Область техники
Настоящее изобретение относится к способу получения корабельной стальной пластины, и, в частности, оно относится к способу получения корабельной стальной пластины 5Ni.
Уровень техники
Для сжиженного нефтяного газа (Liquefied Petroleum Gas, сокращенно LPG) кроме транспортировки по трубопроводам наиболее важным способом транспортировки являются морские перевозки, при этом суда применяют для хранения и транспортировки LPG, и транспортные суда, которые используют для транспортировки LPG, а также сжиженного этилена (LEG), полученного с помощью крекинга нефти и сжижения, обычно изготовлены с применением стали 5Ni, характеризующейся высокой прочностью, хорошей гибкостью при низкой температуре и высоким коэффициентом удлинения. Сталь 5Ni означает, что содержание Ni в стали достигает приблизительно 5%. Поскольку содержание Ni в стали 5Ni высокое, требования к качеству поверхности высокие, а требования к доле примесей низкие, то к плавке, прокатке, термической обработке и другим производственным операциями предъявляются более высокие требования. Кроме того, низкий остаточный магнетизм также является важным фактором, ограничивающим возможность крупномасштабного производства стали 5Ni.
В патентном документе с номером публикации CN104195428A раскрыта пластина средней толщины из низкоуглеродистой высокопрочной стали 5Ni, содержащей V, и способ ее получения, при этом в указанном способе на основании низкого C и составляющего приблизительно 5% содержания Ni добавляют соответствующее количество V, осуществляют двухэтапную контролируемую прокатку и проводят термическую обработку закалкой с высоким отпуском с получением стали 5Ni; и в документе говорится о прямолинейности стальной пластины; толщина стальной пластины при производстве находится в диапазоне от 25 мм до 50 мм, что не подходит для производства более тонких стальных пластин, поскольку, если толщина при производстве уменьшится, то будет трудно обеспечить прямолинейность стальной пластины. В патентном документе с номером публикации CN 102330031A раскрыт способ получения стали с высокой вязкостью и устойчивостью к температуре -130°C, при этом в способе добавляют Nb, Mo, Cr, Zr, RE и т. п.; Nb и Mo относятся к благородным металлам, и очевидно, что их добавление приведет к росту расходов на материалы для сплава; добавление Zr, RE и других элементов тоже заметно усложняет плавку жидкой стали, и невозможно обеспечить крупномасштабное производство. В патентном документе с номером публикации CN104388838A раскрыты стальная пластина 5Ni для емкости высокого давления со сверхнизкой температурой и способ ее получения, при этом толщина пластины при производстве составляет 8–50 мм, а состав сделан упрощенным; применяют контролируемую прокатку и охлаждение, охлаждение проката, уложенного в пачки, применяют термическую обработку двойным закаливанием с добавление отпуска и получают высокопрочную стальную пластину 5Ni с гибкостью при низкой температуре до -125°C. При этом на втором этапе контролируемой прокатки необходима начальная температура прокатки, которая меньше или равняется 850 ℃ и конечная температура прокатки, которая меньше или равняется 810°C; после прокатки заготовку стальной пластины подвергают водяному охлаждению; при водяном охлаждении температура самоотпуска меньше илши равняется 650°C; на втором этапе прокатки начальная температура прокатки низкая, и водяное охлаждение после прокатки не способствует контролю плоской формы тонкой пластины. В патентном документе с номером публикации CN105331890A раскрыт способ получения пластины средней толщины из стали 5Ni с высокой вязкостью с применением оперативного закаливания; применяют прокатку в сляб с осуществлением двухэтапной прокатки, оперативное закаливание до 200°C и ниже, отпуск при 590–620°C и получают стальную пластину 5Ni со смешанной структурой из отпущенного мартенсита и небольшого количества аустенита, претерпевшего обратное превращение. Прокатка в сляб хорошо влияет на однородность структурных свойств стальной пластины, но также заметно увеличивает производственные затраты и продлевает процесс производства.
Что касается стальной пластины 5Ni, то качество поверхности и остаточный магнетизм являются важными требованиями поставки, и эти два требования также являются наиболее важными моментами, которыми сталь 5Ni в технических требованиях поставки отличается от других типов стали. При этом качество поверхности является важным фактором, ограничивающим производство тонких стальных пластин 5Ni.
