Область техники, к которой относится настоящее изобретение
[0001] Настоящее изобретение относится к области техники испытаний высокотемпературной сверхпроводящей ленты второго поколения, в частности, к способу измерения прочности на отслаивание в поперечном направлении высокотемпературной сверхпроводящей ленты второго поколения, к способу статистического анализа результатов измерений, к устройству для испытания на прочность на отслаивание высокотемпературной сверхпроводящей ленты второго поколения и к соответствующему сварочному приспособлению.
Предшествующий уровень техники настоящего изобретения
[0002] Высокотемпературная сверхпроводящая лента второго поколения имеет специальную многослойную структуру. В течение процесса применения рассогласование коэффициентов теплового расширения и электромагнитное взаимодействие эпоксидной смолы и высокотемпературной сверхпроводящей ленты второго поколения вызывает напряжение при растяжении в поперечном направлении и приводит к отслаиванию и угрозам безопасности. Таким образом, испытание на прочность на отслаивание высокотемпературной сверхпроводящей ленты второго поколения оказывается особенно важным. В настоящее время способы испытания на прочность в поперечном направлении сверхпроводящей ленты на основе сложного оксида иттрия, бария и меди (YBCO) представляют собой, главным образом, испытание на наковальне при растяжении в поперечном направлении, испытание при растяжении с помощью игл, испытание на краевое отслаивание, испытание на боковое расщепление и испытание при сдвиге в поперечном направлении, при этом испытание на наковальне при растяжении представляет собой способ испытания, который в наибольшей степени приближен к напряжению сверхпроводящей ленты в сверхпроводящем магнит. Поскольку буферный слой и сверхпроводящий слой сверхпроводящей ленты отличаются хрупкостью керамических материалов, результаты измерений часто оказываются в высокой степени дискретными, и результаты испытаний не могут находить непосредственное применение в конструировании магнитов.
Краткое раскрытие настоящего изобретения
[0003] Основная задача настоящего изобретения заключается в том, чтобы предложить способ измерения прочности на отслаивание в поперечном направлении высокотемпературной сверхпроводящей ленты второго поколения и сварочное приспособление, используемое в устройстве для испытания прочности на отслаивание высокотемпературной сверхпроводящей ленты второго поколения, в целях получения продолжительности безотказной эксплуатации сверхпроводящей ленты второго поколения в условиях напряжения при растяжении в поперечном направлении.
[0004] Согласно одному аспекту настоящего изобретения предложен способ измерения прочности на отслаивание в поперечном направлении высокотемпературной сверхпроводящей ленты второго поколения, в котором предусмотрены: регулирование испытательного устройства для испытания прочности на отслаивание в поперечном направлении высокотемпературной сверхпроводящей ленты второго поколения и получение результаты испытаний; осуществление статистических исследований трехпараметрического распределения Вейбулла для того же набора данных о результатах испытаний, согласно результатам испытаний, использование метода наименьших квадратов в целях аппроксимации и получения пропорциональных параметров, параметров формы и позиционных параметров распределения Вейбулла для прочности на отслаивание высокотемпературной сверхпроводящей ленты; и получение функции продолжительности безотказной эксплуатации высокотемпературной сверхпроводящей ленты второго поколения в условиях напряжения при растяжении в поперечном направлении в зависимости от функции распределения Вейбулла для продолжительности безотказной эксплуатации, пропорциональных параметров, параметров формы и позиционных параметров.
[0005] При этом в испытательном устройстве содержатся: верхняя наковальня, нижняя наковальня, фиксированная опора нижней наковальни, загрузочный нижний диск, винт и тяговый стержень; причем фиксированная опора нижней наковальни находится в фиксированном соединении с загрузочным нижним диском, нижняя наковальня является фиксированной в зажимном пазе фиксированной опоры нижней наковальни, и верхняя наковальня соединяется с тяговым стержнем через винт; высокотемпературная сверхпроводящая лента второго поколения имеет верхнюю поверхность и нижнюю поверхность, верхняя поверхность соединяется с верхней наковальней, и нижняя поверхность соединяется с нижней наковальней; тяговый стержень остается неизменным, загрузочный нижний диск приводит фиксированную опору нижней наковальни и нижнюю наковальню в совместное нисходящее движение, лента подвергается воздействию напряжения при растяжении в поперечном направлении, в целях испытания прочности на отслаивание в поперечном направлении высокотемпературной сверхпроводящей ленты второго поколения.
[0006] При этом нижняя наковальня имеет ступенчатую форму с тонкой верхней частью и толстой нижней частью, и в верхней части фиксированной опоры нижней наковальни соответствующим образом содержится зажимной паз.
[0007] При этом в верхней наковальне и соответствующем положении нижней части тягового стержня, соответственно, присутствуют горизонтальные резьбовые отверстия, и винт совмещается с горизонтальными резьбовыми отверстиями.
