ОБЛАСТЬ ТЕХНИКИ
[0001] Изобретение относится к технической области обработки на станках и, в частности, к автоматической системе для загрузки заготовок и выгрузки готовых деталей на обрабатывающем центре.
УРОВЕНЬ ТЕХНИКИ
[0002] С увеличением социального спроса, традиционная рабочая сила не в состоянии удовлетворить потребности общества в снабжении. В процессе обработки на станке традиционный метод заключается в ручном зажиме заготовки через поворотный стол, а затем обработке заготовки. После завершения обработки обработанная заготовка удаляется вручную. В процессе ручного удаления готовой заготовки время простоя станка слишком велико, и он не может работать непрерывно, что приводит к низкой эффективности производства, плохой единообразии обработки заготовки, а ручное управление может привести к механическим повреждениям и травмам персонала.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0003] Настоящее изобретение обеспечивает автоматическую систему для загрузки заготовок и выгрузки готовых деталей на обрабатывающем центре для преодоления вышеуказанных технических проблем.
[0004] Настоящее изобретение представляет собой автоматическую систему для загрузки заготовок и выгрузки готовых деталей на обрабатывающем центре, содержащую:
узел магазина для хранения заготовок и готовых деталей, транспортный механизм и механизм позиционирования, причем
транспортный механизм выполнен с возможностью транспортировки заготовок, подлежащих обработке, с узла магазина на механизм позиционирования и транспортировки готовых деталей с механизма позиционирования к узлу магазина, при этом
узел магазина включает в себя лоток, множество крепежных оснований, движущий механизм и множество вспомогательных приспособлений для крепления заготовок/деталей, которые зафиксированы на указанных крепежных основаниях, а движущий механизм выполнен с возможностью обеспечения движения лотка таким образом, что положение приспособлений соответствует заданному положению транспортного механизма, причем
транспортный механизм включает в себя
основное шпиндельное зажимное устройство, выполненное с возможностью установки на плунжере обрабатывающего шпинделя центра и перемещения вдоль оси Z обрабатывающего центра, и
вспомогательное зажимное устройство, выполненное с возможностью установки на одном из концов опоры рабочего стола обрабатывающего центра и перемещения вдоль горизонтальных осей X и/или Y обрабатывающего центра, при этом
основное шпиндельное зажимное устройство (6) выполнено с возможностью захвата упомянутых приспособлений (4), захваченных вспомогательным зажимным устройством (5), а
вспомогательное зажимное устройство (5) выполнено с возможностью захвата упомянутых приспособлений (4) с лотка (1) или из основного шпиндельного зажимного устройства (6), при этом
механизм позиционирования выполнен с возможностью установки на рабочем столе обрабатывающего центра и с возможностью закрепления упомянутых приспособлений, подаваемых основным шпиндельным зажимным устройством.
[0005] Кроме того, указанный механизм позиционирования включает в себя материнскую плату, выполненную с возможностью закрепления на рабочем столе обрабатывающего центра, и запорный механизм для закрепления на нем вспомогательных приспособлений в исходном положении.
[0006] Кроме того, вспомогательное зажимное устройство включает в себя крепежную конструкцию и захват,
причем крепежная конструкция выполнена с возможностью закрепления на одной из сторон рабочего стола обрабатывающего центра рядом с узлом магазина, а захват расположен на верхней стороне крепежной конструкции и обращен к узлу магазина.
[0007] Кроме того, основное шпиндельное зажимное устройство включает в себя:
цилиндр, поршневой шток, зажимную конструкцию, линейный подшипник и крепежную пластину
причем цилиндр выполнен с возможностью приведения в движение поршневого штока и линейного подшипника в сквозном отверстии крепежной пластины вдоль вертикальной оси Z обрабатывающего центра, один конец линейного подшипника и один конец поршневого штока на конце возле обрабатывающего шпинделя соединены с зажимной конструкцией, а крепежная пластина выполнена с возможностью неподвижного соединения с плунжером обрабатывающего шпинделя центра.
[0008] Кроме того, каждое из крепежных оснований включает в себя желоб и зацепляющие элементы, причем
линии удлинения желобов крепежных оснований пересекаются в центре лотка, а указанные зацепляющие элементы расположены по обе стороны желобов, при этом
каждое из упомянутых вспомогательных приспособлений включает в себя нижнюю пластину и корпус крепежной конструкции, который выполнен с возможностью неподвижного соединения с заготовкой на одном конце и соединен с нижней пластиной на другом конце,
снизу нижней пластины расположена позиционирующая вытяжная заклепка, с обеих сторон нижней пластины параллельно желобу расположены зацепные пластина, а на двух противоположных сторонах зацепной пластины расположены зацепляющие пазы.
[0009] Изобретение обеспечивает функцию автоматической погрузки и выгрузки путем установки механизма автоматической подачи и механизма автоматической погрузки для взаимодействия друг с другом, значительно сокращая время ожидания или время подготовки заготовки, повышая эффективность работы и экономя рабочую силу в то же время.