Сущность изобретения
Заявленное изобретение относится к способу получения корабельной стальной пластины 5Ni, обладающей средним остаточным магнетизмом на углах, составляющим 15 Гс или менее, и качеством поверхности SA 2,0, причем указанный способ включает следующие этапы:
(1) плавку жидкой стали: химический состав полученной плавкой жидкой стали в пересчете на весовые проценты следующий: C: 0,07–0,10%, Si: 0,05–0,20%, Mn: 0,60–0,80%, Ni: 4,90–5,25%, P: меньше или равняется 0,0070%, S: меньше или равняется 0,0020%, Alt: 0,010–0,035%, V: 0,010–0,015%, Nb: 0,010–0,020%, Ca: 0,0005–0,0030%, O: меньше или равняется 0,0012%, N: меньше или равняется 0,0040%, H: меньше или равняется 0,00010%, остаток представляет собой Fe и неизбежные примесные элементы;
(2) непрерывное литье: из жидкой стали отливают заготовку непрерывного литья, при этом степень перегрева заливки регулируют в диапазоне 5–25°C, и сляб с осевой ликвацией не выше уровня C1.0 представляет собой заготовку;
(3) медленное охлаждение и зачистку сляба: сляб после выхода с линии подвергают обработке медленным охлаждением, при этом начальная температура медленного охлаждения не ниже чем 600°C, время медленного охлаждения не меньше чем 72 часа; после медленного охлаждения осуществляют зачистку шлифованием поверхностей сляба, при этом верхнюю и нижнюю поверхности шлифуют на толщину 1–2 мм; затем поверхности покрывают краской для исключения доступа воздуха с предотвращением окисления при повторном нагревании;
(4) повторное нагревание: осуществляют нагревание до 1170–1220°C и регулируют время нагревания при 600–900°C оно больше или равняется 0,32 мин/мм; когда ожидаемая температура в толще сляба достигает поверхностной температуры сляба, начинают поддерживать температуру определенное время, при этом время поддержания температуры составляет не меньше чем 0,5 часа;
(5) горячую прокатку: заготовку после выемки из печи подвергают обработке водой под давлением для удаления окалины; выполняют двухэтапную контролируемую прокатку, включающую черновую прокатку и чистовую прокатку: начальная температура черновой прокатки находится в диапазоне 1080–1150°C, процент обжатия в результате тройного пропуска через валки после черновой прокатки больше или равняется 15%; при этом толщина в нагретом состоянии больше или равняется 1,8 H, где H представляет собой толщину готового изделия в виде стальной пластины; в качестве чистовой прокатки применяют высокотемпературную прокатку, при этом начальная температура прокатки находится в диапазоне 880–970°C, конечная температура больше или равняется 800°C, прокатывают до целевой толщины; после завершения прокатки выполняют воздушное охлаждение стальной пластины;
(6) процесс термической обработки закаливанием: температура первого закаливания составляет 880±10°C, при этом после достижения температурой печи определенной температуры время поддержания температуры составляет 30–100 мин, и осуществляют водяную закалку; температура второго закаливания составляет 760±10°C, при этом после достижения температурой печи определенной температуры время поддержания температуры составляет 30–100 мин, и осуществляют водяную закалку;
(7) процесс термической обработки отпуском: температура отпуска составляет 630±10°C, после нагревания области 1/2 толщины стальной пластины поддерживают температуру 120–200 мин для обеспечения полной диффузии углерода в закаленном мартенсите с получением микроструктуры сорбита отпуска.
В предпочтительном варианте осуществления указанный способ предназначен для получения стальной пластины 5Ni толщиной 6–50 мм.
В еще одном предпочтительном варианте осуществления на этапе (1) плавка жидкой стали включает плавку в конвертерной печи, рафинирование в RH и рафинирование в LF.
В еще одном предпочтительном варианте осуществления на этапе (2) в ходе заливки жидкой стали от начала до конца применяют аргоновый щит и осуществляют регулирование с помощью динамического мягкого обжатия.
В еще одном предпочтительном варианте осуществления на этапе (3) слябы во время медленного охлаждения укладывают в штабели и помещают в яму или помещают в кожух.
В еще одном предпочтительном варианте осуществления на этапе (4) применяют печь с шагающими балками для нагревания сляба, при этом средняя скорость нагрева составляет 10–14 см/мин.
В еще одном предпочтительном варианте осуществления стальные пластины после термической обработки отпуском с помощью вакуумных присосок перемещают в подвешенном состоянии и укладывают в штабели с разделением друг от друга.
В еще одном предпочтительном варианте осуществления по результатам ультразвуковой дефектоскопии согласно стандарту EN 10160 область основной части стальной пластины соответствует требованиям класса S3, а области краев соответствуют требованиям класса E4.
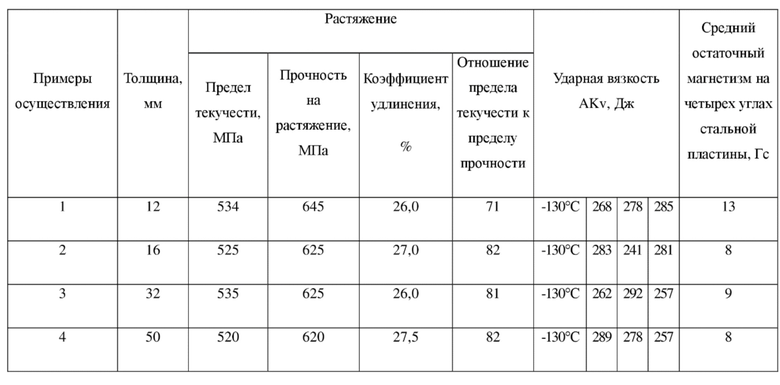
В еще одном предпочтительном варианте осуществления стальная пластина имеет предел текучести, который больше или равняется 520 МПа, прочность на растяжение в диапазоне 620–645 МПа, отношение предела текучести к пределу прочности, которое меньше или равняется 0,82, коэффициент удлинения, который больше или равняется 26%, и ударную вязкость при -130°C, которая больше или равняется 200 Дж; структура стальной пластины в целом представляет собой однородную структуру сорбита отпуска.
Для получения стальных пластин 5Ni, в частности тонких стальных пластин 5Ni, используют состав, предусматривающий низкий C, Ni с содержанием 5% и микролегирование V+Nb; в способе получения применяют обдирку сляба и высокотемпературную горячую прокатку без водяного охлаждения после прокатки; вслед за тем проводят термическую обработку, включающую двойное закаливание+отпуск, повышают температуру первого закаливания, чем улучшают ликвацию с высоким содержанием Ni; с помощью вакуумных присосок осуществляют навесное перемещение; тем самым получают сталь 5Ni с хорошей прочностью и гибкостью, при этом изделие характеризуется отличным качеством поверхности и низким остаточным магнетизмом.
Химический состав корабельной стали 5Ni согласно настоящему изобретению в пересчете на весовые проценты следующий: C: 0,07–0,10%, Si: 0,05–0,20%, Mn: 0,60–0,80%, Ni: 4,90–5,25%, P: меньше или равняется 0,0070%, S: меньше или равняется 0,0020%, Alt: 0,010–0,035%, V: 0,010–0,015%, Nb: 0,010–0,020%, Ca: 0,0005–0,0030%, O: меньше или равняется 0,0012%, N: меньше или равняется 0,0040%, H: меньше или равняется 0,00010%; остаток представляет собой Fe и неизбежные примесные элементы.
