Область техники
Изобретение относится к транспортному машиностроению, преимущественно, к колесным транспортным средствам, а именно к шарнирным соединениям звеньев гибких гусеничных цепей, предназначенных для установки вокруг наружной периферии шин транспортного средства. Более конкретно изобретение относится согласно ограничительной части пункта 1 формулы к способам изготовления соединительных элементов звена гусеничной цепи. Изобретение также относится к устройству соединительного элемента звена гусеничной цепи, к конструкции вкладыша, примененного в устройстве соединительного элемента, звену гусеничной цепи, включающему указанные соединительные элементы, а также гусеничной цепи, образованной несколькими такими звеньями.
Предшествующий уровень техники
Гусеничные цепи, которые могут быть установлены вокруг шин транспортных средств с возможностью снятия известны в нескольких разных конструкциях. Например, известна гусеничная цепь, являющаяся по существу ближайшим аналогом заявляемых технических решений, включающая траки с боковыми упорами, шарнирно скрепленные соединительными звеньями [Патент RU 2530947 «Звено гусеничной цепи с двумя боковыми опорными элементами и способ изготовления опорного элемента для подобного звена гусеничной цепи», заявлен 12.05.2010 г.]. Траки с боковыми упорами содержат соединительные элементы, каждый из которых представляет собой металлическую полосу с загнутыми концами (скобу).
Подобная гусеничная цепь может быть использована для обеспечения лучшего сцепления между колесами транспортного средства и поверхностью пути, в особенности на мокром, скользком или илистом грунте. На лесозаготовках такие гусеничные цепи также позволяют снизить колееобразование и тем самым уменьшить негативное влияние на лесную среду. Тяжелые условия эксплуатации приводят к постепенному износу элементов гусеничной цепи, в особенности соединительных элементов. Это требует замены гусеничной цепи и/или ее ремонта.
Скобы (соединительный элемент), являются ответственной частью гусеничной цепи, от износа которых напрямую зависит срок службы гусеницы. Они изготавливаются из износостойких конструкционных сталей. В качестве заготовки используют прямоугольную полосу из листового металла, которую загибают на концах. С целью увеличения срока службы гусениц, производители увеличивают толщину используемой полосы.
Износу преимущественно подвержено пятно контакта скобы с соединительным звеном. Таким образом, изготовление соединительного элемента (скобы) полностью из износостойкой стали является не рациональным, и ведет к увеличению веса конечного изделия и его материалоемкости. Увеличение веса также способствует возрастанию расхода топлива и увеличению выбросов парниковых газов.
Следует отметить, что износостойкие стали, из которых изготавливаются полосы для производства соединительных элементов (скоб) являются плохо свариваемыми, и требуют при сварке предварительного подогрева свариваемых кромок до 200-400°С. Что осложняет как процесс производства, так и процесс ремонта.
Одним из направлений повышения срока службы соединительного элемента (скобы) и гусеницы в целом является утолщение в местах контакта скобы с соединительным звеном. Примером такого подхода является гусеничная цепь, распространяемая под обозначением «BERG» [ГУСЕНИЦА UHI HD, http://kluch-td.ru/catalog/track-tire/track-tire2_1653.html]. Соединительный элемент такой гусеницы выполняется методом литья. Однако это усложняет процесс его изготовления и требует дополнительной механообработки после отливки заготовки.
Раскрытие изобретения
Задачей изобретения является разработка нового способа изготовления соединительного элемента звена гусеничной цепи и его более предпочтительной конструкции.
Техническим результатом, на достижение которого направлено изобретение, является:
- повышение срока службы гусеничной цепи за счет утолщения материала соединительного элемента звена гусеничной цепи в месте контакта с соединительным звеном путем надежной фиксации вкладышей в сгибах элемента скобообразной формы;
- обеспечение упрощения процесса изготовления и ремонта гусеничной цепи за счет возможности использования хорошо свариваемых сталей для заготовок, из которых формируют элемент скобообразной формы, а также упрощение процесса ремонта за счет возможности восстановления соединительного элемента путем замены износившегося вкладыша;
- снижение материалоемкости и веса гусеничной цепи без снижения срока ее службы за счет утолщения исключительно места контактов соединительного элемента с соединительным звеном, а также возможности применения более тонких заготовок, используемых для формирования элемента скобообразной формы.
Технический результат достигается тем, что разработан способ изготовления соединительного элемента звена гусеничной цепи, включающий этапы, на которых: обеспечивают заготовку продолговатой формы из листового металла, имеющую первый и второй концы, формируют элемент скобообразной формы путем загибания первого и второго конца заготовки, при этом перед формированием элемента скобообразной формы в заготовке на ее первом конце выполняют по крайней мере одно первое отверстие, а на втором конце по крайней мере одно второе отверстие, а загибание первого конца заготовки осуществляют вокруг первого вкладыша, заранее размещенного своим хвостовиком по крайней мере в первом отверстии, а загибание второго конца заготовки осуществляют вокруг второго вкладыша, заранее размещенного своим хвостовиком по крайней мере во втором отверстии.