КРАТКОЕ ОПИСАНИЕ ФИГУР
[0010] Для более наглядной иллюстрации технических решений в вариантах осуществления или уровне техники изобретения ниже будет приведено краткое описание сопроводительных фигур, которые необходимо использовать при описании вариантов осуществления или уровня техники. Очевидно, что сопроводительные фигуры в следующем описании являются некоторыми вариантами осуществления изобретения и что другие сопроводительные фигуры могут быть получены на основе этих фигур без каких-либо творческих усилий со стороны специалиста в данной области.
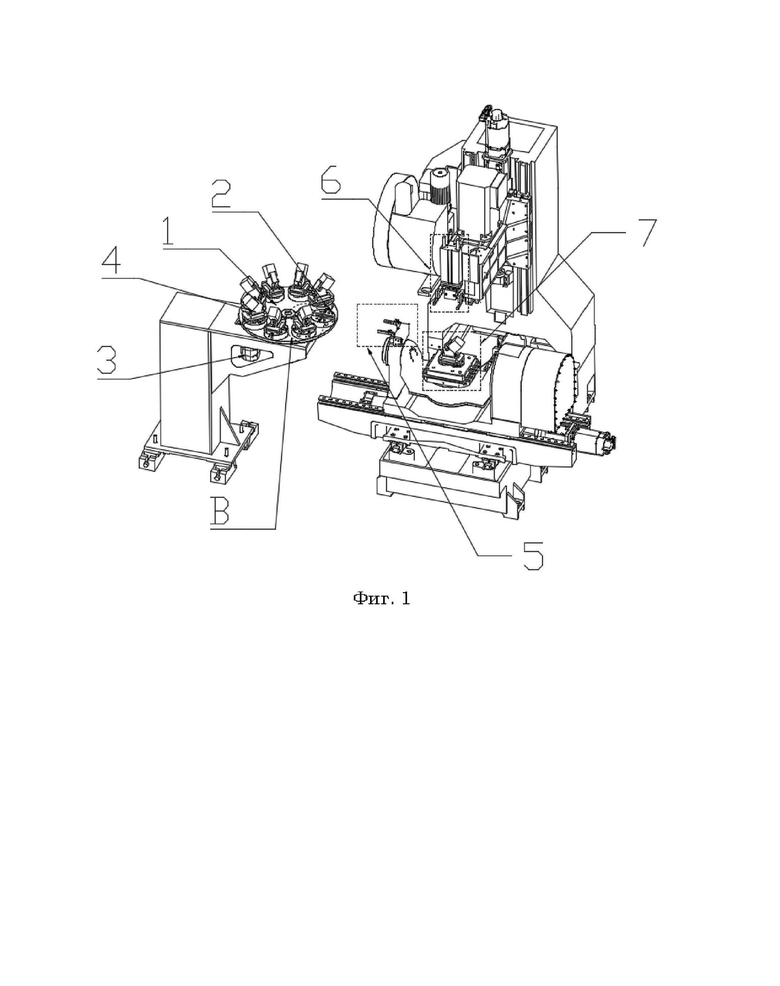
Фиг. 1 представляет собой схематическую диаграмму структуры автоматической системы обработки погрузки и разгрузки по настоящему изобретению.
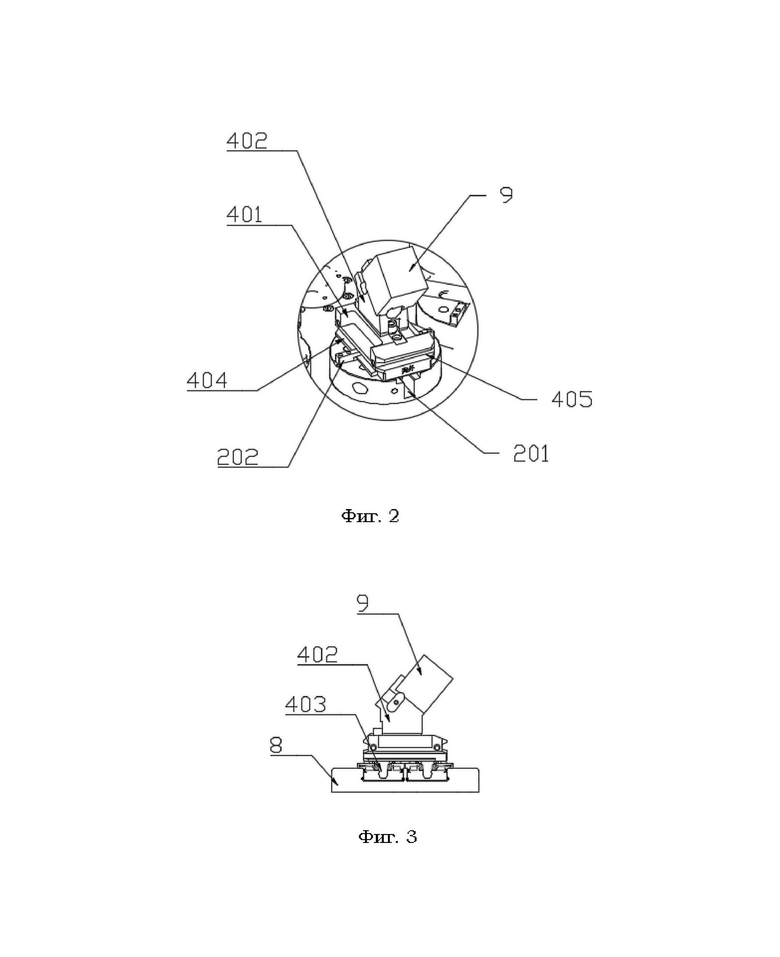
Фиг. 2 представляет собой увеличенный вид В на Фиг. 1.
