Изобретение относится к области водородной энергетики, органической химии и катализа, в частности к разработке составов химических систем, способных циклично аккумулировать и высвобождать водород в каталитических процессах гидрирования-дегидрирования, и представляет собой смесь моно-, би- и трициклических ароматических соединений, которые могут быть использованы в качестве аккумуляторов водорода для энергетических установок в промышленных масштабах, для автономных энергетических систем, включая наземные, водные и воздушные транспортные средства, стационарных объектов наземного и космического базирования, других устройств, оснащенных водородными двигателями, а также при создании жидких органических носителей водорода (ЖОНВ).
Использование технологии ЖОНВ является одним из вариантов решения одной из основных проблем применения водорода как энергоносителя - проблемы хранения водорода. Технология ЖОНВ обеспечивает безопасное хранение водорода в жидких носителях благодаря химическому связыванию водорода с органическими молекулами (гидрированию) с возможностью дальнейшего высвобождения посредством дегидрирования. ЖОНВ могут храниться в течение длительного времени аналогично традиционным жидким топливам и транспортироваться в необходимых количествах на любые расстояния с помощью существующих технологий транспорта жидких топлив (трубопроводы, судовые и грузовые средства).
Известно, что разработка технологий углеводородных ЖОНВ практически реализуется зарубежными компаниями Chiyoda, Mitsubishi Corporation, Mitsui & Co., Ltd. и Nippon Yusen Kabushiki Kaisha. В частности Chiyoda совместно с корпорацией ENEOS реализуют проект по транспорту водорода, произведенного в Брунее, с помощью пары метилциклогексан/толуол [1, 2].
Способ получения ЖОНВ по указанному источнику включал гидрирование при 100°С и 1-5 МПа и дегидрирование при 350°С и 0,3 МПа. Массовая емкость хранения водорода с помощью пары метилциклогексан/толуол достигала 6,2%.
Недостатком известного жидкого органического носителя водорода, полученного описанным способом, является протекание деалкилирования с образованием побочных продуктов в повторяющихся циклах запасания-высвобождения водорода [3].
Немецкая компания Hydrogenious LOHC Maritime AS планирует воплотить в реальность запатентованную технологию ЖОНВ на базе пары пергидробензилтолуол/бензилтолуола в промышленных масштабах совместно с акционером и поставщиком «зеленого» водорода Covestro Deutschland AG с предоставлением магистрального локомотива компании Siemens Mobility для демонстрации осуществимости данной концепции и тестирования технологии [4-10].
Преимуществами указанной пары соединений в качестве ЖОНВ являются высокая емкость по водороду (6,2% масс.), хорошие низкотемпературные свойства (температура плавления -30°С) относительно низкая вязкость вещества (465,9 мм2/с) при стандартных условиях и достаточно высокая температура кипения (270°С), что выгодно характеризует пожароопасность и потери при обращении.
Недостатком известного жидкого органического носителя водорода, полученного описанным способом, является необходимость создания крупнотоннажного производства ЖОНВ для его широкого применения, а также необходимость разработки способа подавления побочных реакций деалкилирования при высвобождении водорода [11, 12].
Система декалин/нафталин также рассматривалась как потенциальный жидкий органический носитель водорода [13].
Основным преимуществом указанного ЖОНВ является высокая гравиметрическая емкость по водороду 7,3%.
Основным недостатком ЖОНВ по указанному источнику является твердое состояние носителя в дегидрированной форме при комнатной температуре, что ограничивает его транспортную способность (невозможность использования существующей инфраструктуры транспортировки и хранения нефтепродуктов ввиду агрегатного состояния дегидрированной формы) и определяет необходимость постоянного подогрева.
Известно применение в качестве ЖОНВ смеси углеводородов, полученных из фракции отходов производства стирола [14]. Фракция олигомеров стирола состояла преимущественно из ди-, три- и тетрамеров стирола; фракция остатков ректификации стирола в качестве основных компонентов содержала стирол, метилстиролы, полистирол и фенантрен.
Способ получения ЖОНВ по указанному источнику включал селективное гидрирование олигомеров стирола и кубовых остатков ректификационных смол (КОРС) в присутствии сульфидного Со6-PMo12S/Al2O3 или Co6-BMo12S/Al2O3 катализатора при давлении водорода 3,0-5,0 МПа, кратности циркуляции водорода 300-600 нл/л сырья, температуре 370-390°С и объемной скорости подачи сырья 0,5-2,0 ч-1.
Дегидрирование ЖОНВ, полученного на основе олигомеров стирола и КОРС, протекало с получением около 5,6% масс., водорода при температуре процесса 300-380°С в присутствии гетерогенного катализатора, состоящего из носителя Al2O3 и нанесенной на него Pt или Pd или Ni.
Недостатком известного жидкого носителя водорода, полученного описанным способом, является недостаточно высокая водородная емкость (5,6% масс.).
Наиболее близким по технической сущности и достигаемому результату является жидкий органический носитель водорода и способ его получения, описанные в патенте RU 2699629, опубл. 06.09.2019 г. Согласно патенту описан жидкий органический носитель водорода, состоящий из моно-, би- и трициклических ароматических, парафиновых и нафтеновых углеводородов, в котором суммарное содержание парафиновых и нафтеновых углеводородов не превышает 40% масс., а суммарное содержание моно-, би- и трициклических ароматических углеводородов не менее 60% масс., с температурными пределами выкипания фракции 160-360°С. Способ получения описанного ЖОНВ заключается в глубокой гидроочистке легкого газойля каталитического крекинга до остаточного содержания общей серы менее 10 ppm с последующим фракционированием или с последующей экстракцией ароматических соединений N-метилпирролидоном.
