Изобретение относится к способам очистки внутренней поверхности длинномерных металлических изделий, в том числе труб, и может быть использовано для очистки поверхности от технологических смазок после прокатки и волочения, перед термической обработкой, нанесением покрытий и финишными операциями.
Известен способ очистки изделий от загрязнений, заключающийся в том, что моющую жидкость предварительно насыщают газом и проводят очистку в газожидкостном потоке с выделением газа из жидкости путем нагрева очищаемого изделия (а.с. СССР №1030058, В08В 3/04, опубл. 23.07.1983). В данном способе выделяющиеся из жидкости пузырьки газа турбулизируют пограничный слой на очищаемой поверхности, что обеспечивает очистку изделий.
Недостатком способа являются высокие энергозатраты за счет необходимости предварительного подогрева изделия, что не всегда возможно по техническим и технологическим причинам и экономически нецелесообразно. При очистке возможно образование окисной пленки, что приводит к снижению качества очищаемой поверхности.
Известен способ очистки внутренней поверхности длинномерного изделия (а.с. СССР №1062311, C23G 5/00, опубл. 23.12.1983), принятый за прототип, включающий подачу рабочего раствора вдоль очищаемой поверхности, чередующегося с подачей сжатого газа при частоте чередования 0,3÷300 Гц.
Недостатками способа являются сложность технической реализации импульсной подачи раствора с частотой 300 Гц, низкое качество очистки поверхности, а также длительность процесса очистки и недостаточная производительность.
Техническая задача, решаемая изобретением, заключается в создании эффективного способа очистки внутренней поверхности длинномерных металлических изделий от технологических смазок после прокатки и волочения, перед термической обработкой, нанесением покрытий и финишными операциями.
Технический результат заключается в повышении качества очистки поверхности изделий и увеличении производительности процесса за счет обеспечения гидродинамической кавитации.
Поставленная задача решается за счет того, что в способе очистки внутренней поверхности длинномерных изделий, включающем подачу водного раствора и сжатого газа вдоль очищаемой поверхности, согласно изобретению, водный раствор подают непрерывным потоком при постоянном давлении и одновременно осуществляют импульсную подачу сжатого газа с постоянной частотой в пределах от 1 до 20 Гц для образования пульсирующего газожидкостного потока. Кроме того, водный раствор подают непрерывным потоком при постоянном давлении более 10 атмосфер, а газ подают при давлении, превышающем давление водного раствора не менее, чем на 1 атмосферу. В качестве раствора используют воду, а в качестве сжатого газа - воздух. Используют также водный раствор с добавкой моющего средства «LAVAMIXD 103» в количестве 1÷10 г/л.
Движение газожидкостного потока внутри трубы имеет турбулентный характер. Импульсная подача сжатого газа вызывает изменение скорости и давления жидкостного потока вдоль внутренней поверхности длинномерного изделия, приводящее к возникновению гидродинамической кавитации, за счет чего происходит очистка поверхности изделия от остатков загрязнений и технологической смазки.
В зоне резкого снижения давления, вызванного увеличением скорости потока жидкости за счет импульсной подачи сжатого газа, пузырьки газа меняют свой объем, разрываются и разрушают прочный слой загрязнения на внутренней поверхности трубы. При этом газ подают с постоянной частотой в пределах от 1 до 20 Гц преимущественно при давлении, превышающем давление водного раствора не менее, чем на 1 атмосферу.
Гидродинамическая кавитация в газожидкостном потоке возникает при давлении воды более 10 атм. Для того, чтобы исключить перетекание водного раствора в систему подачи сжатого газа, газ подают при давлении, превышающем давление водного раствора не менее, чем на 1 атмосферу. При подаче сжатого газа с частотой ниже 1 Гц и выше 20 Гц кавитация практически отсутствует.
В качестве раствора может быть использована вода, а при очистке от трудноудаляемых смазках (например, с высоким коэффициентом кинематической вязкости) может быть использована вода с добавкой моющего средства «LAVAMIXD 103» в количестве 1÷10 г/л. При концентрации «LAVAMIXD 103» более 10 г/л происходит пенообразование, что существенно ослабляет процесс кавитации, а при концентрации менее 1 г/л не обеспечивается качественное удаление вязких смазок.