Фиг. 3 представляет собой вид в разрезе инструментальной подпластины по настоящему изобретению, размещенной в положении устройства позиционирования нулевой точки.
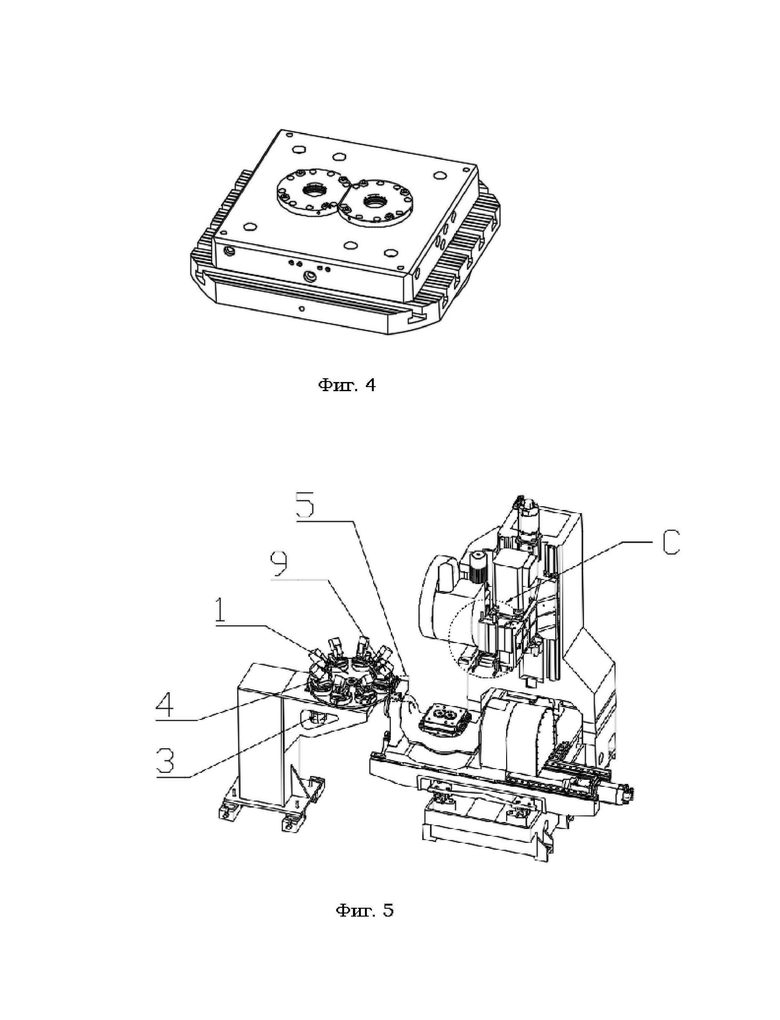
Фиг. 4 представляет собой схематическую диаграмму устройства позиционирования нулевой точки по настоящему изобретению.
Фиг. 5 представляет собой схематическую диаграмму вспомогательной лапы системы погрузки и разгрузки по настоящему изобретению.
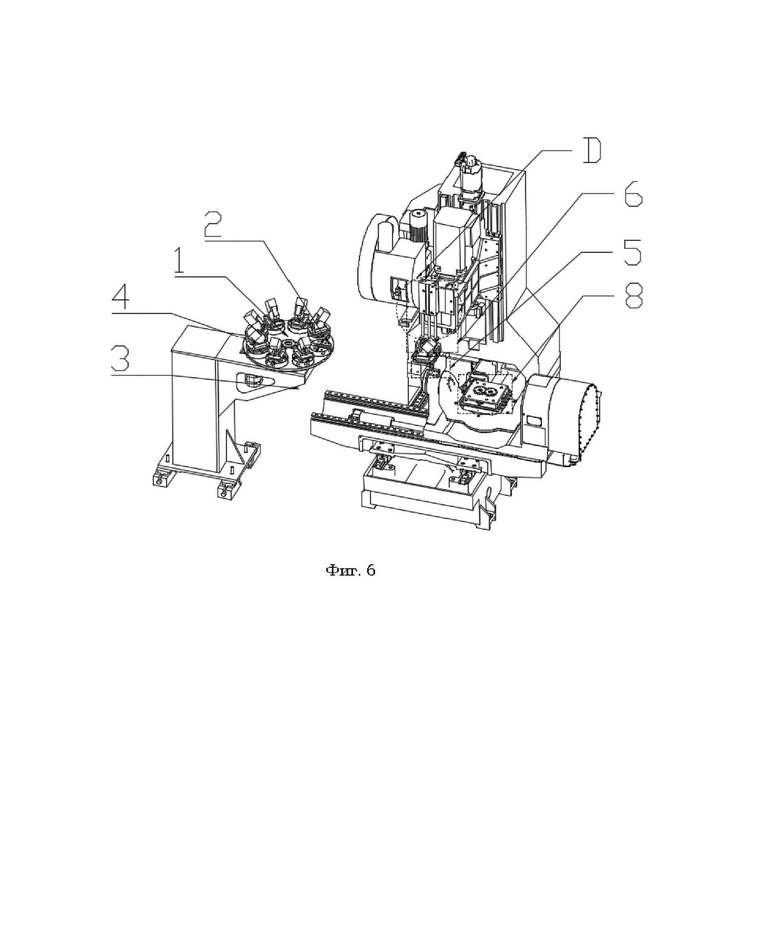
Фиг. 6 представляет собой схематическую диаграмму процесса замены заготовки по настоящему изобретению с вспомогательной лапы системы погрузки и разгрузки на основную шпиндельную лапу системы погрузки и разгрузки.
