ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[001] Предмет настоящей заявки относится к пластине для бесцентрового точения заготовки, держателю пластины и содержащему их инструментальному узлу. Более конкретно, предметом настоящего изобретения является квадратная пластина для бесцентрового точения заготовки и держатель пластины для удержания этой квадратной пластины.
УРОВЕНЬ ТЕХНИКИ
[002] Бесцентровое точение заготовки является машинной операцией, которая отличается как от стандартной токарной операции, при которой вращается обрабатываемая деталь, так и от стандартной фрезерной операции, при которой вращается режущий инструмент, а обрабатываемая деталь остается неподвижной. Вообще говоря, при операции бесцентрового точения заготовки удлиненная заготовка перемещается (относительно) в осевом направлении через область, в которой располагается режущий инструментальный узел для бесцентрового точения заготовки, а головка бесцентрового точения вращается вокруг заготовки, ‘снимая’ внешний слой.
[003] Такие операции характеризуются очень «грубыми» машинными операциями с большими толщинами снимаемой стружки и, как следствие, высокими нагрузками на режущую пластину и режущий узел, а также типичной неустойчивостью со значительной результирующей вибрацией.
[004] На Фиг. 1 из патента US 5,256,008 показано схематичное представление традиционной операции бесцентрового точения заготовки, полезной для понимания.
[005] Раскрытие US 5,256,008 направлено на инструментальный узел для операции бесцентрового точения, в котором держатель инструмента снабжен пластиной для черновой обработки с выпукло-изогнутыми режущими кромками и пластиной для чистовой обработки с, по сути, прямолинейными режущими кромками. В настоящей заявке пластина для бесцентрового точения заготовки, расположенная для первого контакта с обрабатываемой деталью (далее альтернативно называемой «заготовка»), будет называться пластиной для черновой бесцентрового точения заготовки (или для краткости «пластиной для черновой обработки»), а пластина для бесцентрового точения заготовки, расположенная для последующего контакта с упомянутой обрабатываемой деталью, будет называться пластиной для чистовой бесцентрового точения заготовки (или для краткости «пластиной для чистовой обработки»).
[006] DE 35 40 665 A1, по-видимому, иллюстрирует в общем схожую концепцию изогнутой пластины для черновой обработки (состоящей из нескольких частей), за которой следует пластина для чистовой обработки с прямой кромкой.
[007] DE 2 820 810 раскрывает удлиненную пластину с двумя кромками, в которой каждая из кромок имеет то, что в дальнейшем будет называться вспомогательной кромкой бесцентрового точения и зачищающей вспомогательной кромкой. Вспомогательная кромка бесцентрового точения, будучи также наклоненной под другим углом относительно зачищающей вспомогательной кромки, сама дополнительно наклонена под двумя разными углами, что служит заявленной цели снижения риска поломки кромки. Причина в том, что изогнутая форма (два разных угла) полезна для предотвращения поломки, но ухудшает чистоту поверхности. Из раскрытия следует, что использование удлиненной пластины также позволяет осуществлять резание на большую глубину.
[008] В публикации, опубликованной через много лет после DE 2 820 810, подобная пластина раскрыта в US 7,972,092 с той разницей, по-видимому, что эта пластина имеет не только два разных угла на основной кромке, но и многочисленные радиусы. Примечательно, на Фиг. 1А-1Е показано то, что описывается как формы пластин из предшествующего уровня техники. Примечательно, что главным образом они являются удлиненными, а форма одной пластины по сути является треугольной. В данном уровне техники также отмечается, что пластины для бесцентрового точения имеют вспомогательную кромку бесцентрового точения и зачищающую вспомогательную кромку (также называемую сглаживающей режущей кромкой). Также поясняется, что сглаживающая режущая кромка также действует как опора для обрабатываемой машиной заготовки и направляет ее по центру в головке бесцентрового точения.
[009] FR 2 483 819, по-видимому, показывает выпукло-изогнутую пластину треугольной формы, а также вариант осуществления, в котором вместе используются три такие пластины.
[0010] Можно сделать некоторые общие наблюдения относительно описанных выше форм режущих пластин из предшествующего уровня техники. Обычно пластины из предшествующего уровня техники имеют удлиненную форму, обеспечивающую резание на увеличенную глубину и стабилизирующий эффект, описанный в публикациях предшествующего уровня техники, или форму треугольного типа, которая, как известно в данной области техники, является более устойчивой, учитывая направления силы резания для операции бесцентрового точения заготовки.
[0011] Была найдена только одна публикация предшествующего уровня техники, в которой описана квадратная пластина бесцентрового точения, а именно DE 298 15 761 U1. Описываемая режущая пластина аналогична удлиненным пластинам предшествующего уровня техники в том, что она имеет вспомогательную кромку бесцентрового точения и удлиненную зачищающую (сглаживающую) вспомогательную кромку. Особый интерес представляет то, что держатель пластины, обеспечивающий возможность удержания этой режущей пластины, не раскрыт. Актуальность этого заключается в том, что проблема устойчивой установки квадратной пластины для операции бесцентрового точения заготовки не была раскрыта.
[0012] US 2019/0054542 является самой последней публикацией, обнаруженной Заявителем в отношении пластин для бесцентрового точения заготовки, и раскрывает режущую пластину с еще большим количеством режущих кромок, чем в DE 298 15 761 U1, а именно с пятью или шестью парами вспомогательных зачищающих и зачищающих поверхность кромок на каждую сторону (например, пятиугольная или шестиугольная режущая пластина). Учитывая, что раскрытая режущая пластина может быть двусторонней, режущая пластина может иметь десять или двенадцать режущих кромок (т.е. каждая режущая кромка представляет собой пару вспомогательных зачищающей и зачищающей поверхность кромок).
[0013] Целью настоящего изобретения является обеспечение новой и улучшенной пластины для бесцентрового точения заготовки и держателя пластины для нее.
[0014] Отдельной целью настоящего изобретения является новая прокладка.
[0015] Следует понимать, что режущие пластины не обладают идеальными многоугольными формами и что слова «квадратная» означают, что квадрат является наиболее близкой правильной формой (в качестве альтернативы могут быть использованы слова «базовая квадратная форма», «близкая к квадрату форма»). Это аналогично пластинам из предшествующего уровня техники, описываемым как пятиугольные, шестиугольные, треугольные или тригональные и т.д.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0016] Настоящее изобретение направлено на обеспечение более универсальной пластины для бесцентрового точения заготовки, чем известная до сих пор.
[0017] В соответствии с первым аспектом предмета настоящей заявки обеспечена квадратная пластина для бесцентрового точения заготовки, содержащая режущую кромку; причем режущая кромка содержит: прямую зачищающую вспомогательную кромку и по меньшей мере частично изогнутые первую и вторую вспомогательные кромки бесцентрового точения, соответственно расположенные на противоположных сторонах зачищающих вспомогательных кромок и соединяющие зачищающую вспомогательную кромку с соседним углом.
[0018] Обеспечение двух противоположных по меньшей мере частично изогнутых вспомогательных кромок бесцентрового точения на одной стороне пластины для бесцентрового точения заготовки обеспечивает повышенную универсальность по сравнению с предшествующим уровнем техники, поскольку пластина для бесцентрового точения заготовки, следовательно, имеет дополнительную вспомогательную кромку бесцентрового точения.
[0019] Предпочтительно первая и вторая вспомогательные кромки бесцентрового точения являются зеркально симметричными относительно центра зачищающей вспомогательной кромки.
[0020] Хотя обеспечение дополнительных режущих кромок в режущей пластине может показаться интуитивно понятным, необходимо пояснить причину, по которой пластины бесцентрового точения предшествующего уровня техники не имеют такой конструкции.
[0021] Первая причина заключается в том, что зачищающая вспомогательная кромка традиционно значительно удлинена от вспомогательной кромки бесцентрового точения до конца или, по сути, до конца пластины для бесцентрового точения заготовки. Это связано с тем, что поверхностная зачистка заготовки представляет собой чрезвычайно грубую машинную операцию, а упомянутая зачищающая вспомогательная кромка обеспечивает не только зачищающую (wiper) функцию, но также и стабилизирующую функцию, как отмечено выше в пояснении в US 7,972,092. Так называемые зачищающие вспомогательные кромки других областей применения машинной обработки традиционно являются относительно малыми (например, 1 мм), поскольку вся их функция заключается в обеспечении чистовой обработки, а не в стабилизации, что отличается от пластин для бесцентрового точения, в которых зачищающая вспомогательная кромка традиционно значительно длиннее, чем даже так называемая «вспомогательная кромка бесцентрового точения».
[0022] Вторая причина того, что зачищающая вспомогательная кромка является удлиненной, заключается в том, чтобы обеспечить резание на большую глубину, как указано выше со ссылкой на пояснения в DE 2 820 810.
[0023] Само собой разумеется, что при добавлении дополнительной вспомогательной кромки бесцентрового точения в соответствии с настоящим изобретением общая длина зачищающей вспомогательной кромки уменьшается по сравнению с той, которую можно было бы обеспечить для пластины для бесцентрового точения заготовки аналогичного размера (снижение стабильности и глубины резания).
[0024] Однако, в связи с Фиг. 5B будет понято ниже, что для настоящей универсальной пластины для бесцентрового точения заготовки, которая используется не только для цели чистовой обработки (и, следовательно, имеет упомянутый недостаток), но также и для черновой обработки поверхности, по меньшей мере для одного из двух предложенных применений этот недостаток отсутствует.
[0025] Кроме того, известные держатели пластин для бесцентрового точения заготовки не предназначены для работы в двух направлениях, и, следовательно, конечному пользователю потребуется только одна вспомогательная кромка бесцентрового точения на стороне режущей пластины. Таким образом, нет никакой очевидной выгоды от добавления второй вспомогательной кромки бесцентрового точения.
[0026] Следовательно, снижение функциональных возможностей удлиненной зачищающей вспомогательной кромки, показанной в публикациях предшествующего уровня техники, не является очевидным.
[0027] Таким образом, первое преимущество, связанное с универсальностью упомянутой пластины, заключается в том, что одна и та же пластина для бесцентрового точения заготовки может использоваться как в левом, так и в правом держателях пластин, что, как считается, перевешивает недостаток потери части вспомогательной, зачищающей/стабилизирующей кромки.
[0028] Кроме того, в отличие от других машинных операций, вспомогательная кромка бесцентрового точения является относительно короткой по сравнению с зачищающей вспомогательной кромкой, и потеря функции зачищающей вспомогательной кромки является меньшей, чем для других применений.
[0029] Однако потеря стабилизирующей длины особа заметна, поскольку пластина для бесцентрового точения заготовки в данном документе имеет квадратную форму, а не удлиненную, как некоторые из пластин предшествующего уровня техники, что делает потерю длины зачищающей вспомогательной кромки более заметной.
