Изобретение относится к машинострое нию, а конкретнее к отделочной обработке деталей машин поверхностным пластическим деформированием.
По основному авт. св. № 621559 известно устройство для алмазного выглаживания кулачков, содержащее корпус, узел нагружения, включающий пружину с толкателем, и рычаг, установленный в корпусе с возможностью поворота и несущий коромысло с алмазными наконечниками, состоящее из двух секторов, установленных с возможностью углового относительного перемещения вокруг общей оси 1.
В известном устройстве за счет самоустановки алмазных наконечников по нормали к обрабатываемой поверхности кулачка обеспечивается равенство усилия нагружения инструмента и усилия выглаживания, однако в нем в процессе обработки изменяются величины усилия нагружения и усилия выглаживания на различных участках профиля кулачка. Это происходит вследствие того, что за один цикл обработки профиля кулачка ход толкателя узла нагружения изменяется от нуля до некоторого максимума, соответствующего высшей точке подъема профиля кулачка. В результате этого изменяется уровень сжатия пружины, а значит изменяются величины усилия нагружения инструмента и усилия выглаживания.
Таким образом, выглаживание различных участков профиля кулачка производится в УСЛОВИЯХ значительного колебания усилия выглаживания. В результате создаются условия для получения неравномерных по профилю кулачка показателей качества поверхности и поверхностного слоя (шероховатость, микротвердость, остаточные напряжения и износостойкость), 4JO является существенным недостатком известного устройства.
Цель изобретения - повышение качества обработки путем обеспечения равномерности усилия выглаживания по профилю кулачка.
Поставленная цель достигается тем, что устройство снабжено дополнительным двуплечим рычагом, установленным в корпусе с возможностью поворота в плоскости качания первого рычага, при этом одно плечо дополнительного рычага шарнирно соединено тягой с первым рычагом, а второе установлено с возможностью взаимодействия с пружиной узла нагружения.
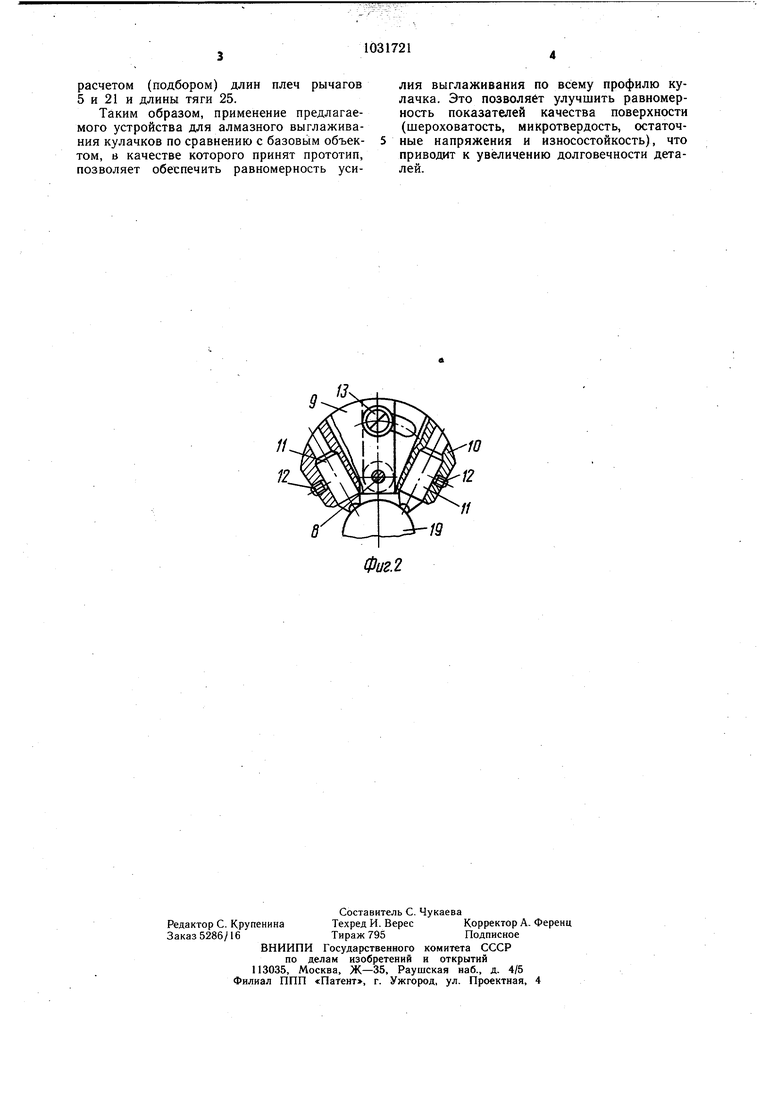
На фиг: 1 изображено предлагаемое устройство, общий вид, разрез; на фиг. 2 - коромысло.