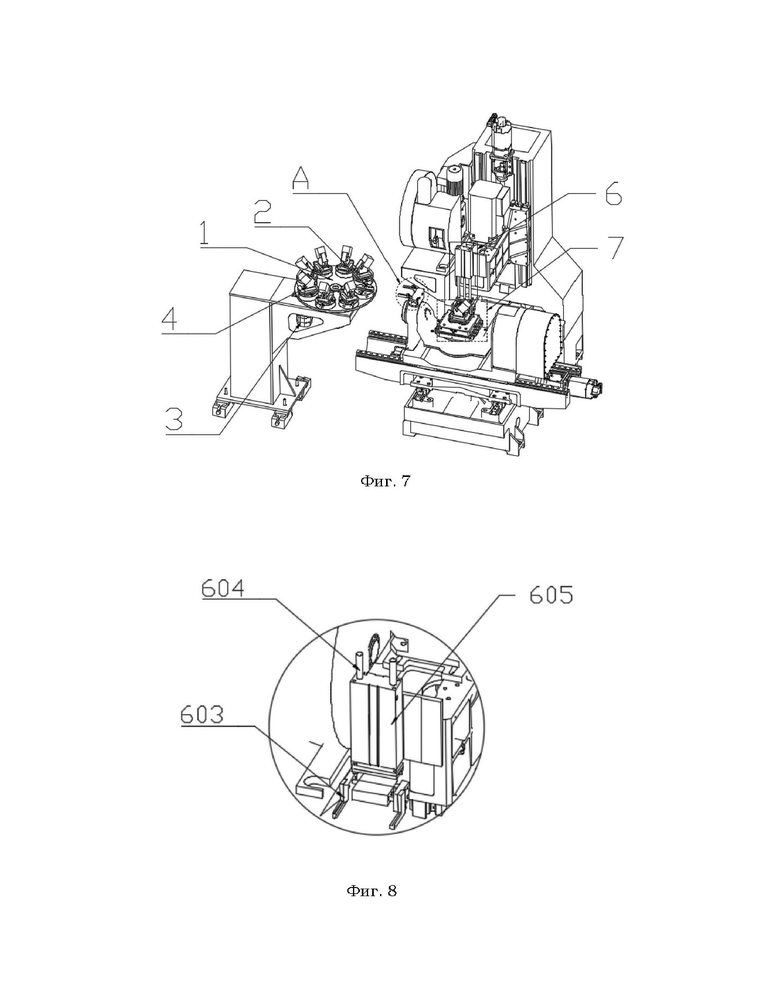
Фиг. 7 представляет собой схематическую диаграмму процесса приведения инструментальной подпластины основной шпиндельной лапы системы погрузки и разгрузки к механизму позиционирования.
Фиг. 8 представляет собой увеличенный вид С на Фиг. 5.
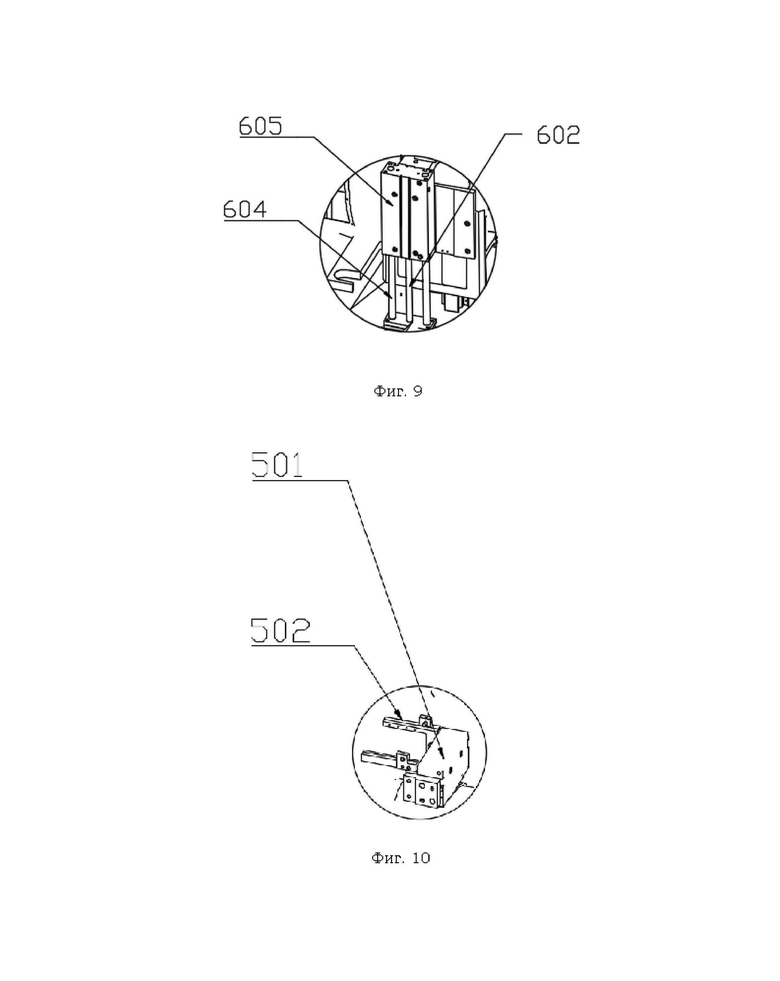
Фиг. 9 представляет собой увеличенный вид D на Фиг. 6.
