ОБЛАСТЬ ТЕХНИКИ
[0001] Изобретение относится к политетрафторэтиленовым порошкам, электродным связующим, электродным смесям, электродам и вторичным аккумуляторным батареям.
УРОВЕНЬ ТЕХНИКИ
[0002] Вторичные аккумуляторные батареи, такие как литий-ионные аккумуляторы, используют в небольших и портативных электрических и электронных устройствах, таких как ноутбуки, сотовые телефоны, смартфоны, планшетные ПК и ультрабуки, они также представлены на рынке как самые разнообразные источники питания, включая источники питания для автомобилей и т.п., а также мощные стационарные источники питания. Причина состоит в том, что вторичные аккумуляторные батареи - это высоковольтные аккумуляторы с высокой плотностью отдаваемой энергии, низким саморязрядом, низким эффектом памяти, которые могут быть очень легкими. В настоящее время востребованы вторичные аккумуляторные батареи с еще большей плотностью энергии, желательно улучшение и других параметров.
[0003] В Патентном документе 1 описано устройство накопления энергии, в котором, по меньшей мере, катод или анод содержит политетрафторэтиленовый композитный связующий материал.
[0004] В каждом из Патентных документов 2 и 3 описано применение водной дисперсии политетрафторэтилена в качестве связующего для батарей.
Перечень цитируемой литературы
Патентная литература
[0005]
Патентный документ 1: JP 2017-517862 T
Патентный документ 2: JP 2004-31179 A
Патентный документ 3: JP H11-343317 A
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Техническая задача
[0006] Задачей настоящего изобретения является обеспечение политетрафторэтиленового порошка для электродного связующего, который способен не только уменьшить или предотвратить выделение газа внутри элемента батареи и ухудшение характеристик батареи, но и повысить прочность электрода; электродного связующего, электродной смеси, электрода и вторичной аккумуляторной батареи.
Решение поставленной задачи
[0007] В пункте (1) раскрытия изобретения им обеспечивается политетрафторэтиленовый порошок, предназначенный для использования в качестве электродного связующего, при этом политетрафторэтиленовый порошок характеризуется стандартным удельным весом 2,200 или менее и, по существу, не содержит воду.
[0008] В пункте (2) изобретением обеспечивается электродное связующее, состоящее, по существу, из политетрафторэтиленового порошка, при этом политетрафторэтиленовый порошок характеризуется стандартным удельным весом 2,200 или менее и, по существу, не содержит воду.
[0009] В пункте (3) изобретение относится к электродному связующему пункта (2), в котором политетрафторэтиленовый порошок содержит воду в количестве 0,050% масс. или менее.
[0010] В пункте (4) изобретение относится к электродному связующему по пункту (2) или (3), в котором политетрафторэтиленовый порошок характеризуется давлением экструзии при коэффициенте сжатия 100 10 МПа или более.
[0011] В пункте (5) изобретение относится к электродному связующему в любом сочетании с любым пунктом (2) - (4), в котором политетрафторэтиленовый порошок является расширяемым.
[0012] В пункте (6) изобретение относится к электродному связующему в любом сочетании с любым пунктом (2) - (5), в котором политетрафторэтилен включает звено тетрафторэтилена и звено модифицирующего мономера, при этом модифицирующий мономер способен к сополимеризации с тетрафторэтиленом.
[0013] В пункте (7) изобретение относится к электродному связующему по пункту (6), в котором модифицирующий мономер включает, по меньшей мере, один мономер, выбранный из группы, состоящей из перфтор(метилвинилового эфира) и гексафторпропилена.
[0014] В пункте (8) изобретение относится к электродному связующему в любом сочетании с любым пунктом (2) - (7), в котором политетрафторэтиленовый порошок характеризуется средним размером первичных частиц от 100 до 350 нм.
[0015] В пункте (9) изобретение относится к электродной смеси, содержащей: политетрафторэтиленовый порошок пункта (1) или электродное связующее в любом сочетании с любым пунктом (2) - (8); и активный материал электрода.
[0016] В пункте (10) изобретением обеспечивается электрод, включающий: политетрафторэтиленовый порошок пункта (1) или электродное связующее в любом сочетании с любым пунктом (2) - (8); активный материал электрода; и токосниматель.
[0017] В пункте (11) изобретением обеспечивается вторичная аккумуляторная батарея, включающая электрод пункта (10).
Преимущества изобретения
[0018] Настоящим изобретением обеспечивается политетрафторэтиленовый порошок для электродного связующего, способный не только уменьшить или предотвратить выделение газа внутри элемента батареи и ухудшение характеристик батареи, но и повысить прочность электрода; электродное связующее, электродная смесь, электрод и вторичная аккумуляторная батарея.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0019] Далее изобретение описано подробно.
[0020] Изобретением обеспечивается политетрафторэтиленовый (polytetrafluoroethylene, PTFE) порошок, предназначенный для использования в качестве электродного связующего, при этом PTFE порошок характеризуется стандартным удельным весом 2,200 или менее и, по существу, не содержит воду.
PTFE порошок настоящего изобретения, соответствующий указанному выше, при использовании в качестве электродного связующего способен уменьшить или предотвратить выделение газа внутри элемента батареи и ухудшение характеристик батареи (например, уменьшение емкости во время хранения при высокой температуре) и повысить прочность электрода. Поскольку PTFE порошок настоящего изобретения, по существу, не содержит воду, активный материал электрода, используемый в сочетании с ним, может быть выбран из широкого диапазона материалов, обладающих преимуществами с точки зрения технологии производства. PTFE порошок настоящего изобретения может быть смешан с активным материалом электрода как есть, поэтому не нужно использовать органические растворители, благодаря чему упрощается процесс и исключаются затраты на органические растворители. Кроме этого, PTFE порошок настоящего изобретения обладает очень высокой силой сцепления с активными материалами, поэтому можно использовать меньшее количество PTFE порошка.
[0021] PTFE порошок настоящего изобретения характеризуется стандартным удельным весом (standard specific gravity, SSG) 2,200 или менее. PTFE порошок с SSG в указанном диапазоне способен дополнительно снижать или предотвращать выделение газа внутри элемента батареи и ухудшение характеристик батареи и увеличивать прочность электрода.
SSG составляет, предпочтительно, 2,180 или менее, более предпочтительно, 2,170 или менее, еще более предпочтительно, 2,160 или менее, еще более предпочтительно, 2,150 или менее, еще более предпочтительно, 2,145 или менее, особенно предпочтительно, 2,140 или менее.
Предпочтительно, SSG составляет 2,130 или более.
SSG определяют методом вытеснения воды в соответствии с ASTM D792 с использованием образца, отлитого в соответствии с ASTM D4895.
[0022] PTFE порошок настоящего изобретения, предпочтительно, характеризуется средним размером первичных частиц от 100 до 350 нм. При среднем размере первичных частиц в указанном диапазоне, PTFE обладает высоким молекулярным весом, что обеспечивает большую силу сцепления и повышенную гибкость электрода.
Средний размер первичных частиц составляет, более предпочтительно, 330 нм или менее, еще более предпочтительно, 320 нм или менее, еще более предпочтительно, 300 нм или менее, еще более предпочтительно, 280 нм или менее, особенно предпочтительно, 250 нм или менее, при этом, более предпочтительно, 150 нм или более, еще более предпочтительно, 170 нм или более, еще более предпочтительно, 200 нм или более.
Средний размер первичных частиц измеряют следующим методом.
Водную дисперсию PTFE разбавляют водой до концентрации твердой фазы 0,15% масс. Измеряют пропускание света с длиной волны 550 нм единицей длины разбавленной дисперсии. На изображении, полученном при помощи просвечивающего электронного микроскопа, измеряют диаметры Фере и на их основании определяют численный усредненный по длине размер частиц. Эти величины используют для построения калибровочной кривой. При помощи калибровочной кривой на основании измеренного для каждого образца пропускания падающего света с длиной волны 550 нм определяют среднечисловой размер частиц, который принимают за средний размер первичных частиц.
[0023] PTFE порошок настоящего изобретения может характеризоваться средним размером вторичных частиц 350 мкм или более, предпочтительно, 400 мкм или более, более предпочтительно, 450 мкм или более, еще более предпочтительно, 500 мкм или более, еще более предпочтительно, 550 мкм или более, особенно предпочтительно, 600 мкм или более, кроме того, предпочтительно, 1000 мкм или менее, более предпочтительно, 900 мкм или менее, еще более предпочтительно, 800 мкм или менее, еще более предпочтительно, 700 мкм или менее.