Согласно варианту осуществления изобретения технический результат также достигается тем, что дополнительно осуществляют вдавливание поверхности элемента скобообразной формы во вкладыши таким образом, чтобы поверхность верхней части элемента скобообразной формы, обращенная к вкладышу, повторила по крайней мере частично форму поверхности верхней части вкладыша, а поверхность нижней части элемента скобообразной формы, обращенная к вкладышу, повторила по крайней мере частично форму поверхности нижней части вкладыша.
Согласно еще одном варианту технический результат достигается тем, что вдавливание поверхности элемента скобообразной формы во вкладыши осуществляют одновременно с загибанием первого и второго конца заготовки.
Согласно еще одном варианту технический результат обеспечивается также за счет того, что перед формированием элемента скобообразной формы заготовку нагревают.
Изобретение также относится к вкладышу, предназначенному для использования в вышеописанном способе изготовления соединительного элемента звена гусеничной цепи, выполненному в виде основного тела и хвостовика, причем основное тело с одной стороны имеет вогнутую поверхность, а с противоположной выпуклую, при этом хвостовик размещен со стороны выпуклой поверхности.
Согласно варианту изобретения, хвостовик выполнен в виде одного элемента, выступающего со стороны выпуклой поверхности. В других вариантах хвостовик выполнен в виде нескольких элементов, выступающих со стороны выпуклой поверхности.
Согласно еще одном варианту поверхность верхней части и/или поверхность нижней части вкладыша имеет по крайней мере одно отверстие.
Кроме того, вкладыш может быть изготовлен из износостойкого материала.
Изобретение также относится к конструкции соединительного элемента звена гусеничной цепи, изготавливаемого по описанному выше способу, содержащей элемент скобообразной формы, сформированный путем загибания первого и второго концов заготовки продолговатой формы из листового металла, при этом элемент скобообразной формы по краям имеет по крайней мере первое и второе отверстие, причем в первом отверстии размещен хвостовик первого вкладыша, а во втором отверстии хвостовик второго вкладыша, при этом первый конец упомянутой заготовки загнут вокруг первого вкладыша, а второй конец заготовки вокруг второго вкладыша.
Изобретение также относится к конструкции звено гусеничной цепи выполненное с возможностью соединения с множеством звеньев гусеничной цепи для образования гибкой гусеничной цепи, предназначенной для установки вокруг наружной периферии шин транспортных средств, содержащей поперечный элемент, проходящий поперек охватываемой поверхности шины, два боковых опорных элемента и два соединительных элемента, при этом боковые опорные элементы, расположены на противоположных концах поперечного элемента и выступают с одной и той же его стороны, и разнесены для обеспечения возможности размещения шины между ними, причем соединительные элементы выполнены в виде элемента скобообразной формы, сформированного путем загибания первого и второго концов заготовки продолговатой формы из листового металла, при этом элемент скобообразной формы по краям имеет по крайней мере первое и второе отверстие, причем в первом отверстии размещен хвостовик первого вкладыша, а во втором отверстии хвостовик второго вкладыша, при этом первый конец упомянутой заготовки загнут вокруг первого вкладыша, а второй конец заготовки вокруг второго вкладыша.
Изобретение также относится к гусеничной цепи, предназначенной для установки вокруг наружной периферии шин транспортных средств, образованная посредством нескольких звеньев гусеничной цепи, имеющих признаки, определенные в пункте 11 формулы изобретения, и скрепленных последовательно друг с другом соединительными звеньями.