Недостатком известного технического решения является недостаточно высокая емкость по водороду (5,91 г Н2/100 г гидрированного ЖОНВ). Также к недостаткам известного технического решения следует отнести относительно широкий диапазон содержания общей серы в ЖОНВ - менее 10 ррм. Сернистые соединения, в частности тиофены, бензотиофены и дибензотиофены с различным числом заместителей, содержащиеся в сырье, являются токсичными соединениями и оказывают дезактивирующее воздействие на катализаторы гидрогенизационных процессов, поэтому содержание общей серы в топливах ограничивается различными нормативными документами, включая TP ТС 013/2011.
Задача изобретения заключается в разработке простого и экономичного способа получения жидкого органического носителя водорода с высокой водородной емкостью и высокой экологичностью за счет приемлемых эксплуатационных свойств ЖОНВ, в частности меньшего содержания общей серы в нем.
Поставленная задача решается тем, что предложен способ получения жидкого органического носителя водорода путем каталитической переработки нефтяного сырья с последующим фракционированием полученного продукта и выделением фракции жидкого органического носителя водорода, в котором в качестве нефтяного сырья используют фракцию каменноугольной смолы с температурой конца кипения 427°С, гидрирование которой проводят при температуре 390°С, давлении водорода 20 МПа, объемной скорости подачи сырья 0,5 ч-1 и кратности циркуляции водорода 2500 нм3/м3 сырья в присутствии NiW-Al2O3 катализатора, содержащего 15,5-16,5% масс., никеля и 30,0-33,0% масс., вольфрама, до остаточного содержания общей серы во фракции менее 3 мг/кг с последующим выделением путем ректификации фракции жидкого органического носителя водорода с температурами начала и конца кипения 166-192 и 237-252°С соответственно, и содержащего в гидрированной форме, % масс.:
при этом в составе нафтеновых углеводородов содержится алкилдекалинов не менее 43,5% масс., а гидрированная форма жидкого органического носителя водорода характеризуется температурой начала кристаллизации ниже -60°С.
Предлагаемое изобретение позволяет получать следующие технические результаты:
1) увеличение водородной емкости ЖОНВ - не менее 8,4%;
2) получение ЖОНВ с содержанием общей серы менее 3 мг/кг, что связано с улучшением экологической ситуации в целом;
3) предлагаемый способ является экономичным и экологичным, что связано с квалифицированной переработкой дешевой и доступной каменноугольной смолы, являющейся продуктом коксования, и вырабатываемой в значительных объемах, с одновременным получением ценного продукта - ЖОНВ.
Нижеследующие примеры иллюстрируют, но никоим образом не ограничивают предлагаемое изобретение.
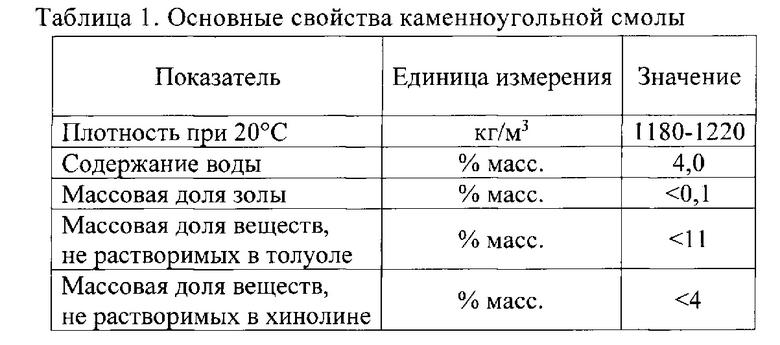
Для получения жидкого органического носителя водорода применяли каменноугольную смолу по ТУ 2453-203-00190437-2005, основные показатели качества которой приведены в Табл. 1.
Методы исследований, применяемые в предлагаемом изобретении
Определение плотности
Плотность при 20°С определяли с помощью цифрового плотномера «ВИП-2МР» (ООО «Термэкс», Томск, Россия) по ГОСТ Р 57037-2016 (идентичен ASTM D 4052-15). Калибровка плотномера проводилась по воздуху согласно методике производителя. Для каждой пробы проводили не менее двух параллельных измерений с точностью 0,01 г/см3. Отклонение индивидуальных значений от среднеарифметического, полученного по результатам параллельных измерений, не превышало 0,01 г/см3.
Определение массового содержания общей серы
Массовое содержание общей серы определяли на рентгенофлуоресцентном спектрометре Thermo ARL Perform'x Sequential XFR (Thermo Fisher Scientific, USA) no ASTM D 2622.
Определение кинематической вязкости
Кинематическую вязкость прозрачных жидких нефтепродуктов определяли с помощью капиллярных стеклянных вискозиметров типа ВПЖ-4 (диаметр капилляра 0,37 мм, ООО «ЭКРОСХИМ», Санкт-Петербург, Россия) в соответствии с ГОСТ-33-2016 (методика аналогична ISO 3104:1994 и ASTM D7042-16). Для каждой пробы проводили не менее двух параллельных измерений времени истечения образца с точностью 1 с. Отклонение индивидуальных значений от среднеарифметического, полученного по результатам параллельных измерений, не превышало 0,1 мм2/с. Поддержание необходимой температуры определения кинематической вязкости нефтепродуктов (20°С) осуществлялось термостатом «КРИО-ВИС-Т-05-01» (ООО «Термэкс», Томск, Россия), теплоноситель - этиловый спирт.Нестабильность поддержания установленной температуры в течение 1 часа не превышала ±0,02°С.
Определение температуры начала кристаллизации
Температура начала кристаллизации определяли на лабораторном автоматическом аппарате «Линтел Кристалл-20Э» (АО БСКБ «Нефтехимавтоматика», Уфа, Россия) согласно ГОСТ 5066-91 (аналогичен ISO 3013-74). Для каждой пробы проводили не менее двух параллельных измерений с точностью 1°С. Отклонение индивидуальных значений от среднеарифметического, полученного по результатам параллельных измерений, не превышало ±1°С.
