Изобретение относится к литейному производству, в частности к литью по выплавляемым моделям.
Известно центробежное устройство для изготовления пустотелой выплавляемой модели, содержащее прикрепленную держателем к ротору центрифуги пресс-форму, с выполненной в ней полостью, которое описано в патенте РФ на изобретение №2799190 и принято заявителем за прототип. Согласно патенту РФ на изобретение №2799190 устройство дополнительно снабжено установленным с возможностью перемещения в пресс-форме стальным пуансоном, содержащим направляющий участок, выполненный с возможностью прилегания к противоположной части поверхности полости пресс-формы, и деформирующий участок, выполненный сужающимся по длине к периферии под углом 1,5º-10º к направлению перемещения, пуансон снабжен ограничителем хода. Данное устройство позволяет получать пустотелые выплавляемые модели из модельного материала любого вида (любой фракции и формы) при снижении расхода модельного материала и сокращении числа операций при получении пустотелой выплавляемой модели.
Недостатком данного устройства для изготовления пустотелой выплавляемой модели является сложность изготовления пресс-формы, определяемая необходимостью выполнения деформирующего участка пуансона, сужающимся по длине к периферии под углом 1,5º-10º к направлению перемещения; при этом указанный угол 1,5º-10º облегчает извлечение пуансона из затвердевшей выплавляемой пустотелой модели, но не исключает возможность прилипания модельного материала к поверхности пуансона.
Задачей изобретения является создание центробежного устройства для изготовления пустотелых выплавляемых моделей, обеспечивающего гарантированное извлечение деформирующего участка пуансона из сформированной выплавляемой модели без искажения ее геометрии.
В процессе решения задачи достигается технический результат, заключающийся в создании центробежного устройства для изготовления пустотелых выплавляемых моделей, обеспечивающего гарантированное извлечение деформирующего участка пуансона из сформированной выплавляемой модели без искажения ее геометрии.
Указанный технический результат достигается тем, что в центробежном устройстве для изготовления пустотелой выплавляемой модели, включающем прикрепленную держателем к ротору центрифуги пресс-форму, с выполненной в ней полостью, снабженную стальным пуансоном с ограничителем хода, установленным с возможностью перемещения в пресс-форме, содержащим направляющий участок, выполненный с возможностью прилегания к противоположной части поверхности полости пресс-формы и деформирующий участок, предусмотрены следующие отличия, поверхность деформирующего участка пуансона дополнительно снабжена тепловым контуром с возможностью регулируемого нагрева до температуры плавления модельного материала.
Причинно-следственная связь между совокупностью существенных признаков заявляемого устройства и достигаемым техническим результатом заключается в следующем.
Снабжение деформирующего участка пуансона центробежного устройства для изготовления пустотелой выплавляемой модели тепловым контуром с возможностью регулируемого нагрева до температуры плавления модельного материала обеспечивает плавление слоя модельного материала, прилегающего к деформирующему участку пуансона и, соответственно, гарантированное извлечение деформирующего участка пуансона из сформированной выплавляемой модели.
Использование температуры теплового контура, превышающей температуру плавления модельного материала, нецелесообразно ввиду возможности появления искажений геометрии сформированной выплавляемой модели.
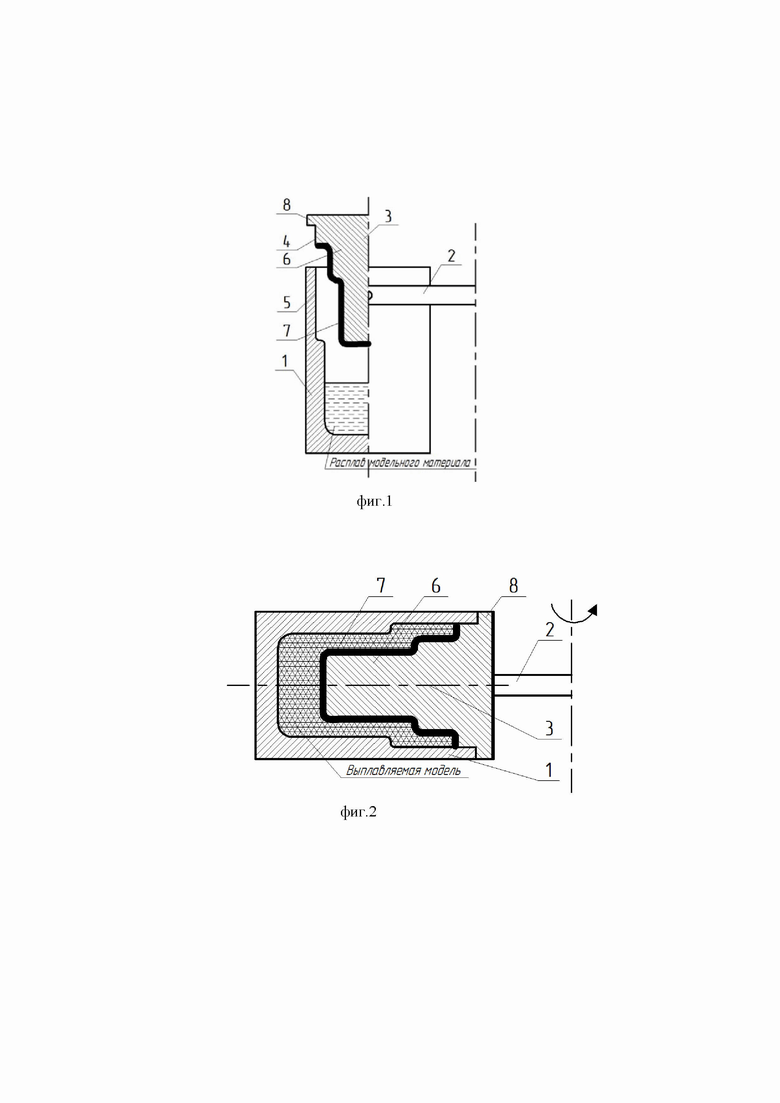
Техническая сущность и принцип действия предложенного центробежного устройства поясняются чертежом, на котором на фиг.1 представлено сечение центробежного устройства для изготовления пустотелой выплавляемой модели, с помещенной в нее дозой расплавленного модельного материала; на фиг.2 – сечение центробежного устройства в сомкнутом состоянии с пустотелой выплавляемой моделью.