Краткое описание чертежей
Изобретения пояснено на чертежах, где
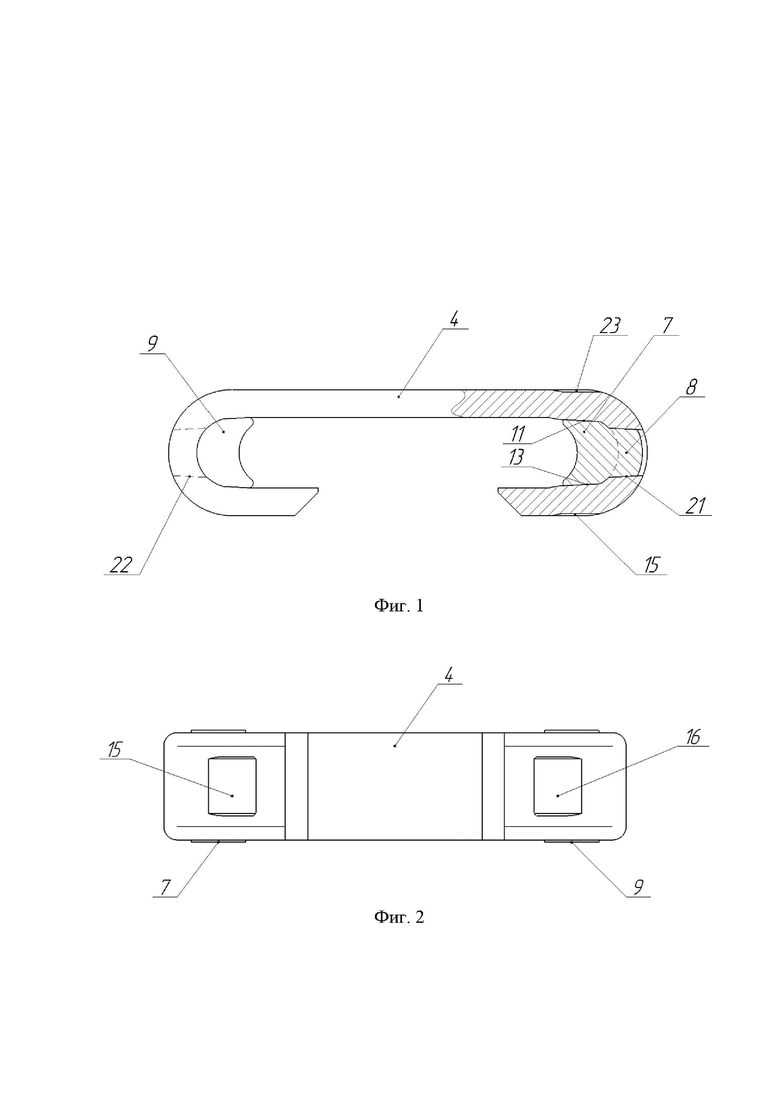
фиг. 1 - общий вид предпочтительного варианта осуществления соединительного элемента звена гусеничной цепи;
фиг. 2 - вид сверху соединительного элемента звена гусеничной цепи на фиг. 1;
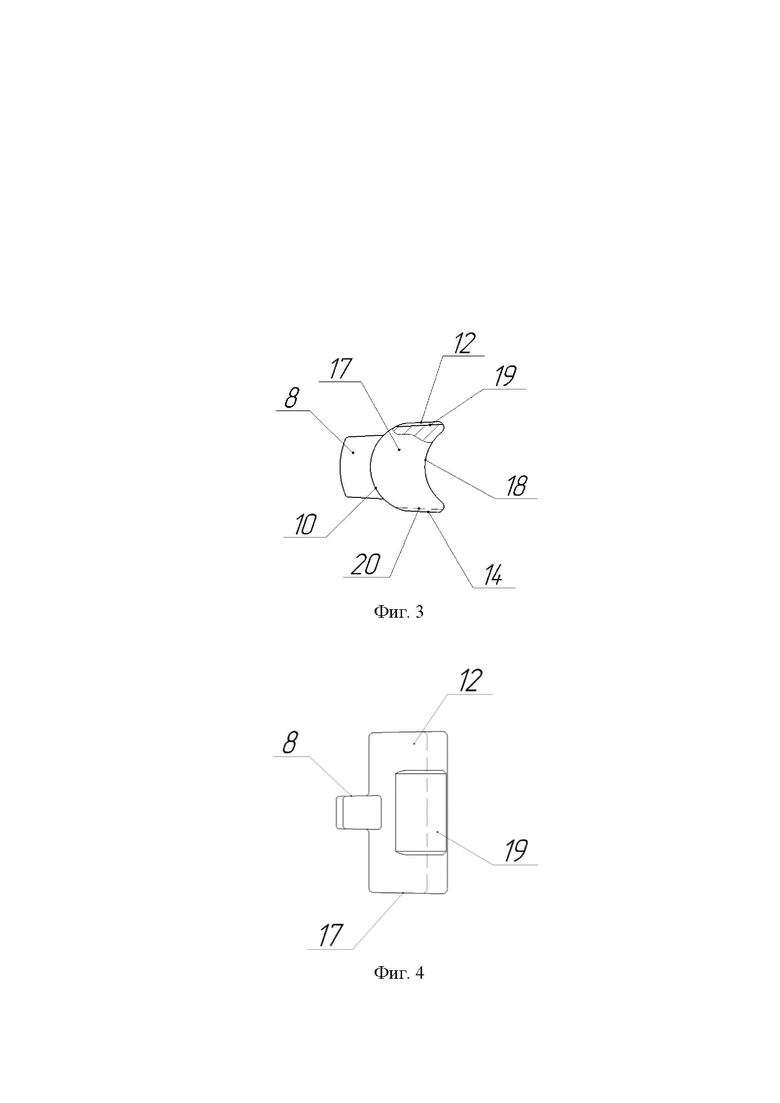
фиг. 3 - вкладыш по предпочтительному варианту осуществления изобретения (общий вид);
фиг. 4 - вкладыш (вид сверху варианта выполнения изобретения, показанного на фиг. 3).
