РОДСТВЕННЫЕ ЗАЯВКИ
[1] Данная заявка испрашивает приоритет по предварительной патентной заявке U.S. Provisional Patent Application No. 62/573,552, зарегистрирована 17 октября 2017 г., которая полностью включена сюда посредством ссылки.
УРОВЕНЬ ТЕХНИКИ
[2] Данное изобретение относится к способам и системам, применяемым для обнаружения натяжения конвейера, такого как забойный скребковый конвейер (ʺAFCʺ) или консольный перегружатель(ʺBSLʺ).
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[3] В одном варианте осуществления изобретение обеспечивает конвейерную систему, которая включает в себя звездочку, конвейерный элемент, датчик, натяжную систему и электронный процессор. Конвейерный элемент соединен cо звездочкой для перемещения вокруг звездочки. Датчик установлен смежно со звездочкой и выполнен с возможностью генерирования выходного сигнала, указывающего обнаружение конвейерного элемента. Электронный процессор соединен c датчиком и натяжной системой. Электронный процессор выполнен с возможностью приема выходного сигнала с датчика, расчета траектории конвейерного элемента на основе выходного сигнала, определения величины для стрелы провисания на основе расчетной траектории конвейерного элемента и управления натяжной системой на основе величины для стрелы провисания.
[4] В другом варианте осуществления изобретение обеспечивает реализуемый с помощью компьютера способ управления натяжением в конвейерном элементе конвейерной системы. Конвейерная система включает в себя конвейерный элемент, звездочку, датчик, натяжную систему и процессор. Способ включает в себя прием на процессоре выходного сигнала с датчика, установленного смежно со звездочкой, расчет с применением процессора траектории конвейерного элемента на основе выходного сигнала с датчика, определение с применением процессора величины для стрелы провисания на основе расчетной траектории конвейерного элемента, и управление с применением процессора натяжной системой на основе величины для стрелы провисания.
[5] В другом варианте осуществления изобретение обеспечивает контроллер для управления натяжением в конвейерном элементе конвейерной системы. Контроллер включает в себя энергонезависимый машиночитаемый носитель и процессор. Контроллер включает в себя исполняемые компьютером инструкции, сохраняемые в машиночитаемом носителе для управления работой конвейерной системы для приема выходного сигнала с датчика, установленного смежно c звездочкой, расчета траектории конвейерного элемента на основе выходного сигнала с датчика, определения величины для стрелы провисания на основе расчетной траектории конвейерного элемента и управления натяжной системой на основе величины для стрелы провисания.
[6] В другом варианте осуществления изобретение обеспечивает конвейерную систему, которая включает в себя звездочку, конвейерный элемент, датчик, натяжную систему и электронный процессор. Конвейерный элемент соединен cо звездочкой для перемещения вокруг звездочки. Датчик установлен смежно c звездочкой. Датчик выполнен с возможностью генерирования аналогового выходного сигнала, указывающего расстояние между датчиком и конвейерным элементом. Электронный процессор соединен с датчиком и натяжной системой. Электронный процессор выполнен с возможностью приема аналогового выходного сигнала с датчика, определения, находится ли величина аналогового выходного сигнала в заданном диапазоне, определения величины коррекции натяжения на основе аналоговый выходного сигнала, когда аналоговый выходной сигнал находится за пределами заданного диапазона, и управления натяжной системой на основе величины коррекции натяжения.
[7] При ознакомлении с подробным описанием любых вариантов осуществления изобретения следует понимать, что изобретение не ограничено в своем применении деталями конфигурации и устройства компонентов, изложенными в следующем описании или показанными на прилагаемых чертежах. Изобретение может иметь другие варианты осуществления и быть реализовано на практике различными путями. Также следует понимать, что фразеология и терминология, применяемая в данном документе, служит цели описания и не должна рассматриваться, как ограничивающая. Применение терминов ʺвключающий в себя,ʺ ʺсодержащийʺ или ʺимеющийʺ и их вариаций в данном документе означает охват элементов, перечисленных ниже в данном документе и их эквивалентов, а также дополнительных элементов. Если иное не указано, термины ʺсмонтированныйʺ, ʺсоединенныйʺ, ʺподдерживаемыйʺ и ʺсцепленныйʺ, а также их вариации применяются в широком смысле и заключают в себе, как прямые, так и непрямые варианты монтажа, соединения, поддержки и сцепления.
[8] В дополнение, следует понимать, что варианты осуществления изобретения могут включать в себя агрегатное обеспечение, программное обеспечение и электронные компоненты или модули, которые для рассмотрения могут быть показаны и описаны, как если большинство компонентов реализованы только в агрегатном обеспечении. Вместе с тем, специалисту в данной области техники при прочтении данного подробного описания должно быть понятно, что по меньшей мере в одном варианте осуществления электронные аспекты изобретения могут быть реализованы в программном обеспечении (например, сохраняемыми на энергонезависимом машиночитаемом носителе), исполняемыми одним или несколькими блоками обработки данных, такими как микропроцессор и/или специализированные микросхемы (ʺASICʺ). При этом следует отметить, что множество основанных на агрегатном обеспечении и программном обеспечение приборов, а также множество отличающихся конструктивных компонентов можно использовать для реализации изобретения. Например, ʺсерверыʺ и ʺвычислительные устройстваʺ, представленные в описании, могут включать в себя один или более блоков обработки данных, один или более модулей машиночитаемых носителей, один или более входных/выходных интерфейсов, и различные соединения компонентов (например, системную шину).
[9] Другие аспекты изобретения должны стать понятными из подробного описания и прилагаемых чертежей.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[10] На фиг. 1 показана схема конвейерной системы.
[11] На фиг. 2 показана блок-схема системы управления для конвейерной системы фиг. 1.
[12] На фиг. 3 показан узел датчика системы управления по фиг. 2 варианта осуществления изобретения.
[13] На фиг. 4 показан вид снизу в изометрии датчика с аналоговым выходным сигналом по фиг. 3.
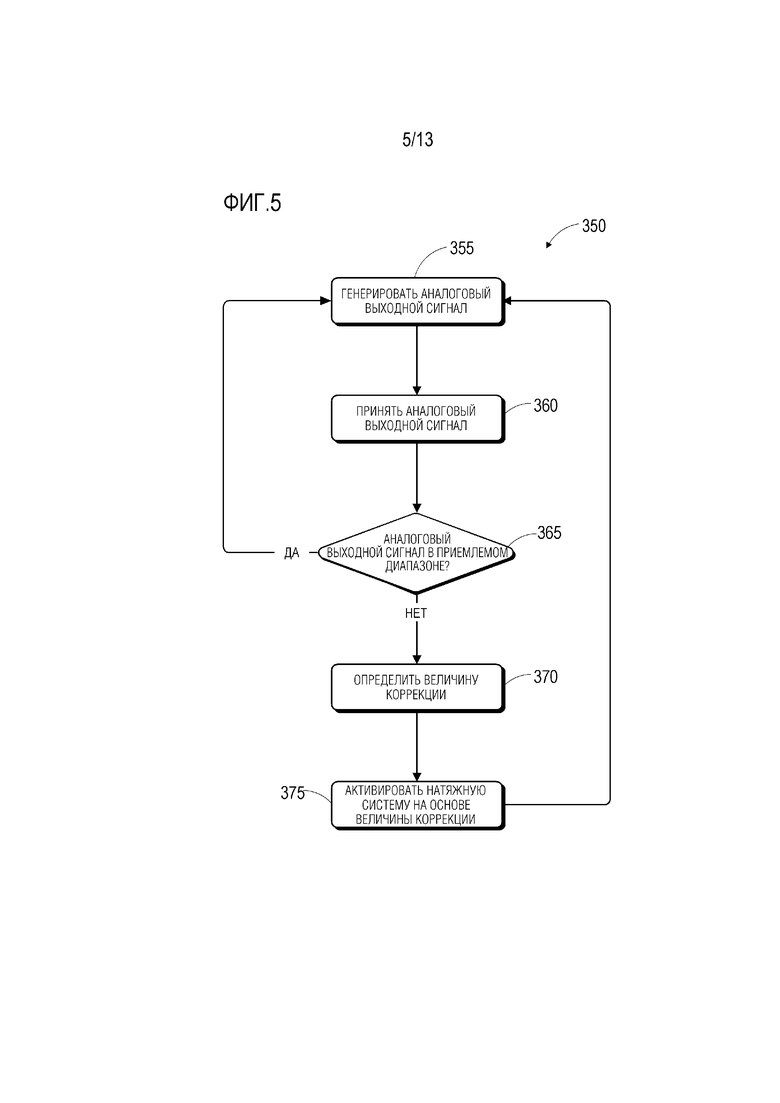
[14] На фиг. 5 показан способ поддержания натяжения в конвейерной системе фиг. 1 с применением узла датчика по фиг. 3.
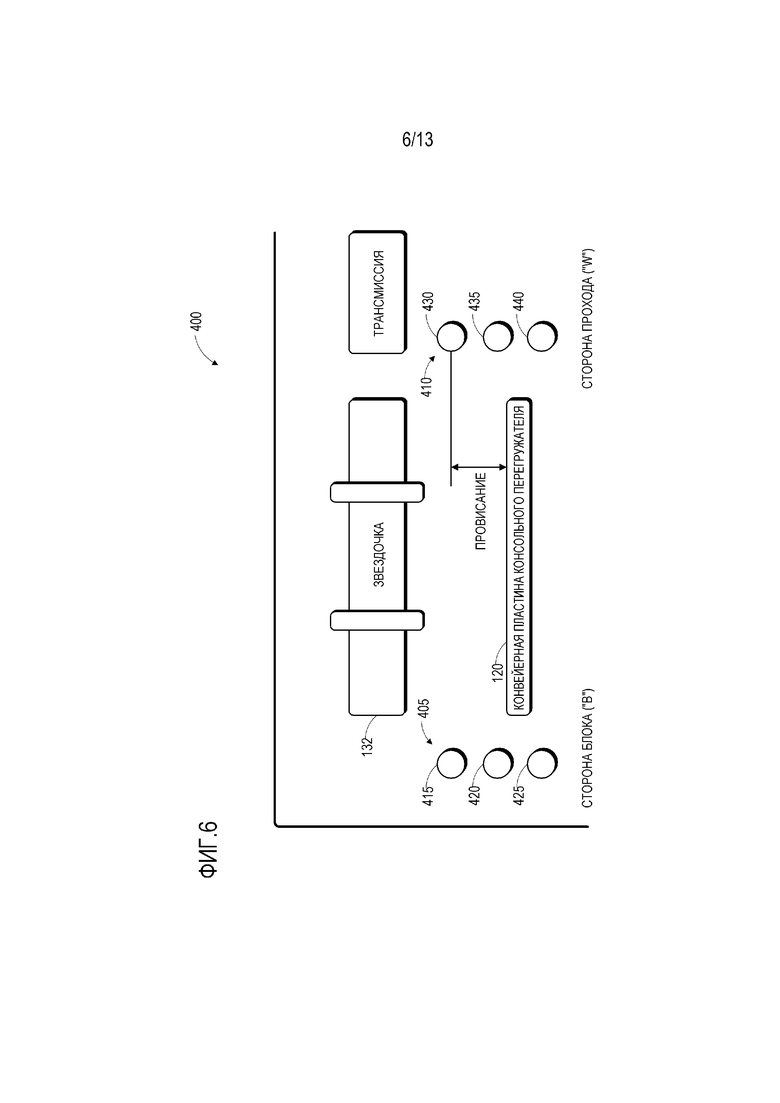
[15] На фиг. 6 показан узел датчика системы управления по фиг. 2 варианта осуществления изобретения.
