы.
После завершения переноса продукта второй приводной двигатель действует для отведения консоли выгрузки продукта, снабженной захватом продукта, который удерживает одно или многие изделия, от первого элемента пресс-формы.
Благодаря наличию независимо управляемых первого и второго приводных двигателей держатель этикетки и захват продукта могут быть в каждом случае приведены в движение оптимальным путем относительно соответствующего элемента пресс-формы и независимо друг от друга. Это значит, что срабатывание держателя этикетки и захвата продукта может быть выполнено одновременно. Кроме того, можно сохранять ограниченным зазор между элементами пресс-формы.
Для завершения цикла движения соответствующего изобретению устройства по меньшей мере один y-осевой приводной двигатель действует для втягивания консоли обработки этикетки и консоли выгрузки продукта из их соответствующего выдвинутого положения в их втянутое положение. Это втянутое положение находится вне траектории смещения первого и/или второго элемента пресс-формы при закрывании/открывании пресс-формы.
Как это является обычным в технической области, захват продукта в его втянутом положении затем может действовать для выталкивания захваченных изделий, например, в контейнер или на конвейер.
Как это является обычным в технической области, держатель этикетки в его втянутом положении может быть снабжен одной или многими новыми этикетками.
Например, захват продукта действует так, чтобы подхватывать продукт посредством вакуумного присасывания.
Например, держатель этикетки действует так, чтобы удерживать этикетку посредством вакуумного присасывания. Этикетка может быть электростатически заряжена для электростатического удерживания на поверхности пресс-формы.
Будет понятно, что, благодаря соответствующей изобретению конструкции, нет необходимости в любом приводимом в действие перемещающем устройстве, размещенном между держателем этикетки и консолью обработки этикетки. Перемещения самой этой консоли достаточны для правильной ориентации держателя этикетки относительно элемента пресс-формы, чтобы производить перенос одной или многих этикеток. В наиболее предпочтительном варианте, соответствующее изобретению устройство не нуждается в любом приводимом в действие перемещающем устройстве, размещенном между держателем этикетки и консолью обработки этикетки. Это позволяет сэкономить на весе подвижных компонентов, и повышает эксплуатационную надежность устройства.
Будет понятно, что, благодаря соответствующей изобретению конструкции, нет необходимости в любом приводимом в действие перемещающем устройстве между захватом продукта и консолью выгрузки продукта. Перемещения самой этой консоли достаточны для правильной ориентации захвата продукта относительно элемента пресс-формы, чтобы производить захват одного или многих изделий из второй пресс-формы. В наиболее предпочтительном варианте, для соответствующего изобретению устройства не требуется никакое приводимое в действие перемещающее устройство между захватом продукта и консолью выгрузки продукта. Это позволяет сэкономить на весе подвижных компонентов, и повышает эксплуатационную надежность устройства.
В вариантах исполнения каждое из первого и второго линейных направляющих устройств включает удлиненное шасси, которое ориентировано горизонтально и является протяженным по y-направлению, причем каждое шасси имеет одну или многие линейные несущие рейки, протяженные по y-направлению, и причем каждая консоль оснащена опорным элементом, например, на ее внутреннем конце, причем опорный элемент скользит по соответствующим линейным несущим рейкам по направлению y-оси.
В вариантах исполнения рама имеет одну или многие, например, многочисленные параллельные, x-осевые рейки в стационарном положении на раме, которые поддерживают и направляют первое линейное направляющее устройство и второе линейное направляющее устройство по направлению x-оси. Например, направляющие устройства опираются вблизи их внутренних и наружных концов на рейки. Например, направляющие устройства подвешены под x-осевыми рейками.
В вариантах исполнения первая трансмиссия между первым приводным двигателем и первым линейным направляющим устройством включает линейный ременный привод. Например, первый приводной двигатель приводит в действие вращающийся вал, смонтированный в стационарном местоположении на раме и протяженный по направлению y-оси, причем вал оснащен одним или многими ведомыми шкивами, например, двумя шкивами, причем рама поддерживает, отдаленно от вала по направлению x-оси, один или многие обводные шкивы, и причем ремень проходит через ведомый шкив и обводной шкив, например, ремни, причем каждый ремень прикреплен к первому линейному направляющему устройству, например, к его шасси.
В вариантах исполнения первый приводной двигатель представляет собой электрический приводной двигатель, и предназначен для приведения в действие вращающегося вала в каждом направлении по команде.
В вариантах исполнения вторая трансмиссия между вторым приводным двигателем и вторым линейным направляющим устройством включает линейный ременный привод. Например, при этом второй приводной двигатель приводит в действие вращающийся вал, смонтированный в стационарном местоположении на раме и протяженный по направлению y-оси, причем вал оснащен одним или многими ведомыми шкивами, например, двумя шкивами, причем рама поддерживает, отдаленно от вала по направлению x-оси, один или многие обводные шкивы, и причем ремень проходит через ведомый шкив и обводной шкив, например, два ремня, причем каждый ремень прикреплен ко второму линейному направляющему устройству, например, к его шасси.
В вариантах исполнения второй приводной двигатель представляет собой электрический приводной двигатель, и предназначен для приведения в действие вращающегося вала в каждом направлении по команде.
В вариантах исполнения шасси первого линейного направляющего устройства несет два шкива, разнесенные по направлению y-оси, например, один на внутреннем конце и один на наружном конце шасси, и причем ремень охватывает шкивы, и причем ремень соединен с консолью обработки этикетки, причем один шкив, например, шкив на внутреннем конце, представляет собой ведомый шкив, который приводит в движение ремень в выбранном направлении, которое обусловливает перемещение консоли обработки этикетки по направлению y-оси и против него, причем указанный шкив соединен по меньшей мере с одним y-осевым приводным двигателем, размещенным на раме.
В вариантах исполнения шасси второго линейного направляющего устройства несет два шкива, разнесенные по направлению y-оси, например, один на внутреннем конце и один на наружном конце шасси, и причем ремень охватывает шкивы, и причем ремень соединен с консолью выгрузки продукта, причем один шкив, например, шкив на внутреннем конце, представляет собой ведомый шкив, который приводит в движение ремень в выбранном направлении, которое обусловливает перемещение консоли выгрузки продукта по направлению y-оси и против него, причем указанный шкив соединен по меньшей мере с одним y-осевым приводным двигателем, размещенным на раме.
В вариантах исполнения предусмотрен один y-осевой приводной двигатель, который приводит в действие вращающиийся вал, который смонтирован в стационарном местоположении на раме и является протяженным по направлению x-оси, причем вал пролегает как через ведомый шкив первого линейного направляющего устройства, так и через ведомый шкив второго линейного направляющего устройства.
В одном варианте исполнения держатель этикетки и захват продукта имеют совместимые механически сопрягаемые поверхности, конфигурированные так, чтобы обеспечивать каждому из держателя этикетки и захвата продукта механическое сопряжение с выбранной одной из каждых двух консолей.
Настоящее изобретение также относится к способу обработки вплавляемых этикеток и выгрузки продуктов из машины для литья под давлением пластмассового материала, включающей пресс-форму с первым и вторым элементами пресс-формы, причем указанные первый и второй элементы пресс-формы сформированы смещаемыми относительно друг друга вдоль протяженной горизонтально х-оси между открытым положением и закрытым положением указанной пресс-формы, причем применяют автоматизированное устройство для обработки вплавляемых этикеток и выгрузки продукта, как здесь описываемое.