[0008] Согласно следующему аспекту настоящего изобретения дополнительно предложено сварочное приспособление, используемое в устройстве для испытания прочности на отслаивание высокотемпературной сверхпроводящей ленты второго поколения, в котором содержатся: верхняя установочная плита, нижняя донная панель и верхний стержень; причем верхняя установочная плита является параллельной по отношению к нижней донной панели, верхняя установочная плита снабжена муфтой, внутри муфты находится верхний стержень, муфта является вертикальной по отношению к верхней установочной плите и нижней донной панели; верхний стержень в муфте имеет степени свободы только в вертикальном направлении; и верхний стержень находится в фиксированном соединении с верхней наковальней устройства для испытания прочности на отслаивание в поперечном направлении высокотемпературной сверхпроводящей ленты второго поколения.
[0009] При этом в испытательном устройстве содержатся: верхняя наковальня, нижняя наковальня, фиксированная опора нижней наковальни, загрузочный нижний диск, винт и тяговый стержень; причем фиксированная опора нижней наковальни находится в фиксированном соединении с загрузочным нижним диском, нижняя наковальня является фиксированной в зажимном пазе фиксированной опоры нижней наковальни, и верхняя наковальня соединяется с тяговым стержнем через винт; высокотемпературная сверхпроводящая лента второго поколения имеет верхнюю поверхность и нижнюю поверхность, верхняя поверхность