Применение каждого элемента в корабельной стали 5Ni согласно настоящему изобретению обусловлено следующим:
добавление C может повысить закаливаемость стали, в частности при производстве пластин средней толщины, и может значительно повышать прочность, но слишком большое содержание C не способствует сопротивлению стали ударным нагрузкам в условиях сверхнизкой температуры от -110°C до -130°C, устойчивости к механическому старению в условиях сверхнизкой температуры, свариваемости, а также устойчивости к коррозии, поэтому согласно настоящему изобретению содержание углерода регулируют в диапазоне 0,07–0,10%.
Si в основном используют для раскисления; хотя его добавляемое количество устанавливают на основании разных способов плавки, но, чтобы получить хорошие характеристики стальной пластины, оно должно составлять 0,05% и более, при этом если оно превышает 0,30% и более, то в пленке окиси железа легко образуется алюминиево-кремнистая шпинель, которую трудно удалить, и ввиду того, что качество поверхности стали 5Ni особенно важно, то согласно настоящему изобретению применяют контроль низкого содержания Si и устанавливают его верхний предел равным 0,20%.
Mn является элементом, повышающим закаливаемость стали, и способствует упрочнению твердого раствора для компенсации потери прочности в стали, вызванной снижением содержания C. Если содержание Mn в стали слишком низкое, то невозможно обеспечить прочность в полной мере, но если содержание Mn слишком высокое, то увеличится ее углеродный эквивалент, из-за чего ухудшится свариваемость. Кроме того, Mn легко вызывает в середине стальной пластины ликвацию и снижает ударную вязкость в центральной области стальной пластины. Поэтому согласно настоящему изобретению содержание Mn регулируют до 0,60–0,80%.
Ni является элементом, который повышает закаливаемость стальной пластины и может значительно улучшать ее гибкость при низкой температуре, и хорошо влияет на ударную вязкость и температуру перехода из пластичного состояния в хрупкое. Однако, если содержание Ni слишком высокое, то на поверхности сляба легко возникает пленка окиси железа со сравнительно высокой липкостью, которую тяжело удалить, что влияет на качество поверхности стальной пластины. Кроме того, Ni также является благородным металлом, и его слишком высокое содержание увеличит расходы. Поэтому согласно настоящему изобретению при условии соблюдения правил классификационного общества и международных общепринятых стандартов его содержание регулируют в диапазоне 4,90–5,25%, что способствует достижению оптимального соотношения цены и качества.
Эффект примесного торможения Nb и эффект закрепления Nb(C, N) в отношении границ кристаллитов аустенита сдерживают перекристаллизацию деформированного аустенита, расширяют нерекристаллизационные участки аустенита, и тем самым делают возможным то, что повышается начальная температура чистовой прокатки, обеспечивается форма стальной пластины, легко осуществляется высокотемпературная чистовая прокатка, снижается отношение предела текучести к пределу прочности стальной пластины и исключаются температурные участки, при которых образуется вторичная пленка окиси железа. Тем не менее слишком большое содержание Nb также приведет к образованию мелких зерен стальной пластины и повысит отношение предела текучести к пределу прочности, поэтому согласно настоящему изобретению его содержание регулируют в узком интервале 0,010–0,020%.
V представляет собой элемент, образующий прочную связь с углеродом и нитридами; в стали он образует частицы второй фазы, такие как VC, V(CN) и т. п., может детализировать зерна кристаллов, повышать прочность и гибкость стали при низкой температуре, но слишком высокое содержание V снизит свариваемость стали, поэтому его содержание регулируют в диапазоне 0,010–0,015%.
Обработка с применением Ca является необходимым звеном обработки стали согласно настоящему изобретению; Ca в количестве 0,0005–0,0030% не только может снижать ухудшение свойств, вызванное сульфидами, но и может преобразовать острые включения Al2O3 в сферические легкоплавкие включения и тем самым снижает степень образования микротрещин в областях острых углов твердых включений в процессе прокатки стальных пластин, что повышает ударную вязкость стальной пластины.
Хотя P может повышать устойчивость к коррозии, но он будет снижать гибкость при низкой температуре и влиять на свариваемость стальной пластины, что не подходит для конструкционной стали, поэтому согласно настоящему изобретению его содержание устанавливают и регулируют в размере 0,0070% и менее.
S образует включения MnS, что также приведет к осевой ликвации и также плохо влияет на устойчивость к коррозии, и согласно настоящему изобретению ее содержание устанавливают и регулируют в размере 0,0020% и менее.
Al в основном предназначен для связывания азота и раскисления. AlN, образованный соединением Al с N, может эффективно детализировать зерна кристаллов, но его слишком высокое содержание ухудшит вязкость стали. Поэтому согласно настоящему изобретению его содержание (Alt) регулируют в диапазоне 0,010–0,035%.
O и N: элементы в виде вредных газов, которые при высоком содержании и большом количестве включений снижают пластичность, вязкость стальной пластины и ее способность подвергаться сварке и гнутью. Согласно настоящему изобретению строго регулируют содержание O не выше чем 0,0012%; содержание N не выше чем 0,0040%.
H: элемент в виде вредного газа. Высокое содержание H легко вызывает флокены и снижает пластичность и вязкость стальной пластины, чем серьезно ухудшает эксплуатационные характеристики стальной пластины. Согласно настоящему изобретению для повышения комплексных характеристик стальной пластины строго регулируют содержание H в пределах 0,00010%.
Согласно настоящему изобретению способ получения стальной пластины 5Ni включает следующие конкретные процессы:
процесс плавки и непрерывного литья: сырье для плавки последовательно подвергают плавке в конвертерной печи, рафинированию RH и рафинированию LF; для регулирования рыхлости и ликвации внутри стальной пластины осуществляют заливку с низкой степенью перегрева, при этом степень перегрева заливки регулируют в диапазоне 5–25°C, заливку от начала до конца проводят в условиях аргонового щита, а также с помощью динамического мягкого обжатия осуществляют регулирование с обеспечением осевой ликвации сляба не выше чем 1,0 балла по C.
