1. Область техники
Изобретение относится к обработке металлов давлением, в частности к способам изготовления профильных дисков для газотурбинных двигателей из жаропрочного сплава на никелевой основе, методом горячей штамповки. Диски газотурбинных двигателей являются одними из самых высоконагруженных деталей двигателей и к ним предъявляются повышенные требования надежности и стабильности механических свойств.
2. Предшествующий уровень техники
Известен «Способ получения изделия из жаропрочного никелевого сплава» (патент RU 2215059 кл. C22F 1/10, B22D 27/04, 2003), включающий вакуумно-индукционную выплавку, получение заготовки под деформацию, гомогенизирующий отжиг, предварительную деформацию, окончательную деформацию и термическую обработку, при этом получение заготовки под деформацию осуществляют направленной кристаллизацией в керамической форме постоянного сечения с градиентом температуры на фронте затвердевания 20-200°С/см, а предварительную деформацию заготовки осуществляют осадкой за два или более раза с суммарной степенью деформации не менее 55% и с промежуточным(и) отжигом(ами). Недостатком способа является недостаточная однородность структуры в получаемых изделиях, поскольку операция подпрессовки менее эффективна для получения однородной мелкозернистой структуры в заготовке по сравнению с операцией экструзии. Процесс подпрессовки также не исключает наличия в заготовке застойных зон деформации, вследствие чего его возможности проработки структуры ограничены.
Известен «Способ получения сложноконтурных дисков из высокожаропрочных никелевых сплавов» (патент RU 2404282 кл. C22F 1/10, опубл. 2010). Способ включает вакуумно-индукционную выплавку, получение заготовки, гомогенизирующий отжиг в 7 ступеней, нагрев под деформацию в 2 ступени, деформацию и термообработку. Недостатками известного способа являются достаточно низкий коэффициент использования металла (КИМ) и низкий выход годного сложноконтурных дисков.
Известен «Способ изготовления штамповок дисков из слитков высокоградиентной кристаллизации из никелевых сплавов» (патент RU 2389822 кл. C22F 1/10, опубл. 2010), включающий вакуумно-индукционную выплавку, получение слитка под деформацию методом высокоградиентной направленной кристаллизации, гомогенизирующий отжиг, нагрев под предварительную деформацию, предварительную деформацию, нагрев под окончательную деформацию, окончательную деформацию. Недостатками указанного способа являются высокое напряжение течения металла при деформации и недостаточно высокий выход годного.
Известен также, принятый заявителем за наиболее близкий аналог, «Способ получения изделия из жаропрочных никелевых сплавов» (патент RU № 2661524 кл. C22F 1/10, B21J 5/00, опубл. 2018), получение прессованной заготовки путем прессования исходной заготовки в виде слитка или компактированной порошковой заготовки, нагрев прессованной заготовки на воздухе и последующую штамповку за один или несколько переходов на воздухе в штампах, нагретых до температуры нагрева заготовки, и отжиг после штамповки. Перед прессованием проводят гомогенизационный отжиг исходной заготовки при температуре выше температуры растворения γ'-фазы (Тпрγ'). Перед штамповкой проводят отжиг полученной прессованной заготовки при температуре ниже Тпрγ', при этом перед каждым нагревом перед штамповкой на заготовку наносят защитное технологическое покрытие и нагревают на воздухе до температуры от 1030 до 1150°С. Штамповку на воздухе проводят с переменной скоростью деформации заготовки от 0,02 до 0,1 с-1 в штампе. Недостатками способа являются высокая трудоемкость получения изделий, а также техническим решением не предусмотрена возможность изготовления крупногабаритных изделий, под которые необходимо применение крупногабаритного и энергоемкого оборудования для выплавки слитков большого диаметра и их деформации.
3. Сущность изобретения
3.1. Постановка технической задачи
Задачей настоящей изобретения является получение профильных дисков для газотурбинных двигателей из жаропрочного сплава на никелевой основе с однородной структурой и высоким уровнем свойств, обеспечение экономичности процесса и, как следствие, расширение номенклатуры изготавливаемых изделий.
3.2. Результат решения технической задачи
Решение задачи достигается горячей штамповкой поковки-штанги в фигурном инструменте, с последующей термической и механической обработками. Поковку-штангу получают путем деформации, по схеме, включающей в себя, протяжки и три промежуточные осадки, слитка вакуумного дугового переплава диаметром более 600 мм и весом более 2,5 т, после чего ее подвергают термической обработке. При этом достигается: снижение трудоемкости, улучшение структуры и механических свойств готовых изделий.
3.3. Отличительные признаки.