[0030] Соответственно, чтобы компенсировать потерю стабилизирующего эффекта, предпочтительно, чтобы пластина для бесцентрового точения заготовки была относительно большей для режущей пластины. Например, предпочтительно, чтобы вписанная окружность IC пластины для бесцентрового точения заготовки имела диаметр D, удовлетворяющий условию: D ≥ 30 мм, более предпочтительно D ≥ 35 мм. Тем не менее, такие пластины для бесцентрового точения заготовки обычно изготавливаются из относительно дорогого цементированного карбида, и большие пластины труднее прессовать, поэтому предпочтительно, чтобы они не изготавливались большими, чем это необходимо. Следовательно, предпочтительно, чтобы пластины удовлетворяли условию: D ≤ 45 мм, более предпочтительно D ≤ 40 мм.
[0031] Отдельное существенное преимущество, относящееся к универсальности, заключается в том, что одна и та же пластина для бесцентрового точения может также использоваться в качестве пластины для бесцентрового точения для черновой обработки, в которой используется вся режущая кромка вдоль ее одной стороны, в том числе даже вторая вспомогательная кромка бесцентрового точения (см. Фиг. 5B).
[0032] Иными словами, по меньшей мере для одного из двух преимуществ, описанных выше, предполагается, что обеспечение дополнительной вспомогательные кромки бесцентрового точения перевешивает недостаток, связанный с дополнительными затратами на увеличенную режущую пластину и/или укорочение вспомогательной зачищающей кромки, которая обычно считается полезной для пластины для бесцентрового точения заготовки.
[0033] Станет понятно, что такая выгодная конструкция может быть применена более чем к одной и предпочтительно ко всем сторонам пластины для бесцентрового точения заготовки.
[0034] Соответственно, в соответствии со вторым аспектом предмета настоящей заявки обеспечена квадратная пластина для бесцентрового точения заготовки, содержащая: первую переднюю поверхность и расположенную напротив нее вторую поверхность; периферийную поверхность пластины, соединяющую первую переднюю поверхность и вторую поверхность; и первую режущую кромку, проходящую вдоль пересечения периферийной поверхности пластины и первой передней поверхности; причем периферийная поверхность пластины содержит первую, вторую, третью и четвертую периферийные вспомогательные поверхности, а также первый, второй, третий и четвертый углы, соединяющие первую, вторую, третью и четвертую периферийные вспомогательные поверхности; при этом на виде в плане первой передней поверхности между смежными углами каждой пары из каждого из первого, второго, третьего и четвертого углов первая режущая кромка образует первый воображаемый квадрат и содержит: прямую зачищающую вспомогательную кромку; и по меньшей мере частично изогнутую первую вспомогательную кромку бесцентрового точения, соединяющую упомянутую зачищающую вспомогательную кромку с первым углом; по меньшей мере частично изогнутую вторую вспомогательную кромку бесцентрового точения, соединяющую зачищающую вспомогательную кромку со вторым углом; причем первая и вторая вспомогательные кромки бесцентрового точения, соответственно расположены на противоположных сторонах зачищающей вспомогательной кромки; при этом на виде в плане первой передней поверхности: каждый из первого и второго углов отстоит от воображаемого квадрата внутрь.
[0035] Примечательно, что предпочтительные, но необязательные признаки, упомянутые выше (то есть зеркальная симметрия бесцентрового точения и размер пластины), в равной степени применимы ко всем аспектам пластины.
[0036] Предпочтительно, на виде в плане первой передней поверхности: каждая из первой, второй, третьей и четвертой периферийных вспомогательных поверхностей связана с зачищающей вспомогательной кромкой, которая образует упомянутый воображаемый квадрат, и каждый из первого, второго, третьего и четвертого углов отстоит от воображаемого квадрата внутрь.
[0037] Отстоящие внутрь углы, как описано (или, по-другому, «углубленные внутрь»), как правило, считаются невыгодными для режущих пластин, которые обычно имеют значительные закругленные или круглые углы для увеличения срока службы инструмента. Понятно, что более острые углы более подвержены поломке. Однако для данного применения для бесцентрового точения острый угол или, как определен выше, отстоящий внутрь угол позволяет использовать большую часть режущей кромки. Примечательно, что, в отличие от других операций машинной обработки, угол пластины для бесцентрового точения заготовки не предназначен для машинной обработки обрабатываемой детали.
[0038] Следует понимать, что альтернативным определением углов, «отстоящих внутрь от воображаемого квадрата», могло бы быть то, что углы на виде в плане первой передней поверхности являются углами с острыми кромками (т.е. в отличие от углов с закругленными кромками). То же самое применимо к предпочтительным вариантам осуществления с режущей кромкой вдоль второй поверхности.
[0039] Определенные выше аспекты позволяют квадратной пластине для бесцентрового точения заготовки иметь восемь кромок для бесцентрового точения заготовки, что является усовершенствованием по сравнению с известными треугольными пластинами. Несмотря на то, что треугольные пластины имеют более простую устойчивую монтажную компоновку, ниже в настоящей заявке будет подробно описана устойчивая монтажная конфигурация для квадратной пластины.
[0040] Хотя можно отметить, что в патенте США 2019/0054542 раскрыта пластина для бесцентрового точения заготовки с еще большим количеством кромок, настоящее изобретение считается выгодным по меньшей мере из-за более длинной зачищающей (и стабилизирующей) вспомогательной кромки и общей длины глубины машинной обработки вдоль одной стороны пластины, как показано на пластине для черновой бесцентрового точения заготовки на Фиг. 5B.
[0041] В соответствии с любым из вышеприведенных и нижеприведенных аспектов пластина для бесцентрового точения заготовки, согласно настоящему изобретению, предпочтительно является используемой с обеих сторон (т.е. двусторонней пластиной). Другими словами, напротив первой передней поверхности находится вторая передняя поверхность, образующая вторую режущую кромку с периферийной поверхностью пластины. Иными словами, вторая поверхность, упомянутая выше и в формуле изобретения, может быть второй передней поверхностью.
[0042] Предпочтительно вторая передняя поверхность может быть идентична первой передней поверхности, но, по меньшей мере, содержит режущую кромку, выполненную с возможностью операции бесцентрового точения, которая должна быть сформирована на второй поверхности, расположенной напротив упомянутой передней поверхности. Иными словами, вторая режущая кромка может обладать теми же особенностями, что и первая режущая кромка.
[0043] Слова 'вторая поверхность' в описании и формуле изобретения относятся ко второй «передней» поверхности (даже если для простоты чтения она все еще называется «второй поверхностью») после того, как указано, что такая поверхность является передней поверхностью (например, образованной с режущей кромкой, проходящий вдоль ее пересечения с периферийной поверхностью пластины).
[0044] Следует понимать, что весьма предпочтительно, чтобы все режущие кромки располагались рядом со структурой-стружколом, такой как канавка (конечно, для вариантов осуществления, в которых режущая пластина сама по себе является пластиной с отрицательным передним углом, для компенсации требуется кромка с положительным углом).
[0045] Понятно, что двусторонняя пластина может удвоить количество режущих кромок. Это означает, что если вдоль одной стороны квадратной пластины имеется две вспомогательные кромки бесцентрового точения, то, следовательно, на каждой передней поверхности может быть восемь вспомогательных кромок бесцентрового точения.
[0046] Тем не менее, из-за грубого использования зачищающей вспомогательной кромки кромки (что означает, что она будет подвергаться большему износу, чем зачищающие вспомогательные кромки в других применениях машинной обработки), по-прежнему ожидается, что каждая режущая кромка вдоль каждой стороны будет использоваться только один раз (пока износ не сделает ее непригодной для использования). Это означает, что возникает необычная конструкция, например, даже если пластина для бесцентрового точения заготовки имеет 16 вспомогательных кромок бесцентрового точения, все равно ожидается, что она будет использоваться только как пластина с восьмигранной индексацией.
[0047] Вышеописанная двухсторонняя пластина предпочтительно является результатом того, что пластина представляет собой пластину с отрицательным передним углом (т.е. в которой периферийная поверхность пластины проходит перпендикулярно как к первой передней поверхности, так и ко второй поверхности), поскольку такой тип пластины является чрезвычайно эффективным для изготовления (даже несмотря на то, что для обеспечения разгрузки пластине для бесцентрового точения заготовки вероятно потребуется монтажное положение с отрицательным углом).
[0048] Тем не менее, помимо предпочтительной компоновки с отрицательным углом, возможны и другие варианты. Например, периферийная поверхность пластины, выполненная с вогнутой внутрь формой (т.е. известная в данной области техники конструкция типа «ласточкин хвост»), может быть предпочтительной для дополнительной устойчивости при установке и т. д.
[0049] Соответственно, в соответствии с третьим аспектом предмета настоящей заявки обеспечена квадратная пластина для бесцентрового точения, содержащая: первую переднюю поверхность и вторую переднюю поверхность, расположенную напротив нее; периферийную поверхность пластины, соединяющую первую переднюю поверхность и вторую поверхность; и первую режущую кромку, проходящую вдоль пересечения периферийной поверхности пластины и первой передней поверхности; причем периферийная поверхность пластины содержит первую, вторую, третью и четвертую периферийные вспомогательные поверхности и первый, второй, третий и четвертый углы, соединяющие первую, вторую, третью и четвертую периферийные вспомогательные поверхности; при этом на виде в плане первой передней поверхности, между смежными углами каждой пары из каждого из первого, второго, третьего и четвертого углов, первая режущая кромка содержит: прямую зачищающую вспомогательную кромку, образующую воображаемый квадрат с другими зачищающими кромками той же самой режущей кромки; и единственную вспомогательную кромку бесцентрового точения, соединяющую соседнюю одну из зачищающих вспомогательных кромок с соседним углом; при этом вторая передняя поверхность зеркально симметрична первой передней поверхности.
[0050] Вышеупомянутая конструкция могла бы, например, заключаться в том, что пластина для бесцентрового точения имеет форму режущей кромки, подобную той, что показана на Фиг. 1 DE 298 15 761 U1, но на обеих передних поверхностях пластины для бесцентрового точения заготовки. Например, это может быть выполнено с помощью компоновки с отрицательным углом или вогнутой внутрь формы вдоль периферийной поверхности, как проиллюстрировано ниже.
[0051] Хотя простое обеспечение двух идентичных противоположных передних поверхностей одной режущей пластины может показаться тривиальным, в данном конкретном случае это приведет к тому, что одна сторона пластины будет ориентированной влево пластиной, а другая сторона будет ориентированной вправо пластиной (конкретные наименования здесь не важны, скорее одна передняя поверхность будет подходить только для левого держателя пластины, а другая - для правого держателя пластины, как описано выше. Таким образом, это можно было бы рассмотреть лишь в ретроспективе универсальности производства этой пластины для различных держателей пластин. Такая пластина не имеет большего количества режущих кромок для конечного пользователя по сравнению с DE 298 15 761 U1, а скорее обладает лишь преимуществом для производителя.
[0052] В любом случае очевидно, что предыдущие аспекты являются более предпочтительными, чем третий аспект, который сам по себе все еще имеет определенные преимущества перед известным уровнем техники.
