Настоящее изобретение относится к механической обработке наружных поверхностей деталей, имеющих форму тел вращения, в машиностроительных и ремонтно-эксплуатационных предприятиях, в частности, для упрочнения валов поверхностным пластическим деформированием.
Известны однороликовые приспособления к токарным станкам, предназначенные для обкатки деталей различных форм и размеров, содержащие роликовую головку с обкатным роликом и суппортной державкой [ГОСТ 16339-70-16345-70].
Недостатком приспособления такой конструкции является то, что усилие обкатки, действующее на ролик приспособления, передается на вал, который в процессе обработки изгибается, в связи с чем возможны остаточные деформации и снижается точность обработки.
Известно приспособление с двумя роликами для упрочнения обкаткой рабочей поверхности валов на токарном станке, приспособление крепится на поворотной части суппорта и содержит ползун, стойки с обкатными роликами и перемещаемые винтом с правой и левой резьбой [URL: https://studopedia.ru/3_14864_uprochnenie-obkatkoy-rolikami-i-pruzhinvashchimi-sharikami.html, рисунок 8.7, дата выгрузки в электронную среду 01.04.2011 г.].
Недостатком приспособления такой конструкции является то, что усилие обкатки, действующее на приспособление, передается на суппорт токарного станка и при больших усилиях обкатывания обкатка становится невозможна из-за недостаточной прочности и жесткости самого суппорта токарного станка и недостаточной жесткости обрабатываемой детали. Недостаточная жесткость системы «станок-приспособление-инструмент-деталь» (СПИД) не позволяет получить необходимую точность детали, шероховатость ее поверхности и достаточную глубину упрочненного слоя.
Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство для обкатки валов на токарном станке, содержащее корпус для крепления в резцедержателе станка с шарнирно закрепленными на нем державки с двумя роликами и откидного коромысла, имеющего паз, с одним роликом [Справочник технолога-машиностроителя. В 2-х т. Т. 2 / Под ред. А.Г. Косиловой и Р.К. Мещерякова. - 4-е изд., перераб. и доп. - М.: Машиностроение, 1985, с. 496 с ил., с. 387, рисунок 7].
Техническим результатом является плавное изменение усилия обжатия роликами в процессе обкатки, позволяющее достигнуть необходимой точности и шероховатости поверхности обрабатываемого вала и достаточной глубины упрочненного слоя, а также возможности обкатки валов различных диаметров.
Технический результат достигается тем, что устройство для обкатки валов на токарном станке, содержащее корпус для крепления в резцедержателе станка с шарнирно закрепленными на нем державки с двумя роликами и откидного коромысла, имеющего паз, с одним роликом, согласно изобретению, имеет пневмоцилиндр, сообщенный с державкой посредством штока с возможностью захода в паз откидного коромысла, два упора, закрепленные на корпусе, сменную втулку с пазом, устанавливаемую для обеспечения обкатки валов различных диаметров на шток пневмоцилиндра между коромыслом и корпусом пневмоцилиндра, при этом ролик на откидном коромысле установлен с возможностью поворота на 180°.
Новизна заявляемого предложения заключается в том, что пневмоцилиндр позволит плавно изменять усилие обжатия роликами в процессе обкатки, быстросменная втулка, устанавливаемая для обеспечения обкатки валов различных диаметров на шток пневмоцилиндра между коромыслом и корпусом пневмоцилиндра, позволит обрабатывать валы различных диаметров, а ролик на коромысле с возможностью поворота на 180° позволит обработать всю поверхность вала, включая галтели.