В отличие от известного технического решения, включающего получение заготовки путем деформации исходной заготовки в виде слитка, нагрев полученной заготовки и ее деформацию, в заявленном техническом используют слиток вакуумного дугового переплава диаметром более 600 мм и весом более 2,5 т, получают заготовку в виде поковки-штанги путем деформации слитка по схеме, включающей протяжки и три промежуточные осадки, после чего осуществляют отжиг поковки-штанги и ее механическую обработку, а затем проводят нагрев поковки-штанги, ее деформацию по схеме, включающей осадку и последующие штамповки, термическую и механическую обработку полученного изделия.
Вакуумный дуговой переплав жаропрочного сплава на никелевой основе осуществляют на токе дуги 7,5-8,0 кА с применением гелия при скорости наплавления слитка - 4,45-4,55 кг/мин.
Нагрев слитка вакуумного дугового переплава и подогревы заготовок под деформацию на прессе выполняют по режиму:
- температура нагрева не менее 1100°С;
- продолжительность выдержки от 3 до 4 ч, в зависимости от диаметра заготовки.
При этом деформацию поковки-штанги осуществляют с суммарным уковом не менее 7,0.
Далее производят отжиг, полученной путем деформации слитка вакуумного дугового переплава, поковки-штанги по следующему режиму:
- температура печи при посадке - не выше 800°С;
- температура отжига (1050-1070)°С, выдержка не менее 4 ч;
- охлаждение с печью до 500°С, далее на воздухе.
Затем на прессе осуществляют осадку поковки-штанги в плоских штампах со степенью деформации не менее 35%. При этом предварительно осуществляют нагрев мерной поковки-штанги по режиму: максимальная температура печи при посадке 800°С, выдержка при температуре посадки не менее 1 ч 40 мин, но не более 5 ч 40 мин, минимальное время нагрева до температуры (1140±10)°С 7 ч 55 мин, выдержка при этой температуре не менее 2 ч 45 мин, не более 4 ч 45 мин, минимальное общее время нагрева 12 ч 20 мин, максимальная скорость нагрева 110°/час. Далее выполняют четыре предварительные и одну окончательную штамповки.
Штамповка осаженной шайбы включает постепенное выдавливание пуансоном симметричной заготовки, в объеме образованном поверхностями верхнего и нижнего фигурного инструмента. Перед нагревом под деформацию на всю поверхность шайбы наносится суспензия, приготовленная из бустилата и огнеупорного цемента. Перед штамповкой на рабочую поверхность инструмента наносится смазка, состоящая из графита и воды. Нижнюю половину штампа изолируют муллитокремнеземистым материалом, в центральную часть насыпают опилки и графит. Температура инструмента при деформации не менее 350°С и не более 450°С.
Перед первой и второй предварительной штамповкой осуществляют нагрев заготовки по режиму: максимальная температура печи при посадке 850°С, выдержка при температуре посадки не менее 1 ч 20 мин, но не более 5 ч 20 мин, минимальное время нагрева до температуры (1140±10)°С 5 ч 50 мин, выдержка при этой температуре не менее 2 ч 15 мин, но не более 4 ч 15 мин, минимальное общее время нагрева 9 ч 25 мин, при максимальной скорости нагрева 130°/час. При этом, степень деформации при первой и второй предварительной штамповке составляет не менее 20% и 40%, соответственно.
После выполнения второй предварительной штамповки осуществляют отжиг.
Далее осуществляют третью предварительную штамповку со степенью деформации не менее 20%. При этом перед штамповкой нагрев заготовки выполняют по режиму: максимальная температура печи при посадке 900°С, выдержка при температуре посадки не менее 1 ч 00 мин, но не более 5 ч 00 мин, минимальное время нагрева до температуры (1020±10)°С 3 ч 45 мин, выдержка при этой температуре не менее 1 ч 45 мин, но не более 3 ч 45 мин, минимальное общее время нагрева 6 ч 30 мин, при максимальной скорости нагрева 150°/час.
Затем осуществляют четвертую предварительную штамповку со степенью деформации не менее 30%. При этом перед штамповкой нагрев заготовки выполняют по режиму: максимальная температура печи при посадке 900°С, выдержка при температуре посадки не менее 1 ч 00 мин, но не более 5 ч 00 мин, минимальное время нагрева до температуры (1140±10)°С 3 ч 45 мин, выдержка при этой температуре не менее 1 ч 45 мин, но не более 3 ч 45 мин, минимальное общее время нагрева 6 ч 30 мин, при максимальной скорости нагрева 150 °/ час.