[0053] Примечательно, что хотя показанный ниже предпочтительный вариант осуществления пластины для бесцентрового точения заготовки выполнен с винтовым отверстием, что является предпочтительным для всех вышеперечисленных аспектов, следует понимать, что альтернативный вариант заключается в том, что пластина для бесцентрового точения заготовки не имеет винтового отверстия и зажимается, например, с помощью верхнего зажима, известного в данной области техники. Тем не менее, предпочтительно, чтобы пластина для бесцентрового точения заготовки содержала винтовое отверстие через первую переднюю поверхность и вторую поверхность.
[0054] В соответствии с четвертым аспектом предмета настоящей заявки обеспечена квадратная пластина для бесцентрового точения заготовки, содержащая: первую переднюю поверхность и расположенную напротив нее вторую поверхность; ось (As) пластины, проходящую через центры как первой передней поверхности, так и второй поверхности; периферийную поверхность пластины, соединяющую первую переднюю поверхность и вторую поверхность, при этом периферийная поверхность пластины содержит первую, вторую, третью и четвертую периферийные вспомогательные поверхности и первый, второй, третий и четвертый углы, соединяющие смежные периферийные вспомогательные поверхности; и первую режущую кромку, проходящую вдоль пересечения периферийной поверхности пластины и первой передней поверхности, причем первая режущая кромка содержит подрезающую кромку между смежными углами каждой пары; при этом на виде в плане первой передней поверхности каждая подрезающая кромка содержит: расположенную по центру прямую зачищающую вспомогательную кромку; и первую и вторую вспомогательные кромки бесцентрового точения, расположенные на противоположных сторонах зачищающей вспомогательной кромки; причем первая вспомогательная кромка бесцентрового точения по меньшей мере частично изогнута и соединяет зачищающую вспомогательную кромку с первой угловой кромкой первого угла одной из упомянутых пар смежных углов; вторая вспомогательная кромка бесцентрового точения является по меньшей мере частично изогнутой второй вспомогательной кромкой бесцентрового точения, соединяющей зачищающую вспомогательную кромку со второй угловой кромкой второго угла из той же пары смежных углов, что и первый угол; на упомянутом виде в плане первой передней поверхности: расположенные по центру прямые зачищающие вспомогательные кромки образуют воображаемый квадрат (S), ограничивающий упомянутую пластину; первый, второй, третий и четвертый углы отстоят от упомянутого воображаемого квадрата внутрь; стороны воображаемого квадрата имеют длину SL стороны пластины; и зачищающая вспомогательная кромка имеет длину WL зачистки.
[0055] Предпочтительными, но необязательными признаками пластины для бесцентрового точения заготовки в соответствии с любым из вышеперечисленных аспектов являются следующие.
[0056] Вторая поверхность может предпочтительно представлять собой переднюю поверхность, содержащую режущую кромку (также называемую ниже «второй режущей кромкой») вдоль ее пересечения с периферийной поверхностью пластины. Образующая стружку канавка или структура предпочтительно может проходить рядом с режущей кромкой.
[0057] На виде в плане первой передней поверхности: каждый из первого, второго, третьего и четвертого углов предпочтительно отстоят внутрь от воображаемого квадрата.
[0058] На виде в плане второй поверхности, когда она представляет собой переднюю поверхность: каждый из первого, второго, третьего и четвертого углов предпочтительно отстоят внутрь от воображаемого квадрата, образованного зачищающими вспомогательными кромками второй поверхности.
[0059] Периферийная поверхность пластины предпочтительно проходит перпендикулярно как к первой передней поверхности, так и ко второй поверхности.
[0060] Предпочтительно вспомогательная кромка бесцентрового точения содержит первичную вспомогательную кромку, соединенную с упомянутой зачищающей вспомогательной кромкой, и вторичную вспомогательную кромку, соединенную на одной своей стороне с первичной вспомогательной кромкой, а на другой своей стороне с упомянутым углом; при этом на виде в плане передней поверхности, на которой расположены вспомогательные кромки бесцентрового точения, первичная вспомогательная кромка более изогнута, чем вторичная вспомогательная кромка. Предпочтительно каждая из первой и второй вспомогательных кромок бесцентрового точения пластины для бесцентрового точения заготовки содержит упомянутую первичную вспомогательную кромку и упомянутые вторичные вспомогательные кромки, в которых каждая соответствующая первичная вспомогательная кромка более изогнута, чем соседняя вторичная вспомогательная кромка.
[0061] Поясним, как уже упоминалось, поверхностная зачистка заготовки является чрезвычайно грубой операцией машинной обработки, и, следовательно, для предотвращения поломки желательно иметь как можно большую кривизну (идущую от прямой зачищающей вспомогательной кромки). Однако упомянутая кривизна также увеличивает угол K в плане и, следовательно, увеличивает нагрузку на вспомогательную кромку бесцентрового точения. Следовательно, предпочтительно, чтобы вторичная вспомогательная кромка была более прямой, чем первичная вспомогательная кромка, наиболее предпочтительно прямой, что приводит к меньшему углу K в плане. Это позволило предпочтительному варианту осуществления иметь угол K в плане, удовлетворяющий условию: 15° < K < 25°, более предпочтительно 18° < K < 22°.
[0062] Предпочтительно на виде в плане передней поверхности вторичная вспомогательная кромка является прямой.
[0063] Следует понимать, что как вспомогательная кромка бесцентрового точения, так и зачищающие вспомогательные кромки являются функциональными и должны быть сбалансированы. Предпочтительно, на виде в плане передней поверхности длина одной из сторон воображаемого квадрата определяет длину стороны SL пластины, а длина каждой зачищающей вспомогательная кромки на том же виде определяет длину WL зачистки; при этом пластина удовлетворяет следующему условию: WL/SL < 0,6, более предпочтительно WL/SL < 0,5 и наиболее предпочтительно WL/SL < 0,45. Тем не менее считается предпочтительным, чтобы длина WL зачистки не была настолько малой, чтобы благоприятный финишный/стабилизирующий эффект не обеспечивался. Соответственно, пластина предпочтительно удовлетворяет следующему условию: WL/SL > 0,20, более предпочтительно WL/SL > 0,30 и наиболее предпочтительно WL/SL > 0,35.
[0064] Для большей рабочей длины стороны пластины размер угла может быть уменьшен. Предпочтительно каждый угол имеет радиус закругления, меньший, чем любая из упомянутых первой и второй вспомогательных кромок бесцентрового точения. Поскольку первичная вспомогательная кромка имеет меньший радиус, чем вторичная вспомогательная кромка, предпочтительно каждый угол имеет радиус закругления, меньший, чем любая из упомянутых первичных вспомогательных кромок.
[0065] На виде в плане первой передней поверхности длина одной из сторон воображаемого квадрата определяет длину стороны SL пластины, а длина каждой вспомогательной кромки бесцентрового точения в параллельном направлении относительно соседней одной из сторон воображаемого квадрата определяет длину PL бесцентрового точения; при этом пластина предпочтительно удовлетворяет следующему условию: PL/SL < 0,3, более предпочтительно PL/SL < 0,25. Вспомогательная кромка бесцентрового точения является функциональной и предпочтительно не должна быть слишком малой. Соответственно, предпочтительно, чтобы пластина удовлетворяла следующему условию: PL/SL > 0,10, более предпочтительно PL/SL > 0,15.
[0066] Предпочтительно по меньшей мере одна, а более предпочтительно обе из первой режущей кромки и второй режущей кромки являются вращательно-симметричными на 90° относительно оси пластины, проходящей через центры как первой передней поверхности, так и второй поверхности.
[0067] Принимая во внимание приведенное выше пояснение, в соответствии с пятым аспектом предмета настоящей заявки обеспечена пластина для бесцентрового точения заготовки, содержащая режущую кромку; при этом вдоль одной стороны пластины для бесцентрового точения заготовки, образованной между первым и вторым смежными углами пластины для бесцентрового точения заготовки, режущая кромка содержит: прямую зачищающую вспомогательную кромку и первую вспомогательную кромку бесцентрового точения, соединяющую зачищающую вспомогательную кромку с первым углом; причем зачищающая вспомогательная кромка длиннее, чем первая вспомогательная кромка бесцентрового точения, и при этом вспомогательная кромка бесцентрового точения содержит первичную вспомогательную кромку, соединенную с упомянутой зачищающей вспомогательной кромкой, и вторичную вспомогательную кромку, соединенную на одной своей стороне с первичной вспомогательной кромкой, а на другой своей стороне с упомянутым углом; и при этом первичная вспомогательная кромка более изогнута, чем соседняя вторичная вспомогательная кромка.
[0068] Предпочтительными, но необязательными признаками пластины для бесцентрового точения заготовки в соответствии с любым из вышеперечисленных аспектов являются следующие.
[0069] Предпочтительно вторичная вспомогательная кромка является прямой на виде в плане передней поверхности пластины для бесцентрового точения заготовки. Это может обеспечить относительно небольшой, но не слишком малый угол в плане.
[0070] Хотя изогнутая первичная вспомогательная кромка может состоять из множества различных кривизн, для простоты изготовления предпочтительно, чтобы она имела одну кривизну (т.е. радиус).
[0071] Предпочтительно, чтобы длина WL зачистки была значительно больше, чем длина PL бесцентрового точения, как подробно описано выше и по причинам, объясненным выше в связи с операциями бесцентрового точения заготовки. Предпочтительно пластина удовлетворяет следующему условию: PL/WL < 0,75, более предпочтительно PL/WL < 0,65. Вспомогательная кромка бесцентрового точения является функциональной и предпочтительно не должна быть слишком малой. Соответственно, предпочтительно, чтобы пластина удовлетворяла следующему условию: PL/WL > 0,35, более предпочтительно PL/WL > 0,45.
[0072] Поскольку предпочтительно, чтобы вспомогательная кромка бесцентрового точения была прочной, предпочтительно, чтобы ее большая часть была изогнутой. Соответственно, предпочтительно, чтобы длина первичной вспомогательной кромки, первичная длина P1L, была больше, чем длина вторичной вспомогательной кромки, вторичная длина P2L. Другими словами, предпочтительно: P2L/P1L < 0,50, более предпочтительно P2L/P1L < 0,40. Тем не менее, чтобы получить преимущество малого угла в плане, длина вторичной вспомогательной кромки должна обладать значимостью. Соответственно, предпочтительно: P2L/P1L > 0,20, более предпочтительно P2L/P1L > 0,30.
[0073] Предпочтительно угол К в плане удовлетворяет условию: 15° < К < 25°, более предпочтительно 18° < К < 22°.
[0074] Хотя эта конкретная конструкция режущей кромки считается независимым изобретением, ее, безусловно, можно комбинировать с любым из предыдущих аспектов пластины для бесцентрового точения заготовки, описанных выше, для получения еще больших преимуществ.