Фиг. 10 представляет собой увеличенный вид А на Фиг. 7.
Описание условных обозначений
1. лоток; 2. крепежное основание; 3. движущий механизм; 4. инструментальная подпластина; 5. вспомогательная лапа системы погрузки и разгрузки; 6. основная шпиндельная лапа система погрузки и разгрузки; 7. механизм позиционирования; 8. устройство позиционирования в нулевой точке; 9. заготовка; 201. желоб; 202. зацепляющий элемент; 401. нижняя пластина; 402. корпус крепежной конструкции; 403. вытяжная заклепка; 404. зацепляющая пластина; 405. зацепляющий паз; 501. крепежная конструкция; 502. лапа; 602. поршневой шток; 603. зажимная конструкция; 604. линейный подшипник; 605. крепежная пластина.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0011]Для того, чтобы сделать более понятными цель, технические решения и преимущества вариантов осуществления настоящего изобретения, ниже будут ясно и полно описаны технические решения в вариантах осуществления настоящего изобретения в сочетании с сопроводительными фигурами вариантов осуществления настоящего изобретения. Очевидно, что описанные варианты осуществления являются частью вариантов осуществления настоящего изобретения. На основе вариантов осуществления настоящего изобретения все другие варианты осуществления, полученные без творческого труда специалистом в данной области техники, попадают в объем охраны настоящего изобретения.
[0012] На Фиг. 1 представляет собой систему автоматической обработки погрузки и разгрузки по настоящему изобретению, и как показано на Фиг. 1, система автоматической обработки погрузки и разгрузки по этому варианту осуществления включает:
узел магазина; транспортный механизм; и механизм позиционирования
причем указанный узел магазина используется для хранения заготовок;
транспортный механизм используется для транспортировки заготовок, подлежащих обработке на узле магазина, на механизм позиционирования, и транспортирующий готовые заготовки к узлу магазина;
узел магазина включает: лоток 1, множество крепежных оснований 2, движущий механизм 3, и множество инструментальных подпластин 4 для крепления заготовки, причем указанные инструментальные подпластины зафиксированы на указанных крепежных основаниях, причем движущий механизм управляет движением лотка таким образом, что положение инструментальных подпластин соответствует положению транспортного механизма;
транспортный механизм включает:
основную шпиндельную лапу системы погрузки и разгрузки 6, установленную на плунжере обрабатывающего шпинделя для захвата инструментальных подпластин, захваченных вспомогательной лапой системы погрузки и разгрузки, и перемещения вдоль оси Z обрабатывающего центра; и
вспомогательную лапу системы погрузки и разгрузки 5, установленную на одном конце опоры рабочего стола для захвата инструментальных подпластин на лотке или захвата инструментальных подпластин на основной шпиндельной лапе системы погрузки и разгрузки и перемещения вдоль оси X и/или Y обрабатывающего центра;
и механизм позиционирования 7 устанавливается на рабочем столе для закрепления инструментальных подпластин, которые захватывает основная шпиндельная лапа.
[0013] В частности, автоматическая система обработки погрузки и выгрузки за данным вариантом осуществления изобретения включает: узел магазина; транспортный механизм; и механизм позиционирования. Причем узел магазина для хранения заготовок включает: лоток 1, множество крепежных оснований 2, расположенных на лотке для материала, а крепежные основания используются для крепления инструментальных подпластин выше. В нижней части лотка установлен движущий механизм 3, который может представлять собой двигатель, и причем двигатель управляет вращением лотка. Это приводит к вращению инструментальной подпластины 4 на лотке таким образом, что инструментальная пластина соответствует положениям транспортирного механизма. Конструкция транспортирующая материал состоит из двух частей: вспомогательная лапа системы погрузки и разгрузки 5 представляет собой первую часть установленную на корпусе на опорном конце рабочего стола рядом с боковой стороной лотка; основная шпиндельная лапа системы погрузки и разгрузки 6 представляет собой вторую часть установленную на плунжере основного шпинделя, что перемещается вдоль оси Z обрабатывающего центра. Вспомогательная лапа системы погрузки и разгрузки перемещается вдоль оси X и/или Y обрабатывающего центра по направляющим под столом к лотку для захвата инструментальных подпластин с заготовками на лотке или для захвата инструментальных подпластин с заготовками на основной шпиндельной лапе системы погрузки и разгрузки. Автоматическая погрузка и разгрузка инструментальных подпластин между лотком и столом осуществляется с помощью взаимодействия вспомогательной лапы системы погрузки и разгрузки и основной шпиндельной лапы системы погрузки и разгрузки. Механизм позиционирования устанавливается на рабочем столе, а механизм позиционирования позиционирует на рабочем столе инструментальную подпластину, захваченную основной шпиндельной лапой, и тем самым завершает обработку заготовки основным шпинделем.