Далее осуществляют окончательную штамповку заготовки переменного сечения со степенью деформации не менее 25%. При этом, нагрев заготовки производят в камерной печи по режиму: температура печи при посадке (1140±10)°С, выдержка при этой температуре не менее 1 ч 10 мин, но не более 2 ч 20 мин.
После проведения окончательной штамповки производят механическую обработку и осевое сверление отверстия, после чего изделие подвергают термообработке.
Далее проводят окончательную механическую обработку изделия.
3.4. Перечень фигур чертежей
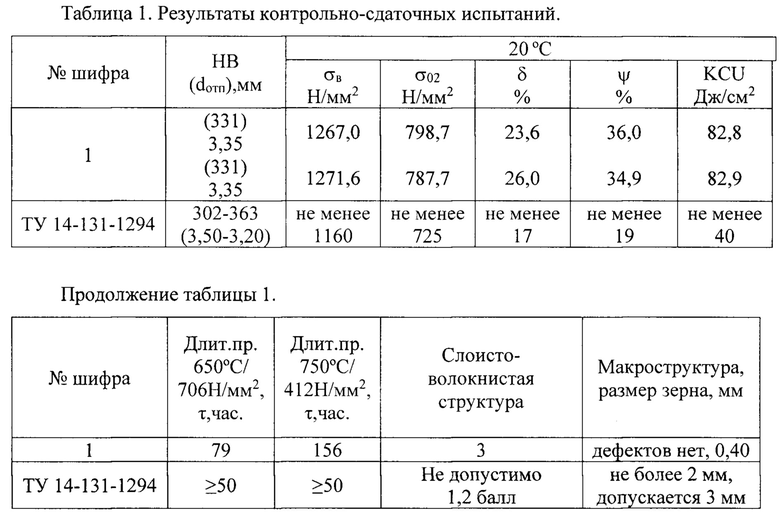
На фиг. 1. Представлена схема комплекта инструмента необходимого для исполнения штамповки, где 1. - обойма нижняя, на которую монтируются все элементы устройства; 2. - шайба монтажная; 3. - выталкиватель; 4. - шайба выталкивателя; 5. -нижняя вставка; 6. - кольцо; 7. - кольцо стопорное; 8. - фланец пуансона; 9. - пуансон; 10. - плоская вставка; 11. - обойма верхняя.
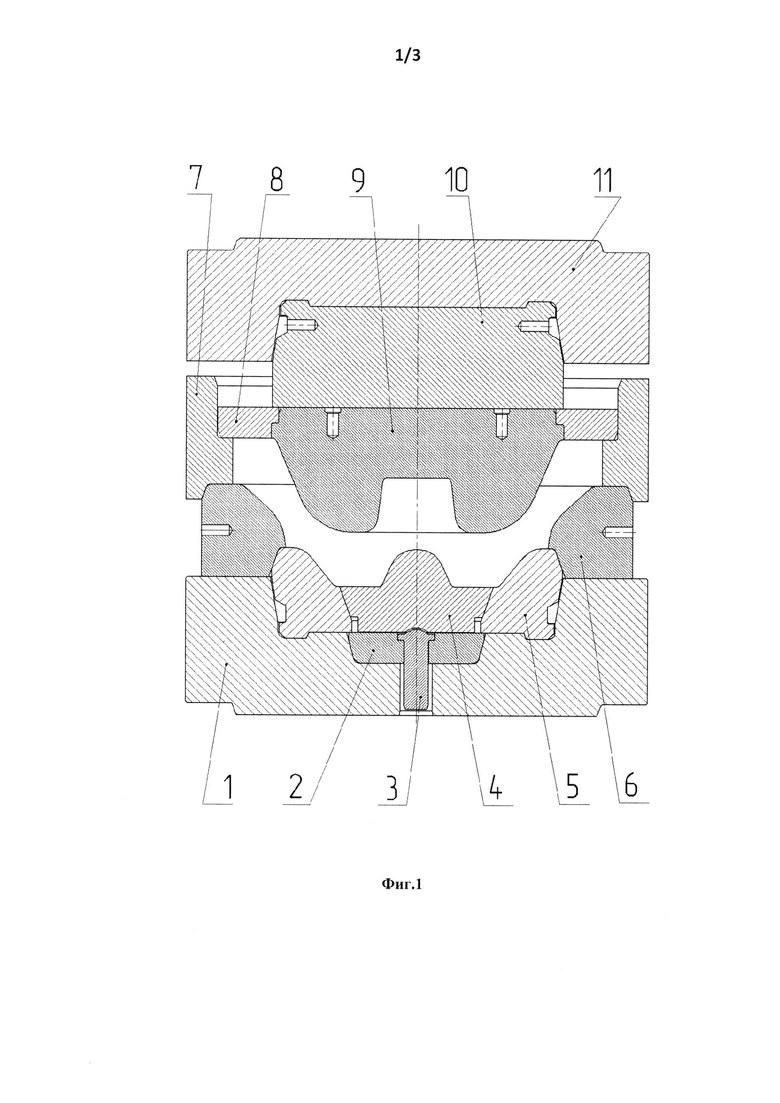
На фиг. 2. Представлена схема моделирования процесса деформации поковки-штанги.