[0075] В соответствии с шестым аспектом предмета настоящей заявки обеспечен держатель пластины для бесцентрового точения заготовки, содержащий: хвостовик и режущую часть; причем режущая часть содержит первое и второе гнезда для пластин, открытые в одном направлении; каждый из первого и второго гнезд для пластин содержит базовую поверхность гнезда и первую и вторую боковые поверхности гнезда, проходящие от базовой поверхности гнезда; при этом на виде в плане базовой поверхности каждого соответствующего гнезда: первая и вторая боковые поверхности гнезда образуют две стороны воображаемого квадрата; и этот воображаемый квадрат упомянутой базовой поверхности каждого гнезда повернут относительно воображаемого квадрата базовой поверхности другого гнезда.
[0076] Как станет ясно ниже, универсальная конструкция пластины для бесцентрового точения заготовки позволяет использовать ее как пластину для черновой бесцентрового точения заготовки, так и как пластину для чистовой бесцентрового точения заготовки.
[0077] В то время как FR 2 483 819, по-видимому, показывает вариант осуществления, в котором одинаковые пластины используются вместе, отсутствие значимой зачищающей вспомогательной кромки, по-видимому, является причиной необходимости использования трех гнезд для пластин вместо только двух в настоящем аспекте. Считается, что даже с тремя пластинами зачищающие вспомогательные кромки в настоящем изобретении обеспечат лучшую чистовую обработку, а также другие преимущества (такие как сравнительно длинная режущая кромка и дополнительные кромки на каждую пластину).
[0078] Учитывая, что пластина для бесцентрового точения заготовки имеет квадратную форму, гнезда для пластин могут иметь соответствующую форму. Предпочтительно, чтобы и первая и вторая боковые поверхности гнезда каждого из соответствующих первого и второго гнезд для пластин проходили вдоль смежных сторон воображаемого квадрата.
[0079] Первое гнездо для пластины (т.е. гнездо для пластины, предназначенное для удержания пластины для чернового бесцентрового точения заготовки) предпочтительно может содержать третью боковую поверхность гнезда, проходящую от базовой поверхности гнезда, при этом на виде в плане базовой поверхности гнезда первого гнезда для пластины третья боковая поверхность гнезда определяет сторону упомянутого воображаемого квадрата первого гнезда для пластины. Примечательно, что в настоящем предпочтительном, но не ограничивающем варианте осуществления упомянутая третья боковая поверхность гнезда не используется для примыкания к пластине для бесцентрового точения заготовки и, следовательно, была добавлена только для защиты пластины для бесцентрового точения заготовки от повреждений. Однако возможно, что может быть использовано другое устройство упора, в котором пластина для бесцентрового точения заготовки примыкает к третьей боковой поверхности гнезда.
[0080] Предпочтительно, второе гнездо для пластины (т.е. гнездо для пластины, предназначенное для удержания пластины для чистового бесцентрового точения заготовки) содержит третью боковую поверхность гнезда, проходящую от базовой поверхности гнезда, при этом на виде в плане базовой поверхности гнезда второго гнезда для пластины третья боковая поверхность гнезда определяет сторону упомянутого воображаемого квадрата второго гнезда для пластины.
[0081] Предпочтительно, чтобы одна из первой и второй боковых поверхностей гнезда собственно второго гнезда для пластины была параллельна продольному направлению держателя пластины.
[0082] Как известно в данной области техники, прокладка может быть использована для защиты держателя пластины от повреждения при поломке пластины для бесцентрового точения заготовки. Предпочтительно прокладку изготавливают из более твердого материала, чем держатель пластины, обычно из цементированного карбида.
[0083] Во время разработки настоящего изобретения стандартная конструкция прокладки вкладыша, соосной с винтовым отверстием пластины, была менее предпочтительной, чем концепция описанной ниже конструкции.
[0084] Из-за необычно большого размера пластины для бесцентрового точения заготовки по сравнению с режущими пластинами, используемыми для других операций машинной обработки, имелось достаточно места для обеспечения базовой поверхности гнезда с расположенным по центру винтовым отверстием для пластины бесцентрового точения заготовки и, кроме того, двумя винтовыми отверстиями для прокладки, отстоящими от расположенного по центру винтового отверстия. Поскольку они расположены не по центру, предпочтительно, чтобы было более одного винтового отверстия для прокладки для обеспечения устойчивости. Хотя это, по-видимому, менее элегантное решение, чем единственное расположенное по центру винтовое отверстие, используемое как для режущей пластины, так и для прокладки, и оно требует дополнительных деталей, таких как два отдельных винта для крепления исключительно прокладки, оно представляет предпочтительную конструкцию, до сих пор неизвестную изобретателям, которая уменьшает потребность в относительно сложной прокладке.
[0085] Предпочтительно, чтобы оба из первого и второго гнезд для пластин были окружены, по меньшей мере одна из базовых поверхностей гнезд была образована с расположенным по центру винтовым отверстием и двумя винтовыми отверстиями для прокладки, отстоящими от расположенного по центру винтового отверстия.
[0086] Соответственно, в соответствии с седьмым аспектом предмета настоящей заявки обеспечен держатель пластины, содержащий гнездо для пластины, имеющее базовую поверхность гнезда, образованную с расположенным по центру винтовым отверстием и двумя винтовыми отверстиями для прокладки, отстоящими от расположенного по центру винтового отверстия.
[0087] В соответствии с восьмым аспектом предмета настоящей заявки обеспечена прокладка плоской формы, содержащая противоположные первую и вторую стороны прокладки и периферийную кромку прокладки, соединяющую первую и вторую стороны прокладки; причем прокладка дополнительно образована с расположенным по центру винтовым отверстием и двумя винтовыми отверстиями для прокладки, отстоящими от расположенного по центру винтового отверстия. Предпочтительно винтовое отверстие имеет больший диаметр, чем каждое из упомянутых двух винтовых отверстий для прокладки.
[0088] В соответствии с девятым аспектом предмета настоящей заявки обеспечен инструментальный узел, содержащий держатель пластины в соответствии с шестым или седьмым аспектами и по меньшей мере одну прокладку в соответствии с восьмым аспектом.
[0089] В соответствии с десятым аспектом предмета настоящей заявки обеспечен инструментальный узел для бесцентрового точения заготовки, содержащий держатель пластины в соответствии с любым из шестого или седьмого аспектов и по меньшей мере одну пластину для бесцентрового точения заготовки в соответствии с любым из первого-пятого аспектов.
[0090] Следует понимать, что инструментальный узел для бесцентрового точения заготовки может также предпочтительно содержать прокладку в соответствии с восьмым аспектом.
[0091] Предпочтительно инструментальный узел для бесцентрового точения заготовки содержит две (первую и вторую) пластины для бесцентрового точения заготовки в соответствии с вышеуказанными аспектами, которые установлены соответственно в первом и втором гнездах для пластин в держателе пластин.
[0092] Предпочтительно, первая пластина ориентируется так, чтобы по меньшей мере одна вспомогательная кромка бесцентрового точения и зачищающая вспомогательная кромка с одной стороны пластины для бесцентрового точения заготовки располагались с вхождением в контакт с обрабатываемой деталью-заготовкой, а вторая пластина ориентируется так, чтобы по меньшей мере зачищающая вспомогательная кромка располагалась с вхождением в контакт с обрабатываемой деталью заготовкой, причем упомянутая зачищающая вспомогательная кромка второй пластины располагается таким образом, чтобы быть по существу параллельной продольному направлению заготовки.
[0093] Предпочтительно, первая пластина ориентируется так, чтобы как первая, так и вторая вспомогательные кромки бесцентрового точения, а также ее зачищающая вспомогательная кромка располагались с вхождением в контакт с обрабатываемой деталью-заготовкой.
[0094] Предпочтительно, вторая пластина ориентируется так, чтобы ее первая вспомогательная кромка бесцентрового точения, которая находится ближе к первой пластине, чем ее вторая вспомогательная кромка бесцентрового точения, располагалась с вхождением в контакт с обрабатываемой деталью-заготовкой.
[0095] Предпочтительно, вторая пластина ориентируется так, чтобы ее вторая вспомогательная кромка бесцентрового точения располагалась без вхождения в контакт с обрабатываемой деталью-заготовкой.