[0014] Кроме того, механизм позиционирования включает: инструментальную материнскую плату; и
причем инструментальная материнская плата закреплена на рабочем столе, а устройство 8 позиционирования нулевой точки расположено выше инструментальной подпластины.
[0015] В частности, инструментальная материнская плата за этим вариантом осуществления закреплена на рабочем столе, а инструментальные подпластины, захваченные основной шпиндельной лапой, крепятся устройством позиционирования нулевой точки. Как показано на Фиг. 4, устройство позиционирования нулевой точки представляет собой постоянный запорный механизм, который открывается при прохождении воздуха и запирается при прекращении подачи воздуха. Когда гидравлическое или пневматическое давление подается на устройство позиционирования нулевой точки, давление сжимает пружину под ним через поршень, и стальные шарики разлетаются в обе стороны, после чего вытяжная заклепка в нижней части инструментальной подпластины может быть удалена. Когда источник питания отключается, пружина будет толкать поршень вверх, а поршень соберет стальные шарики к середине, тем самым зажимая стальные шарики. После этого замыкается вытяжная заклепка в нижней части инструментальной подпластины.
[0016] Такой вариант осуществления механизм позиционирования решает проблему плохой согласованности при пакетной обработке заготовок, вызванную неспособностью ручной погрузки и разгрузки для обеспечения закрепленного положения зажима, что уменьшает разброс точности заготовок и достигает того, что заготовки имеют гауссовское нормальное распределение заготовок.
[0017] Кроме того, вспомогательная лапа системы погрузки и разгрузки, включает крепежную конструкцию и лапу,
причем крепежная конструкция, закрепленная на одной стороне рабочего стола рядом с узлом магазина, а лапа расположена над крепежной конструкцией и на ближней стороне к узлу магазина.
[0018] Кроме того, основная шпиндельная лапа системы погрузки и разгрузки включает
цилиндр, поршневой шток, зажимную конструкцию 603, линейный подшипник 604 и крепежную пластину 605;
где цилиндр приводит в движение поршневой шток и линейный подшипник в сквозном отверстии крепежной пластины вдоль оси Z обрабатывающего центра, один конец линейного подшипника и один конец поршневого штока на конце возле основного шпинделя соединены с зажимной конструкцией, а крепежная пластина неподвижно соединена с плунжером основного шпинделя.
[0019] В частности, как показано на Фиг. 8 и Фиг. 9, крепежная пластина основной шпиндельной лапы системы погрузки и разгрузки по настоящему варианту осуществления неподвижно соединена с плунжером основного шпинделя, и крепежная пластина 605 имеет 3 сквозных отверстия, причем линейный подшипник 604 установлен в двух сторонах этих 3 сквозных отверстий, в среднее сквозное отверстие установлен поршневой шток 602, а цилиндр (на фиг. не показан) приводит поршневой шток в движение вдоль оси Z обрабатывающего центра. Линейный подшипник обеспечивает стабильность зажимной конструкции 603 основной шпиндельной лапы при движении по оси Z обрабатывающего центра.
[0020] Дополнительно крепежное основание включает:
желоб 201 и зацепляющий элемент 202;
линии удлинения желобов множества крепежных оснований пересекаются в центре лотка, а указанные зацепляющие элементы расположены по обе стороны желобов; и
инструментальная подпластина включает: нижнюю пластину 401 и корпус 402 крепежной конструкции, причем корпус крепежной конструкции неподвижно соединен с заготовкой на одном конце и с нижней пластиной на другом конце, позиционирующая вытяжная заклепка расположена снизу нижней пластины, зацепные пластины 404, параллельные желобу, расположены с обеих сторон нижней пластины, а зацепляющие пазы 405 расположены на двух противоположных сторонах зацепляющей пластины.
[0021] В частности, как показано на Фиг. 2 и 3, инструментальная подпластина на лотке состоит из нижней пластины и корпуса крепежной конструкции. Верхний конец корпуса крепежной конструкции неподвижно соединен с заготовкой болтами, а нижний конец неподвижно соединен болтами с нижней пластиной. В нижней части нижней пластины предусмотрены две вытяжных заклепки 403, которые задвигаются в крепежное основание желоба 401. Два зацепляющих элемента 202 по обеим сторонам желоба крепежного основания и зацепляющие пластины 404 по обеим сторонам нижней пластины входят в зацепление друг с другом. Лапа вспомогательной лапы системы погрузки и разгрузки крепится к этой защелкивающейся пластине. Два зацепляющих элемента также используются для ограничения хода лапы вспомогательной лапы системы погрузки и разгрузки. Это обеспечивает точный захват лапой. Зацепляющие пазы на противоположных сторонах зацепляющей пластины используются для зацепления зажимной конструкции главной шпиндельной лапы.