Процесс медленного охлаждения и зачистки сляба: сляб после выхода с линии, необходимо подвергнуть обработке медленным охлаждением, при этом слябы укладывают в штабель и помещают в яму для медленного охлаждения или помещают в кожух для медленного охлаждения. Начальная температура медленного охлаждения не ниже чем 600°C, время медленного охлаждения не должно быть меньше чем 72 часа. После завершения медленного охлаждения поверхность сляба зачищают шлифованием, при этом верхнюю и нижнюю поверхности сляба шлифуют на толщину 1–2 мм; после шлифования густо покрывают краской (термостойкой эмульсионной краской), при этом покрытие краской предназначено для обеспечения герметичности поверхностей сляба для предотвращения окисления при повторном нагревании на воздухе.
Процесс нагревания: сляб вводят в печь с шагающими балками; при средней скорости 10–14 см/мин нагревают до 1170–1220°C; когда ожидаемая температура в толще достигает поверхностной температуры, начинают поддерживать температуру, при этом время поддержания температуры составляет не меньше чем 0,5 часа, чтобы легирующие элементы в стали в полной мере образовывали твердый раствор, с обеспечением однородности состава и характеристик конечных изделий.
Процесс прокатки: заготовку после выемки из печи подвергают обработке водой под высоким давлением для удаления окалины и затем выполняют двухэтапную контролируемую прокатку, включающую черновую прокатку и чистовую прокатку: начальная температура черновой прокатки находится в диапазоне 1080–1150°C, процент обжатия в результате тройного пропуска через валки после черновой прокатки больше или равняется 15%, толщина в нагретом состоянии больше или равняется 1,8 H, при этом H представляет собой толщину готового изделия. В качестве чистовой прокатки применяют высокотемпературную прокатку, при этом начальная температура прокатки находится в диапазоне 880–970°C, конечная температура прокатки составляет не меньше чем 800°C, после прокатки выполняют воздушное охлаждение, но не водяное охлаждение.
Процесс термической обработки закаливанием: температура первого закаливания (первой закалки) составляет 880±10°C, при этом после достижения температурой печи определенной температуры время поддержания температуры составляет 30–100 мин, и выполняют водяную закалку. Температура второго закаливания (второй закалки) составляет 760±10°C, при этом после достижения температурой печи определенной температуры время поддержания температуры составляет 30–100 мин, и выполняют водяную закалку. Для обеспечения однородности стальной пластины точность регулирования температуры составляет ±10°C.
Процесс термической обработки отпуском: после закаливания стальной пластины при температуре 630±10°C выполняют отпуск, при этом после достижения определенной температуры в середине стальной пластины температуру поддерживают 120–200 мин, чем обеспечивают достаточно времени, чтобы углерод в закаленном мартенсите диффундировал в полной мере, и получают сорбит отпуска, чем обеспечивают сочетание прочности и гибкости стальной пластины и повышают применимость стальных пластин в инженерных работах.
Стальная пластина после отпуска считается готовым изделием в виде стальной пластины; изделие необходимо переместить в подвешенном состоянии с применением вакуума; после отпуска берут образцы для контроля характеристик.
По сравнению с аналогами, известными из уровня техники, преимущества настоящего изобретения следующие:
(1) За счет низкого содержания углерода, содержания Ni в размере 5% и добавления соответствующего количества V обеспечивается закаливаемость стальной пластины, повышается прочность на растяжение стальной пластины и обеспечивается сопротивление стальной пластины ударным нагрузкам в условиях сверхнизкой температуры от -130°C до -150°C; добавление соответствующего количества Nb повышает начальную температуру, при которой не происходит рекристаллизация аустенита, чем делает возможной высокотемпературную прокатку стальной пластины, в частности высокотемпературную чистовую прокатку, и тем самым обеспечивается плоская форма стальной пластины, в частности тонкой стальной пластины.
(2) То, что согласно настоящему изобретению применяют низкое содержание Si, высокотемпературную прокатку, а также зачистку верхней и нижней поверхности сляба, густое покрытие поверхностей краской, удаление окалины водой под высоким давлением и т. п., способствует повышению качества поверхности стальной пластины.
(3) То, что согласно настоящему изобретению за счет добавления Nb осуществляют поэтапный контроль нагревания и высокотемпературную прокатку, а также выполняют воздушное охлаждение (не водяное охлаждение) после прокатки, обеспечивает хорошую плоскую форму стальной пластины 5Ni и также исключает появление царапин на стальной пластине, вызываемое рихтовкой, что способствует сохранению качества поверхности стальной пластины.
(4) Хотя в стали 5Ni по сравнению с другими общепринятыми сталями точка фазового превращения аустенита и феррита намного ниже, но согласно настоящему изобретению для обеспечения возможности планирования производства вместе с другими сталями в процессе термической обработки повышают температуру первой закалки до 880±10°C, при этом не нужны большие производственные печи для термической обработки, чтобы значительно повышать и понижать температуру, и повышение температуры первого закаливания в то же время способствует улучшению степени ликвации стали с высоким содержанием Ni.
Способом получения стальной пластины 5Ni согласно настоящему изобретению можно получить стальную пластину, у которой толщина 6–50 мм, предел текучести больше или равняется 520 МПа, прочность на растяжение в диапазоне 620–645 МПа, отношение предела текучести к пределу прочности меньше или равняется 0,82, коэффициент удлинения больше или равняется 26%, и ударная вязкость при -130°C больше или равняется 200 Дж; при этом качество поверхности отличное: достигает 2,0 балла по SA. Средний остаточный магнетизм на углах стальной пластины меньше или равняется 15 Гс. Ультразвуковая дефектоскопия согласно стандарту EN10160 показывает, что область основной части пластины соответствует требованиям класса S3, а области краев соответствуют требованиям класса E4. Структура стальной пластины представляет собой однородную структуру сорбита отпуска и может подходить для крупномасштабного производства.