[0096] Следует понимать, что пластины, упомянутые в описании и формуле изобретения, являются пластинами для бесцентрового точения заготовки, и что слово “пластина” иногда упоминается без идущего после уточнения “для бесцентрового точения” только в целях лаконичности описания. Аналогичным образом, слова “держатель пластины” или “узел” могут использоваться в сокращенной форме. Единственное исключение из этого утверждения относится к аспекту прокладки и связанному аспекту узла и держателя пластины, которые, как полагают, представляют преимущественную конструкцию для режущих пластин, которые даже не являются пластинами для бесцентрового точения заготовки.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0097] Для лучшего понимания предмета настоящей заявки и для демонстрации того, как он может быть осуществлен на практике, теперь делается ссылка на прилагаемые чертежи, на которых:
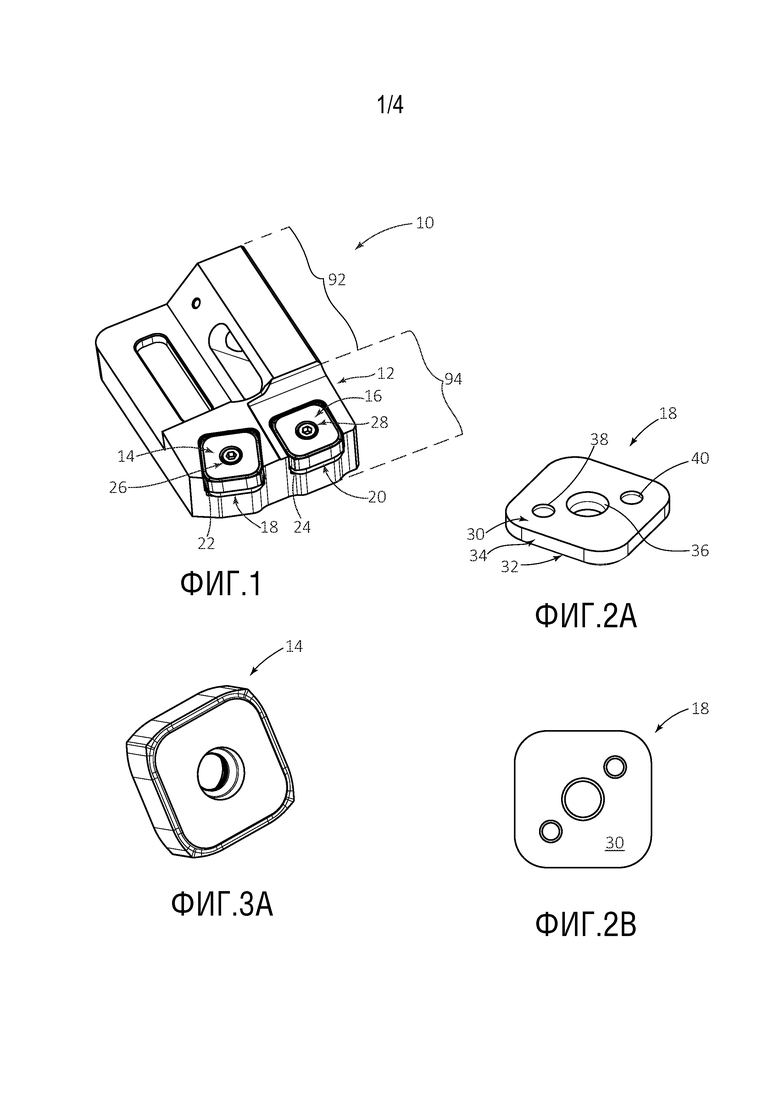
Фиг. 1 представляет собой вид в перспективе инструментального узла в соответствии с оригинальным аспектом настоящего изобретения;
Фиг. 2А представляет собой вид в перспективе прокладки в соответствии с отдельным оригинальным аспектом настоящего изобретения, которая также используется в инструментальном узле по Фиг. 1;
Фиг. 2B представляет собой вид в плане прокладки по Фиг. 2А;
Фиг. 3А представляет собой вид в перспективе пластины для бесцентрового точения заготовки в соответствии с оригинальным аспектом настоящего изобретения, которая также используется в инструментальном узле по Фиг. 1;
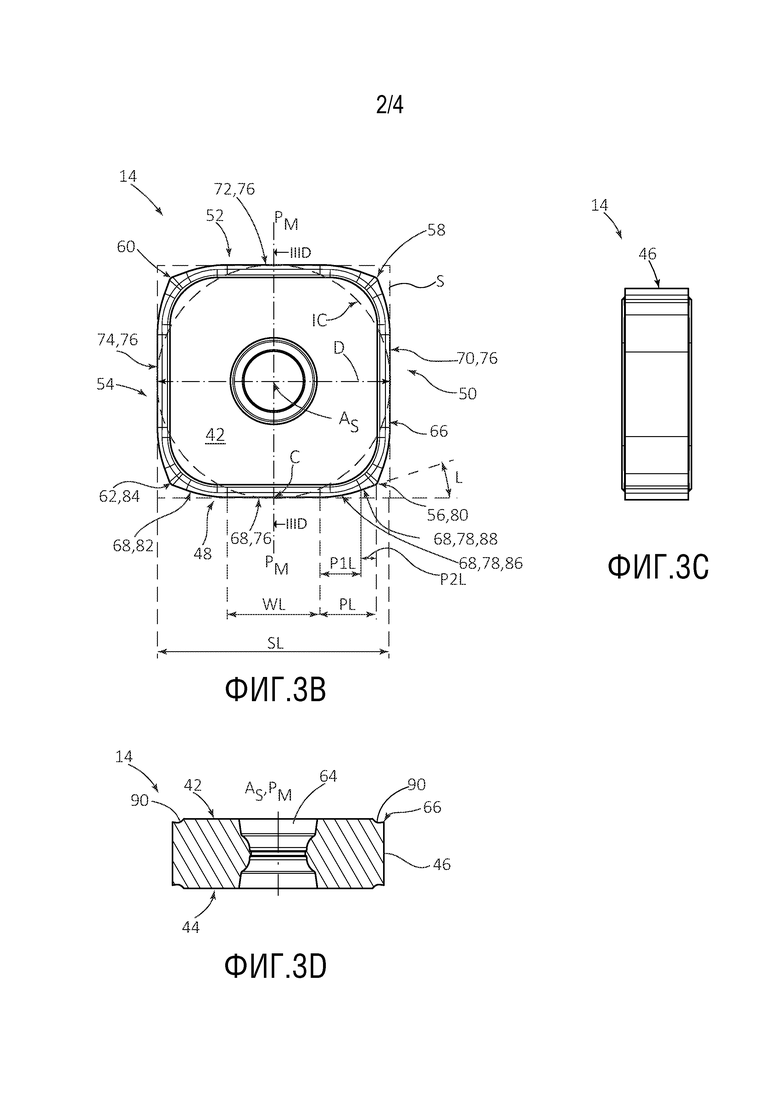
Фиг. 3B представляет собой вид в плане пластины по Фиг. 3А и показанный пунктиром воображаемый квадрат;
Фиг. 3С представляет собой вид сбоку пластины по Фиг. 3А;
Фиг. 3D представляет собой вид в разрезе, сделанном по линии IIID-IIID на Фиг. 3B;
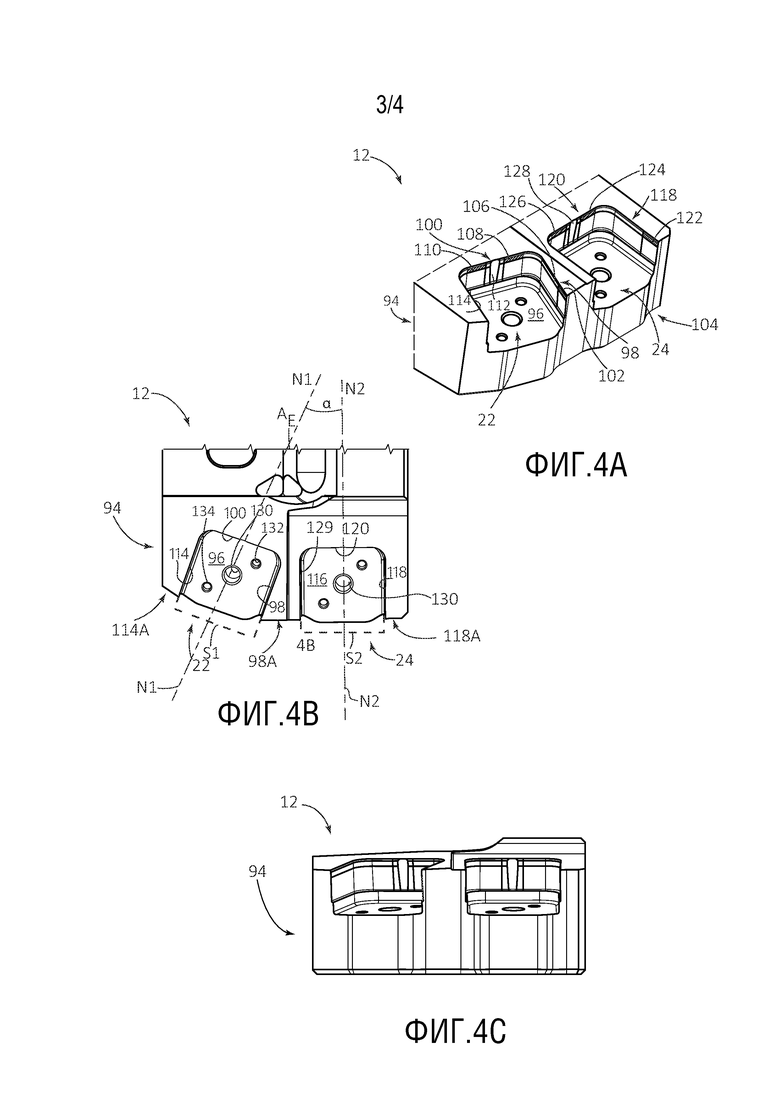
Фиг. 4А представляет собой вид в перспективе части держателя пластины в соответствии с оригинальным аспектом настоящего изобретения, который также используется в инструментальном узле по Фиг. 1, воображаемые штриховые линии используются для показа предполагаемых областей примыкания;
Фиг. 4B представляет собой вид в плане части держателя пластины по Фиг. 4А и показанные пунктиром воображаемые квадраты;
Фиг. 4С представляет собой вид сбоку пластины по Фиг. 4А;
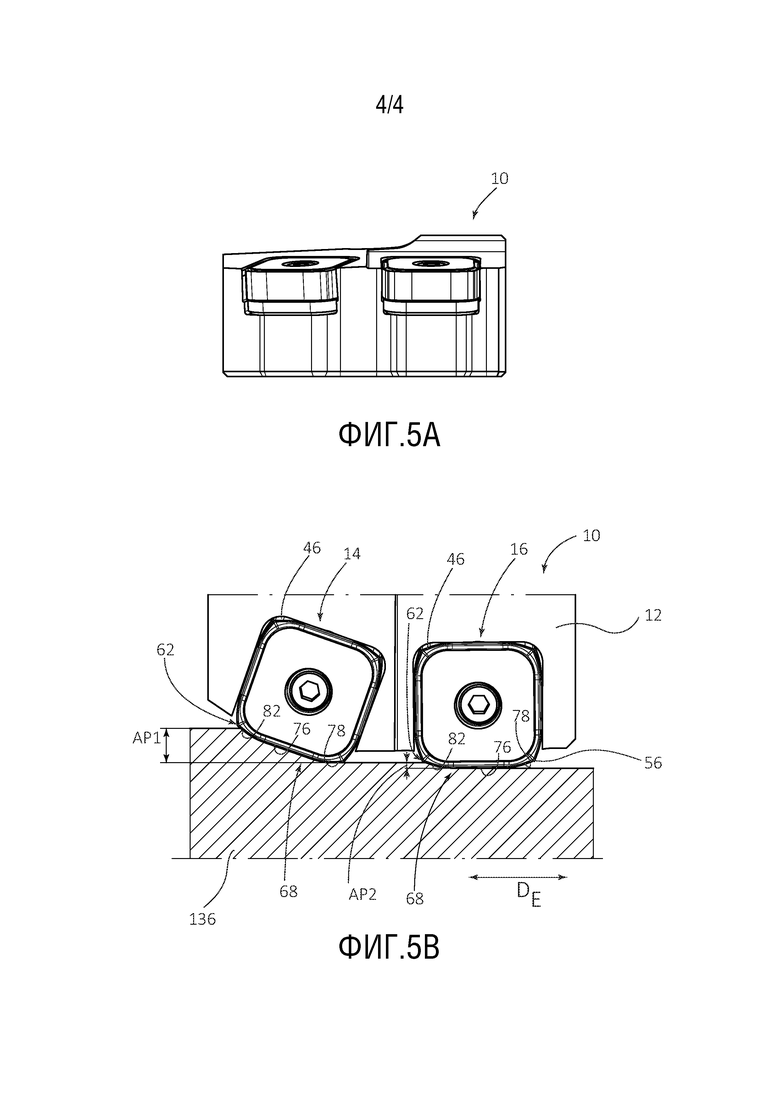
Фиг. 5А представляет собой вид в перспективе сбоку инструментального узла по Фиг. 1; и
Фиг. 5B представляет собой близкий к виду в плане вид (т.е. слегка неперпендикулярный к верхней поверхности держателя пластины, что будет пояснено ниже) части узла по Фиг. 5A, которая показана схематически при выполнении операции бесцентрового точения заготовки на обрабатываемой детали-заготовке.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0098] Со ссылкой на Фиг. 1 показан инструментальный узел 10 для бесцентрового точения заготовки. Узел 10 содержит держатель 12 пластины и две идентичные пластины 14, 16, которые в их соответствующих положениях и ориентациях в держателе 12 пластины функционируют как пластина 14 для черновой обработки и пластина 16 для чистовой обработки, идентичные первая и вторая прокладки 18, 20, соответственно, расположенные между пластиной 14 для черновой обработки и пластиной 16 для чистовой обработки, а также соответствующие первое и второе гнезда 22, 24 для пластин, в которых они установлены.