Будет понятно, что описываемая здесь система также может быть использована, когда литьем под давлением получены изделия, которые не имеют вплавляемые этикетки. В этой ситуации держатель этикетки может не присутствовать, так как обработка этикеток не требуется.
Настоящее изобретение также относится к системе инжекционного формования, включающей автоматизированное устройство для обработки вплавляемых этикеток и выгрузки продукта, как здесь описываемое, и к машине для литья под давлением пластмассового материала, включающей пресс-форму с первым и вторым элементами пресс-формы, причем указанные первый и второй элементы пресс-формы сформированы смещаемыми относительно друг друга вдоль протяженной горизонтально х-оси между открытым положением и закрытым положением указанной пресс-формы.
Настоящее изобретение также относится к способу формования пластмассовых изделий, имеющих вплавляемую этикетку, в котором применяют систему инжекционного формования, как здесь описываемую.
Теперь изобретение будет разъяснено со ссылкой на чертежи. В чертежах:
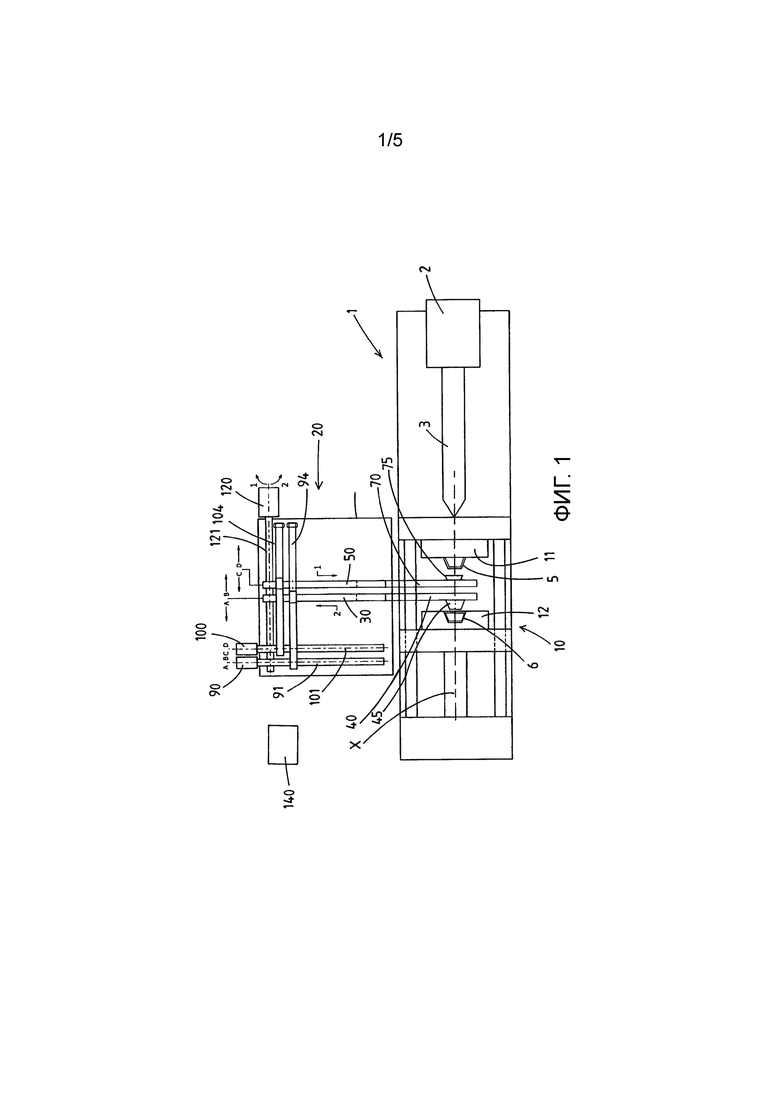
Фиг. 1 иллюстрирует в виде сверху и схематически систему инжекционного формования, включающей машину для литья под давлением и автоматизированное устройство для обработки вплавляемых этикеток и выгрузки продукта согласно изобретению,
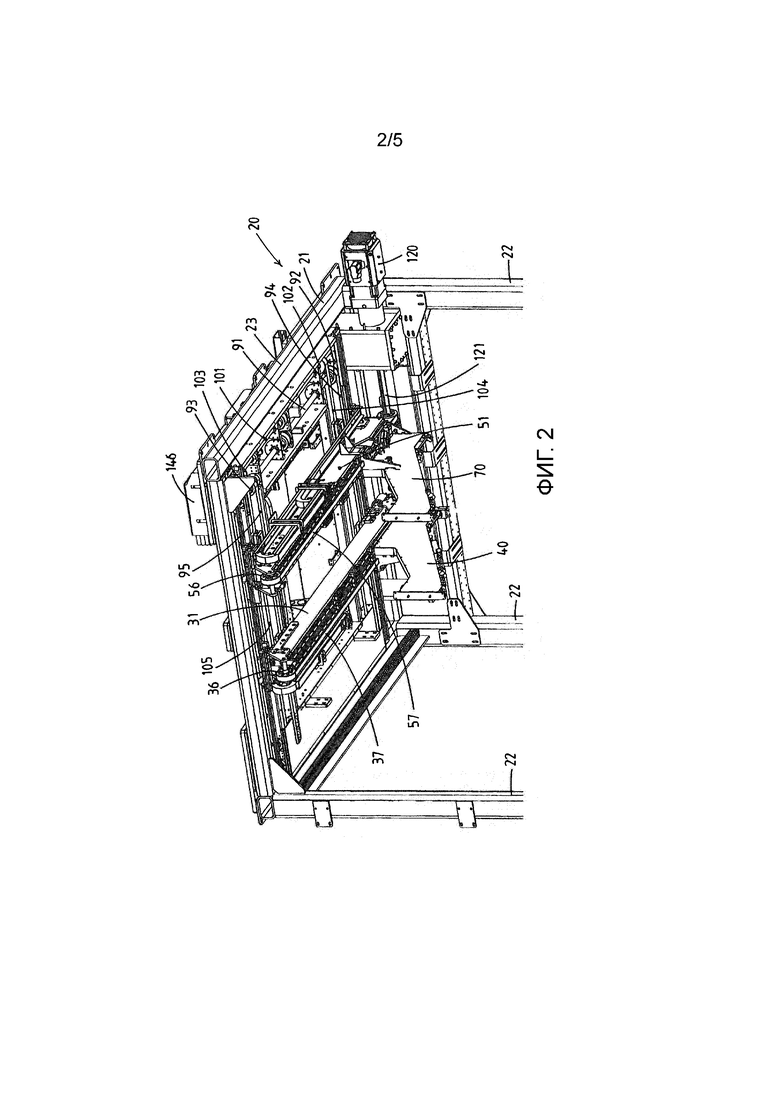
Фиг. 2 показывает перспективный вид снизу части одного примера автоматизированного устройства для обработки вплавляемых этикеток и выгрузки продукта согласно изобретению,
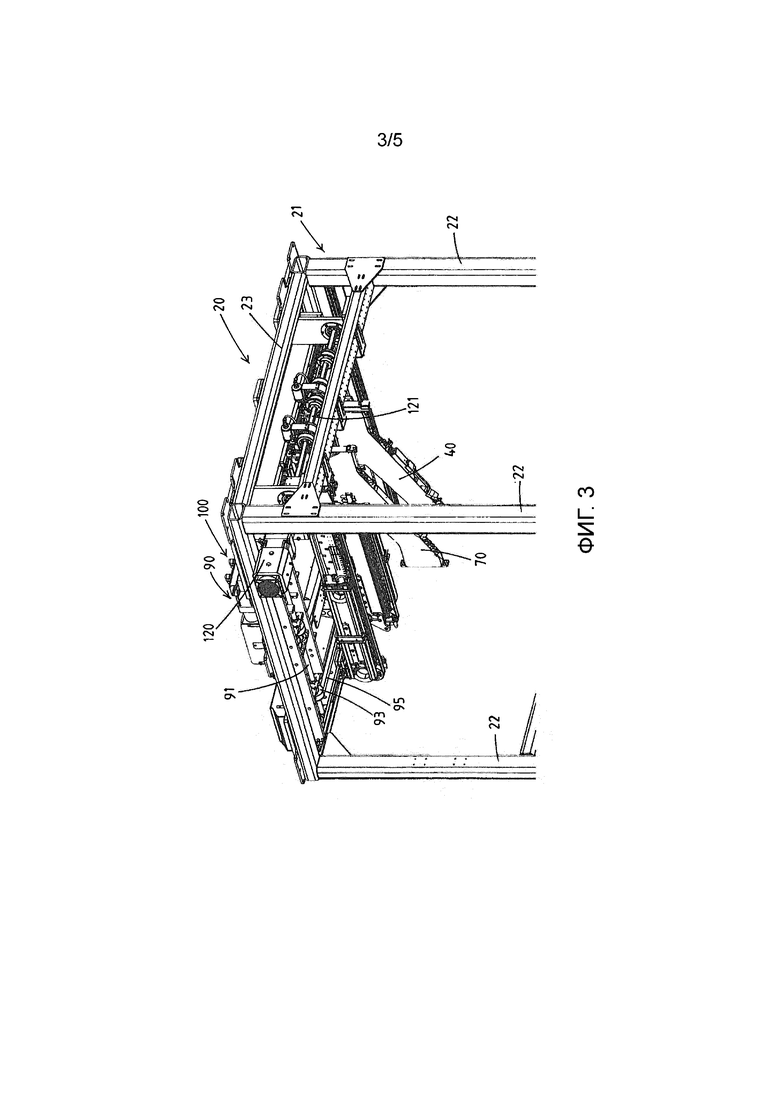
Фиг. 3 показывает устройство из фигуры 2 под иным углом,
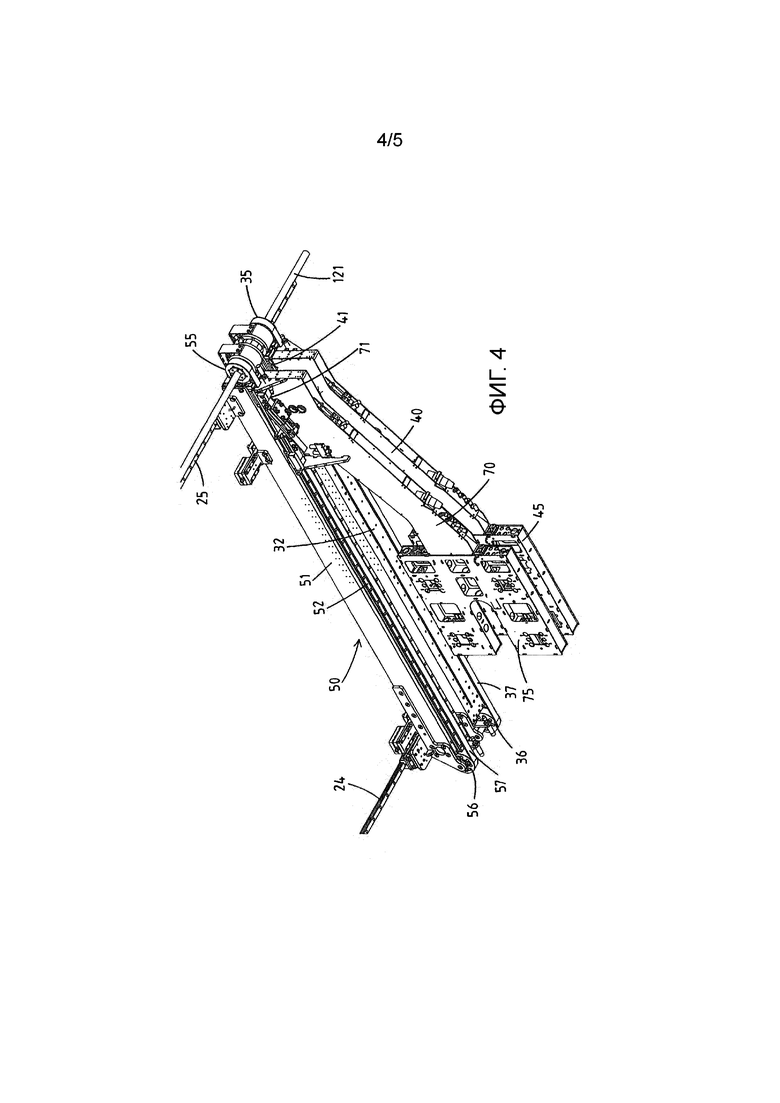
Фиг. 4 показывает часть устройства из фигуры 2 в перспективном виде снизу, и
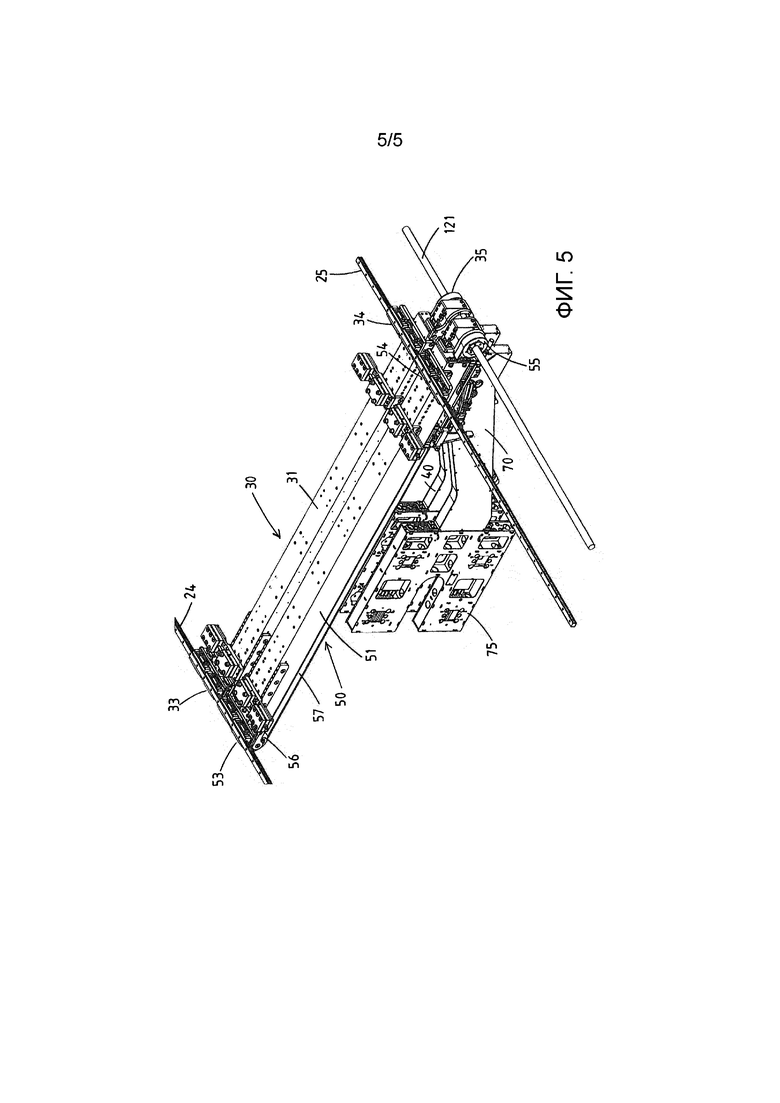
Фиг. 5 показывает часть устройства из фигуры 4 в перспективном виде сверху.