Описание прилагаемых графических материалов
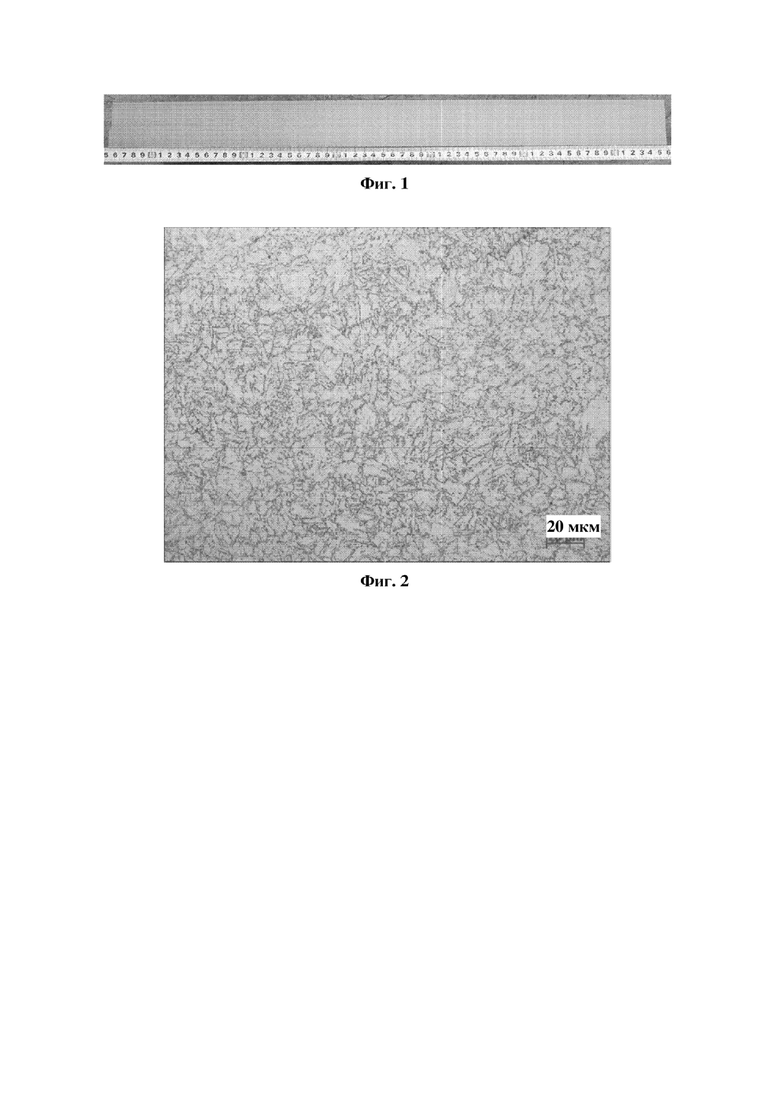
На фиг. 1 представлена макроструктура экспериментальной стали согласно примеру осуществления 4 настоящего изобретения, при этом осевая ликвация от непрерывного литья заметно улучшилась;
на фиг. 2 представлена металлографическая структура 1/4 области толщины экспериментальной стали согласно примеру осуществления 1 настоящего изобретения, которая представляет собой структуру сорбита отпуска;
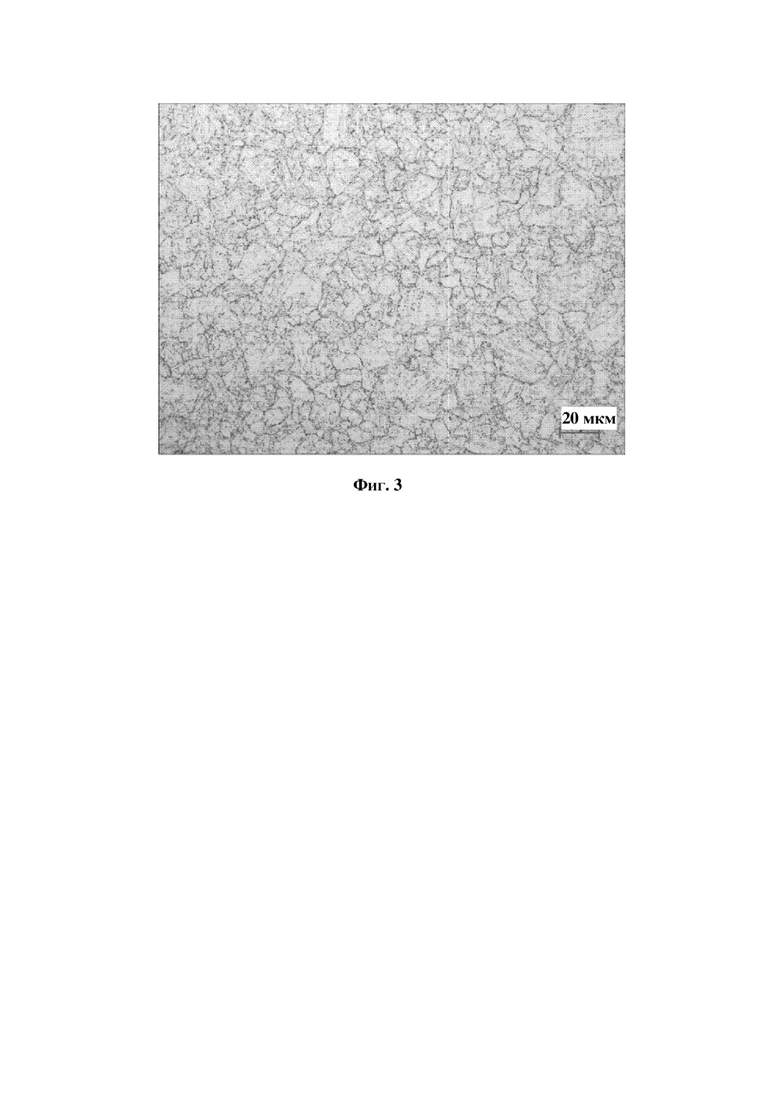
на фиг. 3 представлена металлографическая структура 1/4 области толщины экспериментальной стали согласно примеру осуществления 4 настоящего изобретения, которая представляет собой структуру сорбита отпуска.