[0022] Рабочий процесс автоматической системы обработки погрузки и разгрузки за настоящим изобретением заключается в следующем:
Как показано на Фиг. 5, движущий механизм узла магазина вращает лоток, и поворачивает положение инструментальной подпластины для соответствия с вспомогательной лапой системы погрузки и разгрузки транспортного механизма. Вспомогательная лапа системы погрузки и разгрузки перемещается вдоль оси X и/или Y обрабатывающего центра по направляющим под столом к лотку для захвата инструментальных подпластин с заготовками на лотке. Лапа вспомогательной лапы системы погрузки и разгрузки зацепляется с зацепной пластиной на нижней части пластины инструментальной подпластины, вспомогательная лапа системы погрузки и разгрузки перемещается вдоль оси X обрабатывающего центра, а позиционирующая вытяжная заклепка в нижней части нижней пластины выдвигается из крепежного основания желоба. Процесс подбора вспомогательной лапой системы погрузки и разгрузки завершен.
[0023] Как показано на Фиг. 6, вспомогательная лапа системы погрузки и разгрузки перемещается вдоль осей X и Y обрабатывающего центра к нижней части основной шпиндельной лапы системы погрузки и разгрузки, основная шпиндельная лапа системы погрузки и разгрузки перемещается вниз вдоль оси Z обрабатывающего центра, зажимная конструкция основной шпиндельной лапы системы погрузки и разгрузки заходит в зацепляющий паз инструментальной подпластины, инструментальная подпластина снимается с вспомогательной лапы системы погрузки и разгрузки, и заготовка переходит от вспомогательной лапы системы погрузки и разгрузки на основную шпиндельную лапу системы погрузки и разгрузки.
[0024] Как показано на Фиг. 7, стол перемещается вдоль осей X и/или Y обрабатывающего центра к нижней части основной шпиндельной лапы системы погрузки и разгрузки, основная шпиндельная лапа системы погрузки и разгрузки перемещает инструментальную подпластину вниз и помещает инструментальную подпластину на механизм позиционирования. Механизм позиционирования закрепляет инструментальную подпластину на рабочем столе. Таким образом завершается процесс автоматической погрузки заготовки. Выгрузка заготовки является процессом, обратным вышеописанному, и здесь не рассматривается. Настоящее изобретение обеспечивает функцию автоматической погрузки и выгрузки путем установки механизма автоматической подачи и механизма автоматической погрузки для взаимодействия друг с другом, значительно сокращая время ожидания или время подготовки заготовки, повышая эффективность работы и точность обработки заготовки, и экономя рабочую силу в то же время.
[0025] Следует отметить, что приведенные выше варианты осуществления предназначены только для иллюстрации технических решений изобретения, а не для их ограничения. Хотя изобретение было подробно описано со ссылкой на предыдущие варианты осуществления, специалистам в данной области техники должно быть понятно, что технические решения, описанные в предыдущих вариантах осуществления, можно модифицировать или заменить некоторые или все их технические признаки на эквивалентные. Тем не менее эти модификации или замены не выводят сущность соответствующих технических решений из объема технических решений вариантов осуществления настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОБРАБАТЫВАЮЩИЙ ЦЕНТР | 1993 |
|
RU2129064C1 |
| ГОРИЗОНТАЛЬНЫЙ ПЯТИОСЕВОЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР С ОПРОКИДНОЙ ПОЛКОЙ | 2020 |
|
RU2838433C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОСРЕДСТВОМ ОБРАБОТКИ РЕЗАНИЕМ ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ СЛОЖНОГО ПРОФИЛЯ С ИСПОЛЬЗОВАНИЕМ МНОГОФУНКЦИОНАЛЬНОГО ПРОГРАММНО-АППАРАТНОГО ЦЕНТРА | 2010 |
|
RU2446916C1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ СЛОЖНОГО ПРОФИЛЯ РЕЗАНИЕМ ПОСРЕДСТВОМ МНОГОФУНКЦИОНАЛЬНОГО ПРОГРАММНО-АППАРАТНОГО АГРЕГАТА | 2010 |
|
RU2446034C1 |
| Многошпиндельный обрабатывающий станок для одновременной обработки сверлением и (или) фрезерованием нескольких одинаковых деталей с устройствами смены инструментов и для приема заготовок на палеты | 1985 |
|
SU1471937A3 |
| СПОСОБ УСТАНОВКИ И СПОСОБ ИЗВЛЕЧЕНИЯ ИНСТРУМЕНТА ИЗ ПОВОРОТНОЙ ШПИНДЕЛЬНОЙ ГОЛОВКИ | 2020 |
|
RU2837223C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ФОРМ ДЛЯ МЕТАЛЛОГРАФСКОЙ ПЕЧАТИ И ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ ПЕЧАТНАЯ ФОРМА | 2003 |
|
RU2348533C2 |
| Многоцелевой станок | 1989 |
|
SU1660937A1 |
| Автоматизированный технологический комплекс | 1985 |
|
SU1349969A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
Изобретение относится к области металлообработки и может быть использовано в технологическом оборудовании для загрузки заготовок и выгрузки готовых деталей на обрабатывающем центре. Система содержит узел магазина для хранения заготовок и готовых деталей, транспортный механизм для их перемещения и механизм позиционирования, причем узел магазина включает в себя лоток, множество крепежных оснований, движущий механизм и множество вспомогательных приспособлений для крепления заготовок/деталей. При этом движущий механизм выполнен с возможностью обеспечения движения лотка таким образом, что положение приспособлений соответствует заданному положению транспортного механизма, который включает в себя основное шпиндельное зажимное устройство, выполненное с возможностью установки на плунжере обрабатывающего шпинделя центра и перемещения вдоль оси Z обрабатывающего центра, и вспомогательное зажимное устройство, выполненное с возможностью установки на одном из концов опоры рабочего стола центра и перемещения вдоль его горизонтальных осей X и/или Y. Механизм позиционирования выполнен с возможностью установки на рабочем столе обрабатывающего центра и с возможностью закрепления упомянутых приспособлений, подаваемых основным шпиндельным зажимным устройством. Использование изобретения позволяет сократить время операций загрузки и выгрузки, а также повысить эффективность обработки. 4 з.п. ф-лы, 10 ил.