В фигуре 1 кодовый номер 1 позиции обозначает машину для литья под давлением пластмассового материала, например, сформированную для упомянутого тонкостенного литья под давлением при очень коротких длительностях цикла. Например, в пределах области заявки на настоящее изобретение предусматриваются длительности цикла не более 3 секунд, но также могут иметь место более длительные продолжительности цикла в зависимости от изделия. Например, машину 1 используют для инжекционного формования тонкостенных упаковочных изделий, например, крышек и контейнеров.
Как правило, машина 1 включает экструдер 2, имеющий шнековую камеру 3.
Кроме того, машина 1 включает пресс-форму 10. В практических вариантах исполнения пресс-форма 10 будет заменяемой пресс-формой, чтобы изготавливать различные изделия на машине 1.
Пресс-форма 10 включает первый элемент 11 пресс-формы и второй элемент 12 пресс-формы. Эти первый и второй элементы 11, 12 пресс-формы сформированы смещаемыми относительно друг друга вдоль протяженной горизонтально х-оси Х между открытым положением (показанным в фигуре 1) и закрытым положением пресс-формы 10.
Фигура 1 схематически изображает сформованное пластмассовое изделие 5.
Фигура 1 схематически изображает вплавляемую этикетку 6.
Фигура 1 также схематически изображает автоматизированное устройство 20 для обработки вплавляемых этикеток и выгрузки продукта для применения машины 1 для литья под давлением пластмассового материала. Как будет понятно, фигуры 2-5 подробно показывают примерный вариант исполнения такого устройства 20. Поэтому компоненты в фигуре 1 и фигурах 2-5 были указаны с одинаковыми кодовыми номерами позиций, где это приемлемо.
Устройство 20 имеет стационарную раму 21, например, раму 21, которая должна быть смонтирована рядом с машиной 1 в месте, где открывается и закрывается пресс-форма 10. Например, раму 21 закрепляют на полу рядом с машиной 1.
Например, как показано в фигурах 2-5, рама 21 имеет вертикальные стойки 22 и верхнюю рамную конструкцию 23, поддерживаемую стойками 22.
Устройство 20 включает консоль 40 обработки этикетки, которая снабжена держателем 45 этикетки на ее наружном конце. Держатель 45 этикетки конфигурирован для высвобождаемого удерживания одной или многих этикеток 6, которые выполнены для технологии вплавления этикеток в пресс-форме, чтобы быть встроенными в сформованное пластмассовое изделие 5.
Устройство 20 включает консоль 70 выгрузки продукта, которая снабжена захватом 75 продукта на ее наружном конце. Захват 75 продукта конфигурирован для высвобождаемого удерживания одного или многих сформованных пластмассовых изделий 5.
Фигура 1 схематически показывает держатель 45 этикетки и захват 75 продукта.
В фигурах 2, 3 держатель 45 этикетки и захват 75 продукта не показаны. В фигурах 4, 5 показаны только опорные пластины держателя 45 этикетки и захвата 75 продукта. Как это является обычным в технической области, одна или многие детали держателя этикетки могут быть закреплены на опорной пластине держателя этикетки, например, винтами. Как это является обычным в технической области, одна или многие детали захвата продукта могут быть закреплены на опорной пластине захвата продукта, например, винтами.
Устройство 20 включает первое линейное направляющее устройство 30. Первое линейное направляющее устройство 30 поддерживает консоль 40 обработки этикетки для возвратно-поступательного перемещения относительно первого линейного направляющего устройства 30 вдоль направления y-оси, которое перпендикулярно указанной x-оси Х, между втянутым положением и выдвинутым положением.
Устройство 20 включает второе линейное направляющее устройство 50. Это второе линейное направляющее устройство 50 поддерживает консоль 70 выгрузки продукта, чтобы совершать возвратно-поступательное движение относительно второго линейного направляющего устройства 70 вдоль y-оси, которая перпендикулярна указанной x-оси Х, между втянутым положением и выдвинутым положением.
Фигура 1 схематически показывает консоли 40, 70 в выдвинутом положении. Другие фигуры показывают втянутое положение.
Например, как показано, каждое из первого и второго направляющих устройств 30, 50 включает удлиненное шасси 31, 51, которое ориентировано горизонтально и является протяженным по y-направлению. Каждое шасси имеет внутренний конец и наружный конец. Здесь наружный конец представляет собой конец, направленный в сторону машины 1, и внутренний конец шасси отдален от машины 1.
Например, как показано, каждое шасси 31, 51 имеет одну или многие линейные несущие рейки 32, 52, протяженные по y-направлению, например, на нижней стороне шасси, как здесь показано. Каждая консоль 40, 70 оснащена опорным элементом 41, 71 на ее внутреннем конце, например, на верхней стороне консоли 40, 70, как здесь показано, причем опорный элемент 41, 71 скользит по соответствующим линейным несущим рейкам 32, 52 по направлению y-оси.
Первое линейное направляющее устройство 30 направлено относительно рамы 21 так, чтобы быть подвижным параллельно x-оси.
Второе линейное направляющее устройство 50 направлено относительно рамы 21 так, чтобы быть подвижным параллельно x-оси.
Как показано в фигурах 2-5, рама 21 имеет параллельные x-оси рейки 24, 25 в стационарном положении, которые поддерживают и направляют как первое линейное направляющее устройство 30, так и второе линейное направляющее устройство 50 по направлению x-оси. Например, направляющие устройства 30 и 50 вблизи их внутренних и наружных концов опираются на рейки 24, 25. Как показано, каждый направляющий элемент шасси 31, 51 может быть оснащен несущими x-осевыми элементами 33, 34, 53, 54, которые скользят по x-осевым рейкам 24, 25, стационарно смонтированным на раме 21.
Например, как показано, направляющие устройства 30, 50 подвешены под x-осевыми рейками 24, 25.
Устройство 20 имеет x-осевое приводное устройство консоли обработки этикетки с соответствующим первым приводным двигателем 90, который смонтирован на раме 21. Этот двигатель 90 через первую трансмиссию соединен с первым линейным направляющим устройством 30.
Устройство 20 имеет x-осевое приводное устройство консоли выгрузки продукта с соответствующим вторым приводным двигателем 100, смонтированным на раме 21. Этот двигатель 100 через вторую трансмиссию соединен со вторым линейным направляющим устройством 50.