Конкретный способ осуществления
Ниже настоящее изобретение описано подробно с помощью примеров осуществления.
Технологический процесс получения корабельной стальной пластины 5Ni следующий: плавка в конвертерной печи –> рафинирование LF –> дегазация в высоком вакууме RH –> обработка с помощью Ca –> непрерывное литье –> обработка сляба медленным охлаждением –> зачистка поверхности сляба –> нагревание –> прокатка –> двойное закаливание –> отпуск; и включает следующие конкретные этапы:
(1) Плавка: для использования выбирают качественное сырье, 150 тонн которого подвергают плавке в конвертерной печи, после обработки дегазацией в высоком вакууме RH вводят в печь LF для рафинирования и путем разбивания пустот проводят обработку с помощью Ca; снова подвергают дегазации в вакууме RH; регулирование компонентов сплава согласно примерам осуществления 1–4 представлено в таблице 1.
(2) Непрерывное литье: из полученной плавкой жидкой стали отливают заготовку непрерывного литья толщиной 150 мм, при этом температуру заливки удерживают на линии ликвидуса 5–25°C; заливку от начала до конца проводят в условиях аргонового щита; в процессе заливки осуществляют динамическое мягкое обжатие. Технические параметры непрерывного литья представлены в таблице 2, при этом осевая ликвация сляба не выше установленного 1,0 балла по C.
(3) Обработка сляба медленным охлаждением: непрерывнолитые слябы помещают в яму штабелями для медленного охлаждения и распространения водорода, при этом начальная температура медленного охлаждения больше или равняется 600°C, время составляет 72 часа. Температура в яме и время медленного охлаждения представлены в таблице 2. После медленного охлаждения поверхности сляба подвергают зачистке шлифованием механическими средствами, при этом верхнюю и нижнюю поверхности зачищают на толщину 1,5 мм, и покрывают теплоупорной краской (термостойкой эмульсионной краской) для исключения доступа воздуха и предотвращения окисления перед повторным нагреванием.
(4) Повторное нагревание: полученную на этапе (3) заготовку непрерывного литья помещают в печь с шагающими балками; при средней скорости 10–14 см/мин нагревают до 1180–1250°C; когда ожидаемая температура в толще достигает поверхностной температуры, начинают поддерживать температуру, при этом температуру поддерживают 1 час и более. Этим обеспечивается то, что легирующие элементы в стали в полной мере образовывают твердый раствор с обеспечением однородности состава и характеристик конечных изделий. Кроме того, контролируют время нагревания при 600–900°C оно больше или равняется 0,32 мин/мм.
(6) Прокатка: заготовку после выемки из печи подвергают обработке водой под высоким давлением для удаления окалины и затем выполняют двухэтапную контролируемую прокатку, включающую черновую прокатку и чистовую прокатку: начальная температура черновой прокатки составляет 1080–1150°C, процент обжатия в результате тройного пропуска через валки после черновой прокатки больше или равняется 15%, толщина в нагретом состоянии больше или равняется 1,8H, при этом H представляет собой толщину готового изделия. В качестве чистовой прокатки применяют высокотемпературную прокатку, при этом начальная температура чистовой прокатки находится в диапазоне 880–970°C, конечная температура чистовой прокатки больше или равняется 800°C. После завершения прокатки стальную пластину не подвергают водяному охлаждению с помощью установки ACC и проводят воздушное охлаждение. Технические параметры этапа прокатки представлены в таблице 3.
(7) Закаливание: температура первой закалки стальной пластины составляет 880±10°C, при этом после достижения температурой печи определенной температуры время поддержания температуры составляет 30–100 мин; температура второй закалки составляет 760±10°C, при этом после достижения температурой печи определенной температуры время поддержания температуры составляет 30–100 мин; среда закалки представляет собой воду.
(8) Отпуск: температура отпуска стальной пластины составляет 630±10°C, время поддержания температуры составляет 120–200 мин.
(9) После второй закалки и отпуска стальные пластины с помощью вакуумных присосок перемещают в подвешенном состоянии и укладывают в штабели с разделением друг от друга.
(10) После отпуска стальную пластину подвергают испытаниям на поперечное растяжение и поперечный удар и определяют остаточный магнетизм и качество поверхности стальной пластины.
Элементный состав и технические параметры для примеров осуществления 1–4 представлены в таблицах 1–3. Измеренные характеристики изделий, полученных в каждом примере осуществления, представлены в таблице 4.
На фиг. 1 представлена экспериментальная сталь при малом увеличении согласно примеру осуществления 4 настоящего изобретения, при этом осевая ликвация от непрерывного литья заметно улучшилась. На фиг. 2 и 3 представлена фотография микроструктуры 1/4 области толщины экспериментальной стали согласно примерам осуществления 1 и 4. Микроструктура готового изделия в виде стальной пластины представляет собой структуру сорбита отпуска.
В настоящем изобретении применяют высокотемпературную контролируемую прокатку и процесс закаливания и отпуска вне линии, осуществляют контроль в отношении расчета химического состава, управления технологическими процессами, структуры основного материала, осевой ликвации, температуры и времени закалки и отпуска и т. п., при этом одновременно с обеспечением высокой прочности стальной пластины 5Ni обеспечивается то, что стальная пластина обладает хорошими коэффициентом удлинения и сопротивлением ударным нагрузкам в условиях сверхнизкой температуры -130°C, отличным качеством поверхности, а также низким остаточным магнетизмом.