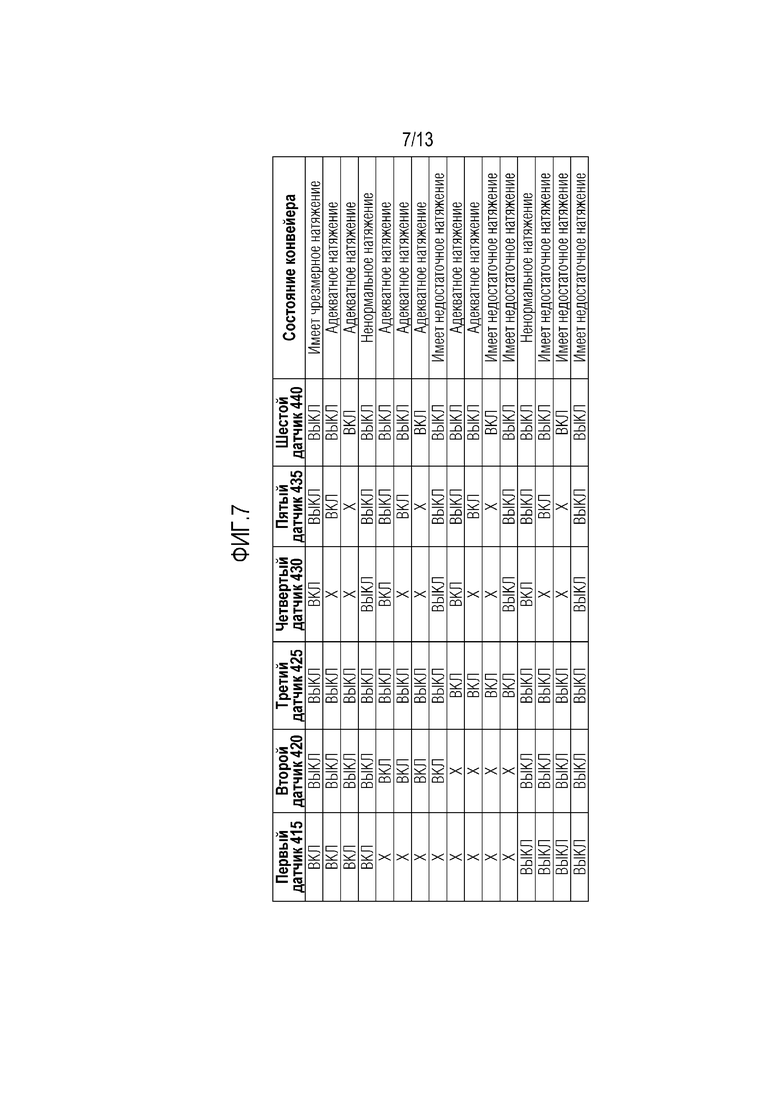
[16] На фиг. 7 показана таблица взаимосвязей отличающихся комбинаций выходных сигналов с узла датчика и соответствующих состояний конвейера.
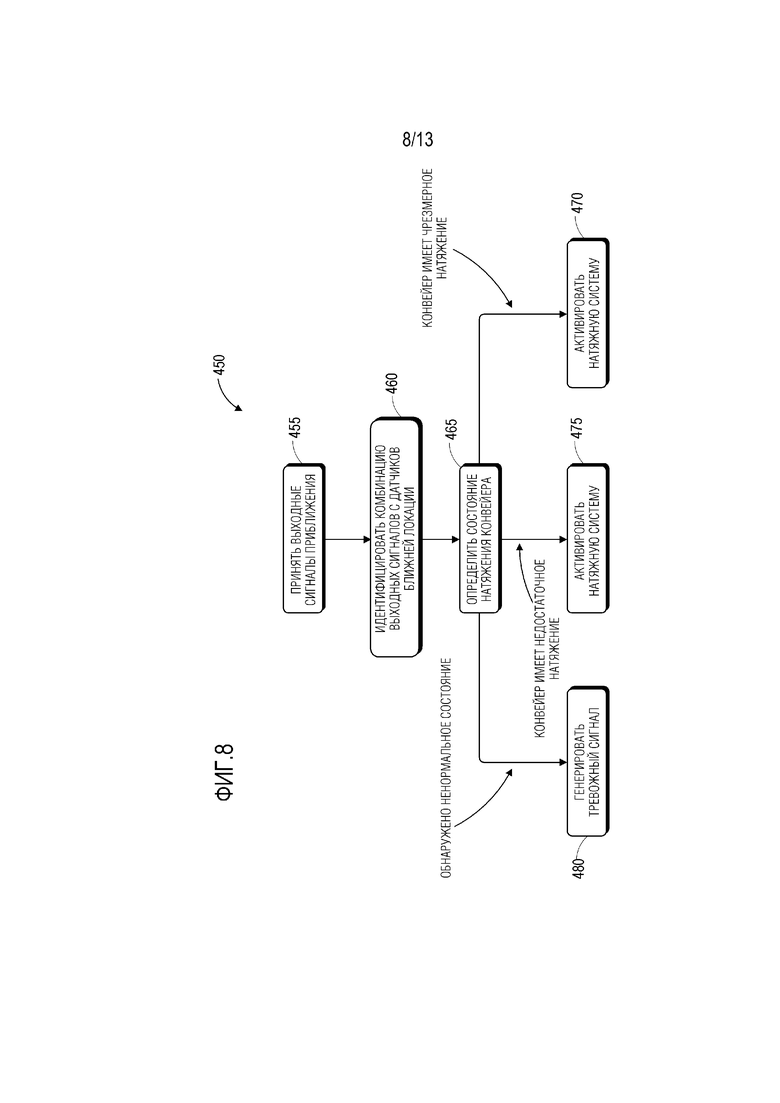
[17] На фиг. 8 показан способ поддержания натяжения в конвейерной системе фиг. 1 с применением узла датчика фиг. 6.
[18] На фиг. 9 показан узел датчика системы управления фиг. 2 варианта осуществления изобретения.
[19] На фиг. 10A-10D показаны траектории цепи для конвейерной системы фиг. 1.
[20] На фиг. 11 показан узел датчика системы управления фиг. 2 варианта осуществления изобретения.
[21] На фиг. 12 показан способ поддержания натяжения в конвейерной системе фиг. 1 с применением узла датчика фиг. 11.
[22] На фиг. 13 показан способ анализа, позволяющий определить, приближается ли конвейерная система фиг. 1 к неприемлемому диапазону натяжения.
ПОДРОБНОЕ ОПИСАНИЕ
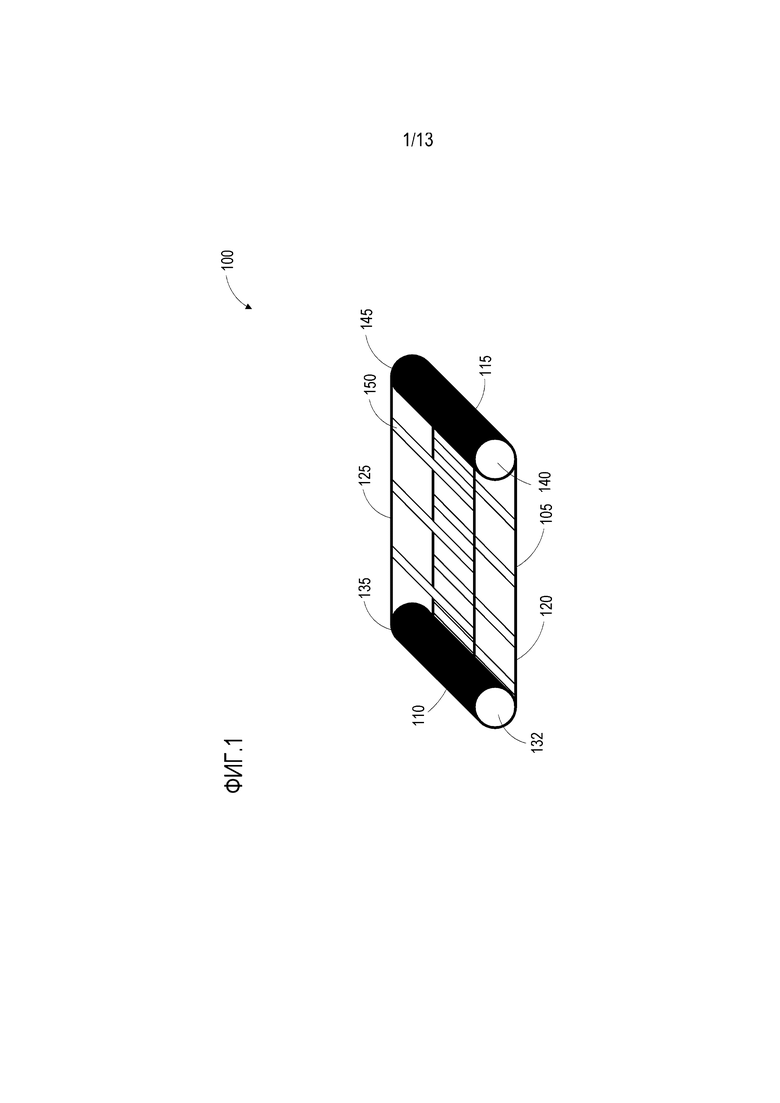
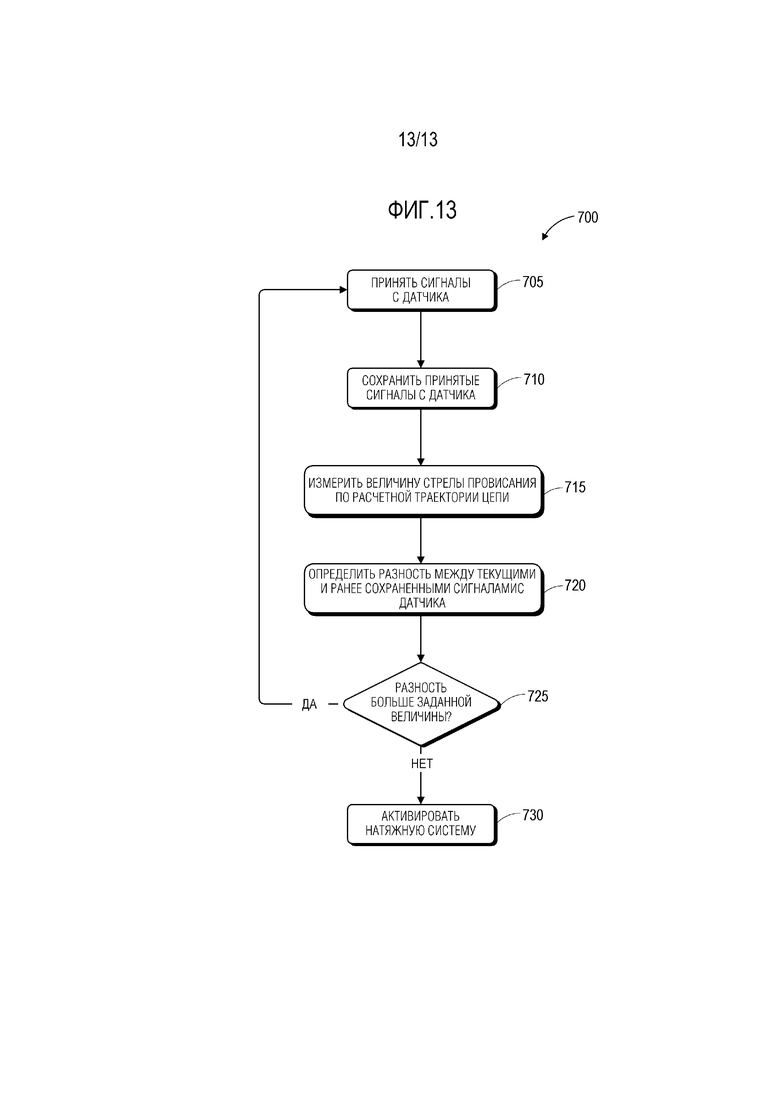
[23] Конвейерные системы обычно применяют в горных работах для транспортировки материала. В разработке длинным забоем, например, применяют консольную перегружательную конвейерную систему для транспортировки добытого угля с забойного скребкового конвейера (ʺAFCʺ) на основной конвейер, который транспортирует уголь на поверхность. На фиг. 1 показана схема конвейерной системы 100, применяемой для транспортировки минерального материала. Как показано на фиг. 1, конвейерная система 100 включает в себя конвейер 105, первый конвейерный вал 110, второй конвейерный вал 115, первую конвейерную цепь 120, и вторую конвейерную цепь 125. В некоторых вариантах осуществления конвейер 105 может включать в себя больше или меньше конвейерных цепей. В некоторых вариантах осуществления конвейерные цепи 120, 125 заменены отличающимися конвейерными элементами, такими как ремень, или т.п. Конвейерную систему 100 по меньшей мере частично поддерживает рама 130 (см. фиг. 3). В некоторых вариантах осуществления рама 130 включает в себя первый концевой участок для закрепления первого конвейерного вала 110, второй концевой участок для закрепления второго конвейерного вала 115 и конвейерный рештак для несения первой и второй конвейерных цепей 120, 125 или другого конвейерного элемента. Первая конвейерная цепь 120 и вторая конвейерная цепь 125 (примеры, конвейерных элементов) установлены вокруг первого конвейерного вала 110 и второго конвейерного вала 115 для образования конвейера 105. Как показано на фиг. 1, первая конвейерная цепь 120 установлена вокруг первого конца первого конвейерного вала 110 и вокруг первого конца второго конвейерного вала 115, а вторая конвейерная цепь 125 установлена вокруг второго конца первого конвейерного вала 110 и вокруг второго конца второго конвейерного вала 115.