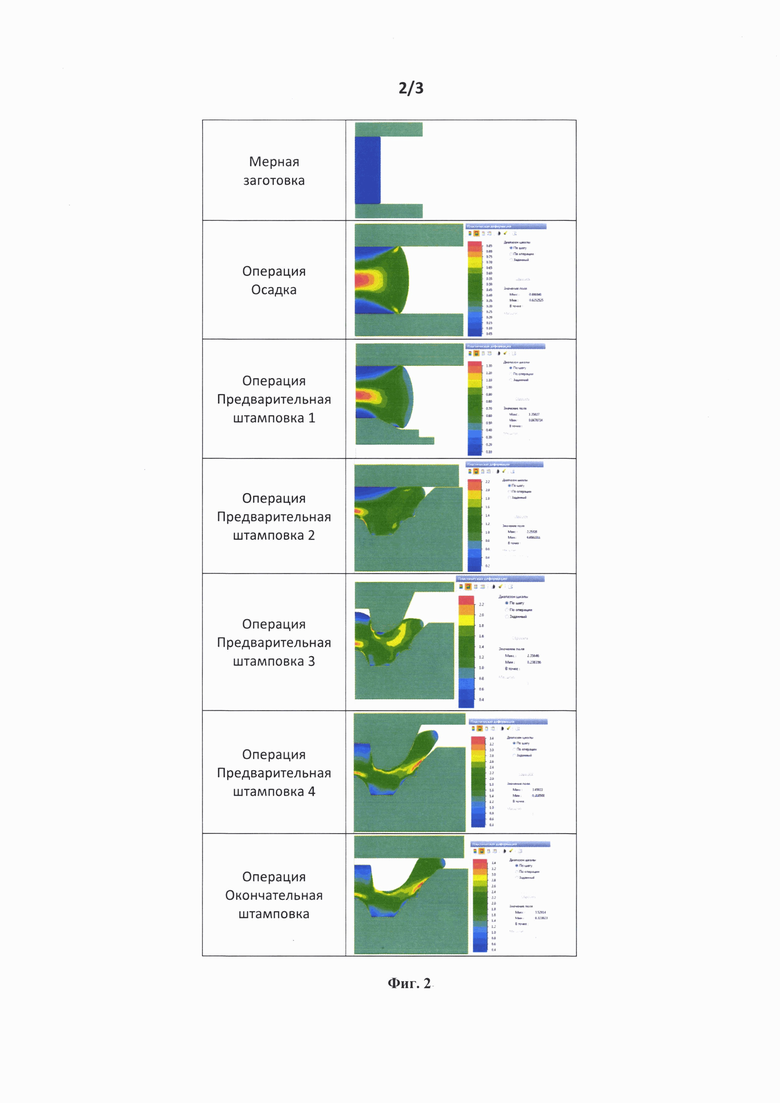
На фиг. 3. Представлен внешний вид заготовки после выполнения третьей предварительной штамповки.