[0099] Пластина 14 для черновой обработки прикреплена к первому гнезду 22 для пластины винтом 26. Пластина 16 для чистовой обработки аналогичным образом прикреплена ко второму гнезду 22 для пластины другим винтом 28.
[00100] Со ссылкой также на Фиг. 2А, 2B, 3A и 4A из двух идентичных прокладок будет описана только первая прокладка 18.
[00101] Первая прокладка 18 изготовлена из цементированного карбида и имеет плоскую (или, альтернативно, пластинчатую) форму. Более точно, первая прокладка 18 содержит противоположные первую и вторую стороны 30, 32 прокладки и периферийную кромку 34 прокладки.
[00102] Первая прокладка 18 образована с расположенным по центру винтовым отверстием и двумя винтовыми отверстиями 38, 40 для прокладки, отстоящими от расположенного по центру винтового отверстия.
[00103] Поскольку расположенное по центру винтовое отверстие 36 предназначено для винта 26 большего размера (из-за больших сил, действующих на пластину 14 для черновой обработки (или даже пластину 16 для чистовой обработки), оно имеет больший диаметр, чем каждое из упомянутых двух винтовых отверстий 38, 40 для прокладки.
[00104] При сборке два отдельных винта (не показаны) используются для крепления первой прокладки к первому и второму винтовым отверстиям 38, 40 для прокладки, образованным в первом гнезде 22 для пластины. Стандартные винты, однако, выбираются (конфигурируются) так, чтобы они были заподлицо или оставались ниже стороны первой прокладки, чтобы они не мешали устойчивому креплению пластины 14 черновой обработки.
[00105] Закрепив первую прокладку 18, впоследствии пластина 14 для черновой обработки может быть прикреплена к первому гнезду 22 для пластины с помощью винта 26.
[00106] Обратимся теперь к Фиг. 3A-3D, пластина 14 для черновой обработки будет описана более подробно (аналогично прокладкам, из двух идентичных пластин будет описана только одна пластина, пластина 14 для черновой обработки).
[00107] Пластина 14 для черновой обработки содержит первую переднюю поверхность 42, вторую поверхность 44 (в этом примере также являющуюся “второй передней поверхностью” 44, причем вид в плане не показан, поскольку вторая поверхность 44 идентична виду первой передней поверхности 42 на Фиг. 3B), периферийную поверхность 46 пластины, соединяющую первую переднюю поверхность 42 и вторую поверхность 44. Поскольку и первая передняя поверхность 42 и вторая поверхность 44 идентичны, будет подробно описана только первая передняя поверхность 42.
[00108] Из различных видов будет понятно, что периферийная поверхность 46 пластины проходит перпендикулярно как к первой передней поверхности 42, так и ко второй поверхности 44, и, следовательно, пластина 14 для черновой обработки является так называемой режущей пластиной с отрицательным углом.
[00109] Пластина 14 для черновой обработки содержит четыре идентичные стороны, только одна из которых будет описана подробно.
[00110] Для уточнения можно считать, что периферийная поверхность 46 пластины содержит первую, вторую, третью и четвертую периферийные вспомогательные поверхности 48, 50, 52, 54 и первый, второй, третий и четвертый углы 56, 58, 60, 62, соединяющие первую, вторую, третью и четвертую периферийные вспомогательные поверхности 48, 50, 52, 54.
[00111] Пластина 14 для черновой обработки содержит винтовое отверстие 64, проходящее через центры первой передней поверхности 42 и второй поверхности 44. Как упоминалось выше, такая пластина для бесцентрового точения может быть цельной пластиной (т.е. не иметь винтового отверстия), если желателен другой способ с зажимом.
[00112] Первая режущая кромка 66 проходит вдоль пересечения периферийной поверхности 46 пластины и первой передней поверхности 42. В этом предпочтительном примере первая режущая кромка 66 проходит вдоль всей периферийной поверхности 46 пластины.
[00113] Более точно, первая режущая кромка 66 содержит первую подрезающую кромку 68, примыкающую к первой периферийной вспомогательной поверхности 48, вторую подрезающую кромку 70, примыкающую ко второй периферийной вспомогательной поверхности 50, третью подрезающую кромку 72, примыкающую к третьей периферийной вспомогательной поверхности 52 и четвертую подрезающую кромку 74, примыкающую к четвертой периферийной вспомогательной поверхности 54.
[00114] Поскольку пластина 14 для черновой обработки имеет возможность четырехгранной (90°) индексации, будет подробно описана только первая подрезающая кромка 68.
[00115] На виде в плане первой передней поверхности 42 (т.е. на Фиг. 3B), первая подрезающая кромка 68 содержит расположенную по центру прямую зачищающую вспомогательную кромку 76, первую вспомогательную кромку 78 бесцентрового точения, соединяющуюся на одной ее стороне с первым углом 56 (или, точнее, с кромкой 80 первого угла, образованной на пересечении первого угла 56 и первой передней поверхности 42), и вторую вспомогательную кромку 82 бесцентрового точения, соединяющуюся на другой ее стороне со вторым углом 62 (или, точнее, с кромкой 84 второго угла).
[00116] Первая вспомогательная кромка 78 бесцентрового точения, учитывая, что все вспомогательные кромки бесцентрового точения являются идентичными, содержит первичную вспомогательную кромку 86, соединенную с упомянутой зачищающей вспомогательной кромкой 76, и вторичную вспомогательную кромку 88, соединенную с первым углом 56 (или, точнее, с кромкой 80 первого угла).
[00117] Предпочтительно, чтобы первичная вспомогательная кромка 86 была более изогнутой (на виде в плане, показанном на Фиг. 3), чем вторичная вспомогательная кромка 88 (которая в этом предпочтительном примере является прямой).
[00118] Как показано на Фиг. 3B, как первая, так и вторая вспомогательные кромки бесцентрового точения являются зеркально-симметричными относительно центра C зачищающей вспомогательной кромки 76, которая делится пополам плоскостью PM (которая проходит через центр пластины и, более точно, через центры зачищающих вспомогательных кромок, принадлежащих подрезающим кромкам 72, 76, находящимся на противоположных сторонах первой передней поверхности 42).
[00119] Примечательно, что ось AS пластины, которая также служит осью винтового отверстия, проходит через центр винтового отверстия 64 и лежит в плоскости PM.
[00120] Пластина 14 для черновой обработки обладает вращательной симметрией на 90° относительно оси AS пластины на первой передней поверхности 42, а также на второй передней поверхности 44. Таким образом, на каждой стороне, пластина 14 для черновой обработки обладает возможностью четырехгранной вращательной индексации относительно оси AS винтового отверстия.
[00121] Возвращаясь к первой режущей кромке 66, предпочтительно, чтобы все режущие кромки располагались рядом со структурой-стружколомом, такой как канавка 90, которая в этом предпочтительном примере проходит рядом со всей режущей кромкой 66.
[00122] Как видно на Фиг. 3B, каждая из зачищающих вспомогательных кромок 76 определяет воображаемый квадрат S, т.е. все упомянутые четыре зачищающие кромки лежат на разных сторонах воображаемого квадрата.
[00123] Для полноты картины, в частности, аналогичный воображаемый квадрат (не показан) будет представлен не только зачищающими вспомогательными кромками на первой передней поверхности, но также и на идентичном виде (не показан) второй поверхности, и действительно, части периферийной поверхности пластины между зачищающими вспомогательными кромками на первой передней поверхности и второй поверхности также будут попадать в пределы плоскостей, соединяющих два воображаемых квадрата. Таким образом, восемь зачищающих вспомогательных кромок (по четыре, связанных с каждой передней поверхностью) считаются имеющими отрицательную (или по меньшей мере нейтральную) геометрию.
[00124] Кроме того, первая режущая кромка 66, или, точнее, ее зачищающие вспомогательные кромки 76, определяют вписанную окружность IC, имеющую диаметр D. Диаметр D в этом предпочтительном примере составляет около 35 мм.
[00125] Диаметр D также равняется по длине длине SL стороны пластины воображаемого квадрата S.
[00126] Примечательно, что длина WL зачистки больше, чем длина PL бесцентрового точения.
[00127] Длина WL зачистки в этом предпочтительном примере составляет около 14 мм.
[00128] Длина PL бесцентрового точения в этом предпочтительном примере составляет около 8 мм.
[00129] Следует также отметить, что в предпочтительном варианте осуществления длина SL стороны пластины все еще больше, чем даже сумма длины WL зачистки и удвоенной длины PL бесцентрового точения.
[00130] Аналогично, первичная длина P1L, связанная с первичной вспомогательной кромкой 86, предпочтительно длиннее, чем вторичная длина P2L, связанная со вторичной вспомогательной кромкой 88.
[00131] Первичная длина P1L в этом предпочтительном примере составляет около 6 мм.
[00132] Вторичная длина P2L в этом предпочтительном примере составляет около 2 мм.
[00133] Обратимся теперь к Фиг. 1, держатель 12 пластины содержит хвостовик 92 и режущую часть 94.
[00134] Режущая часть 94 будет описана более подробно со ссылкой на Фиг. 4A - 4C.
[00135] Как упоминалось выше, в предпочтительном варианте осуществления режущая часть 94 содержит первое и второе гнезда 22, 24 для пластин, открывающиеся в одном направлении.
[00136] Первое гнездо 22 для пластины содержит базовую поверхность 96 гнезда и прилегающие по окружности первую и вторую боковые поверхности 98, 100 гнезда, проходящие от базовой поверхности 96 гнезда. На виде в плане (на Фиг. 4B) базовой поверхности 96 гнезда, первая и вторая боковые поверхности 98, 100 гнезда определяют две прилегающие по окружности стороны первого воображаемого квадрата S1.
[00137] Все опорные поверхности гнезда (схематично показанные на Фиг. 4А штриховкой) первого гнезда 22 для пластины образованы на первой и второй боковых поверхностях 98, 100 гнезда.
[00138] В частности, первая боковая поверхность 98 гнезда содержит первую опорную поверхность 102 гнезда, которая в этом предпочтительном варианте осуществления примыкает к переднему концу 104 держателя 12 пластины. Несмотря на то, что это трудно разглядеть, прилегающая область 106 первой боковой поверхности 98 гнезда немного углублена назад от первой опорной поверхности 102 гнезда, чтобы обеспечить контакт пластины 14 для черновой обработки с предполагаемой зоной упора, то есть с первой опорной поверхностью 102 гнезда.
[00139] Дополнительно, вторая боковая поверхность 100 гнезда, которая является самой дальней боковой поверхностью гнезда от переднего конца 104, содержит вторую опорную поверхность 108 гнезда и третью опорную поверхность 110 гнезда, которые разделены разгрузочной выемкой 112.
[00140] Первое гнездо 22 для пластины дополнительно содержит третью боковую поверхность 114 гнезда, которая в этом неограничивающем варианте осуществления предназначена не для того, чтобы входить в контакт с пластиной 14 для черновой обработки.