[24] Каждый конвейерный вал 110 115 включает в себя звездочку для каждого конвейерного элемента. Звездочка зацепляет конвейерный элемент для вращения конвейерного элемента вокруг звездочки. В показанном варианте осуществления каждый конвейерный вал 110, 115 включает в себя две звездочки. В показанном варианте осуществления первая звездочка 132 на первом конвейерном валу 110 зацепляет первую конвейерную цепь 120, и вторая звездочка 135 на первом конвейерном валу 110 зацепляет вторую конвейерную цепь 125. Аналогично, третья звездочка 140 на втором конвейерном валу 115 зацепляет первую конвейерную цепь 120 и четвертая звездочка 145 на втором конвейерном валу 115 зацепляет вторую конвейерную цепь 125. Звездочки 132, 135, 140, 145 приводятся в действие одним или несколькими приводными механизмами (например, двигателями), которые обеспечивают перемещение цепей 120, 125 вокруг первого конвейерного вала 110 и второго конвейерного вала 115 так, что конвейер 105 транспортирует рудный материал. В показанном варианте осуществления конвейер 105 включает в себя пластины 150, которые помогают в транспортировке рудного минерального сырья конвейером 105. Как показано на фиг. 1, пластины поддерживаются первой и второй конвейерными цепями 120, 125. В некоторых вариантах осуществления конвейер 105 также включает в себя цепные кожухи, закрывающие и защищающие конвейерные цепи 120, 125.
[25] В показанном варианте осуществления конвейерная система 100 является частью консольного перегружателя системы разработки длинным забоем. В других вариантах осуществления конвейерная система 100 может быть частью другой горной машины, такой, например, как забойный скребковый конвейер, дробилка-питатель, основной конвейер в системе разработки длинным забоем и т.п.
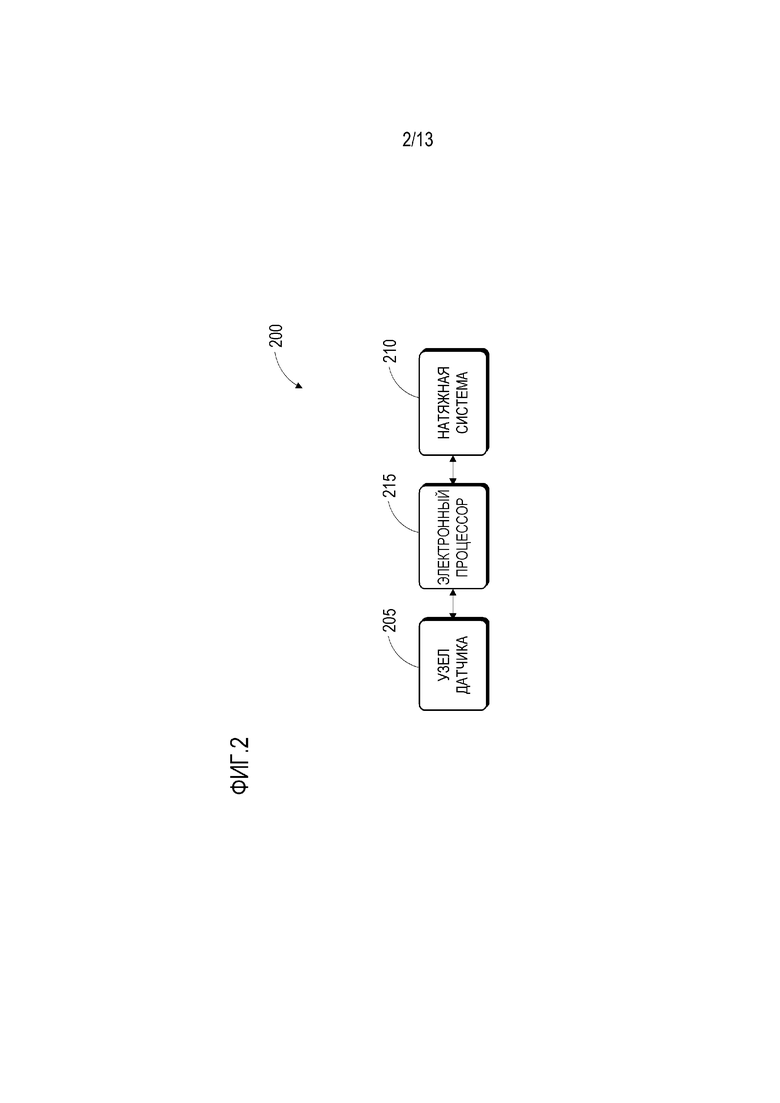
[26] На фиг. 2 показана блок-схема системы 200 управления для конвейерной системы 100. Система 200 управления выполнена с возможностью поддерживать натяжение конвейерной системы 100 в адекватном диапазоне. Когда конвейер 105 имеет не надлежащее натяжение (например, натяжение конвейера 105 имеет величину за пределами адекватного диапазона), рудный материал невозможно эффективно транспортировать. Дополнительно, конвейер 105 может быть более подвержен износу, отказам или их комбинации, когда конвейер 105 имеет не надлежащее натяжение. Диапазон адекватного натяжения можно варьировать, исходя, например, из материала, транспортируемого конвейером 105, типа применяемого конвейерного элемента, скорости работы конвейера 105 или их комбинации. Например, адекватное натяжение для конвейера 105 соответствует величине натяжения, которая не слишком высокая или не слишком низкая. Слишком высокое натяжение в конвейере 105, может повреждать конвейер 105 когда больше материала добавляют на конвейер 105 (например, может обуславливать разрыв конвейера 105). Слишком низкое натяжение в конвейере 105 может обуславливать ослабленную цепь (например, расстояние между звездочкой и конвейерной цепью). Адекватное натяжение в конвейере соответствует обстоятельствам, где при данном текущем эксплуатационном состоянии конвейера 105 натяжение не является слишком высоким или слишком низким.
[27] Как показано на фиг. 2, система 200 управления включает в себя узел 205 датчика, натяжную систему 210 и электронный процессор 215. Узел 205 датчика выполнен с возможностью генерирования выходного сигнала на основе обнаружения им конвейерных элементов (например, первой и второй конвейерных цепей 120, 125). Электронный процессор 215 является, например, контроллером, который включает в себя блок обработки данных и запоминающее устройство. Запоминающее устройство может являться энергонезависимым машиночитаемым носителем, применяемым для хранения исполняемых инструкций, которые могут быть выбраны процессором и исполнены процессором. Исполняемые инструкции соответствуют различным методикам и способам управления, описанным в данном документе. Термины электронный процессор и контроллер применяются в данном документе, как равнозначные.
[28] Натяжная система 210 изменяет расстояние между первым конвейерным валом 110 и вторым конвейерным валом 115. Расстояние между первым конвейерным валом 110 и вторым конвейерным валом 115 устанавливает натяжение конвейера 105. Когда расстояние между первым и вторым конвейерными валами 110, 115 увеличивается, натяжение конвейера 105 также увеличивается. Напротив, когда расстояние между первым и вторым конвейерными валами 110, 115 уменьшается, натяжение конвейера 105 уменьшается. В некоторых вариантах осуществления натяжная система 210 включает в себя первый гидравлический цилиндр, соединенный c первым конвейерным валом 110, и второй гидравлический цилиндр, соединенный c вторым конвейерным валом 115. В других вариантах осуществления натяжная система 210 может включать в себя больше или меньше гидравлических цилиндров. Гидравлические цилиндры изменяют положение соответствующих конвейерных валов 110, 115 для изменения при этом расстояния между первым и вторым конвейерными валами 110, 115. Как рассмотрено выше, когда расстояние между первым и вторым конвейерными валами 110, 115 изменяется, натяжение конвейера 105 также изменяется. Гидравлические цилиндры может приводить в действие, например, гидравлическая система.
[29] Как показано на фиг. 2, электронный процессор 215 соединен c узлом 205 датчика и натяжной системой 210. В частности, электронный процессор 215 принимает выходной сигнал (сигналы) с узла 205 датчика, определяет, имеет ли конвейер 105 адекватное натяжение в нужном диапазоне на основе выходного сигнала (сигналов) и активирует натяжную систему 210, когда конвейера 105 имеет не адекватное натяжение за пределами нужного диапазона, или когда электронный процессор 215 прогнозирует, что натяжение конвейера 105 может выйти из нужного диапазона без превентивного действия натяжной системы 210. В одном варианте осуществления, натяжная система 210 включает в себя гидравлическую и/или электронную систему для приведения в действие гидравлических цилиндров. В таком варианте осуществления электронный процессор 215 передает активирующий сигнал в натяжную систему 210, когда расстояние между первым и вторым конвейерными валами 110, 115 подлежит изменению.