1. Автоматическая система для загрузки заготовок и выгрузки готовых деталей на обрабатывающем центре, содержащая
узел магазина для хранения заготовок и готовых деталей, транспортный механизм и механизм позиционирования, причем
транспортный механизм выполнен с возможностью транспортировки заготовок, подлежащих обработке, с узла магазина на механизм позиционирования и транспортировки готовых деталей с механизма позиционирования к узлу магазина, при этом
узел магазина включает в себя лоток (1), множество крепежных оснований (2), движущий механизм (3) и множество вспомогательных приспособлений (4) для крепления заготовок/деталей, которые зафиксированы на указанных крепежных основаниях (2), а движущий механизм (3) выполнен с возможностью обеспечения движения лотка (1) таким образом, что положение приспособлений (4) соответствует заданному положению транспортного механизма, причем
транспортный механизм включает в себя
основное шпиндельное зажимное устройство (6), выполненное с возможностью установки на плунжере обрабатывающего шпинделя центра и перемещения вдоль оси Z обрабатывающего центра, и
вспомогательное зажимное устройство (5), выполненное с возможностью установки на одном из концов опоры рабочего стола обрабатывающего центра и перемещения вдоль горизонтальных осей X и/или Y обрабатывающего центра, при этом
основное шпиндельное зажимное устройство (6) выполнено с возможностью захвата упомянутых приспособлений (4), захваченных вспомогательным зажимным устройством (5), а
вспомогательное зажимное устройство (5) выполнено с возможностью захвата упомянутых приспособлений (4) с лотка (1) или из основного шпиндельного зажимного устройства (6), при этом
механизм позиционирования (7) выполнен с возможностью установки на рабочем столе обрабатывающего центра и с возможностью закрепления упомянутых приспособлений (4), подаваемых основным шпиндельным зажимным устройством (6).
2. Система по п. 1, в которой механизм позиционирования (7) включает в себя материнскую плату, выполненную с возможностью закрепления на рабочем столе обрабатывающего центра, и запорный механизм (8) для закрепления на нем вспомогательных приспособлений (4) в исходном положении.
3. Система по п. 1, в которой вспомогательное зажимное устройство (5) включает в себя крепежную конструкцию (501) и захват (502),
причем крепежная конструкция (501) выполнена с возможностью закрепления на одной из сторон рабочего стола обрабатывающего центра рядом с узлом магазина, а захват (502) расположен на верхней стороне крепежной конструкции (501) и обращен к узлу магазина.
4. Система по п. 1, в которой основное шпиндельное зажимное устройство (6) включает в себя
цилиндр, поршневой шток (602), зажимную конструкцию (603), линейный подшипник (604) и крепежную пластину (605),
причем цилиндр выполнен с возможностью приведения в движение поршневого штока (602) и линейного подшипника (604) в сквозном отверстии крепежной пластины (605) вдоль вертикальной оси Z обрабатывающего центра, один конец линейного подшипника (604) и один конец поршневого штока (602) на конце возле обрабатывающего шпинделя соединены с зажимной конструкцией (603), а крепежная пластина (605) выполнена с возможностью неподвижного соединения с плунжером обрабатывающего шпинделя центра.
5. Система по п. 1, в которой каждое из крепежных оснований (2) включает в себя
желоб (201) и зацепляющие элементы (202), причем
линии удлинения желобов крепежных оснований (2) пересекаются в центре лотка (1), а указанные зацепляющие элементы (202) расположены по обе стороны желобов, при этом
каждое из упомянутых вспомогательных приспособлений (4) включает в себя нижнюю пластину (401) и корпус (402) крепежной конструкции, который выполнен с возможностью неподвижного соединения с заготовкой на одном конце и соединен с нижней пластиной (401) на другом конце,
снизу нижней пластины (401) расположена позиционирующая вытяжная заклепка (403), с обеих сторон нижней пластины (401) параллельно желобу (201) расположены зацепные пластины (404), а на двух противоположных сторонах зацепной пластины (404) расположены зацепляющие пазы (405).
| CN 206825082 U, 02.01.2018 | |||
| ЗАЖИМНАЯ ГОЛОВКА-МАНИПУЛЯТОР | 2005 |
|
RU2295436C2 |
| CN 109502333 A, 22.03.2019 | |||
| CN 106002304 A, 12.10.2016 | |||
| US 4845835 A1, 11.07.1989 | |||
| US 2011194917 A1, 11.08.2011. | |||