Определение массового содержания ароматических углеводородов Определение массовой доли ароматических углеводородов по группам моно-, би- и трициклических ароматических углеводородов осуществлялось методом ВЭЖХ с детектированием по коэффициенту рефракции. Хроматографирование проводили в изократическом режиме с использованием хроматографа Knauer d-14163 (Knauer, Германия). В качестве элюента использовали н-гептан (ч.д.а., Компонент-реактив, Москва, Россия). Разделение компонентов проводили на колонке Диасфер 80 Амин (4×250 мм, 5 мкм, Биохиммак СТ, Москва, Россия). Для калибровки детектора использовали о-ксилол (х.ч., Компонент-реактив, Москва, Россия), 1-метилнафталин (≥95%, Sigma-Aldrich, США) и фенантрен (98%, abcr, Германия).
Определение фракционного состава нефтепродуктов
Определение распределения температурных пределов кипения нефтепродуктов осуществляли на проборе АРН-ПХП («Промхимприбор», Москва, Россия) в соответствии с ГОСТ-2177-99 (аналогичен ASTM D86). Для образцов дегидрированного носителя фракционный состав определяли методом имитированной дистилляции на хроматографе «Кристаллюкс 4000М» (ООО НПФ «Мета-хром», Йошкар-Ола, Россия) с ПИД детектором и капилярной колонкой Optima-1 (Macherey-Nagel, Germany, 25 m×0,32 mm) согласно ASTM D 2887-13 (газ-носитель-гелий). Проводили расчет скоррелированных данных D86 из результатов ASTM D 2887 и расчет температуры вспышки нефтепродукта в закрытом тигле по ASTM D 93-18.
Исследование углеводородного состава методом двумерной газовой хромато-масс-спектрометрии (ГХхГХ/МС)
Смеси анализировали с использованием Leco Pegasus® ВТ 4D, оснащенного газовым хроматографом Agilent 7890А со встроенной второй печью и системой модуляции потока FLUX™. Колонка первого измерения представляла собой среднеполярную МС Restek Rxi-17Sil (30 м, внутренний диаметр 0,25 мм, толщина пленки 0,25 мкм), а колонка второго измерения представляла собой неполярную МС Restek Rxi-5Sil (2 м, внутренний диаметр 0,1 мм, толщина пленки 0,1 мкм). В качестве газа-носителя использовали гелий при постоянном расходе 1,5 мл/мин. 1 мкл каждого образца вводили в разделенный инжектор при 270°С с коэффициентом деления 1:30. Температурная программа основной печи начиналась изотермической при 40°С в течение 10 минут, а затем повышалась до 270°С со скоростью 3°С мин-1. Период модуляции составлял 6,0 с, температура второй печи поддерживалась на +7°С выше основной печи. Линия передачи от второй печи к МС-детектору поддерживалась при постоянной температуре 270°С. Масс-спектрометр работал с ионизацией положительными электронами 70 эВ, а температура источника ионов была установлена на 250°С. Масс-спектры регистрировали в диапазоне масс от 45 до 500 Да с использованием частоты регистрации 100 Гц и частоты извлечения 30 кГц. Сбор и обработку данных проводили с использованием программного обеспечения Leco ChromaTOF версии 5.51. Отдельные пики были обнаружены автоматически на основе отношения сигнал-шум (S/N) 50:1 для автоматического группового анализа и 500:1 для ручной идентификации компонентов. Соединения идентифицировали с помощью эталонных стандартов, времени удерживания, порядка элюирования, базы данных масс-спектров NIST21 и моделей фрагментации масс-спектров.
Методы расчетов, применяемые в предлагаемом изобретении
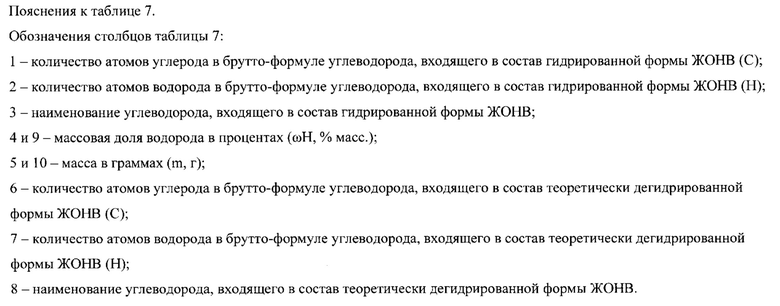
Теоретический выход водорода при дегидрировании ЖОНВ рассчитывали по результатам проведения теоретического дегидрирования гидрированной формы ЖОНВ. Массу выделяющегося водорода определяли, суммируя разности масс гидрированного и дегидрированного носителей, по формуле 1:
mH2=m1–m0, (1)
где m1 и m0 - массы гидрированного и дегидрированного образцов ЖОНВ, соответственно.
Массовые концентрации компонентов были приняты равными относительным площадям пиков, определенным по результатам анализа методом ГХхГХ/МС. Массы индивидуальных компонентов были рассчитаны в соответствии с массовыми концентрациями исходя из общей массы образца, равной 100 г, по формуле 2:
mi=∑(xi×100), (2)
где xi - массовая доля i-го компонента смеси, принятая равной относительной площади пика по результатам ГХхГХ/МС.
В данном расчете величина mH2 соответствует массе водорода, выделяющегося при полном количественном дегидрировании гидрированного 100 г образца.