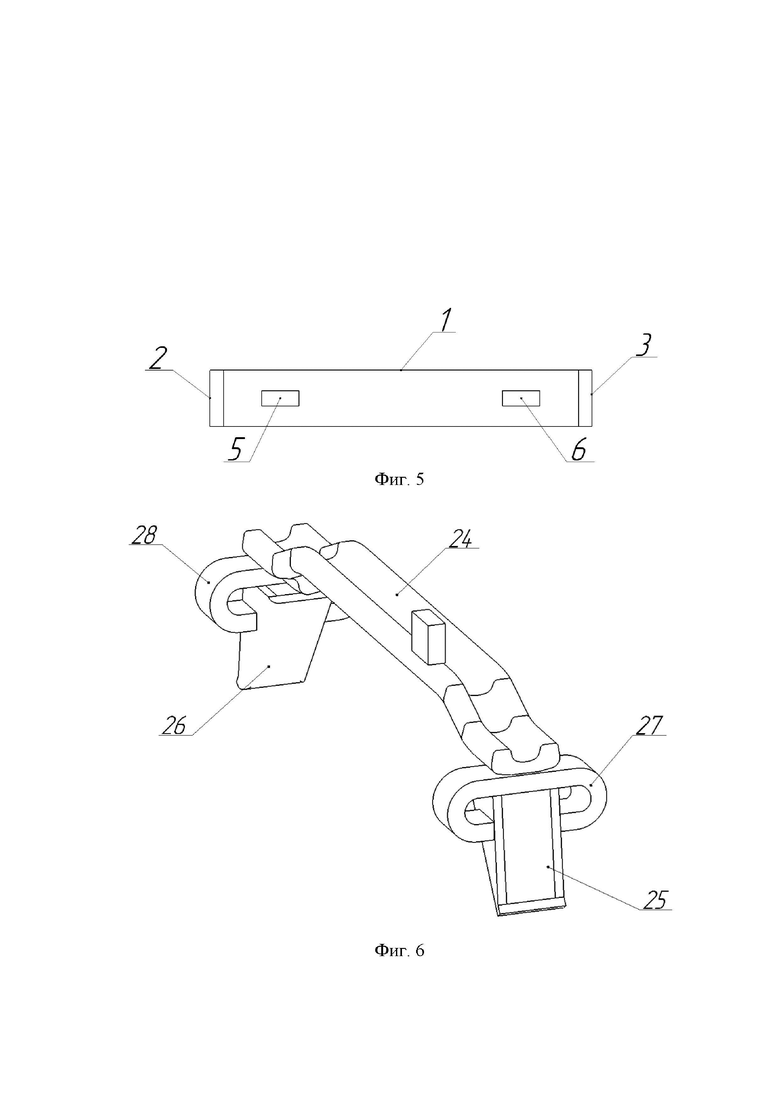
фиг. 5 - предпочтительный вариант заготовки с отверстиями для изготовления соединительного элемента звена гусеничной цепи (общий вид);
фиг. 6 - звено гусеничной цепи в сборе (вкладыши и отверстия в элементах скобообразной формы не показаны).
Осуществление изобретения
Способ изготовления соединительного элемента звена гусеничной цепи согласно варианту осуществления изобретения включает этапы, на которых: обеспечивают заготовку 1 продолговатой формы из листового металла (см. фиг. 5), имеющую первый 2 и второй 3 концы, формируют элемент 4 скобообразной формы путем загибания первого 2 и второго 3 конца заготовки 1 (см. фиг. 1), причем перед формированием элемента 4 скобообразной формы в заготовке 1 на ее первом конце 2 выполняют по крайней мере одно первое отверстие 5, а на втором конце 3 по крайней мере одно второе отверстие 6 (см. фиг. 5), а загибание первого конца 2 заготовки 1 осуществляют вокруг первого вкладыша 7, заранее размещенного своим хвостовиком 8 (см. фиг. 3) по крайней мере в первом отверстии 5, а загибание второго конца 3 заготовки 1 осуществляют вокруг второго вкладыша 9 (см. фиг. 1), заранее размещенного своим хвостовиком по крайней мере во втором отверстии 6.
В предпочтительном варианте заготовка 1 имеет прямоугольную форму, но может быть выполнена, например прямоугольной со скругленными углами, овальной или иной известной продолговатой формы. Заготовка 1 может быть поучена из листа металла или полосы лазерной или плазменной резкой, на вырубочном штампе и другими известными способами.