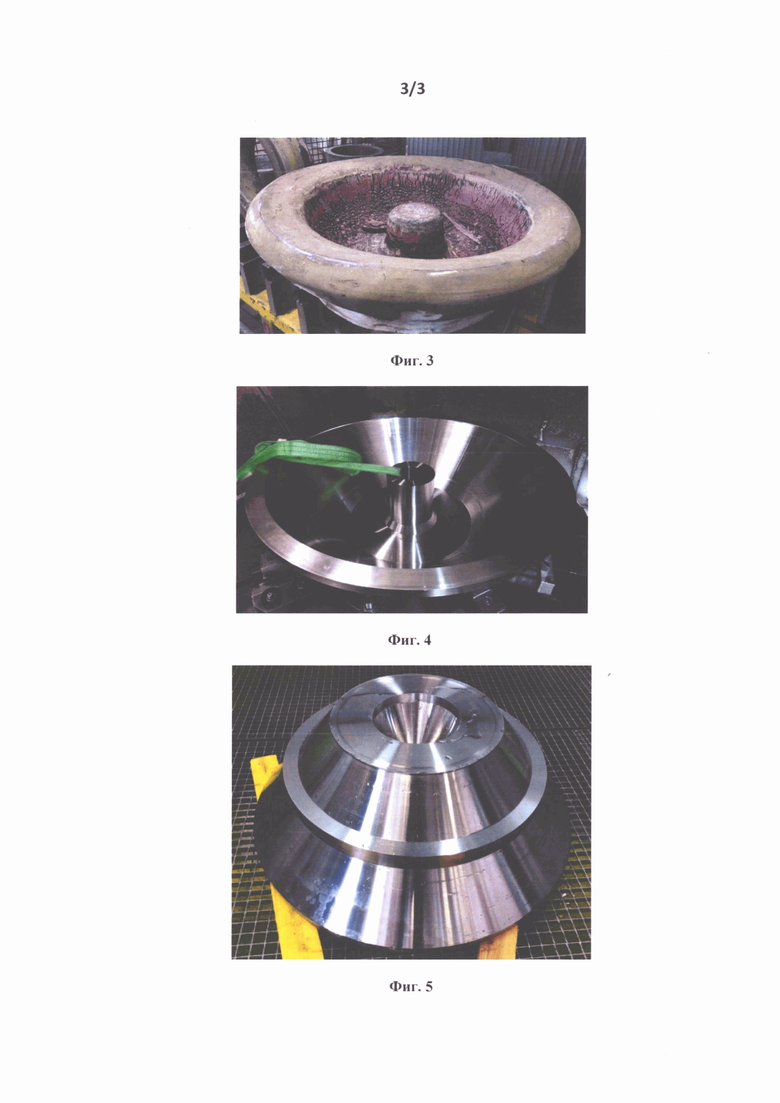
На фиг. 4 и 5. Представлены фотографии внешнего вида готового профильного диска для газотурбинного двигателя из жаропрочного сплава на никелевой основе.
4. Описание изобретения
В заявленном техническом решении рассмотрена возможность изготовления профильного диска для газотурбинного двигателя, полученного с помощью операций горячей штамповки поковки-штанги, изготовленной из слитка вакуумного дугового переплава путем протяжек и трех промежуточных осадок.
Общая схема производства, следующая:
Слиток вакуумного дугового переплава диаметром более 600 мм→изготовление поковки-штанги на прессе 4000 тс→рубка мерной заготовки→осадка на прессе 200МН→горячая штамповка на прессе 200МН→термическая обработка→окончательная механическая обработка.
В заявленном техническом решении на стадии подготовки поковки-штанги к горячей штамповке производят выплавку в открытой дуговой печи и вакуумный дуговой переплав жаропрочного сплава на никелевой основе на токе дуги 7,5-8,0 кА с применением гелия при скорости наплавления слитка - 4,45-4,55 кг/мин. Рафинирующий вакуумный дуговой переплав проводят при разряжении 1⋅10-2÷10-3 мм рт. ст. и величине дугового промежутка 15-20 мм, которая обеспечивает постоянство формы оплавления торца электрода и распределение энергии в зоне дуги - необходимое условие получение однородного слитка.
Наплавленный слиток диаметром более 600 мм и весом более двух с половиной тонн деформируют на горизонтальном гидравлическом прессе по схеме: ковка цапфы→осадка ∅730 мм→осадка ∅850 мм→протяжка ∅730 мм→осадка ∅850 мм→протяжка ∅740 мм→протяжка ∅650 мм→протяжка ∅575 мм.
Для исключения развития усадочных дефектов в тело слитка в процессе осадки и, как следствие, увеличение выхода годного, перед первой осадкой, из головной части вакуумного слитка осуществляют ковку цапфы, чтобы вывести в нее усадочную раковину.
Нагрев слитка вакуумного дугового переплава и подогревы заготовок под деформацию на прессе выполняют по следующему режиму:
- температура нагрева не менее 1100°С;
- продолжительность выдержки от 3 до 4 ч, в зависимости от диаметра заготовки.
Далее, с целью снижения риска образования дефектов при механической обработке поковки-штанги проводят отжиг по следующему режиму:
- температура печи при посадке - не выше 800°С;
- температура отжига (1050-1070)°С, выдержка не менее 4 ч;
- охлаждение с печью до 500°С, далее на воздухе.
После отжига поковку-штангу подвергают механической обработке до удаления гарнисажного слоя и производят раскрой на мерную длину.
Затем перед осадкой на прессе осуществляют нагрев мерной поковки-штанги по режиму: максимальная температура печи при посадке 800°С, выдержка при температуре посадки не менее 1 ч 40 мин, но не более 5 ч 40 мин, минимальное время нагрева до температуры (1140±10)°С 7 ч 55 мин, выдержка при этой температуре не менее 2 ч 45 мин, не более 4 ч 45 мин, минимальное общее время нагрева 12 ч 20 мин, максимальная скорость нагрева 110°/час. После чего осуществляют операцию осадки в плоских штампах со степенью деформации не менее 35%. Далее выполняют четыре предварительные и одну окончательную штамповки.