Сущность изобретения поясняется чертежами, на которых изображено:
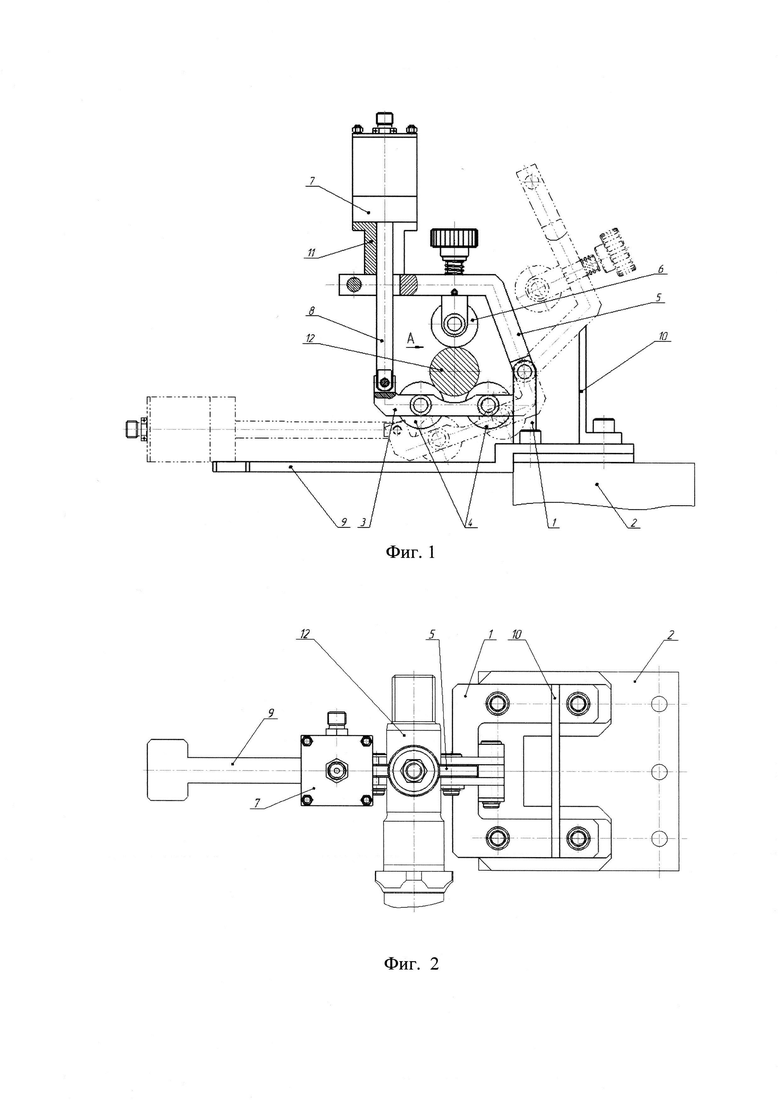
на фиг. 1 - устройство для обкатки валов на токарном станке;
на фиг. 2 - то же: вид сверху;
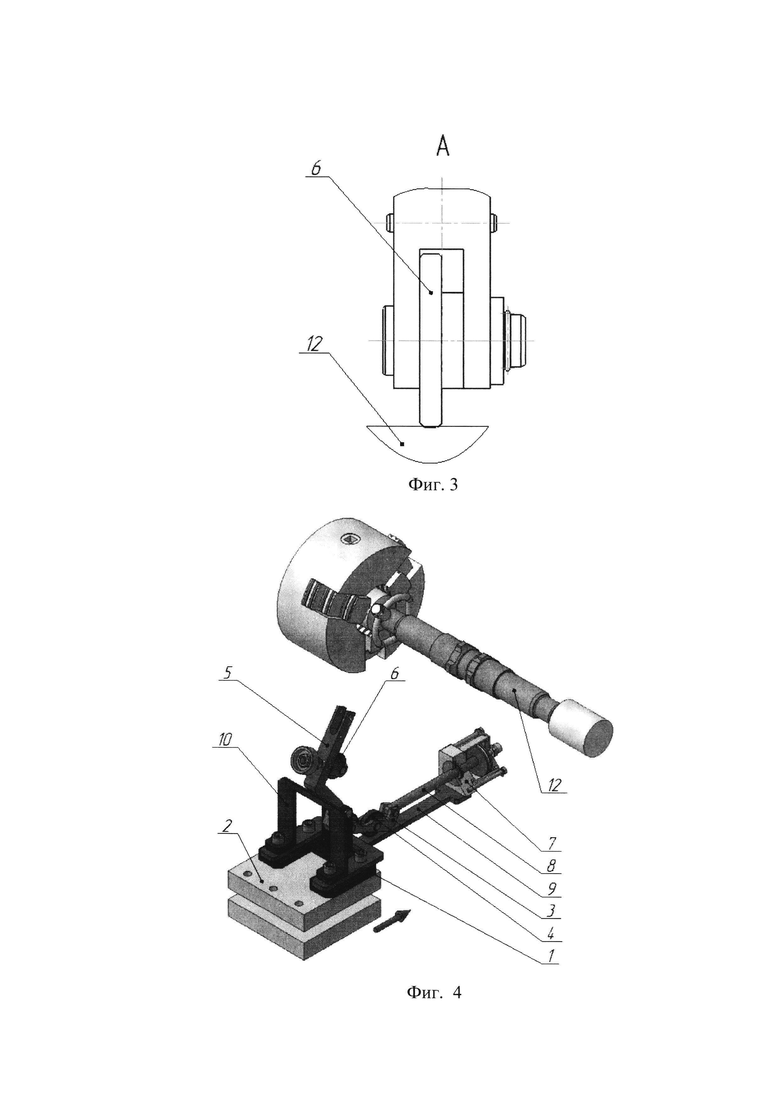
на фиг. 3 - то же: вид А;
на фиг. 4 - то же: перед обкаткой в формате 3D;
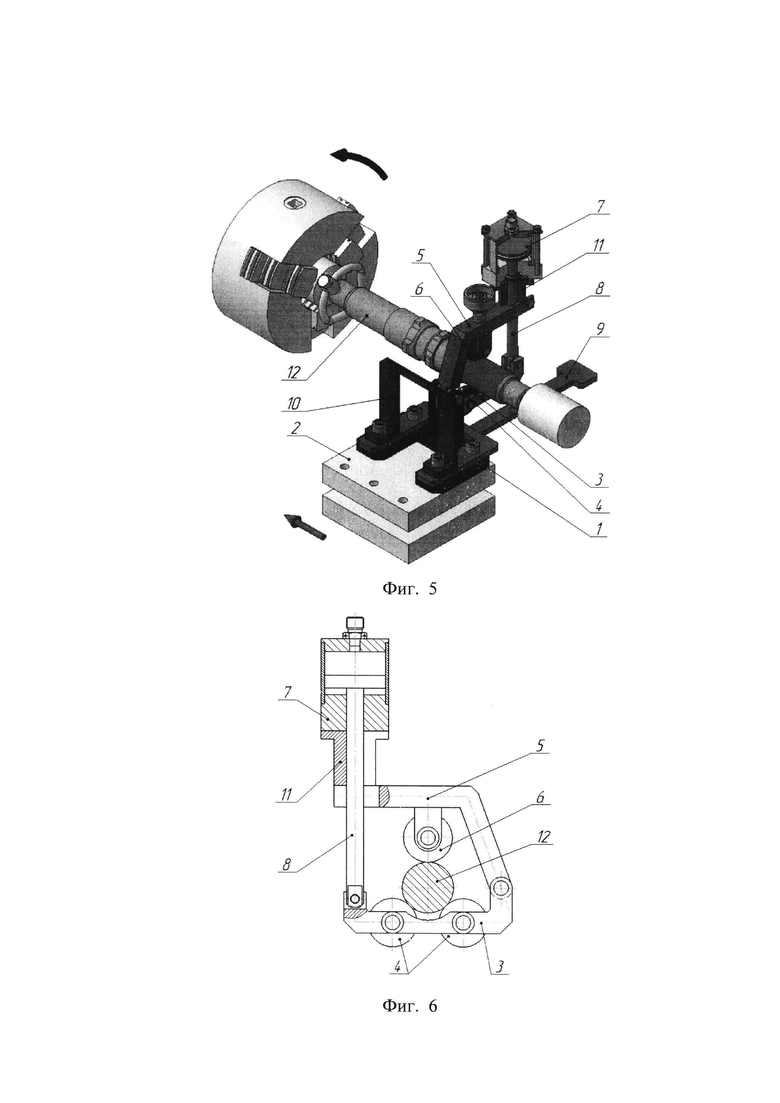
на фиг. 5 - то же: во время обкатки в формате 3D;
на фиг. 6 - то же: расположение роликов при обкатке поверхности валов расчетного диаметра;
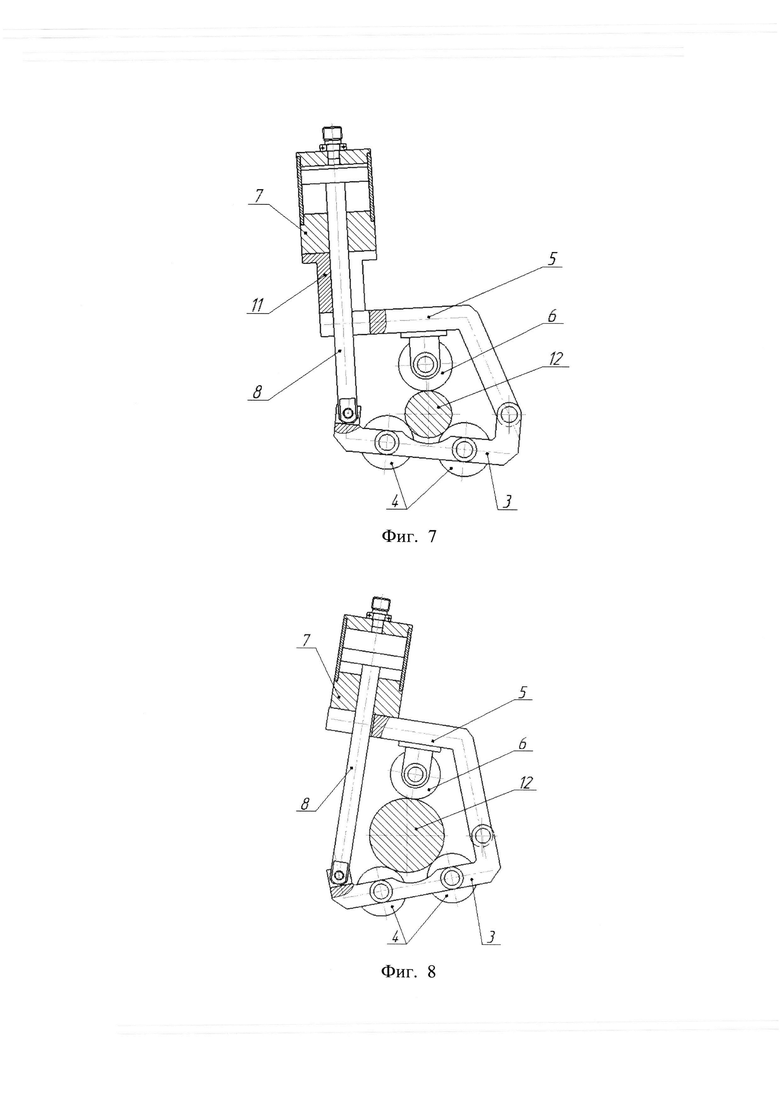
на фиг. 7 - то же: расположение роликов при обкатке поверхности валов диаметром меньше расчетного диаметра;
на фиг. 8 - то же: расположение роликов при обкатке поверхности валов диаметром больше расчетного диаметра.