Расчет содержания водорода в гидрированных и дегидрированных образцах проводили простым суммированием произведений процентного содержания и содержания водорода для обнаруженных индивидуальных компонентов по формуле 3:
ωH3=∑ωHi× xi, (3)
где ωHi - массовое содержание водорода в i-м индивидуальном компоненте;
xi - массовая доля i-го индивидуального компонента.
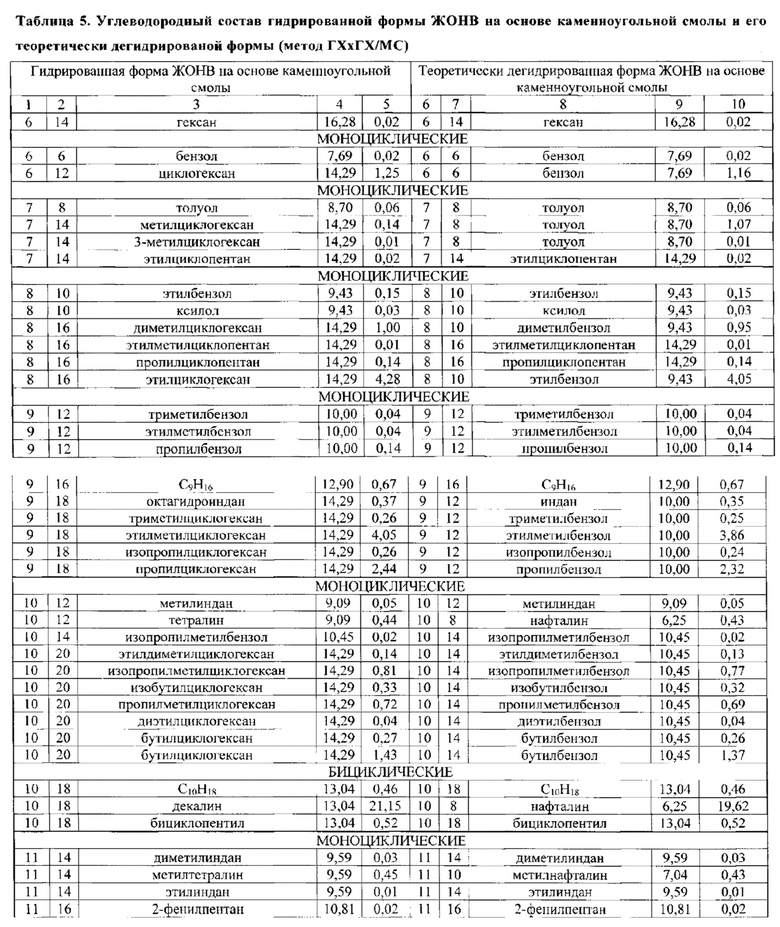
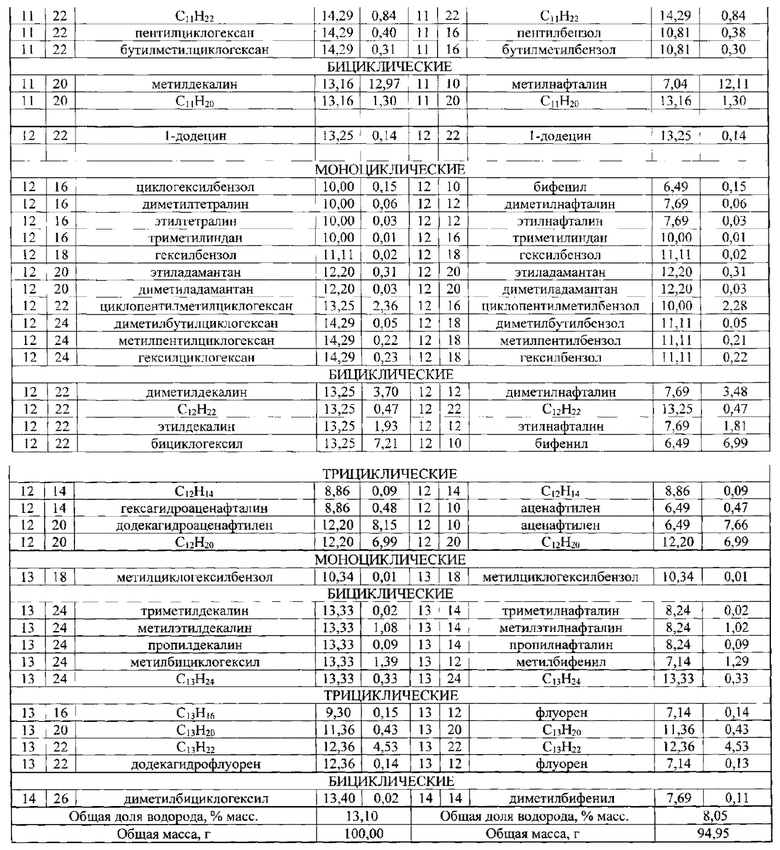
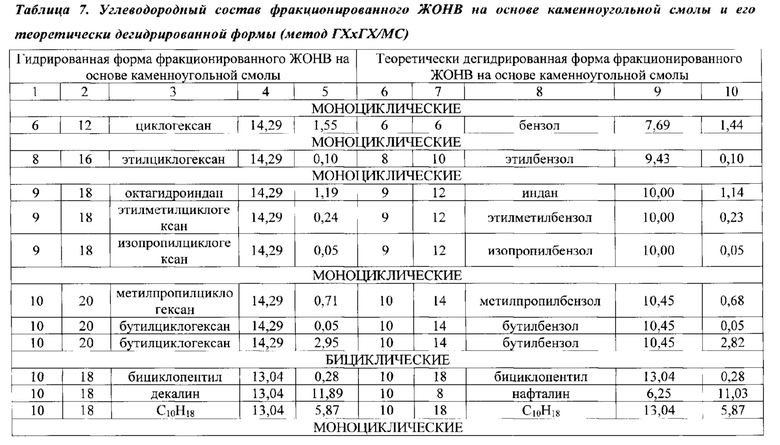
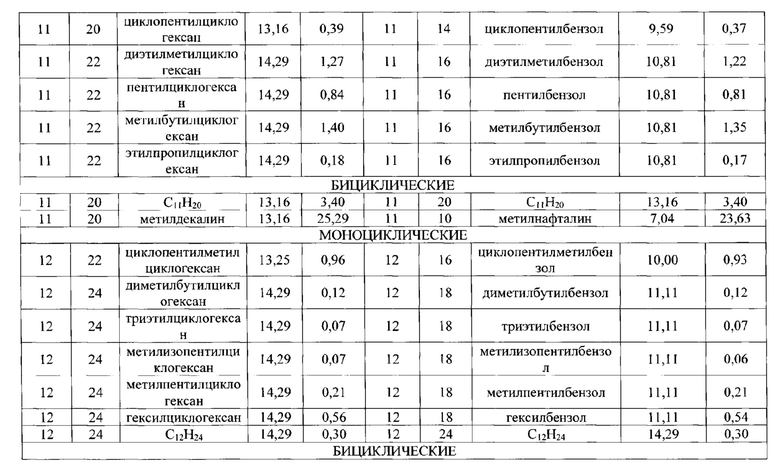
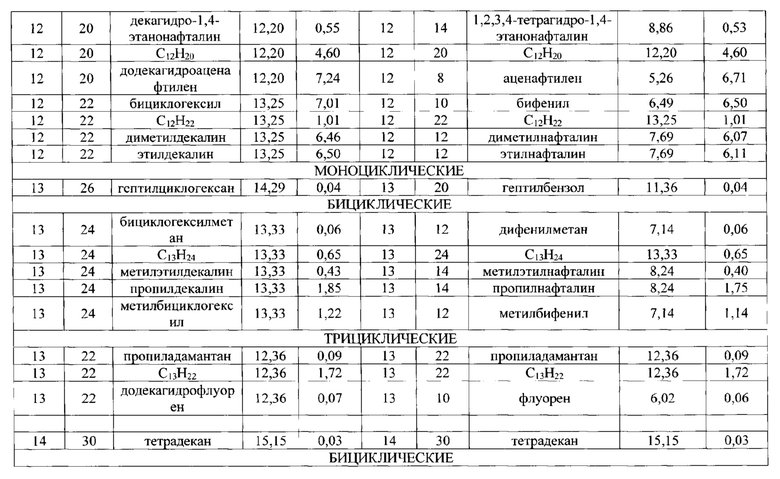
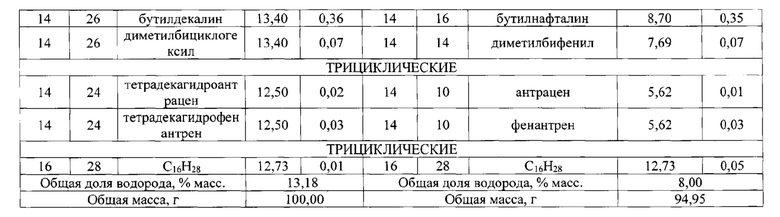
Расчетные значения массовой доли водорода для гидрированных форм ЖОНВ на основе каменноугольной смолы и продуктов их полного дегидрирования представлены в табл. 5 и 7 соответственно.
Пример 1
Гидрирование фракции каменноугольной смолы с температурой конца кипения 427°С проводят при температуре 390°С, давлении водорода 20 МПа, объемной скорости подачи сырья 0,5 ч-1 и кратности циркуляции водорода 2500 