соединяется с верхней наковальней, и нижняя поверхность соединяется с нижней наковальней; тяговый стержень остается неизменным, загрузочный нижний диск приводит фиксированную опору нижней наковальни и нижнюю наковальню в совместное нисходящее движение, лента подвергается воздействию напряжения при растяжении в поперечном направлении, в целях испытания прочности на отслаивание в поперечном направлении высокотемпературной сверхпроводящей ленты второго поколения.
[0010] При этом нижняя наковальня имеет ступенчатую форму с тонкой верхней частью и толстой нижней частью, и в верхней части фиксированной опоры нижней наковальни соответствующим образом содержится зажимной паз.
[0011] При этом в верхней наковальне и соответствующем положении нижней части тягового стержня, соответственно, присутствуют горизонтальные резьбовые отверстия, и винт совмещается с горизонтальными резьбовыми отверстиями.
[0012] Во всех вариантах осуществления настоящего изобретения реализованы испытания прочности на отслаивание в поперечном направлении высокотемпературной сверхпроводящей ленты второго поколения в различных температурных условиях, посредством трехпараметрического анализа Вейбулла осуществлены эффективные статистические исследования результатов испытаний дискретной прочности на отслаивание, и с применением функции продолжительности безотказной эксплуатации в отношении прочности на отслаивание определена вероятность разрушения высокотемпературной сверхпроводящей ленты второго