Таблица 1. Химический состав сверхпрочной стальной пластины согласно примерам осуществления (вес.%)
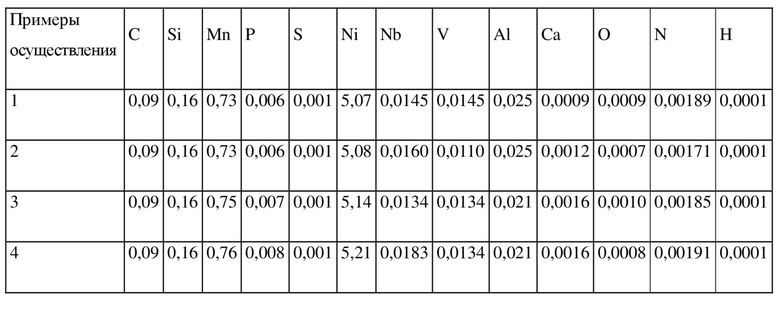
Таблица 2. Управление технологическим процессом непрерывного литья
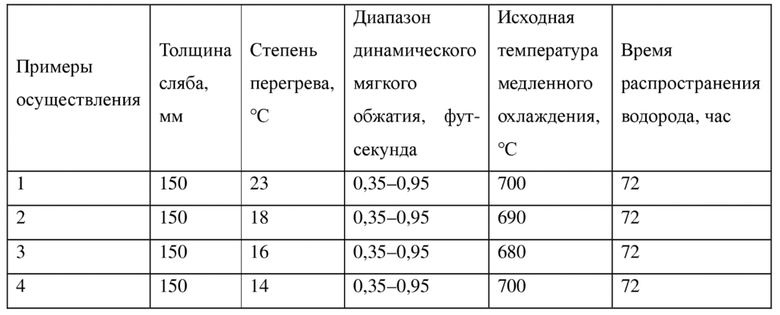
Таблица 3. Управление технологическим процессом прокатки
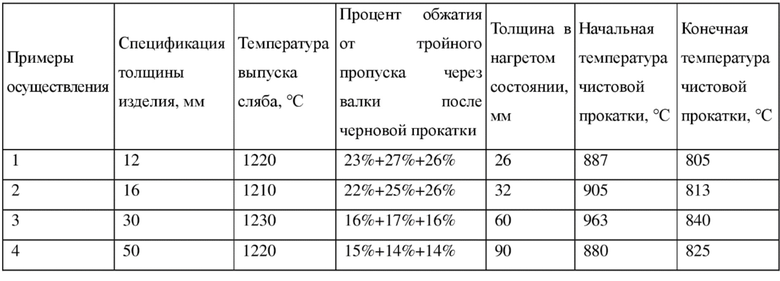
Таблица 4. Поперечное растяжение, поперченное сопротивление ударным нагрузкам и остаточный магнетизм в примерах осуществления настоящего изобретения
Изобретение относится к области металлургии, а именно к получению корабельной стальной пластины 5Ni, обладающей средним остаточным магнетизмом на углах, составляющим 15 Гс или менее, и качеством поверхности SA 2,0. Выплавляют жидкую сталь, содержащую следующие элементы, в мас.%: C: 0,07-0,10, Si: 0,05-0,20, Mn: 0,60-0,80, Ni: 4,90-5,25, P: 0,007 или менее, S: 0,002 или менее, Alt: 0,010-0,035, V: 0,010-0,015, Nb: 0,010-0,020, Ca: 0,0005-0,0030, O: 0,0012 или менее, N: 0,0040 или менее, H: 0,0001 или менее, остальное - Fe и неизбежные примеси. Из жидкой стали получают сляб, при этом степень перегрева заливки регулируют в диапазоне 5-25°C, а уровень осевой ликвации сляба составляет не выше уровня C1.0. Сляб после выхода с линии подвергают медленному охлаждению, при этом начальная температура медленного охлаждения составляет не менее 600°C, а время медленного охлаждения не менее 72 часов. После медленного охлаждения осуществляют зачистку шлифованием поверхностей сляба, при этом верхнюю и нижнюю поверхности шлифуют на толщину 1-2 мм, а затем поверхности покрывают краской для исключения доступа воздуха с предотвращением окисления при повторном нагревании. Осуществляют повторное нагревание сляба до 1170-1220°C и регулируют время нагревания при 600-900°C в диапазоне не менее 0,32 мин/мм, при этом когда ожидаемая температура в толще сляба достигает поверхностной температуры сляба, то поддерживают температуру в течение не менее 0,5 часа. После выемки заготовки из печи ее подвергают обработке водой под давлением для удаления окалины и выполняют двухэтапную контролируемую прокатку, включающую черновую прокатку и чистовую прокатку. Начальная температура черновой прокатки находится в диапазоне 1080-1150°C, а процент обжатия в результате тройного пропуска через валки после черновой прокатки не менее 15%. Толщина в нагретом состоянии не менее 1,8 H, где H - толщина готового изделия в виде стальной пластины. В качестве чистовой прокатки применяют высокотемпературную прокатку, при этом начальная температура прокатки находится в диапазоне 880-970°C, конечная температура не менее 800°C, а после завершения прокатки выполняют воздушное охлаждение стальной пластины. Проводят закалку при температуре первого закаливания 880±10°C. После достижения в печи требуемой температуры осуществляют выдержку в течение 30-100 мин и водяную закалку. Температура второго закаливания составляет 760±10°C. После достижения в печи требуемой температуры осуществляют выдержку в течение 30-100 мин и водяную закалку. Проводят отпуск при температуре 630±10°C, после нагревания области 1/2 толщины стальной пластины поддерживают температуру 120-200 мин для обеспечения полной диффузии углерода в закаленном мартенсите с получением микроструктуры сорбита отпуска. Изготавливаемые пластины обладают высокой прочностью, коэффициентом удлинения и сопротивлением ударным нагрузкам в условиях сверхнизких температур -130°С. 8 з.п. ф-лы, 3 ил., 4 табл.