нм3/м3 сырья в присутствии NiW-Al2O3 катализатора, содержащего 15,5% масс., никеля и 30,0% масс., вольфрама. Вакуумная дистилляции каменноугольной смолы была проведена при остаточном давлении, равном 3 мм рт.ст., с выделением дистиллятной фракции каменноугольной смолы с температурой конца отбора 230°С. Выход дистиллятной фракции каменноугольной смолы составил 45%) масс. Основные физико-химические свойства полученного дистиллята каменноугольной смолы с температурой конца кипения 427°С представлен в табл. 2.
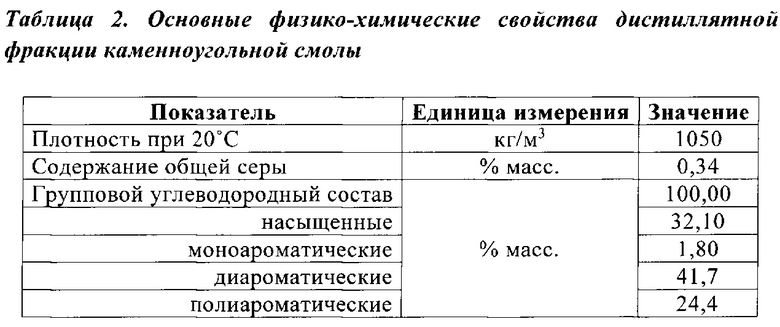
Дистиллятная фракция каменноугольной смолы преимущественно состояла из би- и трициклических ароматических углеводородов: инден, нафталин, метилнафталины, бифенил, аценафтен, флуорен, антрацен, фенантрен с некоторым содержанием тетрациклических УВ-пирена и флуорантена. В составе полученной фракции каменноугольной смолы присутствуют сернистые, азотистые и кислородсодержащие соединения: бензотиофен, дибензотиофен и карбазол, хинолин и фенол и дибензофуран.