Штамповка осаженной шайбы включает постепенное выдавливание пуансоном симметричной заготовки, в объеме образованном поверхностями верхнего и нижнего фигурного инструмента (фиг. 1). Перед нагревом под деформацию на всю поверхность шайбы наносится суспензия, приготовленная из бустилата и огнеупорного цемента. В результате уменьшается скорость остывания металла, и как следствие, уменьшается сопротивление деформации и соответственно, увеличивается пластичность, что позволяет обеспечить качественное заполнение и формирование профиля при проведении каждой операции штамповки. Перед штамповкой на рабочую поверхность инструмента наносится смазка, состоящая из графита и воды. Нижнюю половину штампа изолируют муллитокремнеземистым материалом, в центральную часть насыпают опилки и графит. Температура инструмента при деформации не менее 350°С и не более 450°С.
Перед первой и второй предварительной штамповкой осуществляют нагрев заготовки по режиму: максимальная температура печи при посадке 850°С, выдержка при температуре посадки не менее 1 ч 20 мин, но не более 5 ч 20 мин, минимальное время нагрева до температуры (1140±10)°С 5 ч 50 мин, выдержка при этой температуре не менее 2 ч 15 мин, но не более 4 ч 15 мин, минимальное общее время нагрева 9 ч 25 мин, при максимальной скорости нагрева 130 °/час. При этом, степень деформации при первой и второй предварительной штамповке составляет не менее 20% и 40%, соответственно. Затем, с целью обеспечения высокой пластичности при последующем прессовании проводят отжиг.
Далее осуществляют третью предварительную штамповку со степенью деформации не менее 20%. При этом перед штамповкой нагрев заготовки выполняют по режиму: максимальная температура печи при посадке 900°С, выдержка при температуре посадки не менее 1 ч 00 мин, но не более 5 ч 00 мин, минимальное время нагрева до температуры (1020±10)°С 3 ч 45 мин, выдержка при этой температуре не менее 1 ч 45 мин, но не более 3 ч 45 мин, минимальное общее время нагрева 6 ч 30 мин, при максимальной скорости нагрева 150 °/ час.
Затем осуществляют четвертую предварительную штамповку со степенью деформации не менее 30%. При этом перед штамповкой нагрев заготовки выполняют по режиму: максимальная температура печи при посадке 900°С, выдержка при температуре посадки не менее 1 ч 00 мин, но не более 5 ч 00 мин, минимальное время нагрева до температуры (1140±10)°С 3 ч 45 мин, выдержка при этой температуре не менее 1 ч 45 мин, но не более 3 ч 45 мин, минимальное общее время нагрева 6 ч 30 мин, при максимальной скорости нагрева 150 °/ час.
Далее осуществляют окончательную штамповку заготовки переменного сечения со степенью деформации не менее 25%. При этом, нагрев заготовки производят в камерной печи по режиму: температура печи при посадке (1140±10)°С, выдержка при этой температуре не менее 1 ч 10 мин, но не более 2 ч 20 мин.
После проведения окончательной штамповки производят механическую обработку и осевое сверление отверстия, после чего изделие подвергают термообработке, с целью получения требуемого уровня физических свойств и для облегчения дальнейшей механической обработки изделия. Операция позволяет также снять остаточные напряжения, уменьшить зернистость, повысить вязкость и пластичность. Далее осуществляют окончательную механическую обработку изделия.
Использование предлагаемого способа позволяет получить профильные диски для газотурбинных двигателей из жаропрочного сплава на никелевой основе, а также достичь экономичности процесса.
Предлагаемый способ обеспечивает высокую пластичность металла в процессе деформации без перегревов, а также позволяет получить необходимый комплекс механических свойств в конечных изделиях.
5. Пример конкретного выполнения (реализация способа)
Выполнение способа показано на примере сплава ЭИ698. Для этого выплавку и разливку жаропрочного сплава на никелевой основе произвели в открытой дуговой печи в расходуемый электрод диаметром 500 мм для последующего вакуумного дугового переплава. Переплав полученного электрода осуществили в медный водоохлаждаемый кристаллизатор диаметром 630 мм на рабочем токе дуги 7,7 кА с применением гелия при скорости наплавления слитка - 4,51 кг/мин. Наплавленный слиток 2684 кг без обработки поверхности был задан в передел.