[00141] Таким образом, в показанном предпочтительном расположении пластина 14 для черновой обработки контактирует только с базовой поверхностью 96 гнезда (или, точнее, в этом варианте осуществления, который содержит прокладки, первой прокладкой 18, которая, в свою очередь, контактирует с базовой поверхностью 96 гнезда) и только с первой, второй и третьей опорными поверхностями 102, 108, 110 гнезда.
[00142] Следует понимать, что возможно, что другое расположение упора могло бы, предположительно, включать в себя опорную поверхность на третьей боковой поверхности 114 гнезда.
[00143] Второе гнездо 24 для пластины главным образом идентично первому гнезду 22 для пластины и, следовательно, оно будет описан только кратко.
[00144] Второе гнездо 24 для пластины содержит базовую поверхность 116 гнезда, прилегающие по окружности первую и вторую боковые поверхности 118, 120 гнезда, которые определяют две стороны второго воображаемого квадрата S2. На виде в плане режущей части 94 держателя пластины (Фиг. 4B) базовая поверхность 116 гнезда второго гнезда 24 для пластины и базовая поверхность 96 гнезда первого гнезда 22 для пластины обращены в одном направлении. Однако на виде в плане угловая ориентация первого гнезда 22 отличается от угловой ориентации второго гнезда 24. Следовательно, воображаемые квадраты S1, S2 двух гнезд 22, 24 являются, соответственно, повернутыми относительно друг друга на упомянутом виде в плане, причем такое вращение происходит вокруг центра соответствующего воображаемого квадрата S1 или S2.
[00145] Все опорные поверхности гнезда (схематично показанные на Фиг. 4А штриховкой) второго гнезда 24 для пластины образованы на первой и второй боковых поверхностях 118, 120 гнезда.
[00146] В частности, первая боковая поверхность 118 гнезда содержит первую опорную поверхность 122 гнезда. Вторая боковая поверхность 120 гнезда содержит вторую опорную поверхность 124 гнезда и третью опорную поверхность 126 гнезда, которые разделены разгрузочной выемкой 128.
[00147] Второе гнездо 24 для пластины дополнительно содержит третью боковую поверхность 129 гнезда, которая в этом неограничивающем варианте осуществления предназначена не для того, чтобы входить в контакт с пластиной 16 для чистовой обработки.
[00148] Таким образом, в показанном предпочтительном расположении пластина 16 для чистовой обработки контактирует только с базовой поверхностью 116 гнезда (или, точнее, в этом варианте осуществления, который содержит прокладки, второй прокладкой 20, которая, в свою очередь, контактирует с базовой поверхностью 116 гнезда) и только с первой, второй и третьей опорными поверхностями 122, 124, 126 гнезда.
[00149] Соответствуя первой прокладке 18, базовая поверхность 96 гнезда собственно первого гнезда 22 для пластины образована с расположенным по центру винтовым отверстием 130 с резьбой и двумя винтовыми отверстиями 132, 134 с резьбой для прокладки, отстоящими от расположенного по центру винтового отверстия 130 (с соответствующей конструкцией, образованной во втором гнезде 24 для пластины).
[00150] Третья боковая поверхность 114 гнезда или, точнее, первая стенка 114А гнезда, которая содержит эту третью боковую поверхность 114 гнезда, первого гнезда 22 для пластины не используется для упора и, следовательно, существенной не является. Тем не менее, она может обеспечивать защитную функцию, которая описана выше.
[00151] Для полноты вторая стенка 98А разделяет первое и второе гнезда 22, 24 для пластин и содержит первую боковую поверхность 98 гнезда собственно первого гнезда 22 для пластины и на противоположной стороне третью боковую поверхность 129 гнезда собственно второго гнезда 24 для пластины.
[00152] Дополнительно, третья стенка 118А содержит первую боковую поверхность 118 гнезда собственно второго гнезда 24 для пластины.
[00153] Что касается поворотного положения первого и второго гнезд 22, 24 для пластин, следует отметить, что вторая и третья опорные поверхности 124, 126 второго гнезда 24 для пластины (и вторая боковая поверхность 120 гнезда, на которой они образованы) главным образом перпендикулярны продольному направлению (определяемому продольной осью AE) держателя 12 пластины.
[00154] Для определения углового поворота гнезд альтернативным образом, на виде в плане режущей части 94 держателя 12 пластины (Фиг. 4B), первое гнездо 22 для пластины имеет первую нормаль N1, которая перпендикулярна второй боковой поверхности 100 гнезда этой пластины (и, более точно, перпендикулярна его второй опорной поверхности 108 гнезда и третьей опорной поверхности 110 гнезда) и делит пополам первый воображаемый квадрат S1. Между тем, второе гнездо 24 для пластины имеет вторую нормаль N2, которая перпендикулярна второй боковой поверхности 120 гнезда этой пластины (и, более точно, перпендикулярна его второй опорной поверхности 124 гнезда и третьей опорной поверхности 126 гнезда) и делит пополам второй воображаемый квадрат S2. Первая нормаль N1 и вторая нормаль N2 образуют острый угол α. В некоторых вариантах осуществления угол α составляет от 30° до 50° (т.е. 30° ≤ α ≤ 50°), и предпочтительно: 35° ≤ α ≤ 45°. Вторая нормаль N2 может быть параллельна продольной оси AE держателя 12 пластины.
[00155] Со ссылкой на Фиг. 5B будет описана работа инструментального узла 10 для бесцентрового точения заготовки на заготовке 136, имеющей продольное направление DE. На этой фигуру одну режущую пластину устанавливают в посадочное место в каждом гнезде для пластины, при этом рабочая подрезающая кромка этой пластины (в данном примере подрезающая кромка 68) входит во взаимодействие с заготовкой 136.
[00156] Как отмечено выше, пластины 14, 16 для черновой и чистовой обработок являются пластинами с отрицательным передним углом, и поэтому предпочтительно, чтобы держатель 12 пластины обеспечивал разгрузку с обратной ориентацией, что видно по тому факту, что периферийные поверхности 46 пластины являются слегка видимыми.
[00157] Пластина 14 для черновой обработки ориентирована для обеспечения функции черновой обработки (удаления большого количества материала) таким образом, чтобы вся первая рабочая подрезающая кромка 68 (т.е. зачищающая вспомогательная кромка 76 и обе первая и вторая вспомогательные кромки 78, 82 бесцентрового точения входят во взаимодействие с заготовкой 136 для снятия с нее материала с глубиной AP1 резания.
[00158] Следует понимать, что глубина AP1 резания очень велика и, безусловно, может быть уменьшена за счет меньшего взаимодействия второй вспомогательной кромки 82 бесцентрового точения с обрабатываемой деталью, если усилия на пластине 14 для черновой обработки слишком велики в конкретном применении.
[00159] Однако второй угол 62 не входит во взаимодействие из-за его острой и, следовательно, относительно хрупкой конструкции.
[00160] Тем не менее, следует понимать, что при последующем индексировании пластины 14 для черновой обработки используется практически вся ее режущая кромка.
[00161] Аналогично, пластина 16 для чистовой обработки ориентирована для снятия меньшего количества материала (учитывая относительно значительно меньшую глубину AP2 резания по сравнению с глубиной AP1 резания) и обеспечивает функцию чистовой обработки только с одной вспомогательной кромкой бесцентрового точения (второй вспомогательной кромкой 82 бесцентрового точения) и зачищающей вспомогательной кромкой 76, взаимодействующими с заготовкой 136.
[00162] Опять же, не задействуется второй угол 62 и, конечно же, не первый угол 56.
[00163] Примечательно, что зачищающая вспомогательная кромка 76 пластины 16 для чистовой обработки, по существу, параллельна продольному направлению DE заготовки и, следовательно, обеспечивает не только функцию зачистки, но и стабилизирующую функцию, что описано выше.
[00164] Приведенное выше описание включает в себя примерный вариант осуществления и не исключает варианты осуществления, не приведенные в качестве примеров, и подробности из объема формулы изобретения в настоящей заявке.
Группа изобретений относится к пластине для бесцентрового точения заготовки, держателю пластины и содержащему их инструментальному узлу. Двусторонняя квадратная пластина для бесцентрового точения заготовки и держатель пластины, выполненный с гнездами для удержания двух таких квадратных пластин. Каждая пластина имеет четыре периферийных вспомогательных поверхности и угла. Между смежными углами каждой пары находится режущая кромка, которая включает в себя прямую зачищающую вспомогательную кромку и две по меньшей мере частично изогнутые вспомогательные кромки бесцентрового точения, соответственно расположенные на противоположных сторонах зачищающей вспомогательной кромки. Углы упомянутой пластины размещены по направлению внутрь относительно воображаемого квадрата, образованного вспомогательными кромками. Обеспечивается улучшение пластины для бесцентрового точения заготовки и держателя пластины для нее. 3 н. и 17 з.п. ф-лы, 12 ил.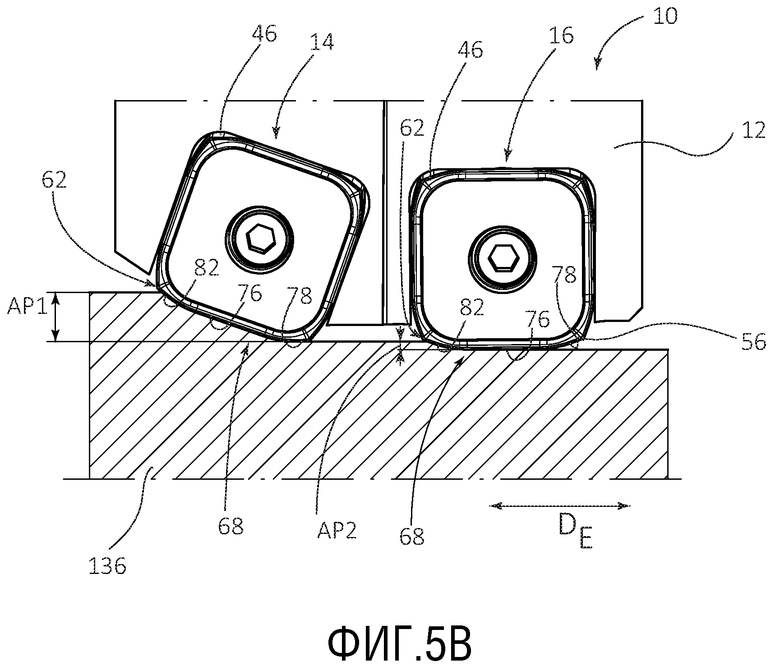
1. Двусторонняя квадратная пластина (14, 16) для бесцентрового точения заготовки, содержащая:
первую переднюю поверхность (42) и расположенную напротив нее вторую поверхность (44);
ось (As) пластины, проходящую через центры как первой передней поверхности (42), так и второй поверхности (44);
периферийную поверхность (46) пластины, соединяющую первую переднюю поверхность (42) и вторую поверхность (44), причем периферийная поверхность (46) пластины содержит первую, вторую, третью и четвертую периферийные вспомогательные поверхности (48, 50, 52, 54), а также первый, второй, третий и четвертый углы (56, 58, 60, 62), соединяющие смежные периферийные вспомогательные поверхности (48, 50, 52, 54); и
первую режущую кромку (66), проходящую вдоль пересечения периферийной поверхности (46) пластины и первой передней поверхности (42), причем первая режущая кромка (66) содержит подрезающую кромку (68) между каждой парой смежных углов (56, 58, 60, 62);
вторую режущую кромку, проходящую вдоль пересечения периферийной поверхности (46) пластины и второй поверхности (44);
при этом на виде в плане первой передней поверхности (42) каждая подрезающая кромка (68) содержит:
расположенную по центру прямую зачищающую вспомогательную кромку (76); и
первую и вторую вспомогательные кромки (78, 82) бесцентрового точения, расположенные на противоположных сторонах зачищающей вспомогательной кромки (76);
причем первая вспомогательная кромка (78) бесцентрового точения по меньшей мере частично изогнута и соединяет зачищающую вспомогательную кромку (76) с первой угловой кромкой (80) первого угла (56) одной из упомянутых пар смежных углов (56, 58, 60, 62);
вторая вспомогательная кромка (82) бесцентрового точения является по меньшей мере частично изогнутой и соединяет зачищающую вспомогательную кромку (76) со второй угловой кромкой (84) второго угла (62) той же пары смежных углов (56, 62), что и первый угол (56);
каждая из упомянутых первой и второй вспомогательных кромок (78, 82) бесцентрового точения содержит первичную вспомогательную кромку (86), соединенную с упомянутой зачищающей вспомогательной кромкой (76), и вторичную вспомогательную кромку (88), соединенную на одной своей стороне с первичной вспомогательной кромкой (86), а на другой своей стороне с упомянутым углом (56, 62); на упомянутом виде в плане первой передней поверхности (42):
расположенные по центру прямые зачищающие вспомогательные кромки (76) образуют воображаемый квадрат (S), ограничивающий упомянутую пластину (14, 16);
первый, второй, третий и четвертый углы (56, 58, 60, 62) отстоят от упомянутого воображаемого квадрата (S) внутрь;
стороны воображаемого квадрата (S) имеют длину SL стороны пластины; и
зачищающая вспомогательная кромка (7 6) имеет длину WL зачистки;
отличающаяся тем, что
на упомянутом виде в плане первичная вспомогательная кромка (86) более изогнута, чем вторичная вспомогательная кромка (88); и
пластина (14, 16) для бесцентрового точения заготовки выполнена квадратной.