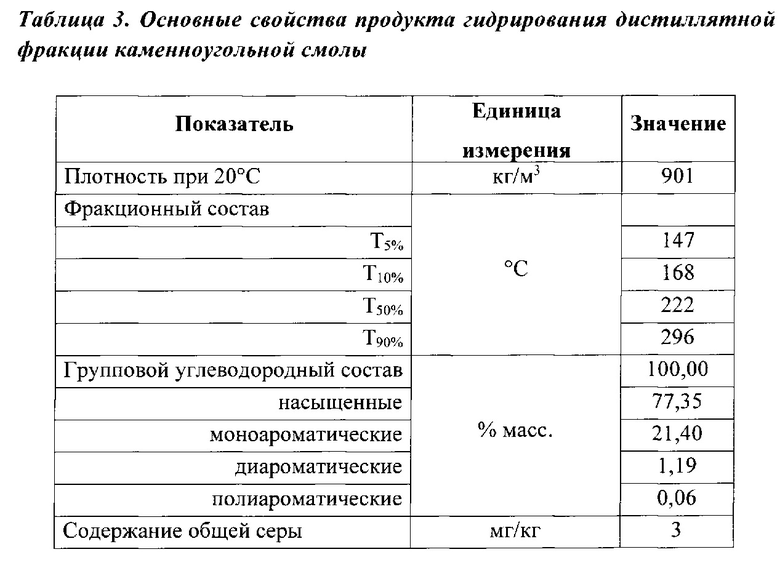
Глубокое гидрирование дистиллятной фракции каменноугольной смолы было осуществлено в присутствии NiW-Al2O3 катализатора (15,5% масс., никеля и 30,0% масс. вольфрама) при температуре 390°С, давлении водорода 20 МПа, объемной скорости подачи сырья 0,5 ч-1 и кратности циркуляции водорода 2500 нм3/м3 сырья с получением гидрогенизата с остаточным содержанием общей серы 3 мг/кг и средним фракционным составом 112-315°С, выход которого составил 94% масс. на сырье. Основные свойства продукта гидрирования дистиллятной фракции каменноугольной смолы представлены в табл. 3.
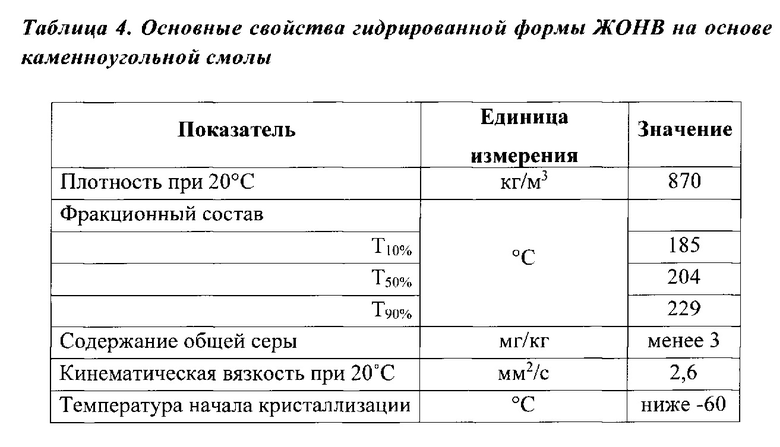
Полученный гидрогенизат был фракционирован при атмосферном давлении с отбором целевой фракции 150-250°С, которая и является ЖОНВ на основе каменноугольной смолы. Основные физико-химические свойства и детализированный углеводородный состав гидрированной формы ЖОНВ, полученного путем глубокого гидрирования фракции каменноугольной смолы представлены в табл. 4 и 5 соответственно.
Согласно примеру 1 получают гидрированную форму ЖОНВ на основе каменноугольной смолы, характеризующуюся следующим составом, % мас.:
при этом в составе нафтеновых углеводородов содержится, % масс.:
с содержанием общей серы менее 3 мг/кг и температурой начала кристаллизации ниже -60°С и массовой водородной емкостью 8,48%.
Пример 2
Гидрирование фракции каменноугольной смолы с температурой конца кипения 427°С проводят при температуре 390°С, давлении водорода 20 МПа, объемной скорости подачи сырья 0,5 ч-1 и кратности циркуляции водорода 2500 нм3/м3 сырья в присутствии NiW-Al2O3 катализатора, содержащего 16,5% масс., никеля 33,0% масс., вольфрама.
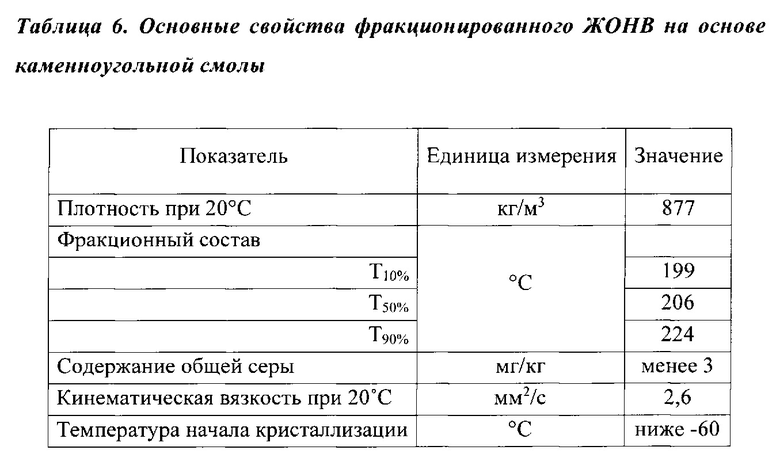
С целью получения фракционированного ЖОНВ продукт, полученный по примеру 1, дополнительно подвергают вакуумной ректификации с отбором целевой фракции с температурами начала и конца кипения, равные 188 и 233°С, соответственно, при пересчете на атмосферное давление. Фракционирование ЖОНВ осуществляют при избыточном давлении 60 мм рт.ст. с использованием лабораторных ректификационных колонн с регулируемым потоком флегмы. Выход фракционированного ЖОНВ составил 61% масс. Основные физико-химические свойства и детализированный углеводородный состав фракционированного ЖОНВ на основе каменноугольной смолы представлены в табл. 6 и 7 соответственно.