Как правило, устройство 20 имеет y-осевой приводной узел, включающий по меньшей мере один y-осевой приводной двигатель 120, смонтированный на раме 21, и трансмиссию, соединяющую по меньшей мере один y-осевой приводной двигатель 120 с консолью 40 обработки этикетки и консолью 70 выгрузки продукта, для перемещения консоли 40 обработки этикетки и консоли 70 выгрузки продукта между соответствующими выдвинутым положением и втянутым положением.
Как показано, первая трансмиссия между первым приводным двигателем 90 и первым линейным направляющим устройством 30 может включать линейный ременный привод.
Первый приводной двигатель 90 приводит в действие вращающийся вал 91, смонтированный в стационарном местоположении на раме 21 и протяженный по направлению y-оси. Вал 91 оснащен одним или многими ведомыми шкивами, здесь двумя шкивами 92, 93. Рама 21 поддерживает, отдаленно от вала 91 по направлению x-оси, один или многие обводные шкивы. Ремень проходит через ведомый шкив и обводной шкив, здесь ремни 94, 95. Каждый ремень 94, 95 прикреплен к первому линейному направляющему устройству 30, здесь к его шасси 31, здесь в разнесенных друг от друга местах.
Первый приводной двигатель 90 представляет собой электрический приводной двигатель, и предназначен для приведения в действие его выходного вала в каждом направлении по команде. Тем самым направляющее устройство 30 может быть сдвинуто с высокой скоростью и точностью по направлению x-оси.
Как показано, вторая трансмиссия между вторым приводным двигателем 100 и вторым линейным направляющим устройством 50 может включать линейный ременный привод.
Второй приводной двигатель 100 приводит в действие вращающийся вал 101, смонтированный в стационарном местоположении на раме 21 и протяженный по направлению y-оси, здесь параллельно валу 91 и рядом с ним. Вал 101 оснащен одним или многими ведомыми шкивами, здесь двумя шкивами 102, 103. Рама 21 поддерживает, отдаленно от вала 101 по направлению x-оси, один или многие обводные шкивы. Ремень проходит через ведомый шкив и обводной шкив, здесь ремни 104, 105. Каждый ремень 104, 105 прикреплен ко второму линейному направляющему устройству 50, здесь в разнесенных друг от друга местах.
Второй приводной двигатель 100 представляет собой электрический приводной двигатель, и предназначен для приведения в действие его выходного вала в каждом направлении по команде. Тем самым направляющее устройство 50 может быть сдвинуто с высокой скоростью и точностью по направлению x-оси.
Первый и второй приводные двигатели 90, 100, а также первая и вторая трансмиссии к направляющим устройствам 30, 50, соответственно от независимо регулируемых цепей привода, действуют так, что можно независимо регулировать смещение консолей 40, 70 по направлению x-оси. Более конкретно, движение держателя этикетки относительно элемента пресс-формы может быть выполнено независимо от движения захвата продукта относительно элемента пресс-формы. И, как разъяснено, приводные двигатели 90, 100, обеспечивающие эти движения, смонтированы на раме 21.
Как показано в фигурах 2-5, шасси направляющего устройства 30 несет два шкива 35, 36, разнесенные друг от друга по направлению y-оси, например, один на внутреннем конце и один на наружном конце шасси 31. Ремень 37 проходит через шкивы 35, 36. Ремень 37 соединен с консолью 40 на ее внутреннем конце. Шкив 35 на внутреннем конце представляет собой ведомый шкив, который заставляет ремень 37 двигаться в выбранном направлении, которое побуждает консоль 40 двигаться по направлению y-оси и от него.
Как показано в фигурах 2-5, шасси направляющего устройства 50 несет два шкива 55, 56, разнесенные друг от друга по направлению y-оси, например, один на внутреннем конце и один на наружном конце шасси 51. Ремень 57 проходит через шкивы 55, 56. Ремень 57 соединен с консолью 70 на ее внутреннем конце. Шкив 55 на внутреннем конце представляет собой ведомый шкив, который заставляет ремень 57 двигаться в выбранном направлении, которое побуждает консоль 70 двигаться по направлению y-оси и от него.
В примерах практического применения операция может быть выполнена за очень короткое время, например, со скоростью цикла инжекционного формования в целом не более 3 секунд.
Ускорения консолей по y-направлению могут составлять свыше 10g в движениях как при выдвигании, так и при втягивании, для достижения очень короткой длительности операции. Это возможно, когда консоли несут на себе только существенные компоненты для удерживания этикетки или для захвата продукта, каковые компоненты не выполняют никаких движений по х-направлению, как те, которые регулируются двигателями, размещенными на стационарной раме. Кроме того, сами консоли 40, 70 предпочтительно имеют малый вес, например, выполнены из углеродного волокна, и т.д.
Каке показано в фигурах 2-5, консоли 40, 70 предпочтительно сформированы как пластинчатые рабочие части, имеющие длину по y-оси, высоту по z-оси и ширину по x-оси. Высота является в несколько раз большей, чем ширина, для достижения высокой стабильности консолей.
Как показано, консоли 40, 70 могут иметь идентичные форму и соединения с направляющими устройствами и с держателем этикетки/захватом продукта на наружном конце. Например, это позволяет сократить расходы на поддержание запасов для заменяемых консолей.
В одном варианте исполнения держатель 45 этикетки и захват 75 продукта имеют совместимые механически сопрягаемые поверхности, конфигурированные так, чтобы обеспечивать каждому из держателя этикетки и захвата продукта механическое сопряжение с выбранной одной из каждых двух консолей 40, 70.
В одном варианте исполнения держатель 45 этикетки и захват 75 продукта могут обмениваться между консолями 40, 70 устройства 20, например, из соображений формования иного изделия с использованием другой пресс-формы. Так, со ссылкой на фигуру 1, держатель 75 продукта тогда был бы смонтирован на консоли 40, и держатель 45 этикетки на консоли 70.
Как показано в фигурах 2-5, в одном варианте исполнения имеется один y-осевой приводной двигатель 120, который обеспечивает согласованное движение консоли 40 обработки этикетки и консоли 70 выгрузки продукта между их соответствующими выдвинутым положением и втянутым положением.
Приводной двигатель 120 здесь приводит в движение вращающийся вал 121, который смонтирован в стационарном местоположении на раме 21 и является протяженным по направлению x-оси. Вал 121 пролегает как через шкив 35 на внутреннем конце, так и через шкив 55 на внутреннем конце, или мог бы быть соединен с возможностью вращения с таким шкивом на внутреннем конце иным образом.
y-Осевой приводной двигатель 120 представляет собой электрический приводной двигатель, и предназначен для приведения в действие выходного вала и соединенного с ним вала 121 в каждом направлении по команде. Тем самым приводятся в действие шкивы 35 и 55, и тем самым ремни 37, 57, которые обеспечивают движение консолей 40, 70 по направлению y-оси относительно связанного с ними направляющего устройства 30, 50 в синхронном порядке.
Применение именно одного y-осевого приводного двигателя 120 рассматривают как благоприятное по конструктивным соображениям, например, позволяющее сформировать направляющие устройства 30, 50 со сходной конструкцией, что является предпочтительным, например, при этом внутренние шкивы 35 и 55 тогда могут иметь практически одинаковое пространственное размещение.