Для обкатки валов используют устройство, которое содержит корпус 1 для крепления в резцедержателе станка 2 с шарнирно закрепленными на нем державки 3 с двумя роликами 4 и откидного коромысла 5, имеющего паз, с одним роликом 6, пневмоцилиндр 7, сообщенный с державкой 3 посредством штока 8 с возможностью его захода в паз откидного коромысла 5, два упора 9 и 10, закрепленные на корпусе 1, сменную втулку 11 с пазом, устанавливаемую для обеспечения обкатки валов 12 различных диаметров на шток пневмоцилиндра 8 между коромыслом 5 и корпусом пневмоцилиндра, при этом ролик 6 на откидном коромысле 5 установлен с возможностью поворота на 180°. Обрабатываемый вал 12 располагается между роликами 4 и 6.
Устройство для обкатки валов работает следующим образом.
Перед работой обрабатываемый вал 12 устанавливается в центры станка, державка 3 с пневмоцилиндром 7 и откидное коромысло 5 располагаются на упорах 9 и 10 соответственно (фиг. 4). Резцедержатель станка 2 подводят к обрабатываемому валу 12, откидное коромысло 5 опускают до касания роликом 6 поверхности обрабатываемого вала 12, шток 8 пневмоцилиндра 7 заводят в паз коромысла 5, устанавливая в зависимости от диаметра обрабатываемой поверхности сменную втулку 11 с пазом (фиг. 5, 6, 7, 8). В штоковую полость пневмоцилиндра 7 подают воздух, и шток 8 подводит державку 3 до упора роликами 4 в поверхность обрабатываемого вала 12. Включают на станке вращение обрабатываемого вала 12, давлением воздуха в штоковой полости пневмоцилиндра 7 обеспечивают необходимое усилие обкатки и начинают обрабатывать вал 12, обеспечивая продольно перемещение устройства за счет движения суппорта станка.