Средний размер вторичных частиц измеряют в соответствии с JIS K 6891.
[0024] Ввиду дополнительного уменьшения или предотвращения выделения газа и ухудшения характеристик батареи, а также для обеспечения большей силы сцепления, прочности и гибкости электрода, PTFE порошок настоящего изобретения, предпочтительно, характеризуется давлением экструзии при коэффициенте сжатия (reduction ratio, RR) 100 10 МПа или более, более предпочтительно, 12 МПа или более, еще более предпочтительно, 15 МПа или более, еще более предпочтительно, 16 МПа или более, особенно предпочтительно, 17 МПа или более.
С точки зрения большей технологичности давление экструзии при RR 100 составляет, предпочтительно, 50 МПа или менее, более предпочтительно, 40 МПа или менее, еще более предпочтительно, 35 МПа или менее, еще более предпочтительно, 30 МПа или менее, еще более предпочтительно, 25 МПа или менее, еще более предпочтительно, 21 МПа или менее, особенно предпочтительно, 20 МПа или менее.
[0025] Ввиду дополнительного уменьшения или предотвращения выделения газа и ухудшения характеристик батареи, а также для обеспечения большей силы сцепления, прочности и гибкости электрода, PTFE порошок настоящего изобретения, предпочтительно, характеризуется давлением экструзии при RR 300, предпочтительно, 18 МПа или более, более предпочтительно, 23 МПа или более, еще более предпочтительно, 25 МПа или более, еще более предпочтительно, 28 МПа или более, еще более предпочтительно, 30 МПа или более, особенно предпочтительно, 32 МПа или более.
С точки зрения большей технологичности давление экструзии при RR 300 составляет, предпочтительно, 45 МПа или менее, более предпочтительно, 40 МПа или менее.
[0026] Давление экструзии при RR 100 измеряют следующим методом.
Пятьдесят граммов PTFE порошка и 10,25 г углеводородного масла (торговой марки Isopar-E, производства ExxonMobil Corporation) в качестве вещества, способствующего экструзии, перемешивают три минуты в полиэтиленовом контейнере. Цилиндр экструдера заполняют полученной смесью при комнатной температуре (25±2°C). К поршню, вставленному в цилиндр, прикладывают нагрузку 0,47 МПа и сохраняют ее одну минуту. Затем смесь экструдируют через головку экструдера при скорости движения поршня 18 мм/мин. Отношение площади поперечного сечения цилиндра к площади поперечного сечения головки экструдера (коэффициент сжатия) равен 100. Величину, полученную путем деления нагрузки (N), при которой давление во второй половине операции экструзии уравновешивается, на площадь поперечного сечения экструдера, принимают за давление экструзии (МПа).
[0027] Давление экструзии при RR 300 измеряют следующим методом.
Пятьдесят граммов PTFE порошка и 11,00 г углеводородного масла (торговой марки Isopar-E, производства ExxonMobil Corporation) в качестве вещества, способствующего экструзии, перемешивают три минуты в полиэтиленовом контейнере. Цилиндр экструдера заполняют полученной смесью при комнатной температуре (25±2°C). К поршню, вставленному в цилиндр, прикладывают нагрузку 0,47 МПа и сохраняют ее одну минуту. Затем смесь экструдируют через головку экструдера при скорости движения поршня 18 мм/мин. Отношение площади поперечного сечения цилиндра к площади поперечного сечения головки экструдера (коэффициент сжатия) равен 300. Величину, полученную путем деления нагрузки (N), при которой давление во второй половине операции экструзии уравновешивается, на площадь поперечного сечения экструдера, принимают за давление экструзии (МПа).
[0028] Ввиду дополнительного уменьшения или предотвращения выделения газа и ухудшения характеристик батареи, а также для обеспечения большей силы сцепления, прочности и гибкости электрода, PTFE порошок настоящего изобретения, предпочтительно, является расширяемым.
Термин «расширяемый» означает, что в ходе описанного ниже теста на расширение может быть получено расширенное изделие.
Пруток, полученный путем экструзии пасты при описанном выше RR, равном 100, сушат при 230ºС 30 мин для удаления скользящего вещества. Высушенный пруток нарезают на куски надлежащей длины и помещают в печь, нагретую до 300ºС. В печи куски подвергают расширению со скоростью 100%/с.
[0029] Ввиду дополнительного уменьшения или предотвращения выделения газа и ухудшения характеристик батареи, а также для обеспечения большей силы сцепления, прочности и гибкости электрода, PTFE порошок настоящего изобретения, предпочтительно, расширяется с увеличением размера в 25 раз.
Обладает ли он способностью расширяться в 25 раз или нет, может быть определено при помощи следующего испытания на расширение.
Пруток, полученный путем экструзии пасты при RR, равном 100, как описано выше, сушат при 230ºС 30 мин для удаления скользящего вещества. Высушенный пруток нарезают на куски надлежащей длины и помещают в печь, нагретую до 300ºС. В печи куски подвергают расширению со скоростью 100%/с до тех пор, пока их длина не увеличится в 25 раз по сравнению с длиной до испытания на расширение. Если во время расширения не происходит разрушения, то пруток считают способным расширяться с увеличением размера в 25 раз.
[0030] С точки зрения удобообрабатываемости аспектное отношение PTFE порошка настоящего изобретения может составлять 2,0 или менее, предпочтительно, 1,8 или менее, более предпочтительно, 1,7 или менее, еще более предпочтительно, 1,6 или менее, еще более предпочтительно, 1,5 или менее, еще более предпочтительно, 1,4 или менее, еще более предпочтительно, 1,3 или менее, особенно предпочтительно, 1,2 или менее, наиболее предпочтительно, 1,1 или менее. Среднее аспектное отношение также может составлять 1,0 или более.
Среднее аспектное отношение определяют следующим образом. PTFE порошок или водную дисперсию PTFE порошка, разбавленную до концентрации твердой фазы около 1% масс., исследуют при помощи сканирующего электронного микроскопа (scanning electron microscope, SEM) и получают изображение 200 или более произвольно выбранных частиц. Определяют среднее отношение большей оси к меньшей оси этих частиц и принимают его за среднее аспектное отношение.
[0031] С точки зрения удобообрабатываемости кажущаяся плотность PTFE порошка настоящего изобретения, предпочтительно, составляет 0,40 г/мл или более, более предпочтительно, 0,43 г/мл или более, еще более предпочтительно, 0,45 г/мл или более, еще более предпочтительно, 0,48 г/мл или более, особенно предпочтительно, 0,50 г/мл или более. Верхний предел не имеет ограничений и может составлять 0,70 г/мл.
Кажущуюся плотность определяют в соответствии с JIS K 6892.
[0032] PTFE порошок настоящего изобретения, предпочтительно, пригоден для вторичной переработки без плавления. Пригодность для вторичной переработки без плавления означает свойство полимера, выражающееся в том, что скорость течения расплава при температуре, превышающей температуру плавления, нельзя измерить в соответствии с ASTM D1238 и D2116, другими словами, полимер не обладает достаточной текучестью даже при температуре в диапазоне плавления.
[0033] PTFE может представлять собой гомополимер тетрафторэтилена (TFE) или модифицированный PTFE, включающий полимеризованное звено на основе TFE (звено TFE) и полимеризованное звено на основе модифицирующего мономера (далее также именуемое «звено модифицирующего мономера»). Модифицированный PTFE может содержать 99,0% масс. или более звеньев TFE и 1,0% масс. или более звеньев модифицирующего мономера. Модифицированный PTFE может состоять из звеньев TFE и звеньев модифицирующего мономера.
Ввиду дополнительного уменьшения или предотвращения выделения газа и ухудшения характеристик батареи, а также для обеспечения большей силы сцепления, прочности и гибкости электрода, PTFE, предпочтительно, представляет собой модифицированный PTFE.
[0034] Ввиду дополнительного уменьшения или предотвращения выделения газа и ухудшения характеристик батареи, а также для обеспечения большей силы сцепления, прочности и гибкости электрода, PTFE, предпочтительно, содержит звенья модифицирующего мономера в количестве, лежащем в диапазоне от 0,00001 до 1,0% масс. относительно всех полимеризованных звеньев. Нижний предел количества звеньев модифицирующего мономера составляет, более предпочтительно, 0,0001% масс., еще более предпочтительно, 0,001% масс., еще более предпочтительно, 0,005% масс., еще более предпочтительно, 0,010% масс. Верхний предел количества звеньев модифицирующего мономера составляет, предпочтительно, 0,90% масс., более предпочтительно, 0,80% масс., еще более предпочтительно, 0,50% масс., еще более предпочтительно, 0,40% масс., еще более предпочтительно, 0,30% масс., еще более предпочтительно, 0,20% масс., еще более предпочтительно, 0,15% масс., еще более предпочтительно, 0,10% масс., еще более предпочтительно, 0,08% масс., особенно предпочтительно, 0,05% масс., наиболее предпочтительно, 0,03% масс.
