1 - 1
Изобретение относится к оборудованию для переработки полимерных материалов, преимущественно к литьевым машинам и экструдерам для переработки термопластов в изделия.
Целью изобретения является расширение технологических возможностей шнекового пластикатора путем обеспечения требуемой степени удаления летучих при работе на различных материалах с различным количеством летучих.
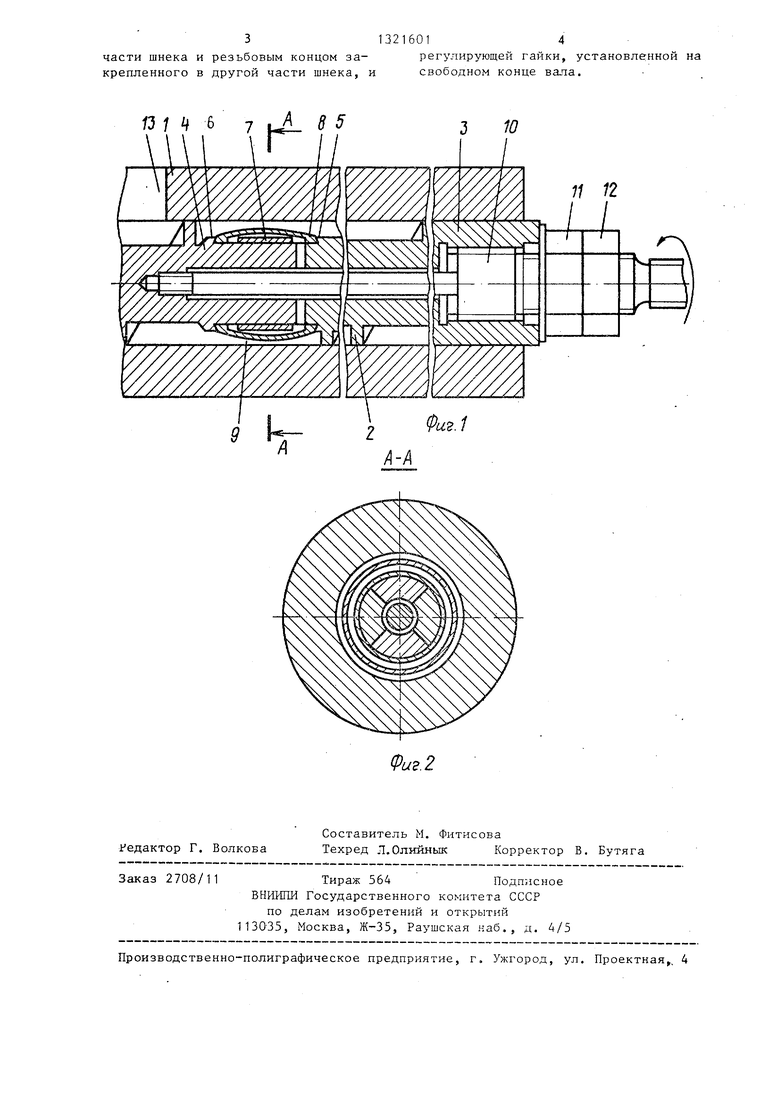
На фиг. 1 изображен шнековый плас тикатор; на фиг,2 разрез А-А на , 1.
Шнековый пластикатор Ь содержит цилиндр 1, в которой установлен шнек с винтовой нарезкой 2, выполненный из соединенных между собой полых частей 3 и 4 с упорами 5 и 6 на их торцах. На части 3 расположены зоны транспортирования и сжатия (не изображены) , а на части 4 - зоны дегазации и дозирования (не изображены). Между частями 3 и 4 шнека смонтирована центрирующая втулка 7 для устранения их перекоса друг относительно друга, В зоне соединения двух частей 3 и 4 шнека с возможностью контактирования с упорами 5 и 6 установлен дроссельный элемент бочкообразной формы, выполненный в виде , полой упругой вставки 8, В полости части 3 шнека размещены средства регулирования зазора 9 между внутренней поверхностью цилиндра 1 и полой упругой вставкой 8, выполненные в виде вала 10 и регулирующей гайки 11 Вал 10 резьбовым концом закреплен в части 4 шнека, а другим концом связан с регулирующей гайкой 11, взаимодействующей с контргайкой 12, В цилиндре 1 выполнено вентиляционное отверстие 13,
Шнековый пластикатор i работает следуюш 1м образом.