поколения в условиях данного напряжения при растяжении в поперечном направлении, таким образом, что результаты испытаний дискретной прочности на отслаивание обеспечивают исходные данные для использования ленты и инженерного конструирования сверхпроводящих магнитов.
Краткое описание фигур
[0013] Сопровождающие фигуры, которые описаны в настоящем документе, предназначены для обеспечения лучшего понимания настоящего изобретения и составляют часть настоящей заявки. Примерные варианты осуществления настоящего изобретения и соответствующие разъяснения используются для раскрытия настоящего изобретения, но не представляют собой нецелесообразное ограничение настоящего изобретения. В числе сопровождающих фигур:
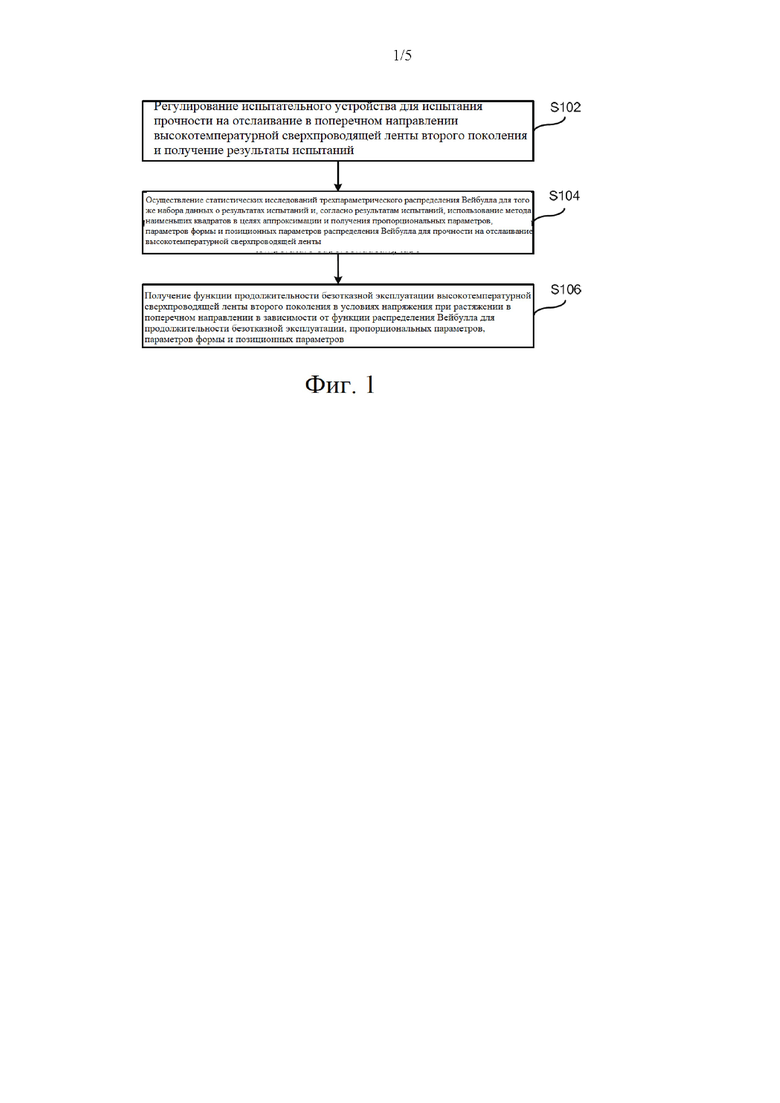
[0014] на фиг. 1 проиллюстрирована технологическая схема способа измерения прочности на отслаивание в поперечном направлении высокотемпературной сверхпроводящей ленты второго поколения;
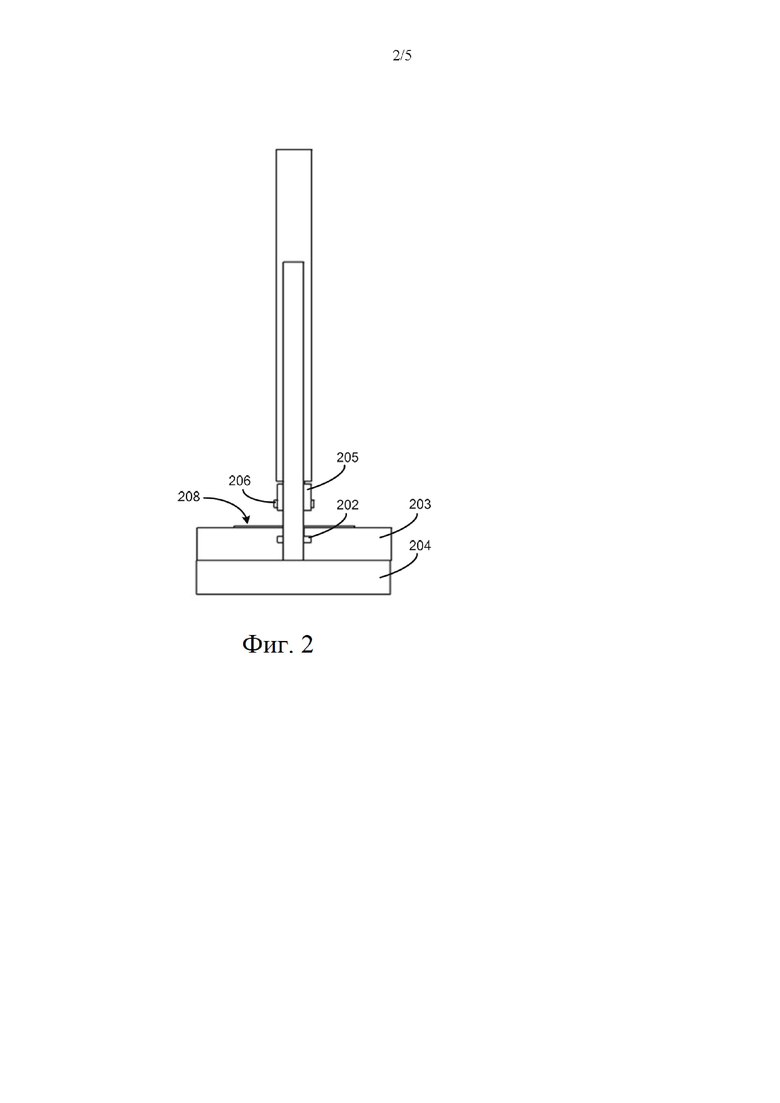
[0015] на фиг. 2 проиллюстрировано боковое изображение устройства для испытаний на отслаивание;
[0016] на фиг. 3 проиллюстрировано переднее изображение устройства для испытаний на отслаивание;
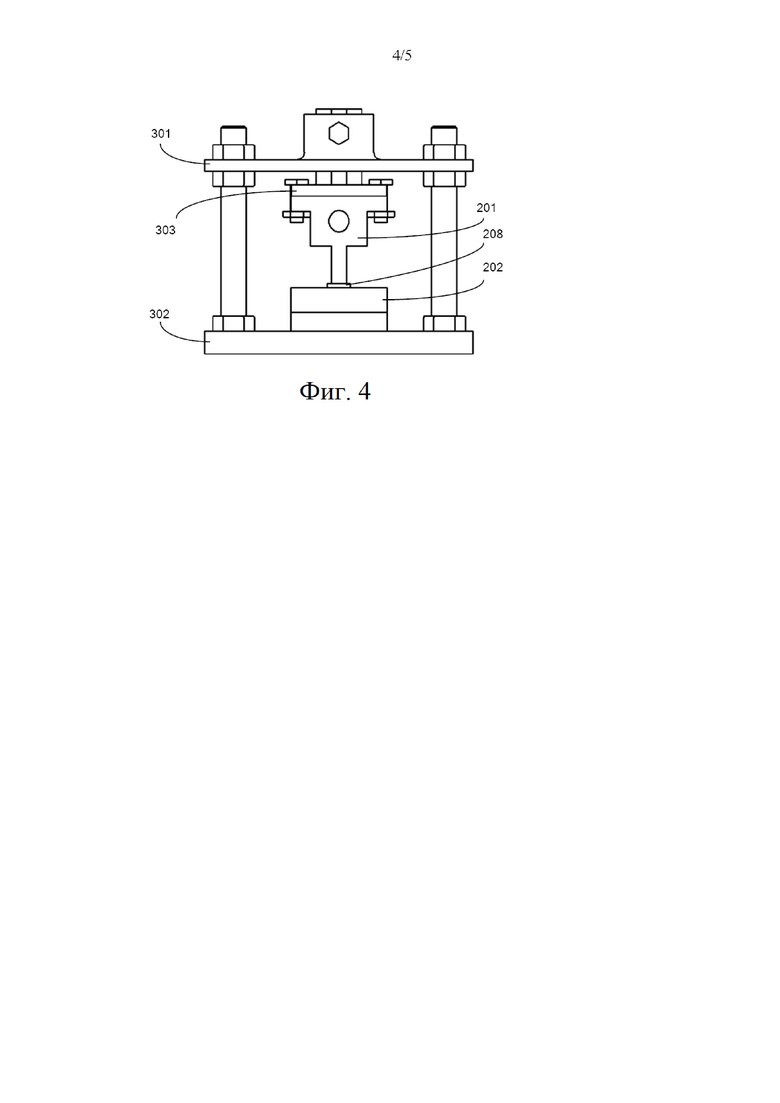
[0017] на фиг. 4 проиллюстрировано переднее изображение сварочного приспособления для испытаний на отслаивание;
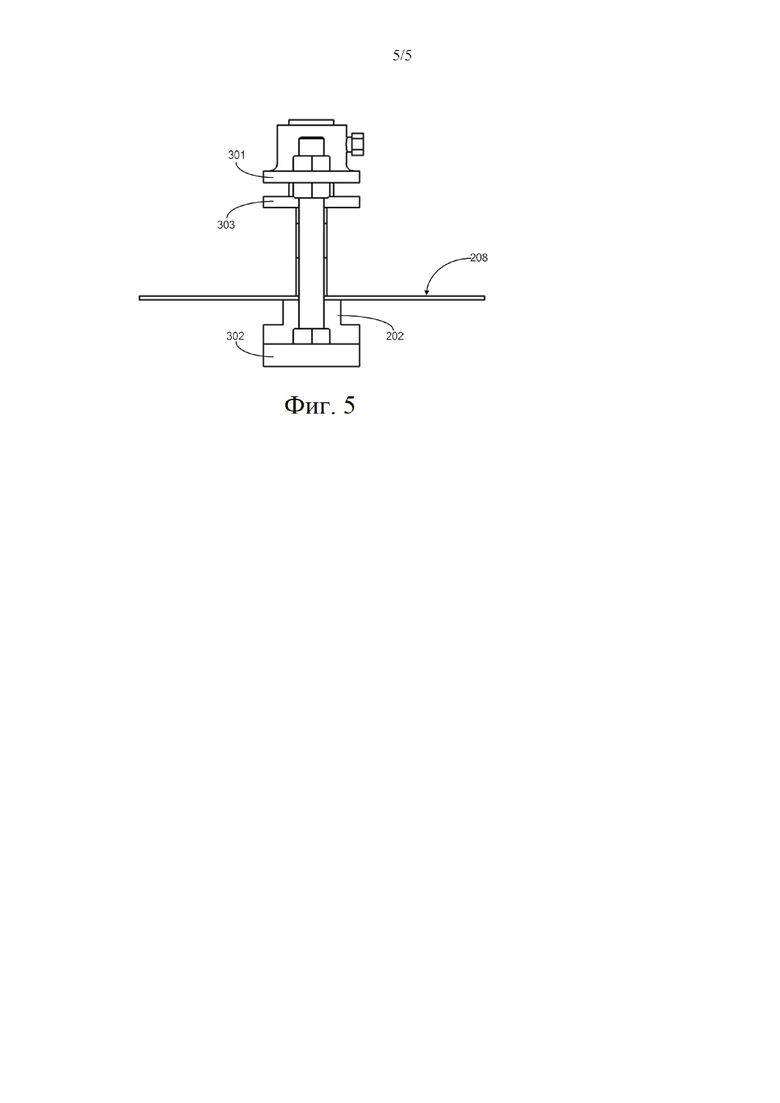
[0018] на фиг. 5 проиллюстрировано боковое изображение сварочного приспособления для испытаний на отслаивание.