При этом под звеньями модифицирующего мономера понимается часть молекулярной структуры PTFE, образовавшаяся из модифицирующего мономера.
[0035] Указанные выше количества полимеризованных звеньев могут быть установлены при помощи любого сочетания методов ЯМР, ИК-спектроскопии с Фурье-преобразованием, элементного анализа и рентгенофлуоресцентного анализа в соответствии с типами мономеров.
[0036] Модифицирующим мономером может являться любой мономер, способный к сополимеризации с TFE. Его примерами являются перфторолефины, такие как гексафторпропилен (HFP); водородсодержащие фторолефины, такие как трифторэтилен и винилиденфторид (VDF); пергалогенолефины, такие как хлортрифторэтилен; перфторвиниловый эфир; перфтораллиловый эфир; (перфторалкил)этилен; и этилен. Эти модифицирующие мономеры могут быть использованы по отдельности или в сочетании.
[0037] Перфторвиниловый эфир может представлять собой, помимо прочего, ненасыщенное перфторсоединение, соответствующее следующей формуле (А):
CF2=CF-ORf (A)
где Rf означает перфторорганическую группу. При этом термин «перфторорганическая группа» относится к органической группе, в которой все атомы водорода, связанные с любым атомом углерода, замещены атомами фтора. Перфторорганическая группа может включать эфирный кислород.
[0038] Одним из примеров перфторвинилового эфира является перфтор(алкилвиниловый эфир) (PAVE), соответствующей формуле (A), в которой Rf означает перфторалкильную группу С1-С10. Перфторалкильная группа, предпочтительно, включает от 1 до 5 атомов углерода.
[0039] Примерами перфторалкильной группы в PAVE являются перфторметильная группа, перфторэтильная группа, перфторпропильная группа, перфторбутильная группа, перфторпентильная группа и перфторгексильная группа.
[0040] Примерами перфторвинилового эфира также являются:
соединения формулы (А), в которой Rf означает перфтор(алкоксиалкильную) группу;
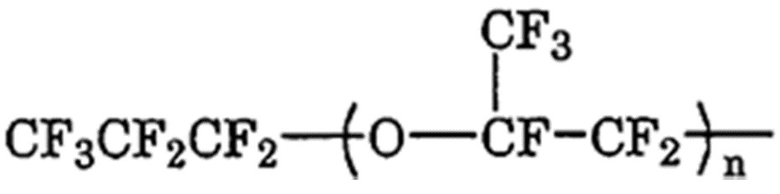
соединения формулы (А), в которой Rf означает группу, соответствующую следующей формуле:
[0041] Схема 1
[0042] где m равно нулю или целому числу от 1 до 4; и
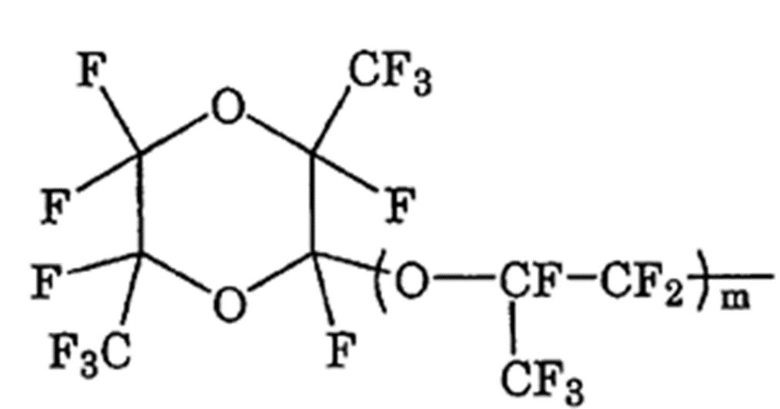
соединения формулы (А), в которой Rf означает группу, соответствующую следующей формуле:
[0043] Схема 2
[0044] где n является целым числом от 1 до 4.
[0045] Примерами (перфторалкил)этилена (PFAE) являются, помимо прочего, (перфторбутил)этилен (PFBE) и (перфотргексил)этилен.
[0046] Примером перфтораллилового эфира является фтормономер, соответствующий следующей формуле (В):
CF2=CF-CF2-ORf1 (B)
где Rf1 означает перфторорганическую группу.
[0047] Rf1, предпочтительно, представляет собой перфторалкильную группу С1-С10 или перфторалкоксиалкильную группу С1-С10. Перфтораллиловый эфир, предпочтительно, включает, по меньшей мере, одно соединение, выбранное из группы, состоящей из CF2=CF-CF2-O-CF3, CF2=CF-CF2-O-C2F5, CF2=CF-CF2-O-C3F7 и CF2=CF-CF2-O-C4F9, более предпочтительно, включает, по меньшей мере, одно соединение, выбранное из группы, состоящей из CF2=CF-CF2-O-C2F5, CF2=CF-CF2-O-C3F7 и CF2=CF-CF2-O-C4F9, еще более предпочтительно, представляет собой CF2=CF-CF2-O-CF2CF2CF3.
[0048] Ввиду обеспечения повышенной расширяемости, большей силы сцепления и улучшенной гибкости электрода, модифицирующий мономер, предпочтительно, включает, по меньшей мере, одно соединение, выбранное из группы, состоящей из PAVE и HFP, более предпочтительно, по меньшей мере, одно соединение, выбранное из группы, состоящей из перфор(метилвинилового эфира) (PMVE) и HFP.
[0049] Для создания листа электродной смеси еще большей прочности, другой модифицирующий мономер, предпочтительно, включает, по меньшей мере, одно соединение, выбранное из группы, состоящей из VDF, HFP, CTFE и PAVE, более предпочтительно, по меньшей мере, одно соединение, выбранное из группы, состоящей из VDF, HFP и CTFE.
Ввиду обеспечения повышенной теплостойкости, в одном из предпочтительных вариантов осуществления PTFE включает звено TFE, звено VDF и звено HFP, при этом общее количество звеньев VDF и HFP составляет 1,0% масс. или менее относительно всех полимеризованных звеньев.
[0050] PTFE может иметь структуру «ядро-оболочка». Одним из примеров PTFE со структурой «ядро-оболочка» является модифицированный PTFE, включающий ядро частицы из высокомолекулярного PTFE и оболочку из низкомолекулярного PTFE или модифицированного PTFE. Одним из примеров подобного модифицированного PTFE является PTFE, описанный в документе JP 2005-527652 T.
[0051] Ввиду создания листа электродной смеси еще большей прочности, PTFE, предпочтительно, характеризуется эндотермическим пиком температуры 320ºС или выше, более предпочтительно, 325ºС или выше, еще более предпочтительно, 330ºС или выше, еще более предпочтительно, 335ºС или выше, еще более предпочтительно, 340ºС или выше, еще более предпочтительно, 342ºС или выше, особенно предпочтительно, 344ºС или выше. Эндотермический пик температуры составляет, предпочтительно, 350ºС или ниже.
Эндотермический пик температуры соответствует температуре в точке минимума на кривой теплоты плавления, полученной в процессе дифференциальной сканирующей калориметрии (differential scanning calorimetry, DSC) при скорости увеличения температуры 10ºС/мин в отношении фторкаучука, который до этого никогда не нагревали, до температуры 300ºС или выше. Если в одном пике плавления имеется две или более точек минимума, эндотермическими пиками температуры считают температуры, соответствующие эти точкам.
[0052] Предпочтительно, PTFE характеризуется, по меньшей мере, одним эндотермическим пиком в диапазоне от 333ºС до 347ºС на кривой теплоты плавления, полученной при увеличении температуры со скоростью 10ºС/мин при помощи дифференциального сканирующего калориметра (DSC), и рассчитанной на основании кривой теплоты плавления энтальпией плавления 62 мДж/мг или выше при температуре от 290ºС до 350ºС.
[0053] Ввиду создания листа электродной смеси еще большей прочности, PTFE, предпочтительно, характеризуется среднечисловым молекулярным весом (Mn) 3,0×106 или более, более предпочтительно, 3,2×106 или более, еще более предпочтительно, 3,5×106 или более, еще более предпочтительно, 3,7×106 или более, особенно предпочтительно, 4,0×106 или более. Среднечисловой молекулярный вес составляет, предпочтительно, 7,0×106 или менее, более предпочтительно, 6,5×106 или менее, еще более предпочтительно, 6,0×106 или менее, еще более предпочтительно, 5,5×106 или менее, особенно предпочтительно, 5,0×106 или менее.