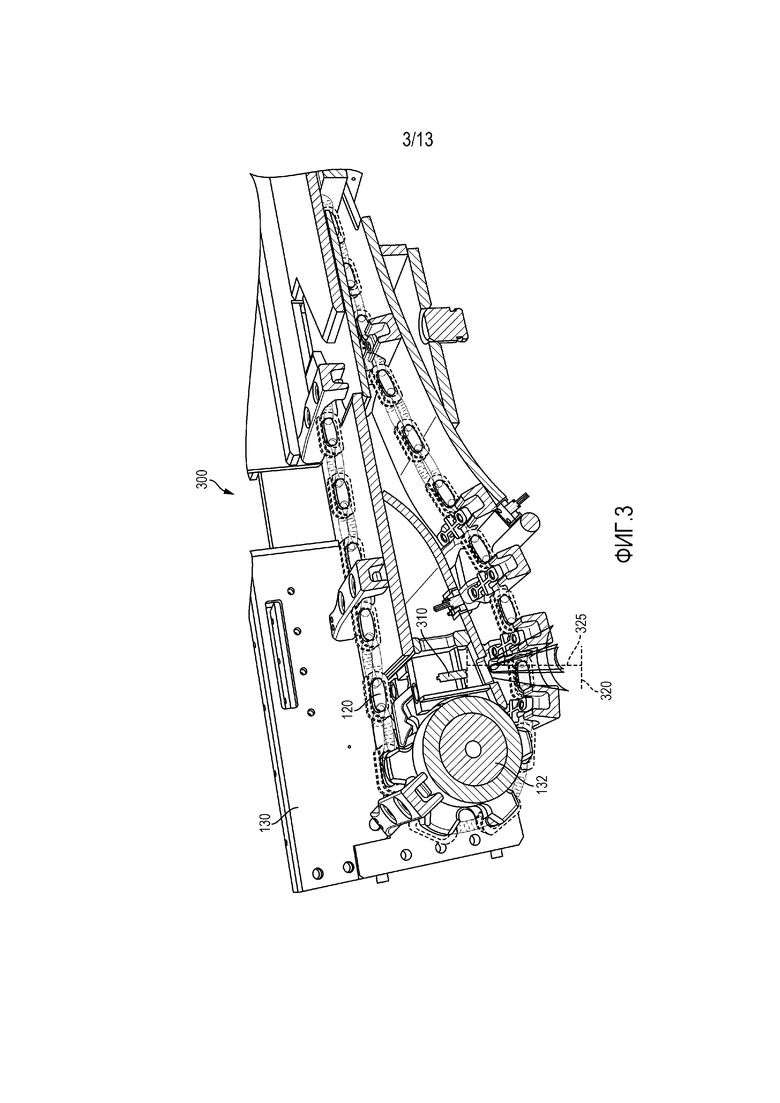
[30] На фиг. 3 показан вариант 300 осуществления узла 205 датчика. В показанном варианте 300 осуществления узел 205 датчика включает в себя датчик 310 с аналоговым выходным сигналом для каждого конвейерного элемента (т.е., каждой конвейерной цепи 120, 125). Например, первый датчик 310 с аналоговым выходным сигналом обнаруживает характеристику первой конвейерной цепи 120, и второй датчик 310 с аналоговым выходным сигналом обнаруживает характеристику второй конвейерной цепи 125. Хотя на фиг. 3 показан только один датчик 310 с аналоговым выходным сигналом, установленный смежно с первой звездочкой 132 для обнаружения характеристики первой конвейерной цепи 120, второй датчик 310 с аналоговым выходным сигналом аналогично установлен смежно со второй звездочкой 135 или четвертой звездочкой 145 для обнаружения характеристики второй конвейерной цепи 125. В некоторых вариантах осуществления дополнительные датчики с аналоговым выходным сигналом могут быть установлены смежно с третьей звездочкой 140 для получения второго измерения натяжения первой конвейерной цепи 120, и другой датчик может быть установлен смежно с четвертой звездочкой 145 для получения второго измерения натяжения второй конвейерной цепи 125. Как показано на фиг. 3, датчик 310 с аналоговым выходным сигналом несет рама 130 вблизи точки выпуска первой конвейерной цепи 120 (пример конвейерного элемента).
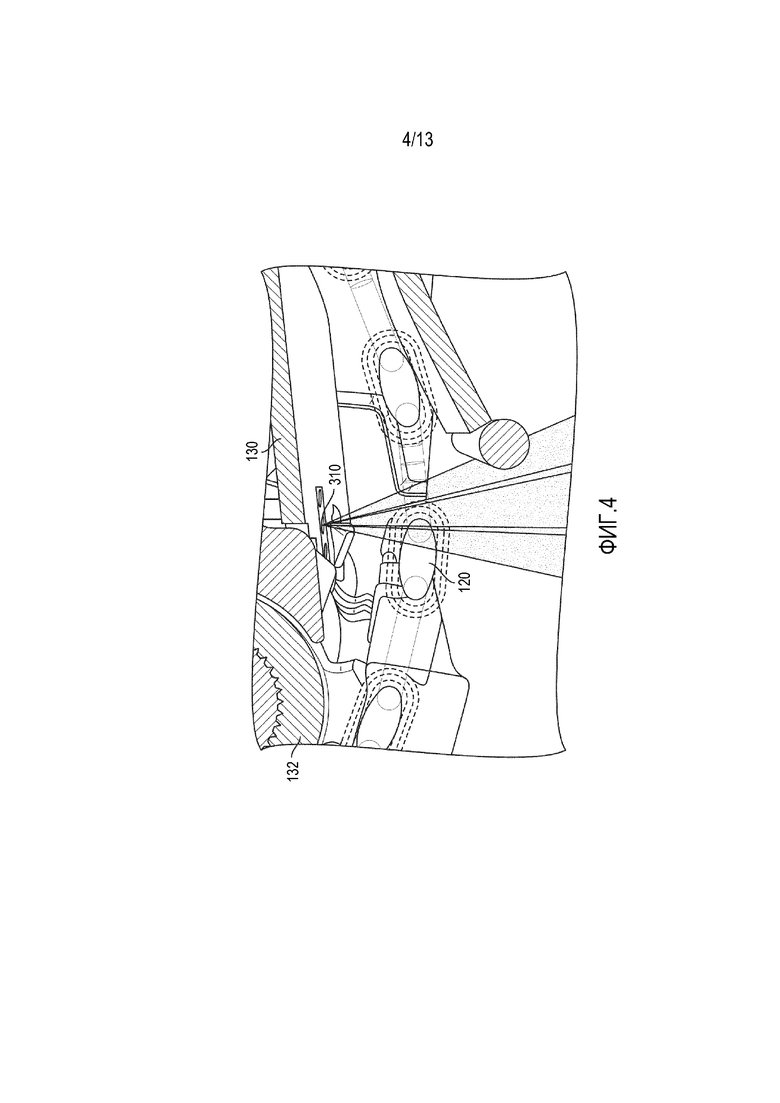
[31] Датчик 310 с аналоговым выходным сигналом может быть, например, ультразвуковым датчиком, ИК датчиком, магнитометром и т.п. Датчик 310 с аналоговым выходным сигналом генерирует аналоговый выходной сигнал, указывающий расстояние между датчиком 310 с аналоговым выходным сигналом и первой конвейерной цепью 120. В частности, аналоговый выходной сигнал имеет меняющийся диапазон выхода такой, например, как 0-10 В, 200-500 МГц, 100-300 мкФ и т.п. Величина (например, абсолютная величина) аналогового выходного сигнала линейно связана с расстоянием между датчиком 310 с аналоговым выходным сигналом и первой конвейерной цепью 120. В показанном варианте осуществления величина аналогового выходного сигнала увеличивается с уменьшением расстояния между датчиком 310 с аналоговым выходным сигналом и первой конвейерной цепью 120. То есть, датчик 310 с аналоговым выходным сигналом дает выходной сигнал минимальной величины, когда первая конвейерная цепь 120 расположена на краю 320 зоны 325 обнаружения датчика 310 с аналоговым выходным сигналом. Датчик 310 с аналоговым выходным сигналом при этом дает по меньшей мере непрямое измерение стрелы провисания первой конвейерной цепи 120. Электронный процессор 215 может затем определять, следует ли активировать натяжную систему 210 (например, требует ли конвейер 105 изменения своего натяжения). Поскольку датчик 310 с аналоговым выходным сигналом генерирует изменяющийся выходной сигнал, управление натяжной системой 210 может быть более точным, чем, например, с применением избирательного детектора для стрелы провисания конвейерных цепей 120, 125. Дополнительно, один датчик 310 с аналоговым выходным сигналом генерирует более точную информацию, чем при применении избирательных детекторов, которые только генерируют двоичные выходные данные. Соответственно, с применением датчика 310 с аналоговым выходным сигналом можно получить уменьшение общего числа компонентов. В некоторых вариантах осуществления датчик 310 с аналоговым выходным сигналом использует измерение времени прохождения для генерирования аналогового выходного сигнала. В других вариантах осуществления, вместе с тем, используют отличающиеся методики измерения для генерирования аналогового выходного сигнала. На фиг. 4 показан другой вид в изометрии размещения датчика 310 с аналоговым выходным сигналом. В частности, на фиг. 4 показан вид снизу в изометрии датчика 310 с аналоговым выходным сигналом. В показанном варианте осуществления датчик 310 с аналоговым выходным сигналом является ультразвуковым датчиком, выполненным с возможностью генерирования изменяющегося выходного сигнала, указывающего расстояние между датчиком 310 с аналоговым выходным сигналом и первой конвейерной цепью 120.
[32] На фиг. 5 показана блок-схема последовательности операций способа 350 поддержания в конвейерной системе 100 адекватного натяжения с применением варианта 300 осуществления узла 205 датчика в любом из вариантов размещения, показанном на фиг. 3 или показанном на фиг. 4. На этапе 355 датчик 310 с аналоговым выходным сигналом генерирует аналоговый выходной сигнал, указывающий расстояние между датчиком 310 с аналоговым выходным сигналом и первой конвейерной цепью 120. Электронный процессор 215 принимает аналоговый выходной сигнал (этап 360) и определяет, находится ли аналоговый выходной сигнал в приемлемом диапазоне (этап 365). Приемлемый диапазон является заданным и сохраняемым. Электронный процессор 215 обращается к приемлемому диапазону и сравнивает абсолютную величину аналогового выходного сигнала с приемлемым диапазоном. В некоторых вариантах осуществления электронный процессор 215 может, например, обращаться к справочной таблице, сохраняющей отличающиеся абсолютные величины аналогового выходного сигнала и указывающей, являются ли приемлемыми частная абсолютная величина или диапазон абсолютных величин. Приемлемый диапазон для аналогового выходного сигнала предпочтительно имеет значение приблизительно между возможными выходными сигналами датчика 310 с аналоговым выходным сигналом. Например, когда датчик 310 с аналоговым выходным сигналом имеет диапазон выхода приблизительно 0в-10в, приемлемый диапазон может составлять, например, 4в-6в.