В качестве материала для заготовки 1 можно использовать износостойкую сталь, но в предпочтительном варианте целесообразно использовать сталь, применяемую для сварных конструкций без необходимости дополнительной термообработки, например, сталь 09Г2С. Это позволяет не только удешевить производство готового изделия, но и обеспечивает удобство сборки и будущего ремонта звеньев гусеничной цепи.
Отверстия 5 и 6 в заготовке 1 (см. фиг. 5) могут быть выполнены с использованием лазерной резки, пробивкой в штампе, сверлением или другим известным способом. В предпочтительном варианте форма отверстий 5 и 6 - прямоугольная, но может быть выполнена и иной формы, в частности круглой, квадратной, овальной или другой. Количество отверстий на концах заготовки 1 может быть различной (два и более), но в предпочтительном варианте - по одному отверстию на каждом конце. В предпочтительном варианте отверстия 5 и 6 на концах заготовки 1 формируют в местах будущего сгиба.
Вкладыши 7, 9 могут быть изготовлены ковкой, штамповкой, методом литья, методом порошковой металлургии с последующей закалкой или любым другим известным способом.
При загибании концов заготовки 1 за счет деформации металла, вызванного изгибом, хвостовик 8 вкладыша 7 (аналогично для вкладыша 9) надежно зажимается и вкладыш фиксируется в месте будущего контакта с соединительным звеном в гусеничной цепи. Заготовка 1 в местах сгиба повторяет выпуклую поверхность 10 (см. фиг. 3 и фиг. 1) вкладыша 7. Загибание концов 2 и 3 заготовки 1 может осуществляться как последовательно (например, сначала загибают конец 2, а затем 3), так и одновременно. Данная технологическая операция может быть осуществлена, например, при помощи гидравлического или кривошипно-шатунного пресса.
Дополнительно может осуществляться сварка вкладышей 7, 9 и элемента скобообразной формы 4 с целью повышения надежности конструкции соединительного элемента гусеничной цепи. Сварной шов может формироваться как между основным телом (например, 17) вкладыша и поверхностью элемента скобообразной формы, так и прихватываться сваркой хвостовики (например, 8) вкладышей 7, 9, в отверстиях 22, 21.
Размещение вкладышей 7 и 9 в местах контакта с соединительными звеньями в гусеничной цепи позволяет использовать для заготовки 1 более тонкий металла, снижая общую материалоемкость и массу гусеничной цепи без уменьшения срока ее службы, а, следовательно, при эксплуатации будет снижаться расход топлива и другие взаимосвязанные эффекты, в частности сокращение выбросов парниковых газов, повышение удобства перевозки.
Вкладыши 7 и 9 позволяют увеличить срок службы гусеничной цепи за счет утолщения материала в месте контакта соединительного элемента с соединительным звеном, которое наиболее подвержено износы при движении транспортного средства.
Кроме того, упомянутые вкладыши позволяют упростить процесс ремонта (восстановления) гусеничной цепи, который заключается в удалении износившегося вкладыша и установку на его место нового.
В предпочтительном варианте дополнительно осуществляют вдавливание поверхности элемента 4 скобообразной формы во вкладыши 8, 9 таким образом, чтобы поверхность 11 верхней части элемента 4 скобообразной формы, обращенная к вкладышу 7 (см. фиг 1), повторила по крайней мере частично форму поверхности 12 верхней части вкладыша 7 (см. фиг. 3), а поверхность 13 нижней части элемента 4 скобообразной формы, обращенная к вкладышу 7 (см. фиг 1), повторила по крайней мере частично форму поверхности 14 нижней части вкладыша 7 (см. фиг. 3 или 4). При этом на внешней поверхности элемента 4 скобообразной формы могут образовываться вдавленности снизу 15 и 16 (см. фиг. 2) и сверху 23 (вторая выемка не показана на фиг.). Данная операция позволяет обеспечить более надежную фиксацию вкладышей 7, 9 в элементе 4 скобообразной формы.
Операция вдавливания может осуществляться прессованием, штамповкой или любым другим известным способом обработки металлов давлением.
В предпочтительном варианте вдавливание поверхности элемента 4 скобообразной формы во вкладыши осуществляют одновременно с загибанием первого 2 и второго 3 концов заготовки 1, т.е. одновременно с образованием элемента 4 скобообразной формы. Операция может быть реализована с применением штампа или любым другим известным способом.
Однако допустимо осуществление операций вдавливания после формирования элемента 4 скобообразной формы или поочередно: сначала сгибание одного конца, затем вдавливание на упомянутом конце, после чего повторяют в той же последовательности на противоположном конце заготовки 1.
В еще одном варианте осуществления изобретения перед формированием элемента 4 скобообразной формы заготовку 1 нагревают. Это позволят повысить пластические характеристики металла и снизить сопротивление деформации. Кроме того, нагревание заготовки позволяет дополнительно увеличить силу фиксации вкладышей 7, 9 в элементе 4 скобообразной формы, так как при остывании элемент 4 обжимает вкладыши за счет термической усадки.