Среднечисловой молекулярный вес - это молекулярный вес, определенный методом, описанным в указанной ниже статье, на основании тепла кристаллизации, оцениваемой путем измерения падения температуры при помощи DSC в отношении расплавленного фторкаучука. Измерения проводят пять раз и используют среднюю величину трех измерений, исключая максимальное и минимальное значения.
Статья: Suwa, T.; Takehisa, M.; Machi, S., J. Appl. Polym. Sci. vol. 17, pp. 3253 (1973).
[0054] PTFE порошок настоящего изобретения, по существу, не содержит воду. Такой PTFE порошок способен дополнительно уменьшать или предотвращать выделение газа и ухудшение характеристик батареи и увеличивать прочность электрода. Кроме этого, активный материал электрода, используемый в сочетании с ним, может быть выбран из широкого диапазона материалов, обладающих преимуществами с точки зрения технологии производства. Выражение «по существу, не содержит воду» означает, что водосодержание PTFE порошка меньше 0,050% масс.
Водосодержание составляет, предпочтительно, 0,040% масс. или менее, более предпочтительно, 0,020% масс. или менее, еще более предпочтительно, 0,010% масс. или менее, еще более предпочтительно, 0,005% масс. или менее, особенно предпочтительно, 0,002% масс. или менее.
Водосодержание определяют следующим методом.
PTFE порошок взвешивают до и после нагревания при 150ºС в течение двух часов и рассчитывают водосодержание по нижеследующей формуле. Образец порошка отбирают три раза, расчет проводят для каждого образца и усредняют полученные величины.
Водосодержание (% масс.)=[(масса (г) PTFE порошка до нагревания)-(масса (г) PTFE порошка после нагревания)]/(масса (г) PTFE порошка до нагревания)×100
[0055] PTFE порошок настоящего изобретения, предпочтительно, по существу, не содержит фторсодержащих соединений с молекулярным весом 1000 или менее. Выражение «по существу, не содержит фторсодержащих соединений» означает, что количество фторсодержащего соединения в PTFE порошке составляет 25 массовых частей на миллиард или менее.
Количество фторсодержащего соединения составляет, более предпочтительно, менее 25 массовых частей на миллиард, еще более предпочтительно, 10 массовых частей на миллиард или менее, еще более предпочтительно, 5 массовых частей на миллиард или менее, особенно предпочтительно, 3 массовых части на миллиард или менее, еще более предпочтительно, 1 массовую часть на миллиард или менее. Нижний предел не ограничен, это может быть количество меньше предела обнаружения.
[0056] Количество фторсодержащего соединения с молекулярным весом 1000 или менее измеряют следующим методом.
К 1 г отвешенного образца добавляют 10 г (12,6 мл) метанола, затем проводят обработку ультразвуком 60 минут, тем самым, получая экстракт. Концентрацию этого экстракта надлежащим образом повышают путем продувки азотом и подвергают фторсодержащее соединение в концентрированном экстракте исследованию при помощи жидкостного хроматографа/масс-спектрометра (Liquid Chromatograph/Mass Spectrometer, LC/MS). На основании информации о молекулярном весе, установленной по полученному LC/MS спектру, проверяют совместимость со структурными формулами возможных фторсодержащих соединений. Подготавливают водные растворы с пятью или более разными концентрациями стандартного вещества и проводят LC/MS анализ этих водных растворов. Строят график зависимости соотношения между количеством и площадью от количества и получают калибровочную кривую. На основании полученной калибровочной кривой преобразуют площадь пика фторсодержащего соединения на LC/MS хроматограмме экстракта в количество фторсодержащего соединения.
Нижний предел обнаружения в этом методе измерения составляет 10 массовых частей на миллиард.
[0057] Количество фторсодержащего соединения с молекулярным весом 1000 или менее также может быть измерено следующим методом.
К 1 г отвешенного образца добавляют 10 г (12,6 мл) метанола, затем проводят обработку ультразвуком в течение 2 часов, выдерживают при комнатной температуре, удаляют твердую фазу, тем самым, получая экстракт. Концентрацию этого экстракта надлежащим образом повышают путем продувки азотом и подвергают фторсодержащее соединение в концентрированном экстракте исследованию при помощи LC/MS. На основании информации о молекулярном весе, установленной по полученному LC/MS спектру, проверяют совместимость со структурными формулами возможных фторсодержащих соединений. Подготавливают стандартные растворы в метаноле с пятью известными концентрациями фторсодержащего соединения и проводят анализ на LC/MS. Путем аппроксимации первого порядка на основании концентрации стандартных растворов в метаноле и интегральных величин пиков в каждом диапазоне концентрации строят калибровочную кривую. По калибровочной кривой определяют количество фторсодержащего соединения в экстракте и преобразуют в количество фторсодержащего соединения в образце.
Нижний предел обнаружения в этом методе измерения равен 1 массовая часть на миллиард.
[0058] Примером фторсодержащего соединения с молекулярным весом 1000 или менее является фторсодержащее соединение, включающее гидрофильную группу и имеющее молекулярный вес 1000 г/моль или менее. Молекулярный вес этого фторсодержащего соединения составляет, предпочтительно, 800 или менее, более предпочтительно, 500 или менее.
Полимеризованные частицы, полученные путем полимеризации в присутствии фторсодержащего поверхностно-активного вещества (ПАВ), обычно помимо PTFE включают фторсодержащее ПАВ. В данном случае фторсодержащее ПАВ используют при полимеризации.
Фторсодержащее соединение с молекулярным весом 1000 или менее может представлять собой соединение, которое не добавляют при полимеризации, например, соединение, образующееся при полимеризации в качестве побочного продукта.
Когда фторсодержащее соединение включает анионную часть и катионную часть, фторсодержащее соединение с молекулярным весом 1000 или менее называют фторсодержащим соединением, в котором анионная часть обладает молекулярным весом 1000 или менее. Фторсодержащее соединение с молекулярным весом 1000 или менее не включает PTFE.
[0059] Гидрофильная группа может представлять собой, например, -COOM, -SO2M или -SO3M, ее примерами являются анионные группы, такие как -COOM и -SO3M, в которых M означает H, атом металла, NR14, имидазол, возможно замещенный, пиридин, возможно замещенный, или фосфоний, возможно замещенный; R1 означает Н или органическую группу.
[0060] Фторсодержащее ПАВ также может являться фторсодержащим ПАВ, в котором анионная часть обладает молекулярным весом 1000 или менее (анионное фторсодержащее ПАВ). «Анионная часть» означает часть фторсодержащего ПАВ без катиона. Например, в случае F(CF2)n1COOM анионной называют часть «F(CF2)n1COO».
Одним из примеров фторсодержащего анионного ПАВ является соединение, соответствующее следующей формуле (N0):
Xn0-Rfn0-Y0 (N0)
где Xn0 означает H, Cl и/или F; Rfn0 означает линейную, разветвленную или циклическую алкиленовую группу C3-C20, в которой часть или все атомы Н замещены атомами F, алкиленовую группу, возможно, включающую одну или несколько эфирных связей с одним или несколькими атомами Н, возможно, замещенными Cl; Y0 означает анионную группу.
Анионная группа Y0 может представлять собой -COOM, -SO2M или -SO3M, и может быть -COOM или -SO3M.
M означает H, атом металла, NR14, имидазол, возможно замещенный, пиридин, возможно замещенный, или фосфоний, возможно замещенный; R1 означает Н или органическую группу.
Примерами атома металла являются щелочной металл (1 группа) и щелочноземельный металл (2 группа), например, Na, K и Li.
R1 может представлять собой H или органическую группу С1-С10, может быть Н или органической группой С1-С4, может быть Н или алкильной группой С1-С4.
M может представлять собой H, атом металла или NR14, может быть H, щелочным металлом (1 группа), щелочноземельным металлом (2 группа) или NR14, и может быть H, Na, K, Li, NH4.
В Rfn0 50% или более атомов Н могут быть замещены фтором.
[0061] Фторсодержащее ПАВ может представлять собой отдельное фторсодержащее ПАВ или смесь двух или более фторсодержащих ПАВ.