Следует отметить, что в альтернативном варианте исполнения могут быть предусмотрены два y-осевых приводных двигателя, каждый из которых сообщается через соответствующий вал с одним из внутренних шкивов 35, 55, чтобы иметь независимую цепь привода для каждой консоли 40, 70 по направлению y-оси.
Как показано, перемещение держателя 45 этикетки по x-оси относительно элемента 12 пресс-формы, например, опорной пластины и закрпеленных на ней одного или многих элементов держателя этикетки, управляется только посредством x-осевого привода направляющего 30 устройства. Устройство 20 не имеет никакого приводимого в действие сдвигающего устройства, размещенного между держателем 45 этикетки и консолью 40 обработки этикетки.
Как показано, перемещение захвата 75 продукта по x-оси относительно элемента 11 пресс-формы, например, опорной пластины и закрпеленных на ней одного или многих элементов захвата, управляется только посредством x-осевого привода направляющего 50 устройства. Устройство 20 не имеет никакого приводимого в действие сдвигающего устройства, размещенного между захватом 75 продукта и консолью 70 выгрузки продукта.
Управляющее устройство 140, например, компьютеризованный и программируемый контроллер, предназначено для управления работой устройства 20, в том числе управления первым приводным двигателем 90, вторым приводным двигателем 100 и y-осевым приводным двигателем 120. Устройство 140 предпочтительно также связано с контроллером экструдера 2.
Управляющее устройство 140 конфигурировано, например, программировано, так, что после завершения инжекционно-литьевой фазы цикла литья под давлением и приведения пресс-формы 10 в открытое положение, устройство 20 действует для размещения одной или многих новых этикеток 6 на элементе 12 пресс-формы и для извлечения одного или многих сформированных литьем под давлением пластмассовых изделий 5 из другого элемента 11 пресс-формы. Это выполняют в операции, проводимой с высокой скоростью, которая включает работу y-осевого приводного двигателя 120 для продвигания консоли 40 обработки этикетки и консоли 70 выгрузки продукта в их соответствующее выдвинутое положение (смотри фигуру 1), в зазор между первым и вторым элементами 11, 12 пресс-формы, так, что держатель 45 этикетки выравнивается по направлению x-оси со вторым элементом 12 пресс-формы и направлен к указанному второму элементу 12 пресс-формы, и так, что захват 75 продукта выравнивается по направлению x-оси с первым элементом 11 пресс-формы и направлен к указанному первому элементу 11 пресс-формы. Как здесь показано, в этом варианте исполнения консоли 40, 70 сдвигаются синхронно.
Как только консоли 40, 70 были выдвинуты, операция включает срабатывание первого x-осевого приводного двигателя 90 для продвижения консоли 40 обработки этикетки, оснащенной выровненным держателем 45 этикетки, ко второму элементу 12 пресс-формы, чтобы производить перенос одной или многих удерживаемых на нем этикеток 6 на второй элемент 12 пресс-формы. Например, одна или многие этикетки 6 удерживаются на держателе 45 вакуумным присасыванием. В момент переноса это разрежение устраняется. В вариантах исполнения этикетка 6 может удерживаться в элементе пресс-формы посредством электростатического взаимодействия между электростатически заряженной этикеткой 6 и металлическим элементом пресс-формы. Например, на этикетке 6 создают статический заряд с использованием устройства 146 нанесения статического заряда. В альтернативном варианте, этикетка 6 удерживается в элементе пресс-формы с использованием вакуумного присасывания.
Как правило, одновременно с вышеописанным x-перемещением консоли 40 обработки этикетки и держателя 45 этикетки, второй приводной двигатель 100 срабатывает для продвижения консоли 70 выгрузки продукта с выровненным захватом 75 продукта к первому элементу 11 пресс-формы, чтобы привести захват 75 в зацепление с одним или многими изделиями 5, которые присутствуют на элементе 11 пресс-формы. Затем захват 75 действует для выполнения его захватывающей функции, которая, например, могла бы быть такой, что происходит вакуумное присасывание для подхватывания изделия, и/или создается механический захват. Тем самым достигается перенос одного или многих сформированных литьем под давлением изделий из первого элемента 11 пресс-формы в захват 75 продукта.
После завершения переноса этикетки, первый приводной двигатель 90 действует для вытягивания консоли 70 обработки этикетки, оснащенной выровненным держателем 45 этикетки, из второго элемента 12 пресс-формы.
После завершения переноса изделия в захват 75, второй приводной двигатель 100 действует для вытягивания консоли 70 выгрузки продукта, оснащенной захватом 75 продукта, удерживающим одно или многие изделия 5, из первого элемента 11 пресс-формы.
Будет понятно, что x-перемещения держателя 45 этикетки и захвата 75 продукта могут быть выполнены независимо вследствие наличия индивидуальных цепей привода. Это позволяет оптимизировать каждое перемещение и обеспечить высокую общую скорость этих операций.
На конечном этапе операции y-осевой двигатель 120 действует для втягивания консоли 40 обработки этикетки и консоли 70 выгрузки продукта из их соответствующего выдвинутого положения в их втянутое положение, вне траектории смещения первого и/или второго элемента 11, 12 пресс-формы при закрывании пресс-формы.
Как известно в технологии, теперь одна или многие новые этикетки 6 могут быть загружены на держатель 45 этикетки.
Как известно в технологии, теперь изделия 5 могут быть высвобождены из захвата 75. Например, изделия падают на конвейер или в контейнер, или их переносят на некоторое другое обрабатывающее устройство.