Устройство содержит корпус 1, установленный на суппорте станка, узеЛ нагружения, включающий пружину 2 с толкателями 3 и 4, рычаг 5 и коромысло 6.
Рычаг 5 установлен в корпусе 1 с возможностью поворота вокруг оси 7. В пазу
рычага 5 на оси 8 смонтировано коромысло 6, состоящее из двух секторов 9 и 10, каждый из которых несет алмазный наконечник 11. Алмазные наконечники И закреплены винтaм 12 и расположены под некоторым углом один к другому. Винт 13 служит для фиксации взаимного расположения секторов 9 и 10 после разворота их вокруг оси 8. Это взаимное расположение
Q секторов 9 и 10 сохраняется в процессе обработки.
Усилие выглаживания создается пружиной 2, установленной между толкателями 3 и 4 в стакане 14, и передается на рычаг 5 через толкатель 3, имеющий указатель 15
5 положения рычага 5. Величина силы сжатия пружины 2 регулируется резьбовой крышкой 16.
Винт 17 и упор 18 служат для регулирования натяга при обработке профиля кулачка 19.
0 На корпусе 1 в кронштейне 20 установлен дополнительный рычаг 21. Рычаг 21 установлен с возможностью поворота относительно оси 22 в плоскости качания рычага 5. Одно плечо рычага 21 щарнирно соединено посредством осей 23 и 24 и тяги 25 с рычагом 5, а второе плечо взаимодействует с пружиной 2 через пяту 26 и толкатель 4. Пята 26 служит для обеспечения постоянства контакта толкателя 4 с рычагом 21.
0 Устройство работает следующим образом.
Перед началом операции выглаживания взаимным разворотом секторов 9 и 10 алмазные наконечники 11 устанавливаются под определенным углом один к другому,
зависящим от знака и минимального радиуса кривизны профиля кулачка 19. Затем устройство подводится к кулачку 19, и коромысло 6 занимает такое положение, когда оба наконечника под действием усилия пружины 2 касаются профиля кулачка 19, т.е. каждый наконечник 11, огибая профиль кулачка 19, поворачивает коромысло 6, а вместе с ним и другой наконечник 11, устанавливая его по нормали к профилю кулачка 19.
После включения вращения кулачка 19 и продольной подачи наконечников 11 производится выглаживание профиля двумя наконечниками И одновременно. В процессе выглаживания рычаг 5 с коромыслом 6
Q совершает качательное движение вокруг оси 7, перемещая вверх-вниз толкатель 3. При этом через тягу 25, рычаг 21 и пяту 26 толкатель 4 также перемещается вверхвниз, обеспечивая сохранение постоянства рабочей высоты пружины 2, а следовательно, постоянства усилия выглаживания профиля кулачка 19. Равенство ходов толкателей 3 и 4, т.е. сохранение постоянства рабочей высоты пружины 2, обеспечивается
расчетом (подбором) длин плеч рычагов 5 и 21 и длины тяги 25.