[0062] Примерами фторсодержащих ПАВ являются соединения, соответствующие нижеследующим формулам. Фторсодержащее ПАВ может являться смесью этих соединений:
F(CF2)7COOM,
F(CF2)5COOM,
H(CF2)6COOM,
H(CF2)7COOM,
CF3O(CF2)3OCHFCF2COOM,
C3F7OCF(CF3)CF2OCF(CF3)COOM,
CF3CF2CF2OCF(CF3)COOM,
CF3CF2OCF2CF2OCF2COOM,
C2F5OCF(CF3)CF2OCF(CF3)COOM,
CF3OCF(CF3)CF2OCF(CF3)COOM,
CF2ClCF2CF2OCF(CF3)CF2OCF2COOM,
CF2ClCF2CF2OCF2CF(CF3)OCF2COOM,
CF2ClCF(CF3)OCF(CF3)CF2OCF2COOM,
CF2ClCF(CF3)OCF2CF(CF3)OCF2COOM и
Схема 3
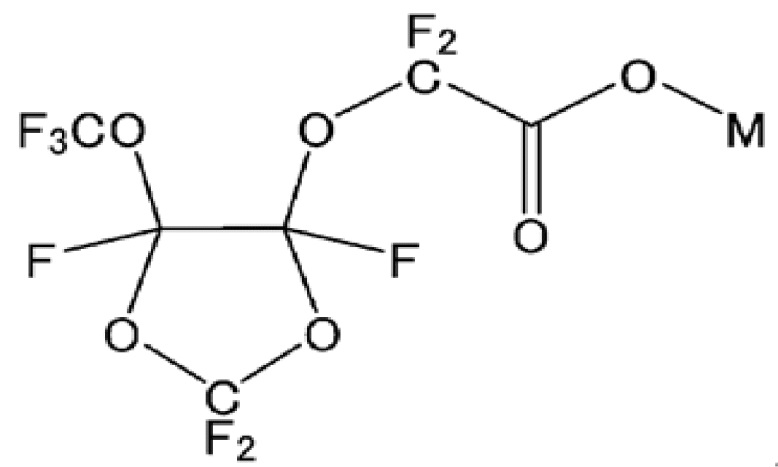
В каждой из формул М означает H, атом металла, NR14, имидазол, возможно замещенный, пиридин, возможно замещенный, или фосфоний, возможно замещенный; R1 означает Н или органическую группу.
PTFE порошок настоящего изобретения, предпочтительно, по существу, не содержит никакое из фторсодержащих соединений, соответствующих представленным выше формулам.
[0063] В каждой из приведенных выше формул М может являться Н, атомом металла или NR14, может быть H, щелочным металлом (1 группа), щелочноземельным металлом (2 группа) или NR14, или может быть H, Na, K, Li, NH4.
R1 может представлять собой H или органическую группу С1-С10, может быть Н или органической группой С1-С4, может быть Н или алкильной группой С1-С4.
[0064] PTFE порошок настоящего изобретения, по существу, не содержащий никакое из фторсодержащих соединений, соответствующих приведенным выше формулам, способен дополнительно уменьшать или предотвращать выделение газа и ухудшение характеристик батареи и увеличивать прочность электрода.
Выражение «по существу, не содержащий никакое из фторсодержащих соединений, соответствующих приведенным выше формулам» означает, что количество любого из этих фторсодержащих соединений в PTFE порошке составляет 25 массовых частей на миллиард или менее.
Количество любого из этих фторсодержащих соединений, предпочтительно, меньше 25 массовых частей на миллиард, более предпочтительно, составляет 10 массовых частей на миллиард или менее, еще более предпочтительно, 5 массовых частей на миллиард или менее, особенно предпочтительно, 3 массовых части на миллиард или менее, еще более предпочтительно, 1 массовую часть на миллиард или менее. Нижний предел не имеет ограничений и может быть меньше предела обнаружения.
[0065] PTFE порошок настоящего изобретения также, предпочтительно, по существу, не включает фторсодержащее соединение, соответствующее следующей формуле:
[Cn-1F2n-1COO-]M+
где n является целым числом от 9 до 14, предпочтительно, от 9 до 12; М+ означает катион. Такой PTFE порошок способен дополнительно уменьшать или предотвращать выделение газа и ухудшение характеристик батареи и увеличивать прочность электрода.
М, образующий катион М+ в этой формуле, аналогичен М, описанному выше.
Выражение «по существу, не включает фторсодержащее соединение, соответствующее формуле» означает, что количество этого фторсодержащего соединения в PTFE порошке составляет 25 массовых частей на миллиард или менее.
Количество фторсодержащего соединения составляет, предпочтительно, менее 25 массовых частей на миллиард, более предпочтительно, 10 массовых частей на миллиард или менее, еще более предпочтительно, 5 массовых частей на миллиард или менее, особенно предпочтительно, 3 массовых части на миллиард или менее, еще более предпочтительно, менее 1 массовую частей на миллиард или менее. Нижний предел не ограничен, это может быть количество меньше предела обнаружения.
[0066] PTFE порошок настоящего изобретения может быть изготовлен, например, способом, включающим следующие стадии, на которых: (А) готовят водную дисперсию PTFE; (В) осуществляют коагуляцию водной дисперсии с получением влажного порошка PTFE; и (С) сушат влажный порошок.
[0067] На стадии (А) водная дисперсия может быть получена, например, путем эмульсионной полимеризации.
[0068] Эмульсионная полимеризация может быть осуществлена известным способом. Например, эмульсионную полимеризацию мономеров, необходимых для образования PTFE, проводят в присутствии фторсодержащего анионного ПАВ и инициатора полимеризации в водной среде, тем самым, может быть получена водная дисперсия, содержащая частицы PTFE (первичные частицы). При эмульсионной полимеризации, если нужно, могут быть использованы такие добавки, как агент передачи цепи, буфер, регулятор рН, вспомогательный стабилизатор, стабилизатор дисперсии или акцептор радикалов.
Путем надлежащего выбора условий эмульсионной полимеризации можно обеспечить SSG, соответствующий указанному выше диапазону.
[0069] Стадия (А) может представлять собой стадию эмульсионной полимеризации TFE и, если нужно, модифицирующего мономера.
[0070] Эмульсионная полимеризация может быть проведена, например, в водной среде в присутствии фторсодержащего анионного ПАВ и инициатора полимеризации.
Эмульсионная полимеризация может быть проведена, например, путем загрузки в реактор полимеризации водной среды, фторсодержащего анионного ПАВ, мономера, если нужно, других добавок, перемешивания содержимого реактора, поддержания в реакторе заданной температуры полимеризации и, затем, добавления заданного количества инициатора полимеризации для запуска реакции полимеризации. В зависимости от потребностей, после начала реакции полимеризации могут быть добавлены мономер, инициатор полимеризации, агент передачи цепи, ПАВ и т.п.
[0071] Инициатором полимеризации может быть любой инициатор полимеризации, способный генерировать радикалы при температуре полимеризации; может быть использован любой известный маслорастворимый и/или водорастворимый инициатор полимеризации. Кроме этого, для запуска полимеризации инициатор может сочетаться с восстановителем, например, в форме окислительно-восстановительного агента. Концентрацию инициатора полимеризации определяют надлежащим образом в соответствии с типом мономера, целевым молекулярным весом PTFE и скоростью реакции.
[0072] Используемый инициатор полимеризации может представлять собой маслорастворимый инициатор радикальной полимеризации или водорастворимый инициатор радикальной полимеризации.
[0073] Маслорастворимый инициатор радикальной полимеризации может представлять собой известный маслорастворимый пероксид. Его типичными примерами являются диалкилпероксикарбонаты, такие как диизопропилпероксидикарбонат и ди-втор-бутилпероксидикарбонат, пероксиэфиры, такие как трет-бутилпероксиизобутират и трет-бутилпероксипивалат, диалкилпероксиды, такие как ди-трет-бутилпероксид, а также ди(перфторацил) или ди(фторхлор)ацилпероксиды, такие как ди(ω-гидрододекафторгептаноил)пероксид, ди(ω-гидротетрадекафторгептаноил)пероксид, ди(ω-гидрогексадекафторнонаноил)пероксид, ди(перфторбутирил)пероксид, ди(перфторвалерил)пероксид, ди(перфторгексаноил)пероксид, ди(перфторгептаноил)пероксид, ди(перфтороктаноил)пероксид, ди(перфторнонаноил)пероксид, ди(ω-хролгексафторбутирил)пероксид, ди(ω-хлордекафторгексаноил)пероксид, ди(ω-хлортетрадекафтороктаноил)пероксид, ω-гидрододекафторгептаноил-ω-гидрогексадекафторнонаноил-пероксид, ω-хлоргексафторбутирил-ω-хлордекафторгексаноил-пероксид, ω-гидрододекафторгептаноил-перфторбутирил-пероксид, ди(дихлорпентафторбутаноил)пероксид, ди(трихлороктафторгексаноил)пероксид, ди(тетрахлорундекафтороктаноил)пероксид, ди(пентахлортетрадекафтордеканоил)пероксид и ди(ундекахлордотриаконтафтордокосаноил)пероксид.