Деформацию на горизонтальном гидравлическом прессе произвели с суммарным уковом 7,2 по следующей схеме: вакуумный дуговой слиток ∅630 мм→ковка цапфы→осадка ∅730 мм →осадка ∅850 мм→протяжка ∅730 мм→осадка ∅850 мм→протяжка ∅740 мм→протяжка ∅650 мм→протяжка ∅575 мм.
Далее произвели отжиг, механическую обработку до удаления гарнисажного слоя и раскрой на мерную длину.
Затем на прессе осуществили операцию осадки поковки-штанги в плоских штампах со степенью деформации 37% и выполнили четыре предварительные и одну окончательную штамповку (фиг. 2 и 3).
После проведения окончательной штамповки выполнили механическую обработку и осевое сверление отверстия. После чего изделие подвергли термообработке и осуществили окончательную механическую обработку (фиг. 4 и 5).
Контроль качества изделия из сплава ЭИ698 осуществляли по ТУ 14-131-1294. Механические свойства, длительную прочность, контроль макроструктуры и размера макрозерна определяли на тангенциальных образцах, вырезанных из кольцевого припуска. Результаты контрольно-сдаточных испытаний удовлетворяют требованиям ТУ 14-131-1294 и представлены в таблице 1.
Анализ результатов испытаний механических свойств показал, что получение высокого уровня свойств, свидетельствует об эффективности выбранной схемы деформации и термической обработки изделий.
Таким образом, использование предлагаемого способа позволяет получать профильные диски для газотурбинных двигателей из жаропрочного сплава на никелевой основе полностью соответствующие требованиям ТУ 14-131-1294.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРОФИЛЬНЫХ КОЛЬЦЕВЫХ ИЗДЕЛИЙ ИЗ КОРРОЗИОННОСТОЙКОЙ ЖАРОПРОЧНОЙ СТАЛИ | 2022 |
|
RU2792019C1 |
| Способ изготовления крупногабаритного сложноконтурного кольцевого изделия из жаропрочного сплава на никелевой основе | 2020 |
|
RU2741046C1 |
| Способ производства изделий из жаропрочных сплавов на никелевой основе, содержащих более 30% упрочняющей γ'-фазы | 2021 |
|
RU2753105C1 |
| Способ получения сложнопрофильных изделий из высоколегированных жаропрочных никелевых сплавов, содержащих более 30% упрочняющей γ'-фазы | 2021 |
|
RU2753103C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАЛОВ ИЗ МАРТЕНСИТНОСТАРЕЮЩЕЙ СТАЛИ | 2023 |
|
RU2821981C1 |
| Способ изготовления крупногабаритной кольцевой детали газотурбинного двигателя из жаропрочного сплава на никелевой основе | 2019 |
|
RU2703764C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ И ИЗДЕЛИЯ, ВЫПОЛНЕННЫЕ ИЗ НЕГО | 2022 |
|
RU2787532C1 |
| Способ изготовления поковок типа дисков из высоколегированных жаропрочных сплавов | 1980 |
|
SU867519A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ДЕФОРМИРУЕМОГО ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2009 |
|
RU2387733C1 |
| Способ производства прутков диаметром менее 60 мм из жаропрочного сплава на никелевой основе ВЖ175-ВИ методом горячей экструзии | 2020 |
|