Центробежное устройство для изготовления пустотелой выплавляемой модели содержит пресс-форму 1, с выполненной в ней полостью. Пресс-форма 1 прикреплена держателем 2 к ротору центрифуги (на фигуре не показана). В пресс-форме 1 с возможностью перемещения устанавливается стальной пуансон 3, содержащий направляющий участок 4, выполненный с возможностью прилегания к противоположной части 5 поверхности полости пресс-формы 1, и деформирующий участок 6, снабженный тепловым контуром 7. Стальной пуансон 3 снабжен ограничителем 8 его перемещения, выполненным в виде выступа. Ограничитель 8 определяет величину хода пуансона 3 в пресс-форме 1.
Центробежное устройство для изготовления пустотелой выплавляемой модели работает следующим образом. Пресс-форму 1 держателем 2 прикрепляют к ротору центрифуги. Расплав модельного материала, заливают в полость пресс-формы 1 дозой, соответствующей массе требуемой пустотелой выплавляемой модели, имеющей геометрию формообразующей полости пресс-формы 1 в сомкнутом состоянии. Для получения пустотелой выплавляемой модели, суммарный объем которой (за вычетом всех полостей) составляет, например, 100 см3, выбирают модельный материал, например, ПС 50/50, обладающий плотностью в литом состоянии 0,935 г/см3 и характеризующийся температурой плавления 520С. Дозу расплава модельного материала ПС 50/50 массой 93,5 г, заливают в пресс-форму 1, имеющую объем формообразующей полости равный 100 см3, при условии, что все элементы формы 1 находятся в сомкнутом состоянии. Пресс-пуансон 3 вертикально погружают в форму 1. Форму 1 приводят во вращение со скоростью, например, 4000 об/мин и вращают в течение, например, 5 минут. Модельный материал окажется в замкнутом пространстве, образованном пресс-формой 1, пуансоном 3, ограничителем 8 хода пуансона 3 за счет прилегания направляющего участка 4 пуансона 3 к противоположной части 5 поверхности полости пресс-формы 1 и он будет под нагрузкой, пока пуансон 3 и пресс-форма 1 находятся в сомкнутом состоянии и модельный материал выдерживается в состоянии вращения в течение, например, 5 минут. Пуансон 3 посредством деформирующего участка 7, контактирует с расплавом модельного материала и нагружает его в период затвердевания во время вращения пресс-формы 1. Вращение пресс-формы 1 обеспечивает нагружение пуансоном 3 модельного материала и плотный контакт модельного материала во время его застывания с полостью пресс-формы 1, что не позволяет образоваться поверхностным литейным дефектам в виде волнистости, складчатости, шероховатости. По завершении затвердевания модельного материала в течение, например, 5 минут, вращение пресс-формы 1 останавливают, тепловой контур 7 разогревают до температуры плавления материала выплавляемой модели, например 52 0С, пресс-форму разбирают и извлекают пустотелую выплавляемую модель.