В некоторых вариантах осуществления изобретения после формирования скобообразного элемента 4 с вкладышами 7, 9 осуществляют закалку полученной конструкции, что способствует повышению износостойкости соединительного элемента звена гусеничной цепи.
Для осуществления выше описанных вариантов осуществления способа предлагается вкладыш 7, выполненный в виде основного тела 17 (см. фиг. 3) и хвостовика 8, причем основное тело 17 с одной стороны имеет вогнутую поверхность 18, а с противоположной выпуклую 10, при этом хвостовик 8 размещен со стороны выпуклой поверхности 10 (аналогично для вкладыша 9).
Вкладыш может быть изготовлен методами ковки, штамповки, точного литья, методом порошковой металлургии с последующей закалкой или любым другим известным способом. Закалка может осуществляться после штамповки или ковки с целью повышения износостойкости материала вкладыша.
В предпочтительном варианте вогнутая поверхность 18 и выпуклая поверхность 10 представляют собой часть боковой поверхности цилиндра.
В предпочтительном варианте хвостовик 8 выполнен в виде одного элемента, выступающего со стороны выпуклой поверхности 10, и, по существу, представляет собой прямолинейный элемент с прямоугольным сечением. Однако изобретение не ограничивается данным выполнением хвостовика. Например, хвостовик 8 может иметь иное сечение (круглое, квадратное или трапециевидное или иное). Кроме того, размеры сечения по длине хвостовика могут изменяться, например, увеличиваться или наоборот сужаться. Форма также может быть криволинейной, например, зигзагообразной или дугообразной, или прямолинейной, или расположенной под углом к оси вкладыша.
В предпочтительном варианте поперечное сечение хвостовика 8 соответствует форме отверстий 5 или/и 6 заготовки 1. Прямоугольная форма отверстия 5 или 6, а также выполнение хвостовика 8 с прямоугольным сечением, причем наибольшая ось симметрии сечения, ориентирована вдоль наибольшей оси симметрии заготовки 1, позволяет при загибании концов заготовки 1 наилучшим образом зажать хвостовик 8 в отверстии 5 или 6 за счет деформации материала.
В некоторых вариантах осуществления изобретения вкладыш 7 выполнен с хвостовиком в виде нескольких элементов, выступающих со стороны выпуклой поверхности 10 (аналогично для вкладыша 9). В этом случае целесообразно выполнить на концах заготовки 1 отверстия под каждый хвостовик. Однако, в некоторых вариантах осуществления изобретения несколько элементов хвостовика могут размещаться в одном отверстии заготовки. Благодаря такому решению после загибания концов заготовки 1 вокруг вкладышей 7 и 9 происходит зажим хвостовиков вкладышей не только благодаря деформации формы отверстий 5 и 6 заготовки 1, но и дополнительно за счет остаточной упругой (разжимающей) деформации хвостовиков. При эксплуатации гусеничной цепи это позволяет несколько компенсировать ослабление фиксации вкладышей в элементе скобообразной формы из-за усталости металла.
В предпочтительном варианте поверхность 12 верхней части вкладыша 7 и/или поверхность 14 нижней части вкладыша имеют по крайней мере по одной выемке 19 и 20 соответственно (см. фиг. 3 и фиг. 4). Другие варианты осуществления изобретения предполагают выполнение двух или более выемок. Указанные выемки предназначены для формирования пространства, которое заполняется материалом заготовки 1 при осуществлении операции вдавливания. Благодаря этому формируется дополнительное зацепление между вкладышами 7, 9 и элементом 4 скобообразной формы, противодействующее смещению вкладышей в месте контакта соединительного элемента звена гусеничной цепи с поверхностью соединительного звена.
В предпочтительном варианте вкладыши выполняют из износостойкого материала, например, стали 65 Г, что позволяет дополнительно увеличить срок службы соединительного элемента.
Изобретение также касается соединительного элемента звена гусеничной цепи, изготавливаемого по описанному выше способу, содержащего элемент 4 скобообразной формы, сформированный путем загибания первого 2 и второго 3 концов заготовки 1 продолговатой формы из листового металла, при этом элемент 4 скобообразной формы по краям имеет по крайней мере первое 21 и второе 22 отверстие (см. фиг. 1), причем в первом отверстии 21 размещен хвостовик 8 первого вкладыша 7, а во втором отверстии 22 хвостовик второго вкладыша 9, при этом первый конец 2 заготовки 1 загнут вокруг первого вкладыша 7, а второй конец 3 заготовки 1 вокруг второго вкладыша 9. Вкладыши 7 и 9 осуществляются согласно выше описанным примерам.