[33] Когда аналоговый выходной сигнал находится в приемлемом диапазоне, электронный процессор 215 продолжает вести мониторинг первой конвейерной цепи 120 и получать аналоговый выходной сигнал с датчика 310 с аналоговым выходным сигналом. С другой стороны, когда аналоговый выходной сигнал имеет величину за пределами приемлемого диапазона, электронный процессор 215 определяет величину коррекции (этап 370). Величина коррекции указывает величину требуемого увеличения или уменьшения натяжения конвейера 105. Поскольку аналоговый выходной сигнал обеспечивает изменяющийся выходной сигнал, абсолютную величину аналогового выходного сигнала можно применять для более точного определения величины, на которую натяжение конвейера 105 нужно изменить.
[34] В одном варианте осуществления электронный процессор 215 определяет величину коррекции посредством вычисления разности между аналоговым выходным сигналом и приемлемым диапазоном. Например, когда аналоговый выходной сигнал имеет величину 2в (например, указывая, что первая конвейерная цепь 120 имеет недостаточное натяжение), электронный процессор 215 может определить величину коррекции посредством вычисления разности между 4в (например, самой нижней величиной в приемлемом диапазоне) и аналоговым выходным сигналом величиной 2в. Электронный процессор 215 вычисляет разность, составляющую приблизительно 2В.
[35] В некоторых вариантах осуществления электронный процессор 215 преобразует разность приемлемого диапазона и аналогового выходного сигнала в соответствующее изменение расстояния между первым конвейерным валом 110 и вторым конвейерным валом 115. В приведенном выше примере электронный процессор 215 может затем определять разность в 2в, как соответствующую изменению приблизительно в 10 дюймов (254 мм) расстояния между первым конвейерным валом 110 и вторым конвейерным валом 115. Электронный процессор 215 может задавать направление величины коррекции, указывая, должна ли натяжная система 210 увеличивать натяжение конвейера 105 или уменьшать натяжение конвейера 105. Например, когда аналоговый выходной сигнал указывает что конвейер 105 имеет чрезмерное натяжение, электронный процессор 215 может устанавливать отрицательную величину коррекции, (например, -2В), указывая, что натяжная система 210 должна уменьшить натяжения конвейера 105.
[36] После определения величины коррекции электронный процессор 215 передает управляющий сигнал для активирования натяжной системы 210 на основе величины коррекции (этап 375). В частности, электронный процессор 215 передает активирующий сигнал на натяжную систему 210, по которому натяжная система 210 изменяет расстояние между первым конвейерным валом 110 и вторым конвейерным валом 115 на величину коррекции. В некоторых вариантах осуществления натяжная система 210 может включать в себя таймер, который устанавливает отрезок времени, через который натяжная система 210 активируется для изменения расстояния между первым конвейерным валом 110 и вторым конвейерным валом 115. В таких вариантах осуществления величина коррекции может соответствовать отрезку времени, заданному таймером. В примере, приведенном выше, где разность между аналоговым выходным сигналом и приемлемым диапазоном составляет 2в, величина коррекции может составлять, например, 10 секунд. Отрезок времени, заданный таймером (например, величина коррекции) может в таких вариантах осуществления основываться на средней скорости натяжной системы 210. Скорость натяжной системы 210 может быть заданной величиной, сохраняемой (или доступной для получения из запоминающего устройства) электронным процессором 215. Электронный процессор 215 затем возвращается на этап 355 и продолжает мониторинг аналогового выходного сигнала относительно приемлемого диапазона.
[37] На фиг. 6 показан другой вариант 400 осуществления узла 205 датчика. В показанном варианте 400 осуществления узел 205 датчика включает в себя два комплекта 405, 410 датчиков ближней локации. Первый комплект 405 датчиков ближней локации установлен на стороне блока конвейера 105 (например, снаружи от первой звездочки 132). Первый комплект 405 датчиков ближней локации включает в себя первый датчик 415 ближней локации, второй датчик 420 ближней локации и третий датчик 425 ближней локации. Второй комплект 410 датчиков ближней локации установлен на стороне прохода конвейера 105 (например, внутрь от первой звездочки 132). Второй комплект 410 датчиков ближней локации включает в себя четвертый датчик 430 ближней локации, пятый датчик 435 ближней локации, и шестой датчик 440 ближней локации. В показанном варианте осуществления, каждый из датчиков 415-440 ближней локации срабатывает, когда обнаружена первая конвейерная цепь 120 (или пластина 150). В показанном примере датчики 415-440 ближней локации являются индуктивными датчиками наличия объекта с приблизительной дальностью обнаружения 40 мм. Соответственно, каждый из датчиков 415-440 ближней локации генерирует двоичный выходной сигнал, передаваемый в электронный процессор 215. В некоторых вариантах осуществления датчики 415-440 ближней локации могут являться ИК, лазерными и т.п. датчиками большей дальности действия. Как дополнительно подробно описано ниже, электронный процессор 215 определяет, требует ли натяжная система 210 активирования на основе комбинации двоичных выходных сигналов, принимаемых с первого первый и второго комплектов 405, 410 датчиков ближней локации. В других вариантах осуществления первый и второй комплекты 405, 410 датчиков ближней локации могут включать в себя больше или меньше датчиков ближней локации. В показанном варианте осуществления точность варианта 400 осуществления узла 205 датчика улучшена посредством увеличения числа датчиков 415-440 ближней локации и уменьшения расстояния между каждым из датчиков 415-440 ближней локации.
[38] Как показано на фиг. 6, первый, второй и третий датчики 415, 420, 425 ближней локации расположены линейно, при этом первый датчик 415 ближней локации установлен самым ближним к первой звездочке 132, и третий датчик 425 ближней локации установлен самым дальним от первой звездочки 132. Аналогично, четвертый, пятый, и шестой датчики 430, 435, 440 ближней локации расположены линейно, при этом четвертый датчик 430 ближней локации установлен самым ближним к первой звездочке 132, и шестой датчик 440 ближней локации установлен самым дальним от первой звездочки 132. Первый и четвертый датчики 415, 430 ближней локации установлен на первой высоте (например, расстоянии от первой звездочки 132 или несущей рамы). Аналогично, второй и пятый датчики 420, 435 ближней локации установлены на второй высоте, отличающейся от первой высоты, и третий и шестой датчики 425, 440 ближней локации установлены на третьей высоте, отличающейся от первой и второй высот. В показанном варианте осуществления первая высота соответствует величине 0 мм стрелы провисания, вторая высота соответствует величине 75 мм стрелы провисания, и третья высота соответствует величине 150 мм стрелы провисания. То есть, когда первая конвейерная цепь 120 находится на первой высоте, первая конвейерная цепь 120 имеет величину 0 мм стрелы провисания, когда первая конвейерная цепь 120 находится на второй высоте, первая конвейерная цепь 120 имеет величину 75 мм стрелы провисания, и когда первая конвейерная цепь 120 находится на третьей высоте, первая конвейерная цепь 120 имеет величину 0 мм стрелы провисания. Поскольку первый комплект 405 датчиков ближней локации и второй комплект 410 датчиков ближней локации установлены на противоположных сторонах от первой звездочки 132, комбинация выходных сигналов каждого датчика ближней локации обеспечивает более точную информацию по величине стрелы провисания первой конвейерной цепи 120 и соответственно, по натяжению конвейера 105.
[39] На являющейся примером таблице фиг. 7 показаны отличающиеся комбинации выходных данных датчиков и указываемого каждой комбинацией состояния натяжения конвейера 105. Являющаяся примером таблица показывает ʺXʺ, где сигнал с данного частного датчика является не имеющим значения для определения состояния конвейера 105. Поскольку датчики ближней локации в каждом комплекте 405, 410 расположены линейно, сигнал с датчика ближней локации который расположен самым дальним от звездочки 132, указывает величину стрелы провисания первой конвейерной цепи 120, и поэтому сигналы с датчиков ближней локации, которые расположены ближе к звездочке 132 не учитываются для определения состояния натяжения конвейера 105. Например, когда второй датчик 420 передает позитивный выходной сигнал (например, указывающий что первая конвейерная цепь 120 находится на дальности обнаружения второго датчика), выходной сигнал первого датчика 415 не имеет значения для определения состояния натяжения конвейера 105 и, поэтому, установлен, как ʺXʺ.
[40] На основе показанной таблицы, состояние чрезмерного натяжения конвейера 105 указано, когда позитивный сигнал принят с первого датчика 415 и четвертого датчика 430 (например, первая конвейерная цепь 120 находится на дальности обнаружения первого датчика 415 и четвертого датчика 430), и отрицательный сигнал принят со второго, третьего, пятого и шестого датчиков 420, 425, 435, 440 (например, первая конвейерная цепь 120 находится за пределом дальности обнаружения второго, третьего, пятого и шестого датчиков). Как также показано в являющейся примером таблице, состояние недостаточного натяжения конвейера 105 указано шестью отличающимися комбинации выходных сигналов с датчиков 415-440 ближней локации. Дополнительно, посредством применения устройства датчиков фиг. 6 можно также обнаружить ненормальные условия работы конвейера 105. В показанном варианте осуществления, ненормальные условия работы конвейера 105 могут быть указаны, когда, например, первый датчик 415 передает позитивный выходной сигнал, но второй комплект 410 датчиков передает отрицательные выходные сигналы, и отдельно, когда четвертый датчик 430 передает позитивный выходной сигнал, но первый комплект 405 датчиков передает на отрицательные выходные сигналы. Такие выходные сигналы могут указывать, например, что конвейер искривлен или находится в условиях ненормального нагружения. Отсутствие позитивного сигнала с первого комплекта 405 или второго комплекта 410 датчиков ближней локации может также указывать, что один из датчиков ближней локации неисправен.
[41] На фиг. 8 показан способ 450 поддержания адекватного натяжения конвейерной системы 100 с применением варианта 400 осуществления узла 205 датчика. На этапе 455 электронный процессор 215 принимает выходные сигналы с каждого из датчиков 415-440 ближней локации. Электронный процессор 215 затем идентифицирует применимую комбинацию выходных сигналов с датчиков 415-440 ближней локации (этап 460). Например, электронный процессор 215 может определять, какая комбинация выходных сигналов из являющейся примером таблицы фиг. 7 соответствует выходным сигналам приближения, принятым электронным процессором 215. В некоторых вариантах осуществления электронный процессор 215 может обращаться к справочной таблице, аналогичной являющейся примером таблице фиг. 7 из запоминающего устройства. В других вариантах осуществления, вместе с тем, электронный процессор 215 может применять правила и пороги в программном обеспечении для определения комбинации выходных сигналов, которая соответствует выходным сигналам, принятым электронным процессором 215. Электронный процессор 215 затем определяет состояние натяжения конвейера 105 на основе комбинации выходных сигналов приближения, принятых электронным процессором 215 (этап 465).