[0074] Водорастворимый инициатор радикальной полимеризации может представлять собой известный водорастворимый пероксид. Его примерами являются соли аммония, калия и натрия и любой из следующих кислот: персерной кислоты, перборной кислоты, перхлорной кислоты, перфосфорной кислоты и перкарбоновой кислоты, трет-бутилпермалеат, трет-бутилгидропероксид и пероксид диянтарной кислоты. Из них предпочтительны персульфат аммония и пероксид диянтарной кислоты. Инициатор также может включать восстановитель, такой как сульфит или соль сернистой кислоты. Его количество может быть кратно 0,1-20 количества пероксида.
[0075] Водорастворимый инициатор радикальной полимеризации может быть добавлен в любом количестве. Например, он может быть добавлен в количестве, которое не приводит к значительному снижению скорости полимеризации (например, в концентрации несколько частей на миллион относительно количества воды), или более единовременно на начальной стадии полимеризации или периодически или непрерывно. Верхний предел этого количества соответствует диапазону, в котором температура реакции может увеличиваться, пока тепло, выделяющееся в ходе реакции полимеризации, отводится через поверхности устройства. Более предпочтительно, верхний предел соответствует диапазону, в котором тепло реакции полимеризации может быть отведено через поверхности устройства.
Чтобы без труда обеспечить физические условия, описанные выше, добавляемое количество инициатора полимеризации, предпочтительно, эквивалентно 0,1 части на миллион или более, более предпочтительно, эквивалентно 1,0 части на миллион или более, и, при этом, предпочтительно, эквивалентно 100 частям на миллион или менее, более предпочтительно, эквивалентно 10 частям на миллион или менее относительно водной среды.
[0076] Например, в случае полимеризации при низкой температуре 30ºС или менее, используемый инициатор полимеризации, предпочтительно, представляет собой окислительно-восстановительный инициатор, являющийся сочетанием окислителя и восстановителя. Примерами окислителя являются персульфат, органический пероксид, перманганат калия, триацетат марганца, нитрат и бромат церия-аммония. Примерами восстановителя являются сульфит, бисульфит, бромат, диимин и щавелевая кислота. Примерами персульфата являются персульфат аммония и персульфат калия. Примерами сульфита являются сульфит натрия и сульфит аммония. Для увеличения скорости разложения инициатора к сочетанию окислительно-восстановительного инициатора также, предпочтительно, добавляют соль меди или соль железа. Примером соли меди является сульфат меди (II), примером соли железа является сульфат железа (II).
[0077] Окислитель окислительно-восстановительного инициатора, предпочтительно, представляет собой пермарганцевую кислоту или ее соль, персульфат, триацетат марганца, соль церия (IV), бромноватую кислоту или ее соль. Восстановитель окислительно-восстановительного инициатора, предпочтительно, представляет собой дикарбоновую кислоту или ее соль или диамин.
Более предпочтительно, окислителем является пермарганцевая кислота или ее соль, персульфат или бромноватая кислота или ее соль, а восстановителем является дикарбоновая кислота или ее соль.
[0078] Примерами окислительно-восстановительного инициатора являются сочетания перманганат калия/щавелевая кислота, перманганат калия/оксалат аммония, триацетат марганца/щавелевая кислота, триацетат марганца/оксалат аммония, нитрат аммония-церия/щавелевая кислота и нитрат аммония-церия/оксалат аммония.
В случае использования окислительно-восстановительного инициатора в реактор полимеризации может быть заранее загружен окислитель или восстановитель, затем к нему непрерывно или периодически может быть добавлено остальное, что позволяет запустить полимеризацию. Например, в случае использования сочетания перманганат калия/оксалат аммония, предпочтительно, в реактор полимеризации загружают оксалат аммония и к нему непрерывно добавляют перманганат калия.
При этом в отношении окислительно-восстановительного инициатора «перманганат калия/оксалат аммония» означает сочетание перманганата калия и оксалата аммония. То же относится к другим соединениям.
[0079] Особенно предпочтительно, окислительно-восстановительный инициатор является сочетанием окислителя в форме соли и восстановителя в форме соли.
Например, окислитель в форме соли, более предпочтительно, включает, по меньшей мере, одну соль, выбранную из группы, состоящей из персульфатов, перманганатов, солей церия (IV), броматов, еще более предпочтительно, является перманганатом, особенно предпочтительно, перманганатом калия.
Восстановитель в форме соли, более предпочтительно, включает, по меньшей мере, одну соль, выбранную из группы, состоящей из оксалатов, малонатов, сукцинатов, глутаратов и броматов, еще более предпочтительно, является оксалатом, особенно предпочтительно, оксалатом аммония.
[0080] Более конкретно, окислительно-восстановительный инициатор, предпочтительно, включает, по меньшей мере, одно сочетание, выбранное из группы, состоящей из перманганат калия/щавелевая кислота, перманганат калия/оксалат аммония, бромат калия/сульфит аммония, триацетат марганца/оксалат аммония и нитрат аммония-церия/оксалат аммония, более предпочтительно, по меньшей мере, одно сочетание, выбранное из группы, состоящей из перманганат калия/щавелевая кислота, перманганат калия/оксалат аммония, бромат калия/сульфит аммония и нитрат аммония-церия/оксалат аммония, еще более предпочтительно, перманганат калия/щавелевая кислота.
[0081] При использовании окислительно-восстановительного инициатора окислитель и восстановитель могут быть добавлены сразу на начальной стадии полимеризации, либо восстановитель может быть добавлен сразу на начальной стадии полимеризации, а окислитель - добавляться непрерывно. В качестве альтернативы, окислитель может быть добавлен сразу на начальной стадии полимеризации, а восстановитель - добавляться непрерывно, либо и окислитель, и восстановитель могут добавляться непрерывно.
[0082] Когда один компонент окислительно-восстановительного инициатора добавляют на начальной стадии полимеризации, а другой добавляют непрерывно, является предпочтительным постепенно уменьшать скорость добавления, чтобы получить PTFE с малым SSG. Кроме этого, добавление, предпочтительно, прекращают в середине полимеризации. Добавление, предпочтительно, прекращают до расходования 20% - 40% масс. всего TFE, предназначенного для реакции полимеризации.
[0083] При использовании в качестве инициатора полимеризации окислительно-восстановительного инициатора, добавляемое количество окислителя составляет, предпочтительно, 0,1 части на миллион или более, более предпочтительно, 0,3 части на миллион или более, еще более предпочтительно, 0,5 части на миллион или более, еще более предпочтительно, 1,0 часть на миллион или более, особенно предпочтительно, 5 частей на миллион или более, еще более предпочтительно, 10 частей на миллион или более, и при этом, предпочтительно, 10000 частей на миллион или менее, более предпочтительно, 1000 частей на миллион или менее, еще более предпочтительно, 100 частей на миллион или менее, еще более предпочтительно, 10 частей на миллион или менее относительно водной среды.
Добавляемое количество восстановителя составляет, предпочтительно, 0,1 части на миллион или более, более предпочтительно, 3 части на миллион или более, еще более предпочтительно, 5 частей на миллион или более, особенно предпочтительно, 10 частей на миллион или более, и при этом, предпочтительно, 10000 частей на миллион или менее, более предпочтительно, 1000 частей на миллион или менее, еще более предпочтительно, 100 частей на миллион или менее, еще более предпочтительно, 10 частей на миллион или менее.
При использовании для эмульсионной полимеризации окислительно-восстановительного инициатора температура полимеризации составляет, предпочтительно, 100ºС или менее, более предпочтительно, 95ºС или менее, еще более предпочтительно, 90ºС или менее, и при этом, предпочтительно, 10ºС или более, более предпочтительно, 20ºС или более, еще более предпочтительно, 30ºС или более, еще более.
[0084] В целях обеспечения большей силы сцепления, прочности и гибкости электрода, предпочтительные примеры инициатора полимеризации включают водорастворимый инициатор радикальной полимеризации и окислительно-восстановительный инициатор.