Таким образом, применение предлагаемого устройства для алмазного выглаживания кулачков по сравнению с базовым объектом, в качестве которого принят прототип, позволяет обеспечить равномерность усилия выглаживания по всему профилю кулачка. Это позволяет улучшить равномерность показателей качества поверхности (шероховатость, микротвердость, остаточные напряжения и износостойкость), что приводит к увеличению долговечности деталей.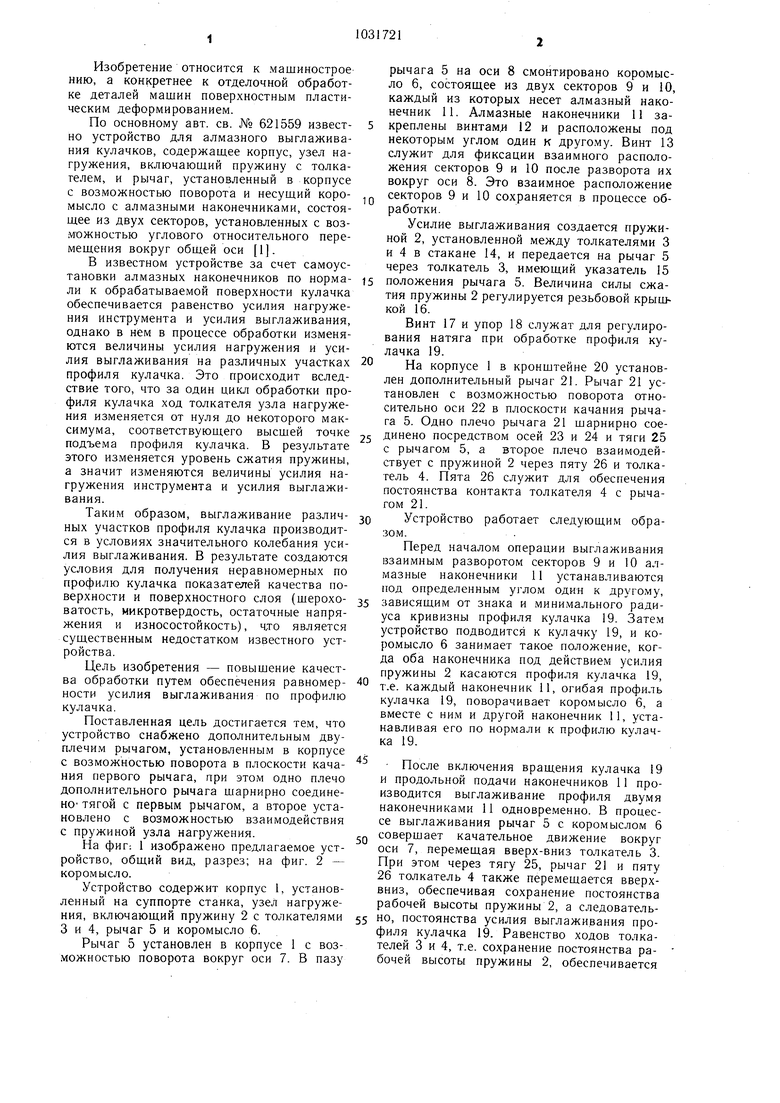
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для алмазного выглаживания кулачков | 1976 |
|
SU621559A1 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1998 |
|
RU2148486C1 |
| УСТРОЙСТВО для УЛЬТРАЗВУКОВОЙ ПАНКИ КРИСТАЛЛОВ | 1973 |
|
SU393782A1 |
| Устройство для чистовой обработки сложных поверхностей | 1987 |
|
SU1447648A1 |
| Устройство для алмазного выглаживания поверхностей деталей | 1980 |
|
SU933411A1 |
| Многоместный стенд для испытания мотор-редукторов | 1989 |
|
SU1666931A1 |