RU2752819C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении профильных дисков из жаропрочного сплава на никелевой основе для газотурбинных двигателей. Из слитка вакуумного дугового переплава диаметром более 600 мм и весом более 2,5 т получают заготовку в виде поковки-штанги. Для этого слиток деформируют по схеме, включающей протяжки и три промежуточные осадки. Осуществляют отжиг поковки-штанги и ее механическую обработку. Затем проводят нагрев поковки-штанги, ее деформацию по схеме, включающей осадку и последующие штамповки, термическую и механическую обработку полученного изделия. В результате обеспечивается возможность получения крупногабаритных профильных дисков с однородной структурой и высоким уровнем свойств и повышение производительности. 6 з.п. ф-лы, 5 ил., 1 табл., 1 пр.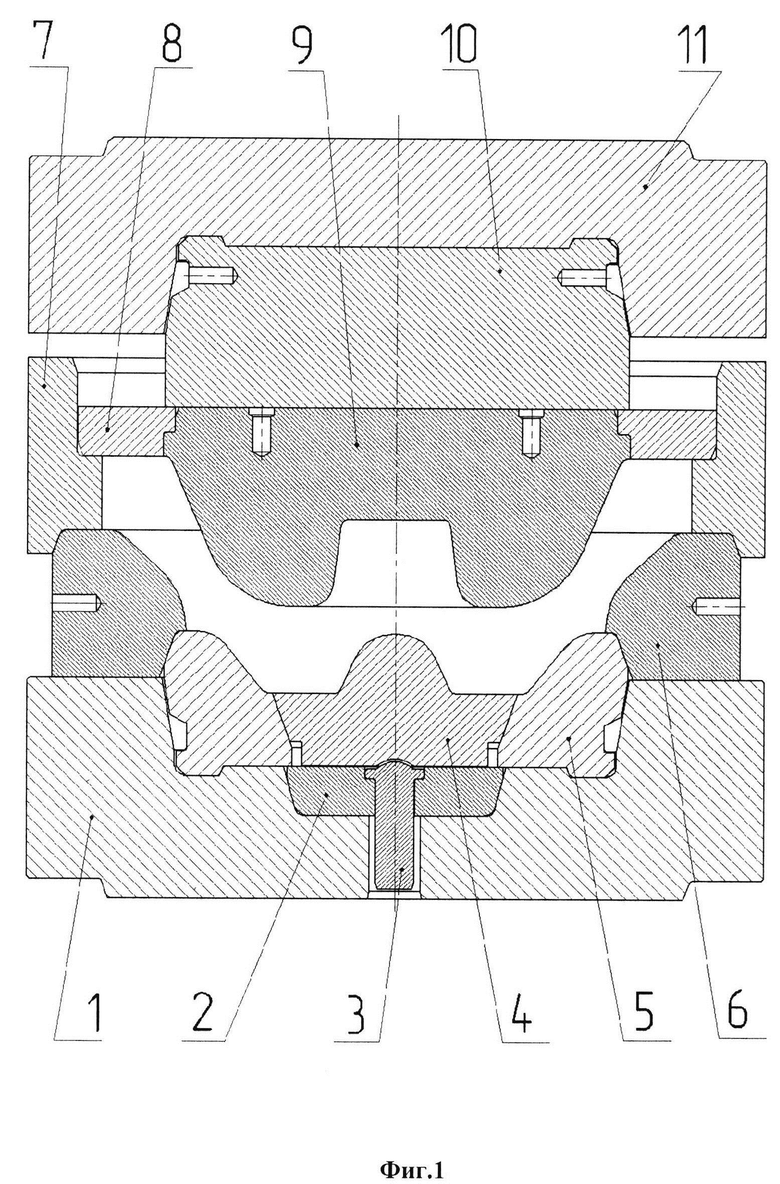
1. Способ изготовления профильных дисков для газотурбинных двигателей из жаропрочного сплава на никелевой основе, включающий получение заготовки путем деформации исходной заготовки в виде слитка, нагрев полученной заготовки и ее деформацию, отличающийся тем, что используют слиток вакуумного дугового переплава диаметром более 600 мм и весом более 2,5 т, получают заготовку в виде поковки-штанги путем деформации слитка по схеме, включающей протяжки и три промежуточные осадки, после чего осуществляют отжиг поковки-штанги и ее механическую обработку, а затем проводят нагрев поковки-штанги, ее деформацию по схеме, включающей осадку и последующие штамповки, термическую и механическую обработку полученного изделия.
2. Способ по п. 1, отличающийся тем, что используют слиток вакуумного дугового переплава, полученный путем переплава электрода, предварительно выплавленного в открытой дуговой печи на токе дуги 7,5-8,0 кА с применением гелия при скорости наплавления слитка 4,45-4,55 кг/мин.
3. Способ по п. 1, отличающийся тем, что деформацию слитка осуществляют с суммарным уковом не менее 7,0.
4. Способ по п. 1, отличающийся тем, что отжиг поковки-штанги производят по следующей схеме: температура печи при посадке не выше 800°С, температура отжига 1050-1070°С, выдержка не менее 4 ч, охлаждение с печью до 500°С, далее на воздухе.
5. Способ по п. 1, отличающийся тем, что осадку поковки-штанги осуществляют в плоских штампах со степенью деформации не менее 35%.
6. Способ по п. 1, отличающийся тем, что после второй штамповки поковки-штанги осуществляют отжиг.
7. Способ по п. 1, отличающийся тем, что после окончательной штамповки поковки-штанги проводят механическую обработку и осевое сверление отверстия.
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2017 |
|
RU2661524C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ДИСКОВ ИЗ ПРЕССОВАННЫХ ЗАГОТОВОК ВЫСОКОЛЕГИРОВАННЫХ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2017 |
|
RU2653386C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА ИЗ ВЫСОКОЛЕГИРОВАННОГО ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2004 |
|
RU2256721C1 |
| US 20220119931 A1, 21.04.2022 | |||
| US 5312497 A1, 17.05.1994. | |||