[0085] Водная среда является реакционной средой для проведения полимеризации и представляет собой жидкость, содержащую воду. Водная среда может быть любой средой, содержащей воду, и может содержать воду и, например, бесфторный органический растворитель, такой как спирт, эфир или кетон, и/или фторсодержащий органический растворитель с температурой кипения 40ºС или менее.
[0086] При необходимости, в ходе эмульсионной полимеризации могут быть использованы добавки, такие как зародышеобразователь, агент передачи цепи, буфер, регулятор рН, вспомогательный стабилизатор, стабилизатор дисперсии, акцептор радикалов, вещество для разложения инициатора полимеризации или дикарбоновая кислота.
[0087] Для регулирования размера частиц в ходе эмульсионной полимеризации, предпочтительно, вводят зародышеобразователь. Предпочтительно, зародышеобразователь добавляют до начала реакции полимеризации.
Зародышеобразователем может быть один из известных. Зародышеобразователь, предпочтительно, включает, по меньшей мере, одно вещество, выбранное из группы, состоящей из фторполиэфиров, неионогенных ПАВ и агентов передачи цепи, более предпочтительно, это неионогенное ПАВ.
[0088] Фторполиэфир может представлять собой, например, перфторполиэфирную (perfluoropolyether, PFPE) кислоту или ее соль.
PFPE кислота или ее соль может иметь любую структуру цепи, в которой атомы кислорода основной цепи молекулы разделены насыщенными фторуглеродными группами, включающими от 1 до 3 атомов углерода. Кроме этого, в молекуле может присутствовать два или более типов фторуглеродных групп. Типичная структура включает повторяющиеся звенья, соответствующие любой из следующих формул:
(-CFCF3-CF2-O-)n,
(-CF2-CF2-CF2-O-)n,
(-CF2-CF2-O-)n-(-CF2-O-)m и
(-CF2-CFCF3-O-)n-(-CF2-O-)m.
[0089] Эти структуры описаны Kasai в журнале J. Appl. Polymer Sci. 57, 797 (1995). В соответствии с этой публикацией, PFPE кислота или ее соль может включать группу карбоновой кислоты или ее соли на одном конце или на каждом конце. PFPE кислота или ее соль также может включать группу сульфокислоты или фосфоновой кислоты или их соли на одном конце или на каждом конце. Кроме этого, PFPE кислота или ее соль может включать разные группы на каждом конце. В случае однофункциональной PFPE другой конец молекулы обычно является перфторированным, но также может включать атом водорода или хлора. PFPE кислота или ее соль включает, по меньшей мере, два эфирных кислорода, предпочтительно, по меньшей мере, четыре эфирных кислорода, более предпочтительно, по меньшей мере, шесть атомов эфирного кислорода. Предпочтительно, по меньшей мере, одна из фторуглеродных групп, разделяющая атомы эфирного кислорода, более предпочтительно, по меньшей мере, две из таких фторуглеродных групп включают два или три атома углерода. Еще более предпочтительно, по меньшей мере, 50% фторуглеродных групп, разделяющих атомы эфирного кислорода, включают два или три атома углерода. Предпочтительно, PFPE кислота или ее соль в целом включает, по меньшей мере, 15 атомов углерода и, например, предпочтительная минимальная величина n или n+m в структуре повторяющихся звеньев равна, по меньшей мере, 5. В способе производства, соответствующем изобретению, может быть использовано две или более PFPE кислот или их солей, имеющих кислотную группу на одном конце или на каждом конце. PFPE кислота или ее соль, предпочтительно, характеризуется среднечисловым молекулярным весом менее 6000 г/моль.
[0090] Для дополнительного увеличения молекулярного веса PTFE и повышения прочности листа электродной смеси, в ходе эмульсионной полимеризации, предпочтительно, добавляют акцептор радикалов или вещество для разложения инициатора полимеризации. Акцептор радикалов или вещество для разложения инициатора полимеризации добавляют после начала реакции полимеризации, предпочтительно, до полимеризации 10% масс., предпочтительно, 20% масс. всего TFE, который должен быть израсходован в реакции полимеризации, и, предпочтительно, до полимеризации 50% масс., предпочтительно, 40% масс. всего TFE, который должен быть израсходован в реакции полимеризации. Акцептор радикалов или вещество для разложения инициатора полимеризации добавляют, предпочтительно, после описываемых далее сброса давления и восстановления давления, если их проводят.
[0091] Используемый акцептор радикалов представляет собой соединение, не обладающее способностью повторного инициирования после добавления или способностью передачи цепи свободным радикалам в системе полимеризации. Более конкретно, используется соединение, выполняющее функцию инициирования реакции передачи цепи с первичным радикалом или растущим макрорадикалом с последующим образованием стабильного радикала, не вступающего в реакцию с мономером или соединением, выполняющим функцию инициирования реакции соединения с первичным радикалом или растущим макрорадикалом с последующим образованием стабильного радикала.
Вообще, так называемые агенты передачи цепи отличаются активностью, описываемой константой передачи цепи и эффективностью повторного инициирования, а те из них, которые характеризуются эффективностью повторного инициирования 0%, называются акцепторами радикалов.
Акцептор радикалов также может быть описан, например, как соединение, для которого константа передачи цепи к TFE при температуре полимеризации больше, чем константа скорости полимеризации, и которое характеризуется эффективностью повторного инициирования, по существу, равной 0%. Выражение «эффективность повторного инициирования, по существу, равная 0%» означает, что образующиеся радикалы превращают акцептор радикалов в стабильный радикал.
Предпочтительно, акцептор радикалов представляет собой соединение, характеризующееся константой передачи цепи (Cs) (=константа скорости передачи цепи(kc)/константа скорости полимеризации (kp)) к TFE при температуре полимеризации более 0,1. Это соединение характеризуется Cs, более предпочтительно, 0,5 или более, еще более предпочтительно, 1,0 или более, еще более предпочтительно, 5,0 или более, особенно предпочтительно, 10 или более.
[0092] Акцептор радикалов, предпочтительно, включает, например, по меньшей мере, одно соединение, выбранное из группы, состоящей из ароматических гидроксисоединений, ароматических аминов, н,н-диэтилгидроксиамина, хиноновых соединений, терпенов, тиоцианалов и хлорида меди (CuCl2).
Примерами ароматических гидроксисоединений являются незамещенные фенолы, многоатомные фенолы, салициловая кислота, м- или п-салициловая кислота, галловая кислота и нафтол.
Примерами незамещенных фенолов являются о-, м- или п-нитрофенол, о-, м- или п-аминофенол и п-нитрозофенол. Примерами многоатомных фенолов являются катехол, резорцинол, гидрохинон, пирогаллол, флюроглюцин и нафтрезорцинол.
Примерами ароматических аминов являются о-, м- или п-фенилендиамин и бензидин.
Примерами хинонов являются о-, м- или п-бензохинон, 1,4-нафтохинон и ализарин.
Примерами тиоцианатов являются тиоцианат аммония (NH4SCN), тиоцианат калия (KSCN) и тиоцианат натрия (NaSCN).
Из этих соединений предпочтительным акцептором радикалов является ароматическое гидроксисоединение, более предпочтительно, незамещенный фенол или многоатомный фенол, еще более предпочтительно, гидрохинон.
[0093] С точки зрения мягкого уменьшения стандартного удельного веса, добавляемое количество акцептора радикалов, предпочтительно, эквивалентно 3% - 500% (в молярном выражении) концентрации инициатора полимеризации. Нижний предел, предпочтительно, составляет 10% (в молярном выражении), еще более предпочтительно, 15% (в молярном выражении). Верхний предел, более предпочтительно, равен 400% (в молярном выражении), еще более предпочтительно, 300% (в молярном выражении).
[0094] Веществом для разложения инициатора полимеризации может служить любое соединение, способное разлагать используемый инициатор полимеризации, и включает, например, по меньшей мере, одно соединение, выбранное из группы, состоящей из сульфитов, бисульфитов, броматов, дииминов, солей дииминов, щавелевой кислоты, оксалатов, солей меди и солей железа. Примерами сульфитов являются сульфит натрия и сульфит аммония. Примером соли меди является сульфат меди (II), примером соли железа является сульфат железа (II).
С точки зрения мягкого уменьшения стандартного удельного веса, добавляемое количество вещества для разложения, предпочтительно, эквивалентно 3% - 500% (в молярном выражении) концентрации инициатора полимеризации. Нижний предел, более предпочтительно, составляет 10% (в молярном выражении), еще более предпочтительно, 15% (в молярном выражении). Верхний предел, более предпочтительно, равен 400% (в молярном выражении), еще более предпочтительно, 300% (в молярном выражении).