Подробное раскрытие настоящего изобретения
[0019] Чтобы сделать более понятными объекты, технические решения и преимущества настоящего изобретения, далее технические решения согласно настоящему изобретению будут описаны четко и полностью в сочетании с конкретными вариантами осуществления настоящего изобретения и соответствующими фигурами, причем четко описанные ниже варианты осуществления представляют собой лишь некоторые, но не все из вариантов осуществления настоящего изобретения. Все другие варианты осуществления, получаемые специалистами в данной области техники без каких-либо творческих усилий на основании вариантов осуществления настоящего изобретения, должны находиться в пределах объема патентной защиты настоящего изобретения.
[0020] Далее технические решения, которые предложены согласно каждому из вариантов осуществления настоящего изобретения, будут подробно описаны в сочетании с сопровождающими фигурами.
[0021] Согласно вариантам осуществления настоящего изобретения предложен способ измерения прочности на отслаивание в поперечном направлении высокотемпературной сверхпроводящей ленты второго поколения, который проиллюстрирован на фиг. 1, причем в способе предусмотрены следующие стадии.
[0022] Стадия S102, представляющая собой регулирование испытательного устройства для испытания прочности на отслаивание в поперечном направлении высокотемпературной сверхпроводящей ленты второго поколения и получение результаты испытаний.
[0023] Сначала получают испытательное устройство в целях испытания прочности на отслаивание в поперечном направлении высокотемпературной сверхпроводящей ленты второго поколения, которое проиллюстрировано на фиг. 2 и фиг. 3, причем в испытательном устройстве содержатся: верхняя наковальня 201, нижняя наковальня 202, фиксированная опора 203 нижней наковальни, загрузочный нижний диск 204, винт 206 и тяговый стержень 205; при этом фиксированная опора нижней наковальни находится в фиксированном соединении с загрузочным нижним диском, нижняя наковальня является фиксированной в зажимном пазе фиксированной опоры нижней наковальни, и верхняя наковальня соединяется с тяговым стержнем через винт; высокотемпературная сверхпроводящая лента второго поколения 208 имеет верхнюю поверхность и нижнюю поверхность, верхняя поверхность соединяется с верхней наковальней, и нижняя поверхность соединяется с нижней наковальней; тяговый стержень остается неизменным, загрузочный нижний диск приводит фиксированную опору нижней наковальни и нижнюю наковальню в совместное нисходящее движение, лента подвергается воздействию напряжения при растяжении в поперечном направлении, в целях испытания прочности на отслаивание в поперечном направлении высокотемпературной сверхпроводящей ленты второго поколения.
[0024] При этом верхняя поверхность ленты может быть соединена сваркой с верхней наковальней, и нижняя поверхность ленты может быть соединена сваркой с нижней наковальней.
[0025] В течение сварочного процесса наковальня часто деформируется, и, таким образом, в процессе испытания на отслаивание, высокотемпературная сверхпроводящая лента второго поколения свертывается под действием изгибающего момента и даже сдвигового усилия, наковальня преждевременно выпадает, и результаты испытаний оказываются совсем незначительными. Для решения этой проблемы предложено сварочное приспособление для испытания прочности на отслаивание в поперечном направлении высокотемпературной сверхпроводящей ленты второго поколения согласно вариантам осуществления настоящего изобретения, и лента соединяется сваркой с верхней наковальней и нижней наковальней.
[0026] Как проиллюстрировано на фиг. 4 и фиг. 5, в сварочном приспособлении содержатся: верхняя установочная плита 301, нижняя донная панель 302 и верхний стержень 303; причем верхняя установочная плита является параллельной по отношению к нижней донной панели, верхняя установочная плита снабжена муфтой, внутри муфты находится верхний стержень, муфта является вертикальной по отношению к верхней установочной плите и нижней донной панели; верхний стержень в муфте имеет степени свободы только в вертикальном направлении; и верхний стержень находится в фиксированном соединении с верхней наковальней устройства для испытания прочности на отслаивание в поперечном направлении высокотемпературной сверхпроводящей ленты второго поколения.