2. Квадратная пластина (14, 16) для бесцентрового точения заготовки по п. 1, в которой вторая режущая кромка содержит подрезающую кромку (68, 70, 72, 74) между каждой парой смежных углов (56, 58, 60, 62); при этом на виде в плане второй поверхности (44) каждая подрезающая кромка (68, 70, 72, 74) содержит: расположенную по центру прямую зачищающую вспомогательную кромку (76); и первую и вторую вспомогательные кромки (78, 82) бесцентрового точения, расположенные на противоположных сторонах зачищающей вспомогательной кромки (76); причем первая вспомогательная кромка (78) бесцентрового точения по меньшей мере частично изогнута и соединяет зачищающую вспомогательную кромку (76) с первой угловой кромкой (80) первого угла (56)одной из упомянутых пар смежных углов; и вторая вспомогательная кромка (84) бесцентрового точения является по меньшей мере частично изогнутой второй вспомогательной кромкой бесцентрового точения, соединяющей зачищающую вспомогательную кромку (76) со второй угловой кромкой (84) второго угла (62) из той же пары смежных углов, что и первый угол (56).
3. Квадратная пластина (14, 16) для бесцентрового точения заготовки по п. 1 или 2, в которой периферийная поверхность (46) пластины проходит перпендикулярно как к первой передней поверхности (42), так и ко второй поверхности (44).
4. Квадратная пластина (14, 16) для бесцентрового точения заготовки по любому из пп. 1-3, в которой на упомянутом виде в плане вторичная вспомогательная кромка (88) является прямой.
5. Квадратная пластина (14, 16) для бесцентрового точения заготовки по любому из пп. 1-4, которая удовлетворяет следующему условию: WL/SL<0,6.
6. Квадратная пластина для бесцентрового точения заготовки по п. 5, которая удовлетворяет следующему условию: WL/SL>0,20.
7. Квадратная пластина (14, 16) для бесцентрового точения заготовки по любому из пп. 1-6, в которой каждый угол (56, 58, 60 62) имеет радиус закругления, меньший, чем любая из упомянутых первой и второй вспомогательных кромок (78, 82) бесцентрового точения.
8. Квадратная пластина (14, 16) для бесцентрового точения заготовки по любому из пп. 1-7, в которой каждый угол (56, 58, 60, 62) имеет радиус закругления, меньший, чем любая из упомянутых первичных вспомогательных кромок (86).
9. Квадратная пластина (14, 16) для бесцентрового точения заготовки по любому из пп. 1-8, в которой: длина каждой вспомогательной кромки (78, 82) бесцентрового точения в направлении, параллельном связанной одной из сторон упомянутого воображаемого квадрата (S), определяет длину PL бесцентрового точения; и упомянутая пластина (14, 16) удовлетворяет следующему условию: PL/SL<0,3.
10. Квадратная пластина (14, 16) для бесцентрового точения заготовки по любому из пп. 1-9, в которой длина каждой вспомогательной кромки бесцентрового точения в направлении, параллельном связанной одной из сторон упомянутого воображаемого квадрата, определяет длину PL бесцентрового точения, первичная вспомогательная кромка имеет первичную длину P1L, вторичная вспомогательная кромка имеет вторичную длину P2L, и первичная длина и вторичная длина удовлетворяют условию P2L/P1L<0,50.
11. Квадратная пластина (14, 16) для бесцентрового точения заготовки по любому из пп. 1-10, в которой угол К в плане, образованный между прямой зачищающей вспомогательной кромкой (76) и вторичной вспомогательной кромкой (88) удовлетворяет условию: 15°<К<25°.
12. Квадратная пластина (14, 16) для бесцентрового точения заготовки по п. 11, в которой угол К в плане удовлетворяет условию: 18°<К<22°.
13. Держатель (12) пластин для бесцентрового точения заготовки, содержащий: хвостовик (92) и режущую часть (94); причем режущая часть (94) содержит первое и второе гнезда (22, 24) для пластин, открытые в одном направлении; каждое из первого и второго гнезд (22, 24) для пластин содержит базовую поверхность (96, 116) гнезда и первую и вторую боковые поверхности (98, 100, 118, 120) гнезда, проходящие от базовой поверхности (96) гнезда; отличающийся тем, что на виде в плане базовой поверхности (96) каждого соответствующего гнезда: первая и вторая боковые поверхности (98, 100) гнезда образуют две стороны воображаемого квадрата (S, S1, S2); и воображаемый квадрат (S1) упомянутой базовой поверхности (96) каждого гнезда повернут относительно воображаемого квадрата (S2) базовой поверхности другого гнезда.
14. Держатель (12) пластины для бесцентрового точения заготовки по п. 13, в котором первая и вторая боковые поверхности гнезда каждого гнезда для пластины примыкают друг к другу по окружности и проходят вдоль смежных сторон воображаемого квадрата.
15. Держатель (12) пластины для бесцентрового точения заготовки по п. 13 или 14, в котором первое гнездо (22) для пластины содержит третью боковую поверхность (110) гнезда, проходящую от базовой поверхности (96) гнезда, при этом на виде в плане базовой поверхности (96) гнезда первого гнезда (22) для пластины третья боковая поверхность (114) гнезда образует сторону упомянутого воображаемого квадрата (S1) первого гнезда (22) для пластины; и второе гнездо (24) для пластины содержит третью боковую поверхность (129) гнезда, проходящую от базовой поверхности (116) гнезда; при этом на виде в плане базовой поверхности (116) гнезда второго гнезда (24) для пластины третья боковая поверхность (129) гнезда образует сторону упомянутого воображаемого квадрата (S2) второго гнезда (24) для пластины.
16. Держатель (12) пластины для бесцентрового точения заготовки по любому из пп. 13-15, в котором по меньшей мере одна из базовых поверхностей (96, 116) гнезд образована с расположенным по центру винтовым отверстием (130) и двумя винтовыми отверстиями (132, 134) для прокладки, отстоящими от расположенного по центру винтового отверстия (130).
17. Держатель (12) пластины для бесцентрового точения заготовки по любому из пп. 13-16, в котором одна из первой и второй боковых поверхностей (118, 120) гнезда второго гнезда (24) для пластины параллельна продольному направлению DE упомянутого держателя (12) пластины.
18. Инструментальный узел для бесцентрового точения заготовки, содержащий держатель пластины для бесцентрового точения заготовки по любому из пп. 13-17, и первую и вторую пластины по любому из пп. 1-12, которые установлены соответственно в первом и втором гнездах для пластин упомянутого держателя пластины, причем первая пластина имеет первую рабочую вспомогательную режущую кромку, а вторая пластина имеет вторую рабочую вспомогательную режущую кромку.
19. Инструментальный узел для бесцентрового точения заготовки по п. 18, который контактирует с обрабатываемой деталью-заготовкой, имеющей продольное направление (DE), при этом: первая и вторая пластины контактируют с обрабатываемой деталью-заготовкой; причем первая пластина ориентирована так, что зачищающая вспомогательная кромка и по меньшей мере одна вспомогательная кромка бесцентрового точения первой рабочей подрезающей кромки контактируют с обрабатываемой деталью-заготовкой; вторая пластина ориентирована так, что по меньшей мере зачищающая вспомогательная кромка второй рабочей подрезающей кромки контактирует с обрабатываемой деталью-заготовкой; и зачищающая вспомогательная кромка второй рабочей подрезающей кромки параллельна продольному направлению обрабатываемой детали-заготовки.
20. Инструментальный узел для бесцентрового точения заготовки по п. 19, в котором обе вспомогательные кромки бесцентрового точения первой рабочей подрезающей кромки контактируют с обрабатываемой деталью-заготовкой.
| US 20190054542 A1, 21.02.2019 | |||
| РЕЖУЩАЯ ПЛАСТИНА | 2008 |
|
RU2454302C2 |
| ПЛАСТИНА ДЛЯ ТОКАРНОЙ ОБРАБОТКИ МЕТАЛЛА РЕЗАНИЕМ И ТОКАРНЫЙ ИНСТРУМЕНТ | 2014 |
|
RU2664348C2 |
| WO 1995000272 A1, 05.01.1995 | |||
| УСТРОЙСТВО И СПОСОБ ДЛЯ НАМОТКИ ПОЛОСЫ С ИЗМЕНЯЮЩЕЙСЯ ТОЛЩИНОЙ ПОЛОСЫ, В ЧАСТНОСТИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2010 |
|
RU2483819C2 |