Вращательное движение от вала 10 передается на часть 3 шнека, а от дее на часть 4 шнека. Упругая вставка В способна изменять диаметр еврей центральной части под действием осевого усилия, создаваемого усилием затяжки регулирующей гайки 11, положение которой фиксируется конт- гайкой 12. Величина зазора 9 между упругой вставкой 8 и внутренней стенкой цилиндра 1 устанавливается в зависимости от начального содержания летучих и типа материала, обеспечи
12
вая требуемую степень удаления летучих. Отвод летучих осуществляется через вентиляционное отверстие 13 в цилиндре 1 шнекового пластификатора,
Наличие дроссельного элемента,
способного регулировать величину зазора между ним и внутренней стенкой цилиндра 1, дает возможность без замены каких-либо деталей и узлов конструкции обеспечить требуемую степень удаления летучих при работе шнекового пластикатора а на различных материалах с различным количеством летучих, В случае переработки материалов с большим начальным содержанием летучих и малым коэффициентом диффузии летучих включений в расплаве термопласта возможно путем увеличения длины зоны дегазации избежать
энергоемкой и длительной операции предварительной сушки термопластов, В случае переработки материалов с малым начальным содержанием летучих и большим коэффициентом диффузии летучих включений в расплаве термопласта возможно путем уменьшения длины зоны дегазации увеличить производительность шнекового пластикатора,а,
не снижая качество готовь1х изделий,
Формула изобретения
Шнековый пластикатор для переработки термопластов, содержащий цилиндр, установленный в нем шнек с винтовой нарезкой, выполненный с последовательно расположенными зонами - транспортирования, сжатия, дегазации.
и дозирования, дроссельный элемент бочкообразной формы и средства регулирования зазора между внутренней поверхностью цилиндра и дроссельным элементом, отличающийся
тем, что, с целью расширения технологических возможностей шнекового плас.
тикатора путем обеспечения требуемой степени удаления летучих при работе на различных материалах с различным количеством летучих, шнек выполнен из двух соединенных между собой полых частей с упорами на их торцах, дроссельный элемент установлен в зоне соединения двух частей
шнека с возможностью контактирования с упорами и выполнен в виде полой упругой вставки, а средства регулирования зазора выполнены в виде ва-- ла, смонтированного в полости одной
313216014
части шнека и резьбовым концом за- регулирующей гайки, установленной на крепленного в другой части шнека, и свободном конце вала.
ГЗ / i 6 7 W 85
3 10
Редактор Г. Волкова
Составитель М. Фитисова
Техред Л.Олийнык Корректор В. Бутяга
Заказ 2708/11Тираж 564 Подписное
ВНИИТШ Государственного комитета СССР
по делам изобретений и открытий 1130-35, Москва, Ж-35, Раушская каб. , д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная,, 4