[42] Когда электронный процессор 215 определяет, что конвейер 105 имеет чрезмерное натяжение, электронный процессор 215 активирует натяжную систему 210 для уменьшения натяжения конвейера 105 (этап 470). С другой стороны, когда электронный процессор 215 определяет, что конвейер 105 имеет недостаточное натяжение, электронный процессор 215 активирует натяжную систему 210 для увеличения натяжения конвейера 105 (этап 475). В некоторых вариантах осуществления электронный процессор 215 может также обнаруживать ненормальные условия работы конвейера 105 на основе выходных сигналов приближения, принятых электронным процессором 215. Когда электронный процессор 215 обнаруживает ненормальные условия, генерируется тревожный сигнал (этап 480). В некоторых вариантах осуществления тревожный сигнал может быть передан оператору посредством, например, интерфейса оператора, акустической системы или внешнего устройства (например, смартфона, сотового телефона, планшета, портативного компьютера, настольного компьютера, и т.п.). Как показано на фиг. 8, электронный процессор 215 продолжает вести мониторинг выходных сигналов приближения на этапе 455 для продолжения мониторинга натяжения конвейера 105.
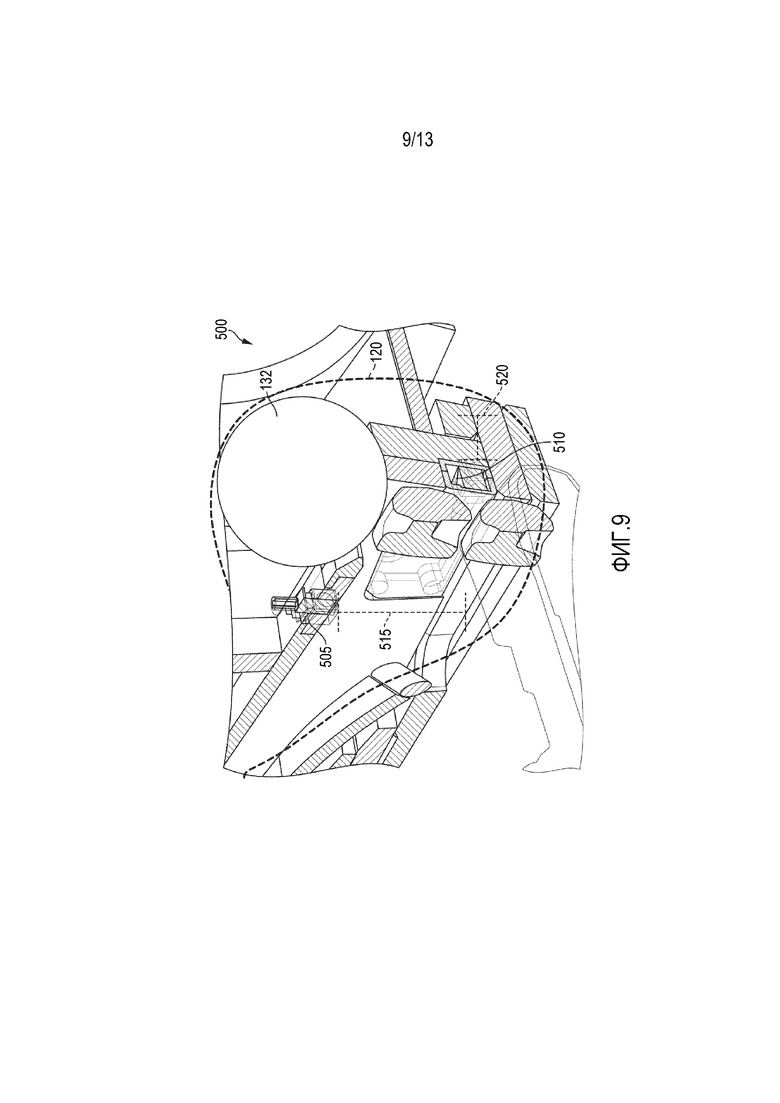
[43] На фиг. 9 показан другой вариант 500 осуществления узла 205 датчика. В показанном варианте 500 осуществления, узел 205 датчика включает в себя первый датчик 505 ближней локации и второй датчик 510 ближней локации. Как показано на фиг. 9, первый датчик 505 ближней локации имеет первое направление обнаружения, показанное стрелкой A, а второй датчик 510 ближней локации имеет второе направление обнаружения, показанное стрелкой B. В показанном варианте осуществления первое направление обнаружения приблизительно перпендикулярно второму направлению обнаружения. Аналогично датчикам 415-440 ближней локации второго варианта 400 осуществления, первый и второй датчики 505,510 ближней локации также срабатывают, когда обнаруживают первую конвейерную цепь 120 (или пластину 150). Соответственно, первый и второй датчики 505, 510 ближней локации генерируют двоичный выходной сигнал, указывающий, находится ли первая конвейерная цепь 120 (или пластина) на дальности обнаружения датчиков 505, 510.
[44] В показанном варианте осуществления первый датчик 505 ближней локации обнаруживает некоторое вертикальное расстояние между первым датчиком 505 ближней локации и первой конвейерной цепью 120. Второй датчик 510 ближней локации обнаруживает некоторое горизонтальное расстояние между вторым датчиком 510 ближней локации и первой конвейерной цепью 120. На фиг. 9 показан пример ситуации, когда конвейер 105 имеет недостаточное натяжение, и первая конвейерная цепь 120 находится за пределами первой дальности 515 обнаружения первого датчика 505 ближней локации, а также за пределами второй дальности 520 обнаружения второго датчика 510 ближней локации.
[45] Когда применяют вариант 500 осуществления узла 205 датчика, электронный процессор 215 выполняет способ, аналогичный способу 450, показанному на фиг. 8. Например, электронный процессор 215 принимает выходные сигналы c первого и второго датчиков 505, 510 ближней локации и определяет на основе комбинации выходных сигналов, что первая конвейерная цепь 120 имеет недостаточное натяжение, чрезмерное натяжения, или натяжение в приемлемом диапазоне. Например, как проиллюстрировано на фиг. 9, когда первый и второй датчики 505, 510 ближней локации генерируют отрицательный (или нулевой) сигнал, электронный процессор 215 определяет, что конвейер 105 имеет недостаточное натяжение. С другой стороны, когда только один из датчиков 505, 510 ближней локации генерирует позитивный сигнал, электронный процессор 215 определяет, что конвейер 105 имеет адекватное натяжение. Наконец, когда оба, первый и второй датчики 505, 510 ближней локации генерируют позитивный сигнал, электронный процессор 215 определяет, что конвейер имеет чрезмерное натяжение. Электронный процессор 215 может затем активировать натяжную систему, когда конвейер 105 имеет натяжение за пределами адекватного диапазона.
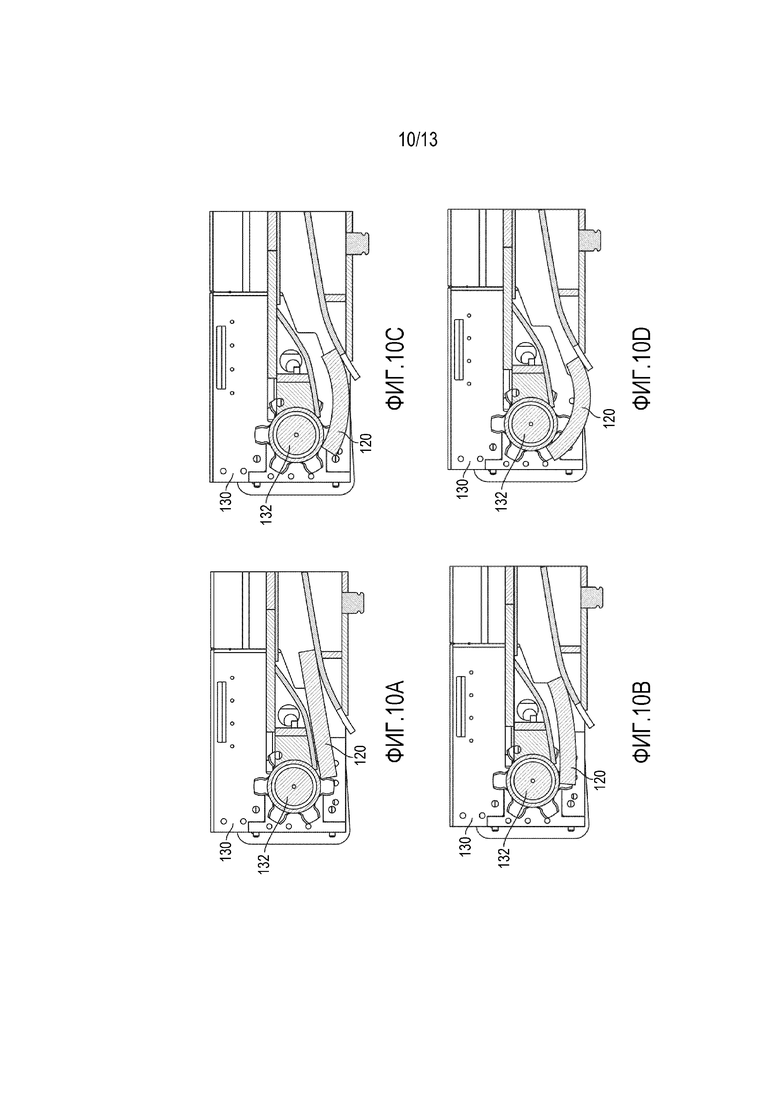
[46] В некоторых вариантах осуществления электронный процессор 215 принимает выходные сигналы приближения, применяя датчик варианта 400 или датчик варианта 500 осуществления узла 205 датчика, и генерирует расчетную траекторию цепи на основе выходных сигналов с различных датчиков 415-440, 505, 510 ближней локации. На фиг. 10A-10D, например, показаны различные генерируемые траектории цепи на основе выходных сигналов с датчиков ближней локации. Причем, траекторию цепи можно также генерировать на основе выходного сигнала с датчика 310 с аналоговым выходным сигналом или в некоторых вариантах осуществления с множества аналоговых выходных датчиков 310, применяемых вместе. На фиг. 10A показана генерируемая траектория цепи, в которой первая конвейерная цепь 120 имеет чрезмерное натяжение и имеет величину стрелы провисания приблизительно 0 мм. На фиг. 10B и 10C показаны генерируемые траектории цепи, в которых первая конвейерная цепь 120 имеет адекватное натяжение и имеет величину стрелы провисания 50 мм (фиг. 10B) и 100 мм (фиг. 10C), соответственно. На фиг. 10D показана генерируемая траектория цепи, в которой первая конвейерная цепь 120 имеет недостаточное натяжение и имеет величину стрелы провисания приблизительно 150 мм. В вариантах осуществления в которых генерируется траектория цепи, электронный процессор 215 может применять выходные сигналы с датчиков 415-440, 505, 510 ближней локации или датчика 310 с аналоговым выходным сигналом для генерирования расчетной траектории цепи и может затем определять величину стрелы провисания по генерируемой траектория цепи вместо определения напрямую по выходным сигналам датчика.