[0027] В течение сварки выбирается не содержащий свинца оловянный припой с температурой плавления 220°С в целях фиксированного соединения испытуемого образца с верхней наковальней и нижней наковальней. В течение процесса нагревания и сварки экспериментального образца с верхней наковальней и нижней наковален на стадии нагревания прижатие фиксация и сварка может быть достигнута с помощью сварочного приспособления с обеспечением вертикальной сварки наковален и ленты. Сварочное приспособление эффективно предотвращает воздействие деформированной наковальни в течение сварочного процесса на испытание на отслаивание. После сварки испытание на отслаивание осуществляется с использованием устройства для испытания на прочность на отслаивание в сочетании с силовым полем, тепловым полем, электрическим полем и магнитным полем. В частности, в сварочном процессе предусмотрены следующие стадии: сначала, с использованием наждачной бумаги, полирование ленты, верхней наковальни и нижней наковальни и удаление оксидного слоя для обеспечения прочности сварки; затем очистка образца и поверхности наковальни, а затем равномерное нанесение припойной пасты на поверхности верхней и нижней наковален, нагревание и сварка на стадии нагревания после установки в сварочном устройстве, использование ватных шариков для тщательного удаления избытка оловянного припоя на краях верхней и нижней наковален, когда оловянный припой оказывается полностью расплавленным, в результате чего при испытании предотвращаются ошибки, вызванные избытком оловянного припоя; затем прекращение нагревания и охлаждение до комнатной температуры на воздухе; и, наконец, снятие фиксирующего устройства и извлечение сварного изделия.
[0028] Стадия S104, представляющая собой осуществление статистических исследований трехпараметрического распределения Вейбулла для того же набора данных о результатах испытаний и, согласно результатам испытаний, использование метода наименьших квадратов в целях аппроксимации и получения пропорциональных параметров, параметров формы и позиционных параметров распределения Вейбулла для прочности на отслаивание высокотемпературной сверхпроводящей ленты.
[0029] Стадия S106, представляющая собой получение функции продолжительности безотказной эксплуатации высокотемпературной сверхпроводящей ленты второго поколения в условиях напряжения при растяжении в поперечном направлении в зависимости от функции распределения Вейбулла для продолжительности безотказной эксплуатации, пропорциональных параметров, параметров формы и позиционных параметров.
[0030] Одна и та же высокотемпературная сверхпроводящая лента второго поколения подвергается многократным испытаниям, и при этом результаты множества испытаний подвергаются статистическому анализу распределения Вейбулла для определения функции продолжительности безотказной эксплуатации.
[0031] Функция трехпараметрического распределения Вейбулла представлена формулой (1):
[0032] 
[0033] Здесь функция  представляет собой совокупную вероятность неисправности, х представляет собой независимую переменную, α представляет собой пропорциональный параметр, β представляет собой параметр формы, γ представляет собой параметр положения, и три параметра могут быть получены посредством линейной регрессии. Функция распределения Вейбулла для продолжительности безотказной эксплуатации может быть получена следующим образом по формуле (1):
представляет собой совокупную вероятность неисправности, х представляет собой независимую переменную, α представляет собой пропорциональный параметр, β представляет собой параметр формы, γ представляет собой параметр положения, и три параметра могут быть получены посредством линейной регрессии. Функция распределения Вейбулла для продолжительности безотказной эксплуатации может быть получена следующим образом по формуле (1):
[0034] 
[0035] Формула (1) превращается в формулу (3):
[0036] 
[0037] В результате двойного логарифмирования обеих частей формулы (3) получается уравнение (4):
[0038] 
[0039] Функция  получается из медианы Лежандра на основании экспериментальных данных:
получается из медианы Лежандра на основании экспериментальных данных:
[0040] 
[0041] Здесь n представляет собой размер образца, то есть число образцов, испытанных в серии экспериментов, i составляет от 1 до n, xi представляет собой набор конфигураций, в которых получаемая в результате испытаний прочность на отслаивание изменяется от малых до больших значений. Наконец, три параметры функции распределения Вейбулла оцениваются с использованием метода наименьших квадратов.
[0042] Три параметра, получаемые в результате аппроксимации, подставляются в формулу (2) функции распределения Вейбулла для продолжительности безотказной эксплуатации в целях получения функции продолжительности безотказной эксплуатации в отношении прочности на отслаивание высокотемпературной сверхпроводящей ленты второго поколения, и вероятность того, что высокотемпературная сверхпроводящая лента второго поколения разрушается в условиях данного напряжения при растяжении в поперечном направлении, может быть определена с использованием функции продолжительности безотказной эксплуатации в отношении прочности на отслаивание.