Согласно примеру 2 получают гидрированную форму ЖОНВ, характеризующуюся следующим составом, % масс:
при этом в составе нафтеновых углеводородов содержится, % масс.:
с содержанием общей серы менее 3 мг/кг и температурой начала кристаллизации ниже -60°С и массовой водородной емкостью 8,42%.
Таким образом, предложен способ получения жидкого органического носителя водорода, гидрированная форма которого характеризуется массовой водородной емкостью не менее 8,4%, температурой начала кристаллизации ниже -60°С и содержанием общей серы менее 3 мг/кг, из дешевой и доступной каменноугольной смолы, вырабатываемой в значительных объемах, что одновременно с получением ценного продукта - ЖОНВ - повышает степень квалифицированного использования продукта коксования и тем самым улучшает экологическую ситуацию.
Источники информации
[1] P.M. Modisha, C.N.M. Ouma, R. Garidzirai, P. Wasserscheid, D. Bessarabov, The prospect of hydrogen storage using liquid organic hydrogen carriers, Energy Fuel 33 (2019) 2778-2796, https://d0i.0rg/l 0.1021 /acs.energyfuels.9b00296
[2] C.N.M. Ouma, K.O. Obodo, P.M. Modisha, D. Bessarabov, Si, P, S and Se surface additives as catalytic activity boosters for dehydrogenation of methylcyclohexane to toluene - a liquid organic hydrogen carrier system: density functional theory insights, Mater. Chem. Phys. 279 (2022), 125728, https://doi.org/10.1016/j.matchemphys.2022.125728
[3] T. Schildhauer, E. Newson, S. Muller, The equilibrium constant for the methylcyclohexane-toluene system, J. Catal. 198 (2001) 355-358, https://doi.org/10.1006/jcat.2000.3133
[4] Siemens, Cooperation on the Use of LOHC Technology in Rail Transport Planned, https://press.siemens.com/global/en/pressrelease/cooperation-use-lohc-technology-rail-transport-planned, 2021 (accessed September 6, 2022).
[5] K. Muller, K. Stark, V.N. Emelyanenko, M.A. Varfolomeev, D.H. Zaitsau, E. Shoifet, C. Schick, S.P. Verevkin, W. Arlt, Liquid organic hydrogen carriers: thermophysical and thermochemical studies of benzyl- and dibenzyl-toluene derivatives, Ind. Eng. Chem. Res. 54 (2015) 7967-7976, https://doi.org/10.1021/acs.iecr.5b01840
[6] R. Garidzirai, P. Modisha, I. Shuro, J. Visagie, P. van Helden, D. Bessarabov, The effect of Mg and Zn dopants on Pt/A1203 for the dehydrogenation of perhydrodibenzyltoluene, Catal 11 (2021) 490, https://doi.org/10.3390/catal11040490, 2021, Vol. 11, Page 490.
[7] N. Bruckner, K. Obesser, A. Bosmann, " D. Teichmann, W. Arlt, J. Dungs, P. Wasserscheid, Evaluation of industrially applied heat-transfer fluids as liquid organic hydrogen carrier systems, ChemSusChem 7 (2014) 229-235, https://doi.org/10.1002/cssc.201300426
[8] S. Lee, J. Lee, T. Kim, G. Han, J. Lee, K. Lee, J. Bae, Pt/CeO2 catalyst synthesized by combustion method for dehydrogenation of perhydro-dibenzyltoluene as liquid organic hydrogen carrier: effect of pore size and metal dispersion, Int. J. Hydrog. Energy 46 (2021) 5520-5529, https://doi.org/10.1016/j.ijhydene.2020.11.038
[9] N. Rao, A.K. Lele, A.W. Patwardhan, Optimization of liquid organic hydrogen carrier (LOHC) dehydrogenation system, Int. J. Hydrog. Energy 47 (2022) 28530-28547, https://doi.org/10.1016/j.ijhydene.2022.06.197
[10] L. Shi, S. Qi, J. Qu, T. Che, C. Yi, B. Yang, Integration of hydrogenation and dehydrogenation based on dibenzyltoluene as liquid organic hydrogen energy carrier, Int. J. Hydrog. Energy 44 (2019) 5345-5354, https://doi.org/10.1016/j.ijhydene.2018.09.083
[11] T. Solymosi, F. Auer, S. Diirr, P. Preuster, P. Wasserscheid, Catalytically activated stainless steel plates for the dehydrogenation of perhydro dibenzyltoluene, Int. J. Hydrog. Energy 46 (2021) 34797-34806, https://doi.org/10.1016/j.ijhydene.2021.08.040
[12] P. Modisha, D. Bessarabov, Stress tolerance assessment of dibenzyltoluene-based liquid organic hydrogen carriers, Sustain. Energy Fuels 4 (2020) 4662-4670, https://doi.org/10.1039/d0se00625d
[13] E.A. Martynenko, S.V. Vostrikov, A.A. Pimerzin, Hydrogen production from decalin over silica-supported platinum catalysts: a kinetic and thermodynamic study, React. Kinet. Mech. Catal. 133 (2021) 713-728, https://doi.org/10.1007/s 11144- 021 -02037-1
[14] A.A. Pimerzin, S.P. Verevkin, N.N. Tomina, N.M. Maksimov, E.A. Martynenko, S.V. Vostrikov, M.M. Chernova, Method for selective hydrogenation of styrene oligomers and still residues of reaction resins (SRRR), use thereof as liquid organic hydrogen carrier and hydrogen cycle based thereon, RU 2714810 C1, 2019
| название | год | авторы | номер документа |
|---|---|---|---|