1. Способ получения корабельной стальной пластины 5Ni, обладающей средним остаточным магнетизмом на углах, составляющим 15 Гс или менее, и качеством поверхности SA 2,0, отличающийся тем, что он включает следующие этапы:
(1) плавку жидкой стали: химический состав полученной плавкой жидкой стали в пересчете на весовые проценты следующий: C: 0,07-0,10%, Si: 0,05-0,20%, Mn: 0,60-0,80%, Ni: 4,90-5,25%, P: меньше или равняется 0,0070%, S: меньше или равняется 0,0020%, Alt: 0,010-0,035%, V: 0,010-0,015%, Nb: 0,010-0,020%, Ca: 0,0005-0,0030%, O: меньше или равняется 0,0012%, N: меньше или равняется 0,0040%, H: меньше или равняется 0,00010%, остаток представляет собой Fe и неизбежные примесные элементы;
(2) непрерывное литье: из жидкой стали отливают заготовку непрерывного литья, при этом степень перегрева заливки регулируют в диапазоне 5-25°C, и сляб с осевой ликвацией не выше уровня C1.0 представляет собой заготовку;
(3) медленное охлаждение и зачистку сляба: сляб после выхода с линии подвергают обработке медленным охлаждением, при этом начальная температура медленного охлаждения не ниже чем 600°C, время медленного охлаждения не меньше чем 72 часа; после медленного охлаждения осуществляют зачистку шлифованием поверхностей сляба, при этом верхнюю и нижнюю поверхности шлифуют на толщину 1-2 мм; затем поверхности покрывают краской для исключения доступа воздуха с предотвращением окисления при повторном нагревании;
(4) повторное нагревание: осуществляют нагревание до 1170-1220°C и регулируют время нагревания при 600-900°C, оно больше или равняется 0,32 мин/мм; когда ожидаемая температура в толще сляба достигает поверхностной температуры сляба, начинают поддерживать температуру определенное время, при этом время поддержания температуры составляет не меньше чем 0,5 часа;
(5) горячую прокатку: заготовку после выемки из печи подвергают обработке водой под давлением для удаления окалины; выполняют двухэтапную контролируемую прокатку, включающую черновую прокатку и чистовую прокатку: начальная температура черновой прокатки находится в диапазоне 1080-1150°C, процент обжатия в результате тройного пропуска через валки после черновой прокатки больше или равняется 15%; при этом толщина в нагретом состоянии больше или равняется 1,8 H, где H представляет собой толщину готового изделия в виде стальной пластины; в качестве чистовой прокатки применяют высокотемпературную прокатку, при этом начальная температура прокатки находится в диапазоне 880-970°C, конечная температура больше или равняется 800°C, прокатывают до целевой толщины; после завершения прокатки выполняют воздушное охлаждение стальной пластины;
(6) процесс термической обработки закаливанием: температура первого закаливания составляет 880±10°C, при этом после достижения температурой печи определенной температуры время поддержания температуры составляет 30-100 мин, и осуществляют водяную закалку; температура второго закаливания составляет 760±10°C, при этом после достижения температурой печи определенной температуры время поддержания температуры составляет 30-100 мин, и осуществляют водяную закалку;
(7) процесс термической обработки отпуском: температура отпуска составляет 630±10°C, после нагревания области 1/2 толщины стальной пластины поддерживают температуру 120-200 мин для обеспечения полной диффузии углерода в закаленном мартенсите с получением микроструктуры сорбита отпуска.
2. Способ по п. 1, отличающийся тем, что он предназначен для получения стальной пластины 5Ni толщиной 6-50 мм.
3. Способ по п. 1, отличающийся тем, что на этапе (1) плавка жидкой стали включает плавку в конвертерной печи, рафинирование в RH и рафинирование в LF.
4. Способ по п. 1, отличающийся тем, что на этапе (2) в ходе заливки жидкой стали от начала до конца применяют аргоновый щит и осуществляют регулирование с помощью динамического мягкого обжатия.
5. Способ по п. 1, отличающийся тем, что на этапе (3) слябы во время медленного охлаждения укладывают в штабели и помещают в яму или помещают в кожух.
6. Способ по п. 1, отличающийся тем, что на этапе (4) применяют печь с шагающими балками для нагревания сляба, при этом средняя скорость нагрева составляет 10-14 см/мин.
7. Способ по п. 1, отличающийся тем, что стальные пластины после термической обработки отпуском с помощью вакуумных присосок перемещают в подвешенном состоянии и укладывают в штабели с разделением друг от друга.
8. Способ по п. 1, отличающийся тем, что по результатам ультразвуковой дефектоскопии согласно стандарту EN 10160 область основной части стальной пластины соответствует требованиям класса S3, а области краев соответствуют требованиям класса E4.
9. Способ по п. 1, отличающийся тем, что стальная пластина имеет предел текучести, который больше или равняется 520 МПа, прочность на растяжение в диапазоне 620-645 МПа, отношение предела текучести к пределу прочности, которое меньше или равняется 0,82, коэффициент удлинения, который больше или равняется 26%, и ударную вязкость при -130°C, которая больше или равняется 200 Дж; структура стальной пластины в целом представляет собой однородную структуру сорбита отпуска.
| CN 102330031 A, 25.01.2012 | |||
| ХЛАДОСТОЙКАЯ СВАРИВАЕМАЯ СТАЛЬ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕЕ (ВАРИАНТЫ) | 2017 |
|
RU2653748C1 |
| CN 103509999 A, 15.01.2014 | |||
| CN 103374681 A, 30.10.2013 | |||
| CN 104583439 A, 29.04.2015 | |||
| CN 104195428 A, 10.12.2014 | |||
| CN 104388838 A, 04.03.2015. | |||