[0043] Специалисты в данной области техники должны понимать, что варианты осуществления настоящего изобретения могут быть произведены как способы, системы, или компьютерные программные продукты. Таким образом, настоящее изобретение может быть реализовано в форме полностью аппаратного варианта осуществления, полностью программного варианта осуществления или комбинированного программно-аппаратного варианта осуществления. Кроме того, настоящее изобретение может быть реализовано в форме компьютерного программного продукта, реализованного в одном или нескольких пригодных для использования компьютером информационных носителей, представляющих собой, но без ограничения, дисковое запоминающее устройство, постоянное запоминающее устройство на компакт-дисках (CD-ROM), оптическое запоминающее устройство и другие устройства, на которых содержатся пригодные для использования компьютером программных кодов.
[0044] Выше просто представлены варианты осуществления настоящего изобретения, которые не ограничивают настоящее изобретение. Специалисты в данной области техники могут производить разнообразные модификации и вариации настоящего изобретения. Любые модификации, эквивалентные замещения, улучшения и другие изменения, производимые без отклонения от идеи и принципов настоящего изобретения, во всех случаях находятся в пределах объема формулы настоящего изобретения.

Группа изобретений относится к области техники испытаний высокотемпературной сверхпроводящей ленты второго поколения. В способе измерения предусмотрены: регулирование испытательного устройства для испытания прочности на отслаивание в поперечном направлении высокотемпературной сверхпроводящей ленты второго поколения и получение результатов испытаний; осуществление статистических исследований трехпараметрического распределения Вейбулла на основании данных о результатах испытаний, и использование метода наименьших квадратов в целях аппроксимации и получения пропорциональных параметров, параметров формы и позиционных параметров распределения Вейбулла для прочности на отслаивание высокотемпературной сверхпроводящей ленты второго поколения; и получение функции продолжительности безотказной эксплуатации высокотемпературной сверхпроводящей ленты второго поколения в зависимости от функции распределения Вейбулла для продолжительности безотказной эксплуатации, пропорциональных параметров, параметров формы и позиционных параметров. Сварочное приспособление, используемое в устройстве для испытания прочности на отслаивание высокотемпературной сверхпроводящей ленты второго поколения, в котором содержатся верхняя установочная плита, нижняя донная панель и верхний стержень; причем верхняя установочная плита является параллельной по отношению к нижней донной панели, верхняя установочная плита снабжена муфтой, внутри муфты находится верхний стержень, муфта является вертикальной по отношению к верхней установочной плите и нижней донной панели; верхний стержень в муфте имеет степени свободы только в вертикальном направлении; и верхний стержень находится в фиксированном соединении с верхней наковальней устройства для испытания прочности на отслаивание в поперечном направлении высокотемпературной сверхпроводящей ленты второго поколения. Технический результат: возможность получения продолжительности безотказной эксплуатации сверхпроводящей ленты второго поколения в условиях напряжения при растяжении в поперечном направлении. 2 н. и 6 з.п. ф-лы, 5 ил.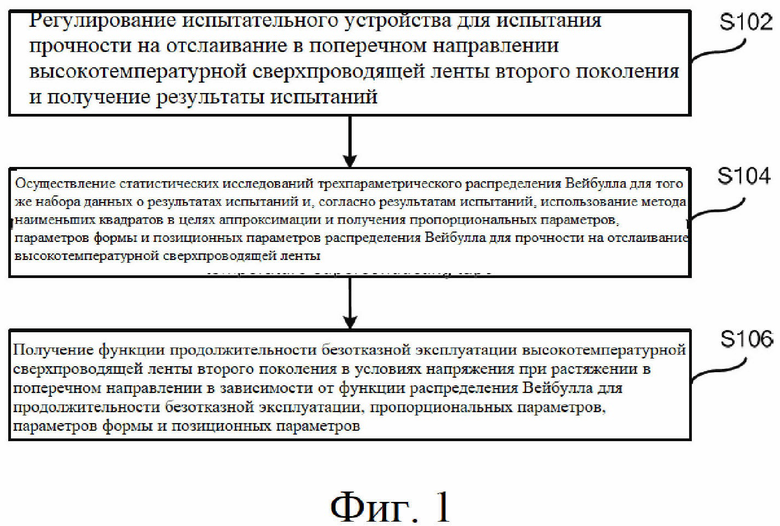
1. Способ измерения прочности на отслаивание в поперечном направлении высокотемпературной сверхпроводящей ленты второго поколения, включающий:
регулирование испытательного устройства для испытания прочности на отслаивание в поперечном направлении высокотемпературной сверхпроводящей ленты второго поколения и получение результатов испытаний;
осуществление статистических исследований трехпараметрического распределения Вейбулла для того же набора данных о результатах испытаний и, согласно результатам испытаний, использование метода наименьших квадратов в целях аппроксимации и получения пропорциональных параметров, параметров формы и позиционных параметров распределения Вейбулла для прочности на отслаивание высокотемпературной сверхпроводящей ленты;
получение функции продолжительности безотказной эксплуатации высокотемпературной сверхпроводящей ленты второго поколения в условиях напряжения при растяжении в поперечном направлении в зависимости от функции распределения Вейбулла для продолжительности безотказной эксплуатации, пропорциональных параметров, параметров формы и позиционных параметров.