Как можно понять из фигур 2-5, консоли 40, 70 здесь сформированы обеспечивающими возможность смены положения держателя 45 этикетки и захвата 75 продукта так, что теперь держатель этикетки обращен к экструдеру, и захват продукта обращен в сторону от экструдера.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ ЭТИКЕТИРОВАНИЯ | 2005 |
|
RU2293047C1 |
| СИСТЕМА ДЛЯ ИСПОЛЬЗОВАНИЯ СОВМЕСТНО С ПРЕССОМ ДЛЯ ШТАМПОВКИ ИЗДЕЛИЯ | 1990 |
|
RU2030239C1 |
| ЭТИКЕТИРОВОЧНАЯ МАШИНА | 2006 |
|
RU2319647C1 |
| СИСТЕМА ДЛЯ УДАЛЕНИЯ САМОКЛЕЯЩИХСЯ ЭТИКЕТОК | 2011 |
|
RU2563169C2 |
| МАШИНА И СПОСОБ МАРКИРОВКИ ИЛИ НАНЕСЕНИЯ ЭТИКЕТКИ | 2010 |
|
RU2526673C2 |
| УСТРОЙСТВО ДЛЯ УСЛУГ НА ОСНОВЕ МЕСТОПОЛОЖЕНИЯ | 2017 |
|
RU2744626C2 |
| РУЛОННЫЙ ПРЕСС-ПОДБОРЩИК | 2010 |
|
RU2523527C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЭТИКЕТОК НА ШИНЫ ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2016 |
|
RU2683737C1 |
| АВТОМАТИЧЕСКИЙ КОМПЛЕКС НАНЕСЕНИЯ ЭТИКЕТОК | 2006 |
|
RU2319648C1 |
| ЭТИКЕТИРОВОЧНОЕ УСТРОЙСТВО | 2007 |
|
RU2454360C2 |
Изобретение относится к автоматизированному устройству для обработки вплавляемых этикеток и выгрузки продукта. Техническим результатом является сокращение длительности цикла при тонкостенном литье под давлением, повышение стабильности при высоких скоростях компонентов в автоматизированном устройстве и уменьшение использования энергии. Технический результат достигается устройством для применения в машине для литья под давлением пластмассового материала, которое включает консоль обработки этикетки, оснащенную держателем этикетки на ее наружном конце, и консоль выгрузки продукта, оснащенную захватом продукта на ее наружном конце. Устройство имеет стационарную раму и первое линейное направляющее устройство, которое поддерживает консоль обработки этикетки для возвратно-поступательного движения вдоль направления y-оси. Устройство также имеет второе линейное направляющее устройство, которое поддерживает консоль выгрузки продукта для возвратно-поступательного движения вдоль направления y-оси. Первое и второе линейные направляющие устройства направлены относительно рамы так, чтобы быть подвижными параллельно указанной x-оси. Устройство привода консоли обработки этикетки по х-оси имеет первый приводной двигатель, смонтированный на раме, и первую трансмиссию, соединенную с указанным первым приводным двигателем и с первым линейным направляющим устройством. Устройство привода консоли выгрузки продукта по x-оси имеет второй приводной двигатель, смонтированный на раме, и вторую трансмиссию, соединенную со вторым приводным двигателем и вторым линейным направляющим устройством. Узел привода по y-оси включает по меньшей мере один y-осевой приводной двигатель, смонтированный на раме, и трансмиссию, соединяющую по меньшей мере один y-осевой приводной двигатель с указанной консолью обработки этикетки и указанной консолью выгрузки продукта, для сдвигания консоли обработки этикетки и консоли выгрузки продукта между их соответствующим выдвинутым положением и втянутым положением. 4 н. и 11 з.п. ф-лы, 5 ил.
1. Автоматизированное устройство (20) для обработки вплавляемых этикеток и выгрузки продукта для применения в машине (1) для литья под давлением пластмассового материала, включающей пресс-форму (10) с первым и вторым элементами (11, 12) пресс-формы, причем указанные первый и второй элементы (11, 12) пресс-формы сформированы смещаемыми относительно друг друга вдоль протяженной горизонтально х-оси (Х) между открытым положением и закрытым положением указанной пресс-формы,
причем устройство (20) включает:
консоль (40) обработки этикетки, оснащенную держателем (45) этикетки на ее наружном конце, причем держатель этикетки конфигурирован для высвобождаемого удерживания одной или многих этикеток (6),
консоль (70) выгрузки продукта, оснащенную захватом (75) продукта на ее наружном конце, причем захват продукта конфигурирован для высвобождаемого удерживания одного или многих отформованных пластмассовых изделий,
стационарную раму (21, 22, 23),
первое линейное направляющее устройство (30), причем первое линейное направляющее устройство (30) поддерживает консоль (40) обработки этикетки, чтобы совершать возвратно-поступательное движение относительно первого линейного направляющего устройства (30) вдоль направления y-оси, которая перпендикулярна указанной x-оси (Х), между втянутым положением и выдвинутым положением,
второе линейное направляющее устройство (50), причем второе линейное направляющее устройство (50) поддерживает консоль (70) выгрузки продукта, чтобы совершать возвратно-поступательное движение относительно второго линейного направляющего устройства (50) вдоль направления y-оси, которая перпендикулярна указанной x-оси (Х), между втянутым положением и выдвинутым положением,
причем первое линейное направляющее устройство (30) направлено относительно рамы (21) так, чтобы быть подвижным параллельно указанной x-оси,
причем второе линейное направляющее устройство (50) ориентировано относительно рамы (21) так, чтобы быть подвижным параллельно указанной х-оси,
устройство привода консоли обработки этикетки по х-оси, имеющее соответствующий первый приводной двигатель (90), смонтированный на раме (21), и первую трансмиссию (91-95), соединенную с указанным первым приводным двигателем и с первым линейным направляющим устройством (30),
устройство привода консоли выгрузки продукта по x-оси, имеющее соответствующий второй приводной двигатель (100), смонтированный на раме (21), и вторую трансмиссию (101-105), соединенную с указанным вторым приводным двигателем и вторым линейным направляющим устройством (50),
узел привода по y-оси, включающий по меньшей мере один y-осевой приводной двигатель (120), смонтированный на раме, и трансмиссию (121, 35-37, 55-57), соединяющую указанный по меньшей мере один y-осевой приводной двигатель с указанной консолью (40) обработки этикетки и указанной консолью (70) выгрузки продукта, для сдвигания консоли обработки этикетки и консоли выгрузки продукта между их соответствующим выдвинутым положением и втянутым положением,
управляющее устройство (140), которое управляет указанным первым приводным двигателем (90), указанным вторым приводным двигателем (100) и указанным по меньшей мере одним y-осевым приводным двигателем (120),
причем управляющее устройство (140) конфигурировано так, что после завершения инжекционно-литьевой фазы цикла и приведения пресс-формы (10) в указанное открытое положение:
i) по меньшей мере один y-осевой приводной двигатель (120) действует для продвижения консоли (40) обработки этикетки и консоли (70) выгрузки продукта в их соответствующее выдвинутое положение, в зазор между первым и вторым элементами (11, 12) пресс-формы, так, что держатель (45) этикетки выравнивается по направлению x-оси со вторым элементом (12) пресс-формы и направлен в сторону указанного второго элемента (12) пресс-формы, и так, что захват (75) продукта выравнивается по направлению x-оси с первым элементом (11) пресс-формы и направлен в сторону указанного первого элемента (11) пресс-формы,
ii) первый приводной двигатель (90) действует для продвижения консоли (40) обработки этикетки, снабженной выровненным держателем (45) этикетки, ко второму элементу (12) пресс-формы, чтобы выполнить перенос удерживаемых в нем одной или многих этикеток (6) на второй элемент (12) пресс-формы,
iii) второй приводной двигатель (100) действует для продвижения консоли (70) выгрузки продукта с выровненным захватом (75) продукта к первому элементу (11) пресс-формы, чтобы выполнить перенос одного или многих образованных литьем под давлением изделий (5) из первого элемента (11) пресс-формы в захват (75) продукта,
iv) после завершения переноса этикетки первый приводной двигатель (90) действует для отведения консоли (40) обработки этикетки, снабженного держателем (45) этикетки, от второго элемента (12) пресс-формы,
v) после завершения переноса продукта второй приводной двигатель (100) действует для отведения консоли (70) выгрузки продукта, снабженной захватом (75) продукта, который удерживает одно или многие изделия (5), от первого элемента (11) пресс-формы,
vi) по меньшей мере один y-осевой двигатель (120) действует для втягивания консоли (40) обработки этикетки и консоли (70) выгрузки продукта из их соответствующего выдвинутого положения в их втянутое положение, вне траектории смещения первого и/или второго элемента (11, 12) пресс-формы при закрывании пресс-формы.
2. Автоматизированное устройство для обработки вплавляемых этикеток и выгрузки продукта по п. 1, причем устройство (20) не имеет никакого приводимого в действие перемещающего устройства, размещенного между держателем (45) этикетки и консолью (40) обработки этикетки.