Эффект от добавления моющего средства «LAVAMIXD 103» обусловлен не его моющей и обезжиривающей способностью, а снижением поверхностного натяжения водного раствора при очистке длинномерных изделий в импульсных струйно-кавитационных установках. При этом происходит ускорение процесса гидродинамической кавитации в газожидкостном потоке (схлопывания и разрыва пузырьков) на границе металл-раствор-газ, что приводит к быстрой и качественной очистке поверхности изделий от технологической смазки.
Использование воды в качестве раствора позволяет исключить операцию промывки изделия, что обеспечивает повышение производительности процесса.
Способ очистки внутренней поверхности длинномерных металлических изделий может быть осуществлен, например на установке, имеющей сопло, к которому подведены два патрубка от распределителя, обеспечивающего непрерывную подачу водного раствора вдоль очищаемой поверхности изделия содновременной импульсной подачей сжатого газа. Водный раствор, в частности с температурой 30÷40 градусов подают при постоянном давлении, преимущественно более 10 атм. Импульсную подачу газа осуществляют с постоянной частотой в пределах от 1 до 20 Гц при давлении, превышающем давление водного раствора не менее, чем на 1 атмосферу для образования пульсирующего газожидкостного потока.
Контроль качества очистки осуществляют по степени загрязнения белой хлопчатобумажной салфетки, которую взвешивают до и после протирки внутренней поверхности 1 м длины трубы.
Предлагаемый способ позволяет провести очистку внутренней поверхности изделий без остаточных загрязнений, и повысить производительность процесса.
Пример конкретного исполнения.
При помощи предлагаемого способа очистки проводили удаление технологической смазки, в частности CastrolTDN86, с внутренней поверхности холоднокатаных нержавеющих труб из сплава 12Х18Н10Т диаметром 16 мм, толщиной 1 мм, длиной от 4 до 24 м со средним исходным загрязнением 6080 мг/м2. Очистку труб проводили в воде на пилотной импульсной струйно-кавитационной установке.
Вдоль очищаемой поверхности труб осуществляли непрерывную подачу водного раствора с одновременной импульсной подачей сжатого газа. Водный раствор с температурой 30÷40 градусов подавали при постоянном давлении 11 атм. В качестве газа использовали воздух с частотой 10 Гц под давлением 15 атмосфер. Затем осуществляли контроль качества очистки внутренней поверхности труб.
Результаты испытаний представлены в табл.
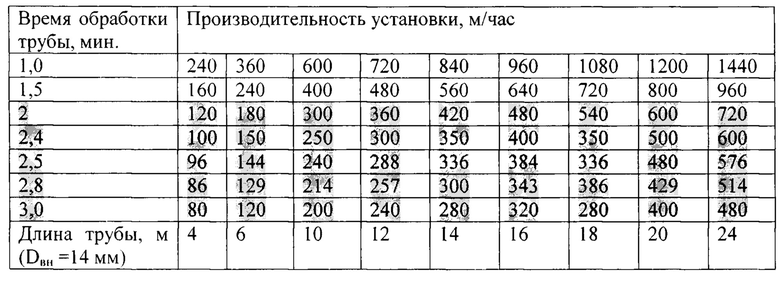
Проведенные опытно-промышленные испытания показали, что длительность проведения качественной очистки (без остаточных загрязнений) труб разной длины одинакова и составляет от двух до трех минут, причем производительность процесса очистки тем выше, чем длиннее труба. А при длительности очистки менее двух минут не обеспечивается требуемое качество очистки, предъявляемое к внутренней поверхности труб. По сравнению с известным способом очистки внутренней поверхности изделия, в частности удаления смазки, длительность предлагаемого способа очистки меньше в 3÷3,5 раза. Как следует из данных, приведенных в табл., производительность установки для очистки длинномерных труб (длиной 10÷40 м) также будет выше в 3÷3,5 раза.
При проведении очистки труб в воде с добавлением моющего средства «LAVAMIXD 103» в количестве 5 г/л производительность очистки возросла в 1,5 раза по сравнению с очисткой в чистой воде. А при добавлении моющего средства «LAVAMIXD 103» в количестве 10 г/л производительность очистки возросла в 1,8 раза.