| Устройство для алмазного выглаживания | 1977 |
|
SU975361A1 |
| Ленточно-шлифовальный станок | 1977 |
|
SU704765A2 |
| Устройство для укладки изделий в коробки | 1972 |
|
SU442115A1 |
| Устройство для поверхностно-чистовой обработки деталей вибровыглаживанием | 1989 |
|
SU1698043A1 |
УСТРОЙСТВО ДЛЯ АЛМАЗНОГО ВЫГЛАЖИВАНИЯ КУЛАЧКОВ по авт. св. № 621559, отличающееся тем, что, с целью, повышения качества обработ ки путем обеспечения равномерности усилия выглаживания по профилю кулачка, оно снабжено дополнительным двуплечим рычагом, установленным в корпусе с возможностью поворота в плоскости качания первого рычага, при этом одно плечо дополнительного рычага шарнирно соединено тягой с первым рычагом, а второе установлено с возможностью взаимодействия с пружиной узла нагружения. 23 (Л 00 ю Фиг.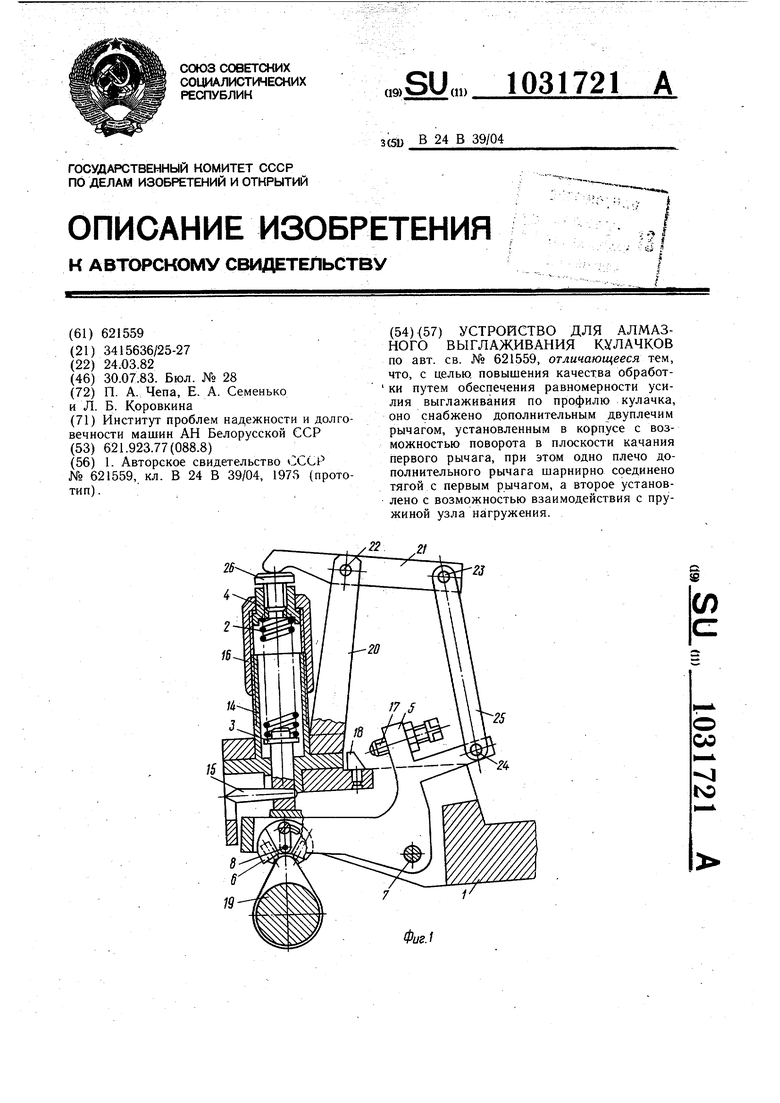
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для алмазного выглаживания кулачков | 1976 |
|
SU621559A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