2. Способ по п. 1, в котором в испытательном устройстве содержатся: верхняя наковальня, нижняя наковальня, фиксированная опора нижней наковальни, загрузочный нижний диск, винт и тяговый стержень; причем фиксированная опора нижней наковальни находится в фиксированном соединении с загрузочным нижним диском, нижняя наковальня является фиксированной в зажимном пазу фиксированной опоры нижней наковальни и верхняя наковальня соединяется с тяговым стержнем через винт; высокотемпературная сверхпроводящая лента имеет верхнюю поверхность и нижнюю поверхность, при этом верхняя поверхность соединяется с верхней наковальней и нижняя поверхность соединяется с нижней наковальней; тяговый стержень остается неизменным, загрузочный нижний диск приводит фиксированную опору нижней наковальни и нижнюю наковальню в совместное нисходящее движение, лента подвергается воздействию напряжения при растяжении в поперечном направлении в целях испытания прочности на отслаивание в поперечном направлении высокотемпературной сверхпроводящей ленты второго поколения.
3. Способ по п. 2, в котором нижняя наковальня имеет ступенчатую форму с тонкой верхней частью и толстой нижней частью и в верхней части фиксированной опоры нижней наковальни соответствующим образом содержится зажимной паз.
4. Способ по п. 2, в котором в верхней наковальне и соответствующем положении нижней части тягового стержня соответственно присутствуют горизонтальные резьбовые отверстия и винт совмещается с горизонтальными резьбовыми отверстиями.
5. Сварочное приспособление, используемое в устройстве для испытания прочности на отслаивание высокотемпературной сверхпроводящей ленты второго поколения, в котором содержатся верхняя установочная плита, нижняя донная панель и верхний стержень; причем верхняя установочная плита является параллельной по отношению к нижней донной панели, верхняя установочная плита снабжена муфтой, внутри муфты находится верхний стержень, муфта является вертикальной по отношению к верхней установочной плите и нижней донной панели; верхний стержень в муфте имеет степени свободы только в вертикальном направлении и верхний стержень находится в фиксированном соединении с верхней наковальней устройства для испытания прочности на отслаивание в поперечном направлении высокотемпературной сверхпроводящей ленты второго поколения.
6. Сварочное приспособление по п. 5, в котором в испытательном устройстве содержатся: верхняя наковальня, нижняя наковальня, фиксированная опора нижней наковальни, загрузочный нижний диск, винт и тяговый стержень; причем фиксированная опора нижней наковальни находится в фиксированном соединении с загрузочным нижним диском, нижняя наковальня является фиксированной в зажимном пазу фиксированной опоры нижней наковальни и верхняя наковальня соединяется с тяговым стержнем через винт; высокотемпературная сверхпроводящая лента второго поколения имеет верхнюю поверхность и нижнюю поверхность, верхняя поверхность соединяется с верхней наковальней и нижняя поверхность соединяется с нижней наковальней; тяговый стержень остается неизменным, загрузочный нижний диск приводит фиксированную опору нижней наковальни и нижнюю наковальню в совместное нисходящее движение, при этом лента подвергается воздействию напряжения при растяжении в поперечном направлении в целях испытания прочности на отслаивание в поперечном направлении высокотемпературной сверхпроводящей ленты второго поколения.
7. Сварочное приспособление по п. 6, в котором нижняя наковальня имеет ступенчатую форму с тонкой верхней частью и толстой нижней частью и в верхней части фиксированной опоры нижней наковальни соответствующим образом содержится зажимной паз.
8. Сварочное приспособление по п. 6, в котором в верхней наковальне и соответствующем положении нижней части тягового стержня соответственно присутствуют горизонтальные резьбовые отверстия и винт совмещается с горизонтальными резьбовыми отверстиями.
| СN 110261303 A, 20.09.2019 | |||
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА СЛОЕВ МНОГОСЛОЙНОГО ЛЕНТОЧНОГО СВЕРХПРОВОДНИКА | 2014 |
|
RU2584340C1 |
| Приспособление для проведения испытаний по определению прочности при отслаивании гибких материалов от основы | 2017 |
|
RU2671553C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ АДГЕЗИИ ДИЭЛЕКТРИЧЕСКОЙ ПЛЕНКИ К ТВЕРДОМУ ОСНОВАНИЮ (ВАРИАНТЫ) | 2009 |
|
RU2406076C1 |