Таким образом, применение предлагаемого способа очистки внутренней поверхности длинномерных изделий обеспечивает полную очистку поверхности от технологических смазок, значительно сокращает энерго- и ресурсозатраты, время очистки поверхности изделий и повышает производительность процесса. Предлагаемый способ очистки является экологически безопасным.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОЧИСТКИ НАРУЖНОЙ ПОВЕРХНОСТИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2023 |
|
RU2821468C1 |
| Способ очистки цилиндрических длинномерных изделий и устройство для его осуществления | 2016 |
|
RU2668033C1 |
| СПОСОБ ОЧИСТКИ ЦИЛИНДРИЧЕСКОГО ДЛИННОМЕРНОГО ИЗДЕЛИЯ | 2007 |
|
RU2355484C2 |
| Способ очистки внутренней поверхности цилиндрических изделий | 1990 |
|
SU1776465A1 |
| СПОСОБ ОЧИСТКИ НАРУЖНЫХ ПОВЕРХНОСТЕЙ ТРУБ ИЛИ ТРУБОПРОВОДОВ | 2024 |
|
RU2830797C1 |
| Способ промывки полых изделий | 1990 |
|
SU1755966A1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ОЧИСТКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ОТ ТЕХНОЛОГИЧЕСКИХ И ЭКСПЛУАТАЦИОННЫХ ЗАГРЯЗНЕНИЙ | 2008 |
|
RU2375126C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОЧИСТКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2009 |
|
RU2411310C2 |
| УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ОЧИСТКИ ДЛИННОМЕРНЫХ ПОЛЫХ ИЗДЕЛИЙ | 2009 |
|
RU2417848C1 |
| Способ очистки внутренней поверхности длинномерного изделия | 1982 |
|
SU1062311A1 |
Изобретение относится к способам очистки внутренней поверхности длинномерных металлических изделий, в том числе труб, и может быть использовано для очистки поверхности от технологических смазок после прокатки и волочения, перед термической обработкой, нанесением покрытий и финишными операциями. Способ очистки внутренней поверхности длинномерных изделий включает подачу вдоль очищаемой внутренней поверхности водного раствора непрерывным потоком при постоянном давлении одновременно с импульсной подачей сжатого газа, который подают с постоянной частотой в пределах от 1 до 20 Гц для образования пульсирующего газожидкостного потока. Водный раствор подают предпочтительно при постоянном давлении более 10 атмосфер, а воздух - при давлении, превышающем давление водного раствора не менее чем на 1 атмосферу. Также используют водный раствор с добавкой моющего средства «LAVAMIXD 103» в количестве 1÷10 г/л. Технический результат: повышение качества очистки внутренней поверхности и производительности процесса обеспечивается путем создания гидродинамической кавитации. 3 з.п. ф-лы, 1 табл.
1. Способ очистки внутренней поверхности длинномерных изделий, включающий подачу водного раствора и сжатого газа вдоль очищаемой поверхности, отличающийся тем, что водный раствор подают непрерывным потоком при постоянном давлении и одновременно осуществляют импульсную подачу сжатого газа с постоянной частотой в пределах от 1 до 20 Гц для образования пульсирующего газожидкостного потока.
2. Способ по п. 1, отличающийся тем, что водный раствор подают непрерывным потоком при постоянном давлении более 10 атмосфер, а газ подают при давлении, превышающем давление водного раствора не менее чем на 1 атмосферу.
3. Способ по п. 1 или 2, отличающийся тем, что в качестве раствора используют воду, а в качестве сжатого газа - воздух.
4. Способ по п. 1 или 2, отличающийся тем, что используют водный раствор с добавкой моющего средства «LAVAMIXD 103» в количестве 1÷10 г/л.
| Способ очистки цилиндрических длинномерных изделий и устройство для его осуществления | 2016 |
|
RU2668033C1 |
| СПОСОБ ОЧИСТКИ ЦИЛИНДРИЧЕСКОГО ДЛИННОМЕРНОГО ИЗДЕЛИЯ | 2007 |
|
RU2355484C2 |
| СПОСОБ ОЧИСТКИ ИЗДЕЛИЙ | 2002 |
|
RU2219002C1 |
| JP 2009154059 A, 16.07.2009 | |||
| Способ очистки изделий | 1981 |
|
SU1030058A1 |