С использованием выше описанного соединительного элемента может быть произведено звено гусеничной цепи, выполненное с возможностью соединения с множеством звеньев гусеничной цепи для образования гибкой гусеничной цепи, предназначенной для установки вокруг наружной периферии шин транспортных средств, содержащее поперечный элемент 24 (см. фиг. 6), проходящий поперек охватываемой поверхности шины, два боковых опорных элемента 25, 26 и два соединительных элемента 27, 28, при этом боковые опорные элементы 25, 26, расположены на противоположных концах поперечного элемента 34 и выступают с одной и той же его стороны, и разнесены для обеспечения возможности размещения шины между ними, при чем соединительные элементы 27, 28 такого звена содержат элемент 4 скобообразной формы, сформированный путем загибания первого 2 и второго 3 конца заготовки 1 продолговатой формы из листового металла, при этом элемент 4 скобообразной формы по краям имеет по крайней мере первое 21 и второе 22 отверстие, причем в первом отверстии 21 размещен хвостовик 8 первого вкладыша 7, а во втором отверстии 22 хвостовик второго вкладыша 9, при этом первый конец 2 заготовки 1 загнут вокруг первого вкладыша 7, а второй конец 3 заготовки 1 вокруг второго вкладыша 9.
И, наконец, посредством нескольких звеньев гусеничной цепи, описанных выше, скрепленных последовательно друг с другом при помощи соединительных звеньев, может быть сформирована гусеничная цепь, предназначенная для установки вокруг наружной периферии шин транспортных средств.
Описанная выше гусеничная цепь работает следующим образом. Гусеничную цепь, устанавливают вокруг наружной периферии шин транспортного средства и придают ей необходимое натяжение. При огибании гусеничной цепью колес транспортного средства совершается относительный поворот звеньев гусеничной цепи и соединительных звеньев. Поверхность соединительных звеньев трется об вогнутые поверхности вкладышей соединительных элементов звеньев гусеничной цепи. В процесс эксплуатации вкладыши изнашиваются и затем заменяются на новые.
Таким образом, раскрытые технические решения обеспечивают: повышение срока службы гусеничной цепи за счет утолщения материала соединительного элемента звена гусеничной цепи в месте контакта с соединительным звеном; упрощение процесса ремонта гусеничной цепи за счет возможности использования хорошо свариваемых сталей для формирования соединительных элементов, а также за счет возможности восстановления соединительных элементов путем замены износившихся вкладышей; снижение материалоемкости и веса гусеничной цепи без снижения срока ее службы за счет утолщения исключительно места контактов соединительного элемента с соединительным звеном, и возможности использования для производства заготовок сравнительно более тонкого материала.
Изобретение никоим образом не ограничено вариантами осуществления, описанными выше. Напротив, имеется много возможностей модификации, которые будут очевидны для среднего специалиста в данной области техники без отхода от основной идеи технического решения, описанного в формуле.
Изобретение относится к соединительному элементу с вкладышем звена гусеничной цепи, способу его производства, конструкции вкладыша и гусеничной цепи. Соединительный элемент содержит элемент скобообразной формы, сформированный путем загибания первого и второго концов заготовки продолговатой формы из листового металла вокруг вкладышей. Элемент скобообразной формы по краям имеет отверстия, в которых размещены хвостовики вкладышей. Достигается повышение срока службы гусеничной цепи, упрощение процесса изготовления и ремонта гусеничной цепи, снижение материалоемкости и веса гусеничной цепи без снижения срока ее службы. 5 н. и 7 з.п. ф-лы, 6 ил.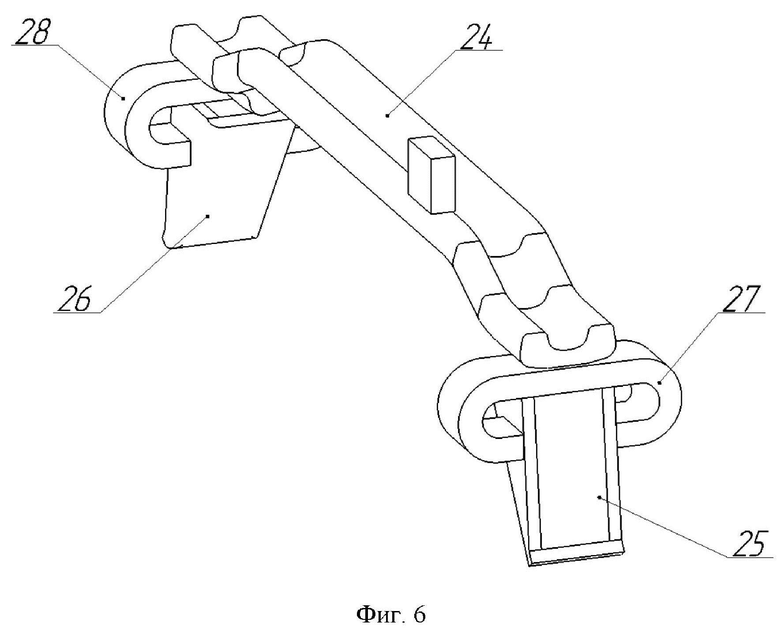
1. Способ изготовления соединительного элемента звена гусеничной цепи, включающий этапы, на которых:
обеспечивают заготовку продолговатой формы из листового металла, имеющую первый и второй концы,
формируют элемент скобообразной формы путем загибания первого и второго конца заготовки,
отличающийся тем, что перед формированием элемента скобообразной формы в заготовке на ее первом конце выполняют по крайней мере одно первое отверстие, а на втором конце по крайней мере одно второе отверстие,
а загибание первого конца заготовки осуществляют вокруг первого вкладыша, заранее размещенного своим хвостовиком по крайней мере в первом отверстии,
а загибание второго конца заготовки осуществляют вокруг второго вкладыша, заранее размещенного своим хвостовиком по крайней мере во втором отверстии.