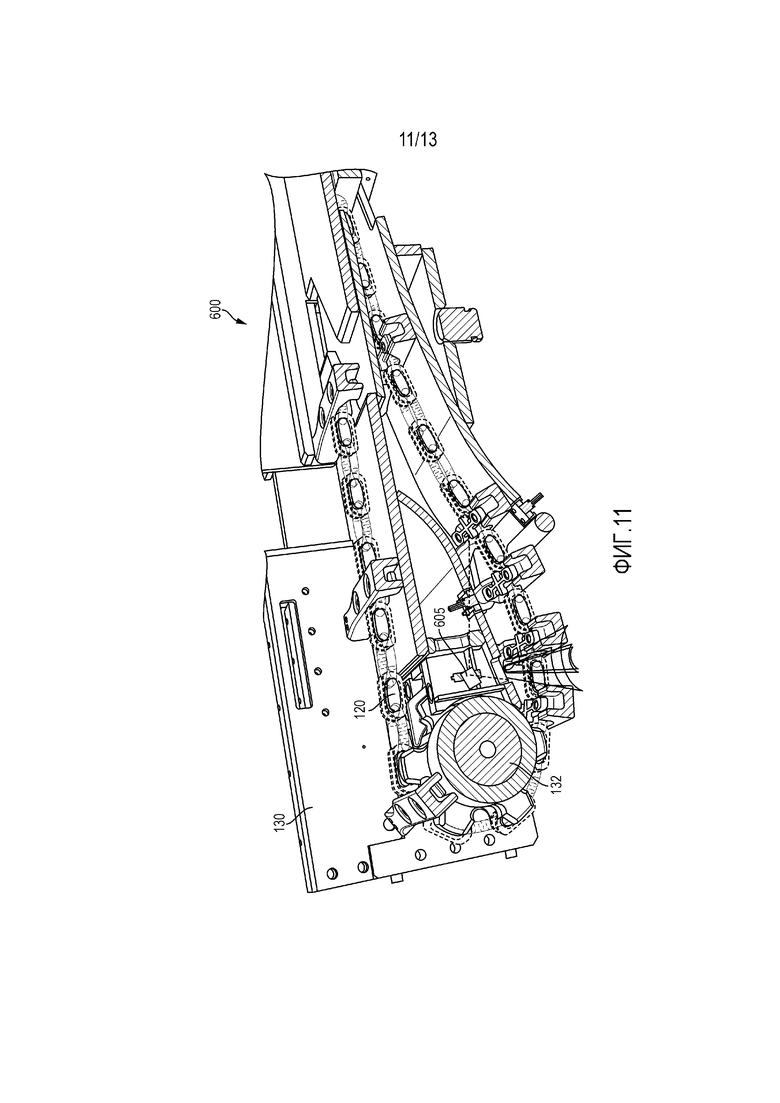
[47] На фиг. 11 показан другой вариант 600 осуществления узла 205 датчика. В показанном варианте 600 осуществления узел 205 датчика включает в себя первый оптический датчик 605. Оптический датчик 605 может представлять собой, например, лазерный излучатель/ сканер, лидар (лазерный локатор и дальномер), видеокамеру и т.п. В отличие от датчиков 415-440, 505, 510 ближней локации и датчика 310 с аналоговым выходным сигналом, описанных выше, оптический датчик 605 снимает данные изображения. Как показано в варианте осуществления, оптический датчик 605 установлен вблизи первой звездочки 132 и направлен к первой конвейерной цепи 120.
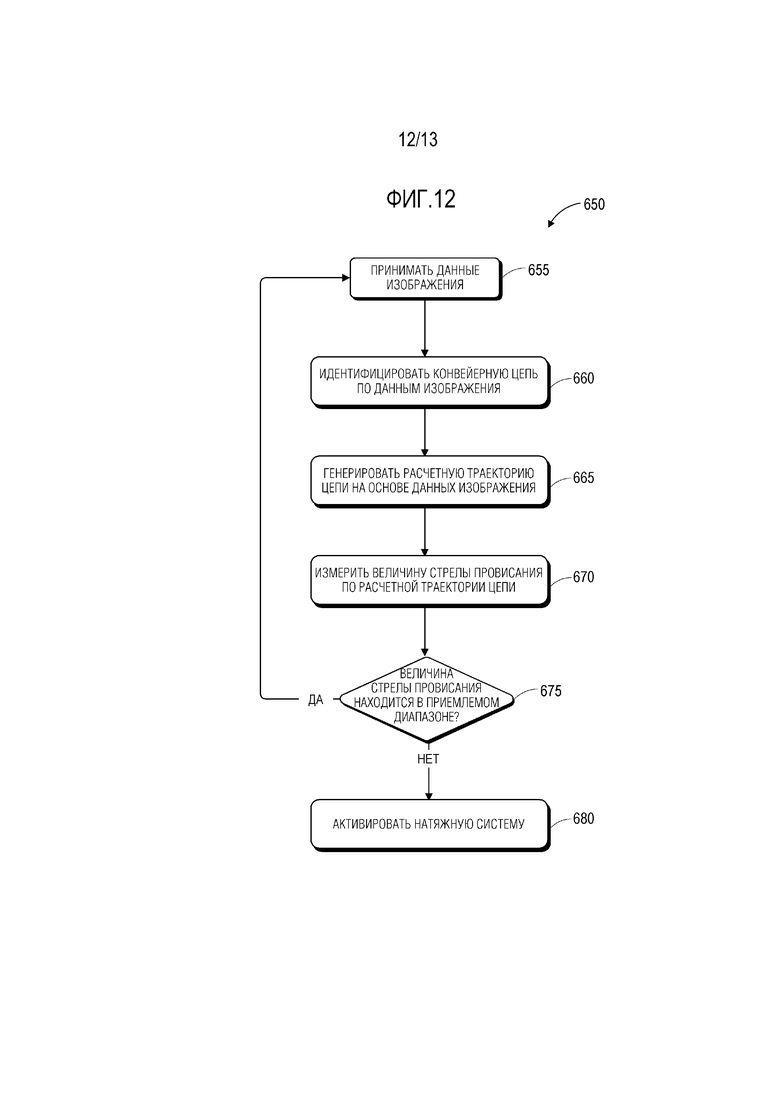
[48] На фиг. 12 показана блок-схема последовательности операций способа 650 поддержания в конвейерной системе 100 адекватного натяжения с применением четвертого варианта 600 осуществления узла 205 датчика. На этапе 655 электронный процессор 215 принимает данные изображения с оптического датчика 605. Электронный процессор 215 затем идентифицирует первую конвейерную цепь 120 по данным изображения, снятым оптическим датчиком 605 (этап 660). Электронный процессор 215 применяет несколько методик обработки изображения для идентификации конвейерной цепи 120 по данным изображения, снятым оптическим датчиком 605, такие как, например, распознавание формы, обнаружение линейки, обнаружение аномального признака и т.п. На основе данных изображения и идентифицированной конвейерной цепи 120, электронный процессор 215 затем генерирует расчетную траекторию цепи (этап 665). Расчетная траектория цепи может быть аналогичной, например, показанной на фиг. 10A-10D. В показанном варианте осуществления электронный процессор 215 переходит к измерению величины стрелы провисания по расчетной траектории цепи (этап 670). Другими словами, стрелу провисания измеряют по виртуальной расчетной траектории цепи, а не по самой первой конвейерной цепи 120. Электронный процессор 215 затем определяет, находится ли измеренная величина стрелы провисания в приемлемом диапазоне (этап 675). Приемлемый диапазон может составлять, например, 25-120 мм. Поэтому, когда величина стрелы провисания меньше 25 мм или больше 120 мм, электронный процессор 215 определяет, что величина стрелы провисания находится за пределами приемлемого диапазона. Когда величина стрелы провисания находится в приемлемом диапазоне, электронный процессор 215 продолжает принимать данные изображения с оптического датчика 605 (этап 655). В ином случае, когда величина стрелы провисания находится за пределами приемлемого диапазона, электронный процессор 215 активирует натяжную систему (этап 680) и затем продолжает принимать данные изображения с оптического датчика 605 (этап 655).
[49] В некоторых вариантах осуществления электронный процессор 215 сохраняет каждое измерение, касающееся натяжения конвейера 105 в запоминающем устройстве. На основе сохраняемых измерений, электронный процессор 215 может также приобрести способность реализовать анализ тенденции изменения для идентификации времени возможного выхода конвейера 105 за пределы диапазона приемлемого натяжения. На фиг. 13 показана блок-схема последовательности операций являющегося примером способа 700 анализа ранее полученных и обработанных данных натяжения конвейера для определения, проявляет ли конвейер 105 тенденцию перехода к недостаточному натяжению или чрезмерному натяжению. Как показано на фиг. 13, электронный процессор 215 принимает сигналы с датчика одного из вариантов осуществления узла 205 датчика, описанного выше (этап 705). Электронный процессор 215 затем сохраняет принятый сигнал датчика (этап 710). При реализации анализа тенденции изменения электронный процессор 215 обращается к ранее сохраненным сигналам датчика (этап 715). Электронный процессор 215 затем определяет разность между текущим сигналом датчика и ранее сохраненным сигналом датчика (этап 720). Электронный процессор 215 переходит к определению, превышает ли разность заданную величину (например, указывает, что величина стрелы провисания увеличена больше, например, чем на 30 мм) на этапе 725. Когда электронный процессор определяет, что разность не больше заданной величины, электронный процессор продолжает принимать сигналы датчика, как описано на этапе 705. В ином случае, когда электронный процессор 215 определяет, что разность больше заданной величины, электронный процессор активирует натяжную систему 210 для предотвращения недостаточного натяжения или чрезмерного натяжения конвейера 105 (этап 730).
[50] В одном варианте осуществления электронный процессор 215 обращается к сигналам датчика, связанным с предыдущими случаями активирования натяжной системы 210. Например, электронный процессор 215 обращается к сигналам датчика для предыдущих пяти случаев активирования натяжной системы 210. Электронный процессор 215 затем идентифицирует комбинацию, связанную с предыдущими сигналами перед активированием натяжной системы 210. Электронный процессор 215 затем сравнивает самые недавние принятые сигналы датчика для идентифицированной комбинации. Когда самые недавние принятые сигналы датчика совпадают с идентифицированной комбинацией, электронный процессор активирует натяжную систему 210 для предотвращения недостаточного натяжения или чрезмерного натяжения конвейера 105. В некоторых вариантах осуществления электронный процессор 215 обращается к ранее сохраненным сигналам датчика и вычисляет скорость изменения величины стрелы провисания. Когда скорость изменения величины стрелы провисания превышает заданный порог, электронный процессор 215 определяет, что конвейер 105 проявляет тенденцию к получению чрезмерного натяжения или недостаточного натяжения, и активирует натяжную систему 210 для предотвращения недостаточного натяжения или чрезмерного натяжения конвейера 105.
[51] В некоторых вариантах осуществления электронный процессор 215 может активировать натяжную систему 210 до начала работы конвейера 105, при этом конвейер 105 стартует при заданном (например, калиброванном) натяжении. Электронный процессор 215 может затем оценивать натяжение конвейера 105, как описано выше.
[52] Соответственно, данная заявка описывает различные узлы датчиков, которые применяют для определения натяжения конвейерного элемента (например, конвейерной цепи). Электронный процессор применяет выходные сигналы и данные с узлов датчиков для определения, когда применять натяжную систему так, что в конвейере поддерживается натяжение в адекватном диапазоне. Различные признаки и преимущества изобретения изложены в следующей формуле изобретения.