Фи.2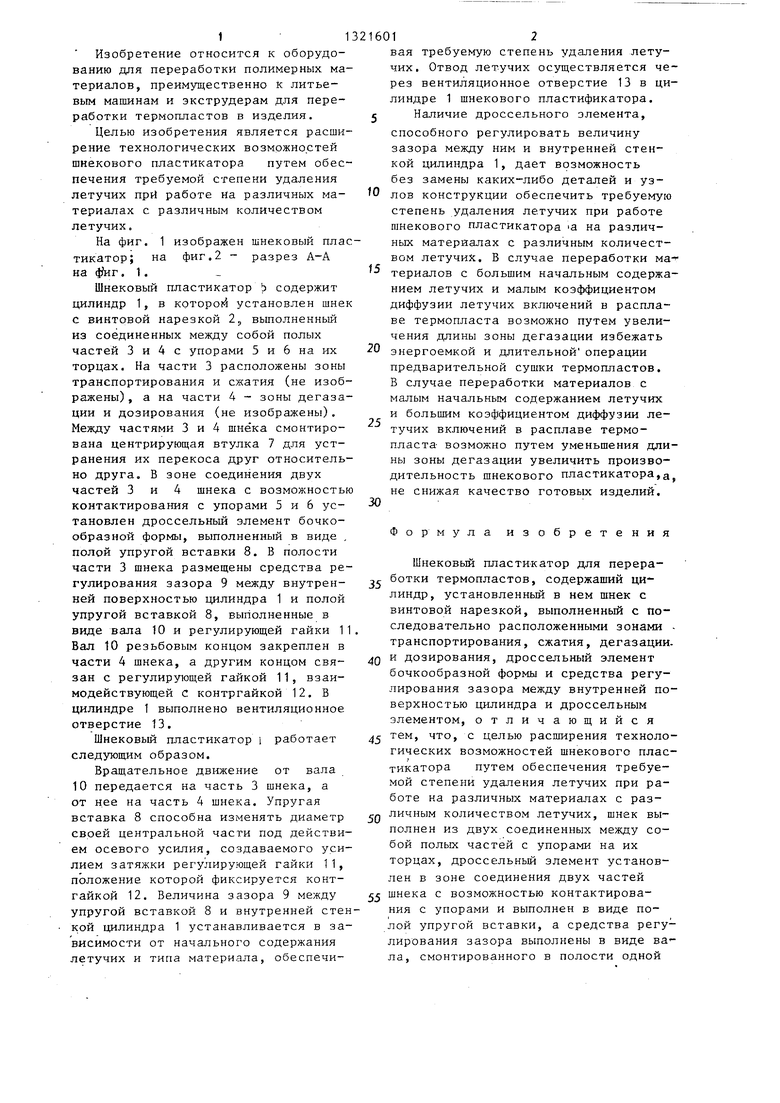
| название | год | авторы | номер документа |
|---|---|---|---|
| Шнековый пластикатор для литья под давлением полимеров | 2019 |
|
RU2706625C1 |
| Шнековый пластикатор литьевой машины для переработки полимерных материалов | 1980 |
|
SU956290A1 |
| Шнековый пластикатор для переработки термореактивных материалов с волокнистым наполнителем | 1980 |
|
SU939222A1 |
| Шнековый пластикатор для переработки термореактивных материалов с волокнистым наполнителем | 1988 |
|
SU1558690A2 |
| Шнековый пластикатор для переработки волокнонаполненных реактопластов | 1991 |
|
SU1808717A1 |
| Шнековый пластикатор-дозатор для полимерных материалов | 1988 |
|
SU1581588A1 |
| Шнековый пластикатор для переработки термореактивных материалов с волокнистым наполнителем | 1988 |
|
SU1500495A1 |
| Шнековый пластификатор для переработки термореактивных материалов с волокнистым наполнителем | 1990 |
|
SU1754470A2 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛИМЕРОВ, НЕ СОДЕРЖАЩИХ ВОДУ И РАСТВОРИТЕЛЬ | 2011 |
|
RU2596235C2 |
| Дозирующее устройство для термореактивных материалов | 1975 |
|
SU704801A1 |
Изобретение относится к переработке полимерных материалов, преимущественно используется в литьевых машинах и экструдерах для переработки термопластов в изделия. Целью изобретения является расширение технологических возможностей шнекового пластикатора путем обеспечения требуемой степени удаления летучих при работе на различных материалах с различным количеством летучих. Шнековый пластикатор содержит цилиндр, в котором установлен шнек с зонами транспортирования, сжатия, дегазации и дозирования. Шнек выполнен из двух соединенных между собой полых частей с упорами на торцах. В зоне соединения полых частей шнека смонитро- ван с возможностью контактирования с упорами дроссельный элемент. Дрос- сельньш элемент имеет бочкообразную форму и выполнен в виде полой упругой вставки. Зазор меЖду дроссельным элементом и внутренней поверхностью цилиндра регулируется посредством вала и регулирующей гайки. При работе пластикатора. вращательное движение от вала передается на одну часть шнека, а от нее - на другую часть. Упругая вставка изменяет диаметр своей центральной части под действием осевого усилия, создаваемого затяжкой регулирующей гайки. Величина зазора между вставкой и внутренней поверхностью цилиндра устанавливается в зависимости от начального содержания летучих и типа перерабатываемого материала. 2 ип. i СЛ
| Шенкель Г | |||
| Шнековые прессы для пластмасс | |||
| -Л., ГХИ, 1962, | |||
| с | |||
| Котел | 1921 |
|
SU246A1 |
| Патент ФРГ № 1208873, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Двухтактный двигатель внутреннего горения | 1924 |
|
SU1966A1 |