| ЖИДКИЙ ОРГАНИЧЕСКИЙ НОСИТЕЛЬ ВОДОРОДА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2022 |
|
RU2806614C1 |
| Жидкий органический носитель водорода, способ его получения и водородный цикл на его основе | 2018 |
|
RU2699629C1 |
| ЖИДКИЙ ОРГАНИЧЕСКИЙ НОСИТЕЛЬ ВОДОРОДА НА ОСНОВЕ ПОБОЧНЫХ ПРОДУКТОВ ПРОИЗВОДСТВА КАПРОЛАКТАМА, СПОСОБ ЕГО ПОЛУЧЕНИЯ И ВОДОРОДНЫЙ ЦИКЛ НА ЕГО ОСНОВЕ | 2021 |
|
RU2791672C1 |
| Дифенилферроцен как жидкий органический носитель водорода, а также водородный цикл на его основе | 2019 |
|
RU2741301C1 |
| Смеси ароматических углеводородов, содержащие C-C-циклы, как жидкий органический носитель водорода и водородный цикл на его основе | 2020 |
|
RU2771200C1 |
| Жидкий органический носитель водорода, способ его получения и водородный цикл на его основе | 2018 |
|
RU2725230C2 |
| Смеси азоторганических соединений, содержащих ароматические C-C-циклы, как жидкий органический носитель водорода и водородный цикл на его основе | 2020 |
|
RU2773218C1 |
| Жидкий органический носитель водорода и водородный цикл на его основе | 2024 |
|
RU2833715C1 |
| Способ селективного гидрирования олигомеров стирола и кубовых остатков реакционных смол (КОРС), их применение в качестве жидкого органического носителя водорода и водородный цикл на его основе | 2018 |
|
RU2714810C1 |
| Жидкий органический носитель водорода и водородный цикл на его основе | 2024 |
|
RU2833713C1 |
Изобретение относится к области водородной энергетики, органической химии и катализа, в частности к разработке жидкого органического носителя водорода (ЖОНВ). Способ осуществляют путем каталитической переработки нефтяного сырья с последующим фракционированием полученного продукта и выделением фракции жидкого органического носителя водорода. Причем в качестве нефтяного сырья используют фракцию каменноугольной смолы с температурой конца кипения 427°С, а гидрирование которой проводят при температуре 390°С, давлении водорода 20 МПа, объемной скорости подачи сырья 0,5 ч-1 и кратности циркуляции водорода 2500 нм3/м3 сырья в присутствии NiW-Al2O3 катализатора, содержащего 15,5-16,5 мас.%, никеля и 30,0-33,0 мас.%, вольфрама, до остаточного содержания общей серы во фракции менее 3 мг/кг с последующим выделением путем ректификации фракции жидкого органического носителя водорода с температурами начала и конца кипения 166-192 и 237-252°С соответственно и содержащего в гидрированной форме, мас.%: ароматические углеводороды - не более 0,6, парафиновые углеводороды - не более 0,2, и моно-, би- и трициклические нафтеновые углеводороды - остальное. При этом в составе нафтеновых углеводородов содержится алкилдекалинов не менее 43,5 мас.%, а гидрированная форма жидкого органического носителя водорода характеризуется температурой начала кристаллизации ниже -60°С. Технический результат заявленного изобретения заключается в увеличении водородной емкости ЖОНВ - не менее 8,4%, получении экономичным и экологичным способом ЖОНВ с содержанием общей серы менее 3 мг/кг. 7 табл., 2 пр.
Способ получения жидкого органического носителя водорода путем каталитической переработки нефтяного сырья с последующим фракционированием полученного продукта и выделением фракции жидкого органического носителя водорода, отличающийся тем, что в качестве нефтяного сырья используют фракцию каменноугольной смолы с температурой конца кипения 427°С, гидрирование которой проводят при температуре 390°С, давлении водорода 20 МПа, объемной скорости подачи сырья 0,5 ч-1 и кратности циркуляции водорода 2500 нм3/м3 сырья в присутствии NiW-Al2O3 катализатора, содержащего 15,5-16,5 мас.%, никеля и 30,0-33,0 мас.%, вольфрама, до остаточного содержания общей серы во фракции менее 3 мг/кг с последующим выделением путем ректификации фракции жидкого органического носителя водорода с температурами начала и конца кипения 166-192 и 237-252°С соответственно и содержащего в гидрированной форме, мас.%:
при этом в составе нафтеновых углеводородов содержится алкилдекалинов не менее 43,5 мас.%, а гидрированная форма жидкого органического носителя водорода характеризуется температурой начала кристаллизации ниже -60°С.
| Жидкий органический носитель водорода, способ его получения и водородный цикл на его основе | 2018 |
|
RU2699629C1 |
| ЖИДКИЙ ОРГАНИЧЕСКИЙ НОСИТЕЛЬ ВОДОРОДА НА ОСНОВЕ ПОБОЧНЫХ ПРОДУКТОВ ПРОИЗВОДСТВА КАПРОЛАКТАМА, СПОСОБ ЕГО ПОЛУЧЕНИЯ И ВОДОРОДНЫЙ ЦИКЛ НА ЕГО ОСНОВЕ | 2021 |
|
RU2791672C1 |
| KR 102338162 B1, 10.12.2021 | |||
| СПОСОБ ПОЛУЧЕНИЯ И РЕГЕНЕРАЦИИ СОЕДИНЕНИЙ-НОСИТЕЛЕЙ ВОДОРОДА | 2019 |
|
RU2793733C2 |
| CN 112624037 A, 09.04.2021. | |||