3. Автоматизированное устройство для обработки вплавляемых этикеток и выгрузки продукта по п. 1 или 2, причем устройство (20) не имеет никакого приводимого в действие перемещающего устройства, размещенного между захватом (75) продукта и консолью (70) выгрузки продукта.
4. Автоматизированное устройство для обработки вплавляемых этикеток и выгрузки продукта по любому одному или многим из пп. 1-3, причем каждый из первого и второго линейных направляющих устройств (30, 50) включает удлиненное шасси (31, 51), которое ориентировано горизонтально и является протяженным по y-направлению, причем каждое шасси (31, 51) имеет одну или многие линейные несущие рейки (32, 52), протяженные по y-направлению, и причем каждая консоль (40, 70) оснащена опорным элементом (41, 71) на ее внутреннем конце, причем опорный элемент (41, 71) скользит по соответствующим линейным несущим рейкам (32, 52) по направлению y-оси.
5. Автоматизированное устройство для обработки вплавляемых этикеток и выгрузки продукта по любому одному или многим из пп. 1-4, причем рама (21) имеет параллельные x-осевые рейки (24, 25) в стационарном положении на раме (21), которые поддерживают и направляют первое линейное направляющее устройство (30) и второе линейное направляющее устройство (50) по направлению x-оси, например направляющие устройства (30, 50) опираются вблизи их внутренних и наружных концов на рейки (24, 25), например направляющие устройства (30, 50) подвешены под x-осевыми рейками (24, 25).
6. Автоматизированное устройство для обработки вплавляемых этикеток и выгрузки продукта по любому одному или многим из пп. 1-5, причем первая трансмиссия между первым приводным двигателем (90) и первым линейным направляющим устройством (30) включает линейный ременный привод, например, причем первый приводной двигатель (90) приводит в действие вращающийся вал (91), смонтированный в стационарном местоположении на раме (21) и протяженный по направлению y-оси, причем вал (91) оснащен одним или многими ведомыми шкивами, например, двумя шкивами (92, 93), причем рама (21) поддерживает, отдаленно от вала (91) по направлению x-оси, один или многие обводные шкивы, и причем ремень проходит через ведомый шкив и обводной шкив, например ремни (94, 95), причем каждый ремень (94, 95) прикреплен к первому линейному направляющему устройству (30), например к его шасси (31).
7. Автоматизированное устройство для обработки вплавляемых этикеток и выгрузки продукта по п. 6, причем первый приводной двигатель (90) представляет собой электрический приводной двигатель, и предназначен для приведения в действие вращающегося вала (91) в каждом направлении по команде.
8. Автоматизированное устройство для обработки вплавляемых этикеток и выгрузки продукта по любому одному или многим из пп. 1-7, причем вторая трансмиссия между вторым приводным двигателем (100) и вторым линейным направляющим устройством (50) включает линейный ременный привод, например, при этом второй приводной двигатель (100) приводит в действие вращающийся вал (101), смонтированный в стационарном местоположении на раме (21) и протяженный по направлению y-оси, причем вал (101) оснащен одним или многими ведомыми шкивами, например двумя шкивами (102, 103), причем рама (21) поддерживает, отдаленно от вала (101) по направлению x-оси, один или многие обводные шкивы, и причем ремень проходит через ведомый шкив и обводной шкив, например, два ремня (104, 105), причем каждый ремень (104, 105) прикреплен ко второму линейному направляющему устройству (50), например к его шасси (51).
9. Автоматизированное устройство для обработки вплавляемых этикеток и выгрузки продукта по п. 8, причем второй приводной двигатель (100) представляет собой электрический приводной двигатель, и предназначен для приведения в действие вращающегося вала (101) в каждом направлении по команде.
10. Автоматизированное устройство для обработки вплавляемых этикеток и выгрузки продукта по любому одному или многим из пп. 1-9, причем шасси (31) первого линейного направляющего устройства (30) несет два шкива (35, 36), разнесенные по направлению y-оси, например, один на внутреннем конце и один на наружном конце шасси (31), и причем ремень (37) охватывает шкивы (35, 36), и причем ремень (37) соединен с консолью (40) обработки этикетки, причем один шкив, например шкив (35) на внутреннем конце, представляет собой ведомый шкив, который приводит в движение ремень (37) в выбранном направлении, которое обусловливает перемещение консоли (40) обработки этикетки по направлению y-оси и против него, причем указанный ведомый шкив соединен по меньшей мере с одним y-осевым приводным двигателем (120), размещенным на раме (21).
11. Автоматизированное устройство для обработки вплавляемых этикеток и выгрузки продукта по любому одному или многим из пп. 1-10, причем шасси (51) второго линейного направляющего устройства (50) несет два шкива (55, 56), разнесенные по направлению y-оси, например один на внутреннем конце и один на наружном конце шасси (51), и причем ремень (57) охватывает шкивы (55, 56), и причем ремень (57) соединен с консолью (70) выгрузки продукта, причем один шкив, например шкив (55) на внутреннем конце, представляет собой ведомый шкив, который приводит в движение ремень (57) в выбранном направлении, которое обусловливает перемещение консоли (70) выгрузки продукта по направлению y-оси и против него, причем указанный шкив соединен по меньшей мере с одним y-осевым приводным двигателем (120), размещенным на раме (21).
12. Автоматизированное устройство для обработки вплавляемых этикеток и выгрузки продукта по любому из пп. 10 и 11, причем предусмотрен один y-осевой приводной двигатель (120), который приводит в действие вращающийся вал (121), который смонтирован в стационарном местоположении на раме (21) и является протяженным по направлению x-оси, причем вал (121) пролегает как через ведомый шкив (35) первого линейного направляющего устройства (30), так и через ведомый шкив (55) второго линейного направляющего устройства (50).
13. Способ обработки вплавляемых этикеток (6) и выгрузки продуктов (5) из машины (1) для литья под давлением пластмассового материала, включающей пресс-форму (10) с первым и вторым элементами (11, 12) пресс-формы, причем указанные первый и второй элементы пресс-формы сформированы смещаемыми относительно друг друга вдоль протяженной горизонтально х-оси (Х) между открытым положением и закрытым положением указанной пресс-формы, причем используют автоматизированное устройство (20) для обработки вплавляемых этикеток и выгрузки продукта по любому одному или многим из пп. 1-12.
14. Система инжекционного формования, включающая автоматизированное устройство (20) для обработки вплавляемых этикеток и выгрузки продукта по любому одному или многим из пп. 1-12, и машину (1) для литья под давлением пластмассового материала, включающую пресс-форму (10) с первым и вторым элементами (11, 12) пресс-формы, причем указанные первый и второй элементы пресс-формы сформированы смещаемыми относительно друг друга вдоль протяженной горизонтально х-оси между открытым положением и закрытым положением указанной пресс-формы.
15. Способ формования пластмассовых изделий (5), имеющих вплавляемую этикетку (6), в котором применяют систему инжекционного формования по п. 14.
| JP 2009096012 A, 07.05.2009 | |||
| Установка для изготовления моделей | 1978 |
|
SU710749A1 |
| Шихта для изготовления форстеритового огнеупора | 1986 |
|
SU1384562A1 |
| СПОСОБ НАНЕСЕНИЯ ЭТИКЕТОК В ПРЕСС-ФОРМЕ | 2013 |
|
RU2585019C2 |
| RU 2013112192 A, 27.09.2014. | |||