Для обработки всей поверхности, включая галтели, можно ролик 6 на откидном коромысле 5 развернуть на 180°. После окончания обработки воздух подают в бесштоковую полость пневмоцилиндра 7, выводят шток 8 из паза откидного коромысла 5 и укладывают державку 3 с пневмоцилиндром 7 и откидное коромысло 5 на упоры 9 и 10.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УПРОЧНЯЮЩЕЙ ОБКАТКИ РОЛИКАМИ НАРУЖНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2005 |
|
RU2316419C2 |
| Устройство для упрочнения обкаткой конической резьбы | 1990 |
|
SU1761448A1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ ВИНТОВ | 2007 |
|
RU2337807C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ ВАЛОВ | 2007 |
|
RU2347662C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ ВАЛОВ | 2007 |
|
RU2347663C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ ВИНТОВ | 2007 |
|
RU2337806C1 |
| Устройство для упрочнения обкаткой внутренних резьбовых поверхностей | 1989 |
|
SU1768375A1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ СТАТИКО-ИМПУЛЬСНОЙ ОБРАБОТКИ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2007 |
|
RU2347665C1 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕГО ОТРЕЗАНИЯ КОЛЬЦЕВЫХ ЗАГОТОВОК НА ТОКАРНОМ СТАНКЕ | 1992 |
|
RU2049596C1 |
| РЕГУЛИРУЕМАЯ ГОЛОВКА ДЛЯ ОБКАТЫВАНИЯ | 2004 |
|
RU2259910C1 |
Изобретение относится к устройству для обкатки валов на токарном станке. Устройство содержит корпус для крепления в резцедержателе станка с шарнирно закрепленными на нем державкой с двумя роликами и откидным коромыслом, имеющим паз и выполненным с одним роликом, пневмоцилиндр, два упора и сменную втулку с пазом. Пневмоцилиндр сообщен с державкой посредством штока с возможностью захода в паз откидного коромысла. Упомянутые упоры закреплены на корпусе. Сменная втулка установлена для обеспечения обкатки валов различных диаметров на шток пневмоцилиндра между коромыслом и корпусом пневмоцилиндра. Ролик на откидном коромысле установлен с возможностью поворота. В результате обеспечивается плавное изменение усилия обжатия роликами в процессе обкатки. 8 ил.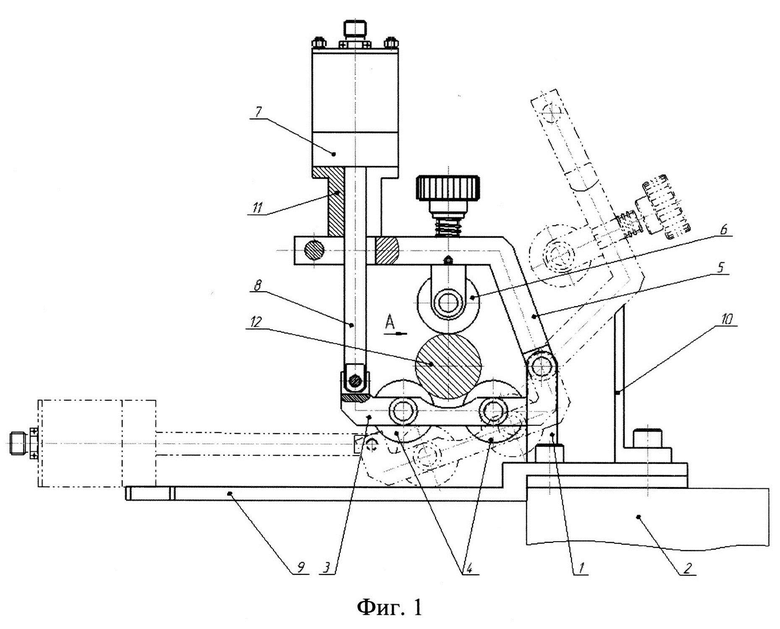
Устройство для обкатки валов на токарном станке, содержащее корпус для крепления в резцедержателе станка с шарнирно закрепленными на нем державкой с двумя роликами и откидным коромыслом, имеющим паз и выполненным с одним роликом, отличающееся тем, что устройство имеет пневмоцилиндр, сообщенный с державкой посредством штока с возможностью захода в паз откидного коромысла, два упора, закрепленные на корпусе, сменную втулку с пазом, установленную для обеспечения обкатки валов различных диаметров на шток пневмоцилиндра между коромыслом и корпусом пневмоцилиндра, при этом ролик на откидном коромысле установлен с возможностью поворота на 180°.
| Приспособление для накатывания поверхностей деталей на токарных станках | 1990 |
|
SU1699762A1 |
| СПОСОБ ОБКАТЫВАНИЯ НАРУЖНЫХ ВИНТОВЫХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2447983C1 |
| СТАНОК ДЛЯ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1997 |
|
RU2124431C1 |
| Устройство для алмазного выглаживания кулачков | 1982 |
|
SU1031721A2 |
| БЕСЦЕНТРОВОЙ СТАНОК ДЛЯ ОБКАТКИ И СТАБИЛИЗАЦИИ КОЛЬЦЕВЫХ ДЕТАЛЕЙ | 2015 |
|
RU2608115C1 |
| WO 1990006835 A1, 28.06.1990. | |||