2. Способ по п. 1, отличающийся тем, что дополнительно осуществляют вдавливание поверхности элемента скобообразной формы во вкладыши таким образом, чтобы поверхность верхней части элемента скобообразной формы, обращённая к вкладышу, повторила по крайней мере частично форму поверхности верхней части вкладыша, а поверхность нижней части элемента скобообразной формы, обращённая к вкладышу, повторила по крайней мере частично форму поверхности нижней части вкладыша.
3. Способ по п. 2, отличающийся тем, что вдавливание поверхности элемента скобообразной формы во вкладыши осуществляют одновременно с загибанием первого и второго конца заготовки.
4. Способ по любому из пп. 1-3, отличающийся тем, что перед формированием элемента скобообразной формы заготовку нагревают.
5. Вкладыш, предназначенный для использования в способе изготовления соединительного элемента звена гусеничной цепи по любому из пп. 1-4, выполненный в виде основного тела и хвостовика, причем основное тело с одной стороны имеет вогнутую поверхность, а с противоположной выпуклую, при этом хвостовик размещен со стороны выпуклой поверхности.
6. Вкладыш по п. 5, отличающийся тем, что хвостовик выполнен в виде одного элемента, выступающего со стороны выпуклой поверхности.
7. Вкладыш по п. 5, отличающийся тем, что хвостовик выполнен в виде нескольких элементов, выступающих со стороны выпуклой поверхности.
8. Вкладыш по любому из пп. 5-7, отличающийся тем, что поверхность верхней части и/или поверхность нижней части вкладыша имеет по крайней мере одно отверстие.
9. Вкладыш по любому из пп. 5-8, отличающийся тем, что выполнен из износостойкого материала.
10. Соединительный элемент звена гусеничной цепи, изготавливаемый по любому из пп. 1-4, содержащий элемент скобообразной формы, сформированный путем загибания первого и второго концов заготовки продолговатой формы из листового металла, отличающийся тем, что элемент скобообразной формы по краям имеет по крайней мере первое и второе отверстие, причем в первом отверстии размещен хвостовик первого вкладыша, а во втором отверстии хвостовик второго вкладыша, при этом первый конец упомянутой заготовки загнут вокруг первого вкладыша, а второй конец заготовки вокруг второго вкладыша.
11. Звено гусеничной цепи, выполненное с возможностью соединения с множеством звеньев гусеничной цепи для образования гибкой гусеничной цепи, предназначенной для установки вокруг наружной периферии шин транспортных средств, содержащее поперечный элемент, проходящий поперек охватываемой поверхности шины, два боковых опорных элемента и два соединительных элемента, при этом боковые опорные элементы расположены на противоположных концах поперечного элемента и выступают с одной и той же его стороны, и разнесены для обеспечения возможности размещения шины между ними, отличающееся тем, что соединительные элементы выполнены по п. 10.
12. Гусеничная цепь, предназначенная для установки вокруг наружной периферии шин транспортных средств, отличающаяся тем, что образована посредством нескольких звеньев гусеничной цепи по п. 11, скрепленных последовательно друг с другом посредством соединительных звеньев.
| RU 2019100793 A, 13.07.2020 | |||
| Гусеничная цепь транспортного средства | 2020 |
|
RU2762077C1 |
| 0 |
|
SU157496A1 | |
| СПОСОБ ПРОИЗВОДСТВА полусл.лдких вин | 0 |
|
SU179722A1 |
| ТРЕУГОЛЬНЫЕ РОЛИКОВЫЕ НАПРАВЛЯЮЩИЕ | 0 |
|
SU183545A1 |
| KR 20180091468 A, 16.08.2018 | |||
| EP 3455122 A1, 20.03.2019. | |||