Предлагаемое центробежное устройство обеспечивает гарантированное извлечение деформирующего участка пуансона из сформированной выплавляемой модели, позволяет изготовлять пустотелые выплавляемые модели высокой размерной и геометрической точности без поверхностных литейных дефектов в виде усадки, волнистости, складчатости и шероховатости. Получаемые таким центробежным устройством пустотелые выплавляемые модели не оказывают расширяющего воздействия на оболочковую форму при выплавлении из нее модельного состава.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления пустотелой выплавляемой модели | 2024 |
|
RU2818711C1 |
| Центробежное устройство для изготовления пустотелой выплавляемой модели | 2023 |
|
RU2799190C1 |
| Устройство для изготовления пустотелой выплавляемой модели | 2023 |
|
RU2799189C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| Способ получения биметаллической отливки | 2018 |
|
RU2697995C1 |
| СПОСОБ ЛИТЬЯ ПОЛОЙ ДЕТАЛИ ПО ВЫПЛАВЛЯЕМОЙ МОДЕЛИ | 2014 |
|
RU2676539C2 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2404879C2 |
| Способ изготовления пустотелых ювелирных изделий | 1990 |
|
SU1813026A3 |
| Способ получения выплавляемой модели тела вращения | 2021 |
|
RU2757139C1 |
Изобретение относится к области литейного производства. Центробежное устройство для изготовления пустотелой выплавляемой модели содержит пресс-форму (1) с полостью, прикрепленную держателем (2) к ротору центрифуги и стальной пуансон (3) с ограничителем (8) хода. Пуансон установлен с возможностью перемещения в пресс-форме и содержит направляющий участок, прилегающий к противоположной части поверхности полости пресс-формы, и деформирующий участок (6). Поверхность деформирующего участка (6) пуансона снабжена тепловым контуром (7), обеспечивающим регулируемый нагрев указанной поверхности до температуры плавления модельного материала, что позволяет расплавить слой модельного материала, прилегающий к деформирующему участку пуансона для извлечения пуансона из сформированной выплавляемой модели. Обеспечивается извлечение деформирующего участка пуансона из сформированной выплавляемой модели без искажения ее геометрии. 2 ил. 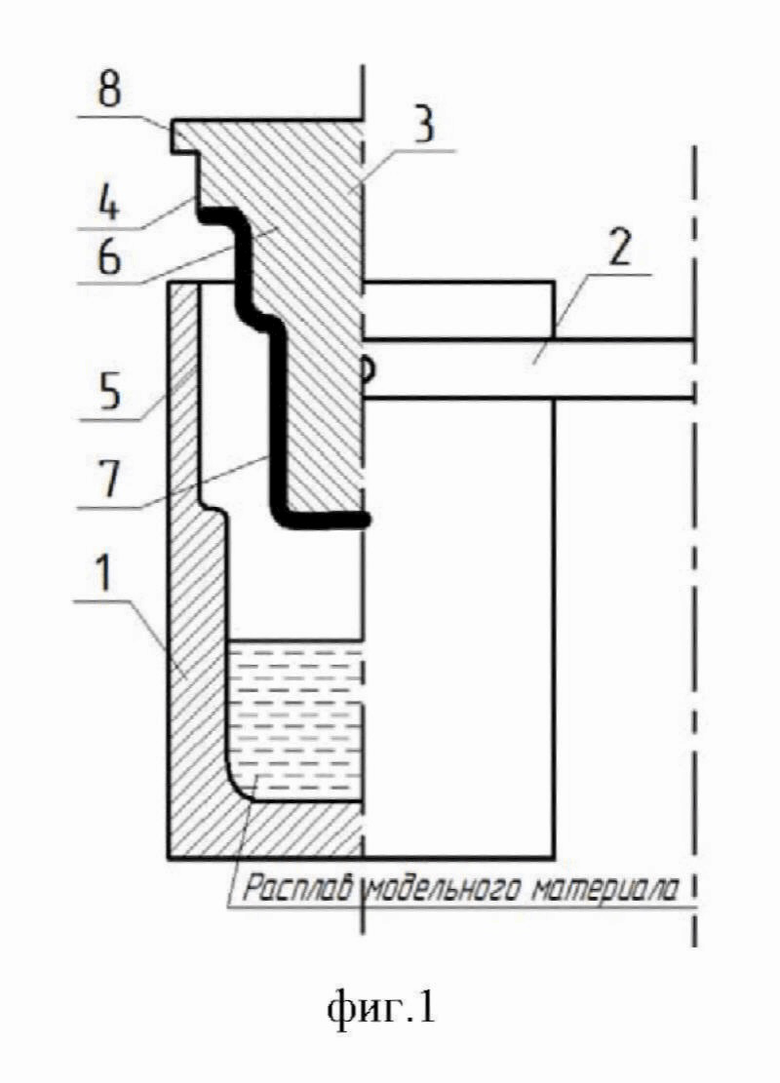
Центробежное устройство для изготовления пустотелой выплавляемой модели, включающее прикрепленную держателем к ротору центрифуги пресс-форму с выполненной в ней полостью, стальной пуансон с ограничителем хода, установленный с возможностью перемещения в пресс-форме, содержащий направляющий участок, выполненный с возможностью прилегания к противоположной части поверхности полости пресс-формы, и деформирующий участок, отличающееся тем, что поверхность деформирующего участка пуансона дополнительно снабжена тепловым контуром с возможностью регулируемого нагрева до температуры плавления модельного материала.
| Центробежное устройство для изготовления пустотелой выплавляемой модели | 2023 |
|
RU2799190C1 |
| Устройство для центробежного литья | 1979 |
|
SU839672A1 |
| Способ получения выплавляемой модели | 2021 |
|
RU2768661C1 |
| Способ получения выплавляемой модели тела вращения | 2021 |
|
RU2768654C1 |
| US 4146565 A1, 27.03.1979 | |||
| EP 2844446 B1, 28.09.2016 | |||
| WO 1998041377 A1, 24.09.1998 | |||
| GB 9522741 D0, 10.01.1996. | |||