Конвейерная система, которая включает в себя звездочку, конвейерный элемент, датчик, натяжную систему и электронный процессор. Конвейерный элемент соединен c звездочкой для перемещения вокруг звездочки. Датчик установлен смежно c звездочкой и выполнен с возможностью генерирования выходного сигнала, указывающего обнаружение конвейерного элемента. Электронный процессор соединен c датчиком и натяжной системой. Электронный процессор выполнен с возможностью приема выходного сигнала с датчика, расчета траектории конвейерного элемента на основе выходного сигнала, определения величины для стрелы провисания на основе расчетной траектории конвейерного элемента, и управления натяжной системой на основе величины для стрелы провисания. 3 н. и 15 з.п. ф-лы, 16 ил.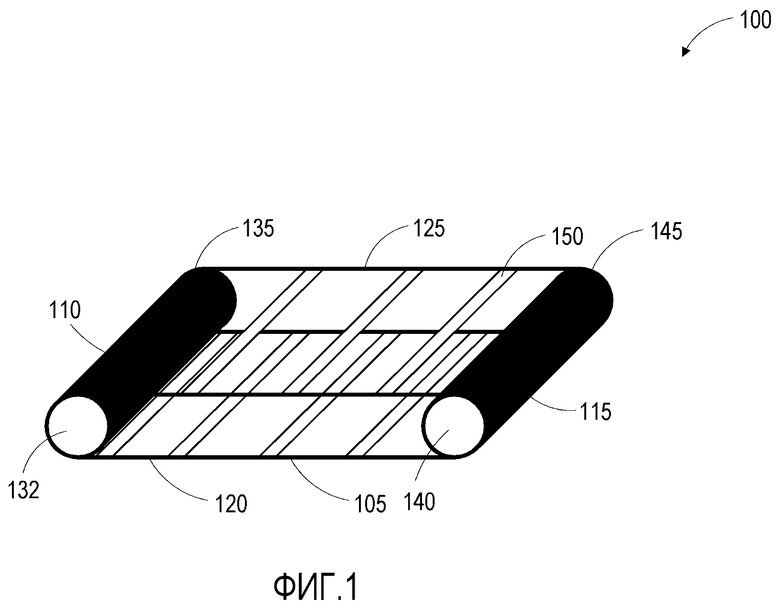
1. Конвейерная система, содержащая:
звездочку;
конвейерный элемент конвейера, соединенный со звездочкой для перемещения вокруг звездочки;
группу датчиков, установленную смежно со звездочкой, причем эта группа датчиков выполнена с возможностью генерирования выходных сигналов, указывающих позицию конвейерного элемента, и причем эта группа датчиков включает в себя двоичные датчики ближней локации, каждый из которых соответствует отличающейся стреле провисания конвейерного элемента;
натяжную систему; и
электронный процессор, соединенный с указанной группой датчиков и натяжной системой, причем электронный процессор выполнен с возможностью:
приема выходных сигналов от указанной группы датчиков,
определения состояния натяжения конвейера на основе выходных сигналов, и
управление натяжной системой на основе упомянутого состояния натяжения для изменения натяжения конвейерного элемента.
2. Конвейерная система по п.1, в которой каждый двоичный датчик ближней локации выполнен для предоставления двоичного выходного сигнала из указанных выходных сигналов.
3. Конвейерная система по п.2, в которой каждый двоичный выходной сигнал представляет собой либо первое значение, которое указывает, что конвейерный элемент обнаружен, либо второе значение, которое указывает, что конвейерный элемент не обнаружен.
4. Конвейерная система по п.1, в которой – для управления натяжной системой на основе упомянутого состояния натяжения – электронный процессор выполнен для:
уменьшения натяжения в конвейерном элементе, когда состояние натяжения является чрезмерным натяжением, и
увеличения натяжения в конвейерном элементе, когда состояние натяжения является недостаточным натяжением.
5. Конвейерная система по п.1, которая дополнительно содержит:
вторую звездочку;
второй конвейерный элемент конвейера, соединенный со второй звездочкой для перемещения вокруг второй звездочки;
вторую группу датчиком, установленную смежно со второй звездочкой, причем эта вторая группа датчиков выполнена с возможностью генерирования вторых выходных сигналов, указывающих вторую позицию второго конвейерного элемента;
вторую натяжную систему;
причем электронный процессор соединен с указанной второй группой датчиков и второй натяжной системой, причем электронный процессор дополнительно выполнен с возможностью:
приема второго выходного сигнала от указанной второй группы датчиков, и
определения состояния натяжения конвейера на основе вторых выходных сигналов.
6. Конвейерная система по п.5, которая дополнительно содержит пластины, из которых каждая соединена между упомянутым конвейерным элементом и упомянутым вторым конвейерным элементом.
7. Конвейерная система по п.5, которая дополнительно содержит:
таблицу состояния натяжения, используемую электронным процессором для определения состояния натяжения,
причем таблица состояния натяжения связывает потенциальные входные данные таблицы из упомянутой группы датчиков и второй группы датчиков с потенциальными состояниями натяжения конвейера,
причем двоичные величины выходных сигналов упомянутой группы датчиков и вторых выходных сигналов упомянутой второй группы датчиков совместно формируют входные данные таблицы, и
причем таблица состояния натяжения связывает входные данные таблицы с состоянием натяжения.
8. Способ управления натяжением в конвейерном элементе конвейера, перемещаемом вокруг звездочки, причем способ включает в себя:
генерирование выходных сигналов посредством группы датчиков, установленной смежно со звездочкой, причем выходные сигналы из указанной группы датчиков указывают позицию конвейерного элемента;
прием на электронном процессоре выходных сигналов от группы датчиков, причем эта группа датчиков включает в себя двоичные датчики ближней локации, каждый из которых соответствует отличающейся стреле провисания конвейерного элемента;
определение, используя электронный процессор, состояния натяжения конвейера на основе упомянутых выходных сигналов; и
управление, используя электронный процессор, натяжной системой на основе состояния натяжения для изменения натяжения конвейерного элемента.
9. Способ по п.8, в котором каждый двоичный датчик ближней локации выполнен для предоставления двоичного выходного сигнала из указанных выходных сигналов, причем каждый двоичный выходной сигнал представляет собой либо первое значение, которое указывает, что конвейерный элемент обнаружен, либо второе значение, которое указывает, что конвейерный элемент не обнаружен.
10. Способ по п.8, управляющий натяжной системой на основе упомянутого состояния натяжения, включает в себя:
уменьшение натяжения в конвейерном элементе, когда состояние натяжения является чрезмерным натяжением, и
увеличение натяжения в конвейерном элементе, когда состояние натяжения является недостаточным натяжением.
11. Способ по п.8, дополнительно включающий в себя:
прием дополнительных выходных сигналов от упомянутой группы датчиков,
определение обновленного состояния натяжения конвейера на основе упомянутых выходных сигналов, причем исправленное состояние натяжения представляет собой ненормальное состояние натяжения, которое является отличным от состояния недостаточного натяжения, состояния чрезмерного натяжения и состояния достаточного натяжения, и
генерирование тревожного сигнала при определении, что обновленное состояние натяжения является ненормальным состоянием натяжения.
12. Способ по п.8, причем конвейер дополнительно содержит второй конвейерный элемент, перемещаемый вокруг второй звездочки, причем упомянутый второй конвейерный элемент и упомянутый конвейерный элемент соединены посредством пластин конвейера, причем способ дополнительно включает в себя:
генерирование вторых выходных сигналов посредством второй группы датчиков, установленной смежно со второй звездочкой, причем вторые выходные сигналы из указанной группы датчиков указывают позицию второго конвейерного элемента;
прием на электронном процессоре вторых выходных сигналов от второй группы датчиков;
причем определение состояния натяжения конвейера осуществляют тоже на основе упомянутых вторых выходных сигналов.
13. Способ по п.12, в котором - для определения состояния натяжения – электронный процессор использует таблицу состояния натяжения, которая связывает потенциальные входные данные таблицы из упомянутой группы датчиков и упомянутой второй группы датчиков с потенциальными состояниями натяжения конвейера,
причем двоичные величины выходных сигналов упомянутой группы датчиков и вторых выходных сигналов упомянутой второй группы датчиков совместно формируют входные данные таблицы, и
причем таблица состояния натяжения связывает выходные данные таблицы с состоянием натяжения.
14. Контроллер для управления натяжением в конвейерном элементе конвейера, перемещаемом вокруг звездочки, при этом контроллер включает в себя энергонезависимый машиночитаемый носитель и электронный процессор, причем контроллер содержит исполняемые компьютером инструкции, сохраняемые в машиночитаемом носителе, для управления работой конвейера для:
приема, на электронном процессоре, выходных сигналов с группы датчиков, установленной смежно со звездочкой, причем выходные сигналы из группы датчиков содержат указание позиции конвейерного элемента, причем эта группа датчиков включает в себя двоичные датчики ближней локации, каждый из которых соответствует отличающейся стреле провисания конвейерного элемента;
определения, посредством электронного процессора, состояния натяжения конвейера на основе упомянутых выходных сигналов; и
управления, посредством электронного процессора, натяжной системой на основе состояния натяжения для изменения натяжения конвейерного элемента.
15. Контроллер по п.14, в котором каждый двоичный датчик ближней локации выполнен для предоставления двоичного выходного сигнала из указанных выходных сигналов,
причем каждый двоичный выходной сигнал представляет собой либо первое значение, которое указывает, что конвейерный элемент обнаружен, либо второе значение, которое указывает, что конвейерный элемент не обнаружен.
16. Контроллер по п.14, в котором – для управления натяжной системой на основе состояния натяжения – дополнительно предусмотрены исполняемые компьютером инструкции, сохраняемые в машиночитаемом носителе, для управления работой конвейера для:
уменьшения натяжения в конвейерном элементе, когда состояние натяжения является чрезмерным натяжением, и
увеличения натяжения в конвейерном элементе, когда состояние натяжения является недостаточным натяжением.
17. Контроллер по п.14, причем конвейер дополнительно содержит второй конвейерный элемент, перемещаемый вокруг второй звездочки, причем упомянутый второй конвейерный элемент и упомянутый конвейерный элемент соединены пластинами конвейера, и причем контроллер дополнительно содержит исполняемые компьютером инструкции, сохраняемые в машиночитаемом носителе, для управления работой конвейера для:
приема, на электронном процессоре, вторых выходных сигналов со второй группы датчиков, установленной смежно со второй звездочкой, причем выходные сигналы из второй группы датчиков содержат позицию второго конвейерного элемента, и
причем определение состояния натяжения конвейера тоже является основанным на упомянутых вторых выходных сигналах.
18. Контроллер по п.17, который дополнительно содержит таблицу состояния натяжения, используемую для определения состояния натяжения,
причем таблица состояния натяжения связывает потенциальные входные данные таблицы из упомянутой группы датчиков и упомянутой второй группы датчиков с потенциальными состояниями натяжения конвейера,
причем двоичные величины выходных сигналов упомянутой группы датчиков и вторых выходных сигналов упомянутой второй группы датчиков совместно формируют входные данные таблицы, и
причем таблица состояния натяжения связывает выходные данные таблицы с состоянием натяжения.
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| Система и способ управления конвейером в системе горных разработок | 2012 |
|
RU2606732C2 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| US 9440797 B1, 13.09.2016 | |||
| ДОБЫЧНАЯ УСТАНОВКА, В ЧАСТНОСТИ, ДЛЯ ГОРНЫХ РАЗРАБОТОК И СПОСОБ УПРАВЛЕНИЯ ДОБЫЧНОЙ УСТАНОВКОЙ | 2008 |
|
RU2445457C2 |
| Автомобиль-сани, движущиеся на полозьях посредством устанавливающихся по высоте колес с шинами | 1924 |
|
SU2017A1 |