[0095] Для уменьшения количества сгустков, образующихся во время полимеризации, эмульсионная полимеризация может быть проведена в присутствии дикарбоновой кислоты в количестве от 5 до 500 частей на миллион, предпочтительно, от 10 до 200 частей на миллион в водной среде. Если количество дикарбоновой кислоты слишком невелико относительно водной среды, нельзя достичь желаемого эффекта. И наоборот, если количество слишком большое, вероятна реакция передачи цепи, и получаемый полимер может иметь низкий молекулярный вес. Количество дикарбоновой кислоты составляет, более предпочтительно, 150 частей на миллион или менее. Дикарбоновая кислота может быть введена до начала реакции полимеризации или может добавляться во время полимеризации.
[0096] Дикарбоновая кислота, предпочтительно, соответствует формуле HOOCRCOOH (где R означает алкиленовую группу С1-С5), более предпочтительно, является янтарной кислотой, малоновой кислотой, глутаровой кислотой, адипиновой кислотой или пимелиновой кислотой, еще более предпочтительно, янтарной кислотой.
[0097] При проведении эмульсионной полимеризации температуру и давление полимеризации выбирают надлежащим образом в соответствии с типом используемого мономера, целевым молекулярным весом PTFE и скоростью реакции. Обычно температура полимеризации составляет от 5ºС до 150ºС. Предпочтительно, температура полимеризации составляет 10ºС или выше, более предпочтительно, 30ºС или выше, еще более предпочтительно, 50ºС или выше, при этом, более предпочтительно, 120ºС или ниже, еще более предпочтительно, 100ºС или ниже.
Давление полимеризации лежит в диапазоне от 0,05 до 10 МПа изб. Давление полимеризации составляет, более предпочтительно, 0,3 МПа изб. или выше, еще более предпочтительно, 0,5 МПа изб. или выше, при этом, более предпочтительно, 5,0 МПа изб. или ниже, еще более предпочтительно, 3,0 МПа изб. или ниже.
[0098] Когда в качестве модифицирующего мономера для эмульсионной полимеризации используют VDF, для достижения описанных выше физических свойств концентрацию VDF в находящемся в реакторе газе во время запуска полимеризации (при добавлении инициатора), предпочтительно, устанавливают равной 0,001% мол. или выше, более предпочтительно, 0,01% мол. или выше. Концентрация VDF может составлять 15% мол. или ниже, более предпочтительно, 6,0% мол. или ниже, еще более предпочтительно, 5,0% мол. или ниже, еще более предпочтительно, 3,0% мол. или ниже, особенно предпочтительно, 1,0% мол. или ниже. После этого концентрация VDF может поддерживаться до конца реакции полимеризации, либо в ходе процесса может быть осуществлен сброс давления. Предпочтительно, VDF добавляют сразу полностью до начала полимеризации. Однако также после начала полимеризации непрерывно или периодически может быть введена его часть.
[0099] Когда в качестве модифицирующего мономера для эмульсионной полимеризации используют VDF, сброс давления, предпочтительно, не проводят, пока не завершится полимеризация после добавления VDF в реактор полимеризации. Благодаря этому VDF остается в системе до окончания полимеризации и позволяет достичь еще большей прочности листа электродной смеси, содержащей PTFE.
[0100] Когда в качестве модифицирующего мономера для эмульсионной полимеризации используют HFP, для достижения описанных выше физических свойств концентрацию HFP в находящемся в реакторе газе во время запуска полимеризации (при добавлении инициатора), предпочтительно, устанавливают равной от 0,01 до 3,0% мол. Кроме этого, концентрация HFP в находящемся в реакторе газе в то время, когда полимеризовалось 40% масс. TFE, который должен израсходоваться в реакции полимеризации, предпочтительно, больше 0% мол. и составляет 0,2% мол. или менее. После этого концентрацию HFP, предпочтительно, поддерживают до конца реакции полимеризации. HFP может быть добавлен сразу полностью до начала полимеризации, либо его часть может быть введена до начала полимеризации, а остальное - добавляться непрерывно или периодически после начала полимеризации. Благодаря тому, что TFE остается в реакторе до окончания реакции полимеризации, снижается давление экструзии, хотя получаемый в дальнейшем лист электродной смеси, содержащей PTFE, характеризуется высокой прочностью.
[0101] Когда в качестве модифицирующего мономера для эмульсионной полимеризации используют HFP, для достижения более высокой прочности получаемого в дальнейшем листа электродной смеси, содержащей PTFE, предпочтительно, до полимеризации от 5% до 40% масс. всего TFE, который должен израсходоваться в ходе реакции полимеризации, проводят сброс давления и последующее восстановление давления только TFE.
Сброс давления, предпочтительно, осуществляют так, чтобы давление в реакторе составляло 0,2 МПа изб. или менее, более предпочтительно, 0,1 МПа изб. или менее, еще более предпочтительно, 0,05 МПа изб. или менее. Сброс давления, предпочтительно, осуществляют так, чтобы давление в реакторе составляло 0,0 МПа изб. или более.
Сброс и восстановление давления могут проводиться многократно. Сброс давления до разрежения может осуществляться при помощи вакуумного насоса.
[0102] Когда в качестве модифицирующего мономера для эмульсионной полимеризации используют CTFE, для достижения описанных выше физических свойств концентрацию CTFE в находящемся в реакторе газе во время запуска полимеризации (при добавлении инициатора), предпочтительно, устанавливают равной 0,001% мол. или выше, более предпочтительно, 0,01% мол. или выше. Концентрация CTFE может составлять, предпочтительно, 0,3% мол. или ниже, более предпочтительно, 1,0% мол. или ниже. После этого концентрация CTFE может поддерживаться до конца реакции полимеризации, либо в ходе реакции полимеризации может быть осуществлен сброс давления. Предпочтительно, CTFE добавляют сразу полностью до начала полимеризации. Однако также после начала полимеризации непрерывно или периодически может быть введена его часть.
[0103] Когда в качестве модифицирующего мономера для эмульсионной полимеризации используют CTFE, сброс давления, предпочтительно, не проводят, пока не завершится полимеризация после добавления CTFE в реактор полимеризации. Благодаря этому CTFE остается в системе до окончания полимеризации и позволяет достичь еще большей прочности листа электродной смеси, содержащей PTFE.
[0104] Коагуляция на стадии (В) может быть осуществлена известным способом.
[0105] Сушку на стадии (С) обычно проводят с использованием вакуума, высокочастотного излучения или горячего воздуха; в это время влажный порошок находится в состоянии, препятствующем течению, предпочтительно, в стационарном состоянии. Трение между частицами порошка, в частности, при высокой температуре, как правило оказывает на тонкодисперсный PTFE порошок неблагоприятное воздействие. Причина в том, что частицы PTFE этого типа легко поддаются фибрилляции даже при небольшом напряжении сдвига и теряют исходную стабильную структуру частиц.
С точки зрения уменьшения давления экструзии температура сушки составляет, предпочтительно, 300ºС или менее, более предпочтительно, 250ºС или менее, еще более предпочтительно, 230ºС или менее, еще более предпочтительно, 210ºС или менее, еще более предпочтительно, 190ºС или менее, особенно предпочтительно, 170ºС или менее. С точки зрения повышения предела прочности при растяжении, температура сушки составляет, предпочтительно, 10ºС или выше, более предпочтительно, 100ºС или выше, еще более предпочтительно, 150ºС или выше, еще более предпочтительно, 170ºС или выше, еще более предпочтительно, 190ºС или выше, особенно предпочтительно, 210ºС или выше. С точки зрения дополнительного увеличения коэффициента прочности, температуру сушки, предпочтительно, регулируют надлежащим образом в указанном диапазоне.
[0106] Стадия (С) сушки, предпочтительно, включает размещение влажного порошка, полученного на стадии (В), в контейнере с проницаемым для воздуха дном и/или стенками и нагревание порошка до температуры от 130ºС до 300ºС с выдерживанием в течение двух часов или более. Тепловая обработка в крайне ограниченных условиях, описанных выше, позволяет эффективным образом удалить воду и фторсодержащее соединение с молекулярным весом 1000 или менее так, чтобы количества фторсодержащего соединения и воды соответствовали указанным выше диапазонам.
[0107] Ввиду повышения эффективности удаления воды и фторсодержащего соединения, температура тепловой обработки на стадии (С) составляет, предпочтительно, 140ºС или более, более предпочтительно, 150ºС или более, еще более предпочтительно, 160ºС или более, еще более предпочтительно, 180ºС или более, еще более предпочтительно, 200ºС или более, особенно предпочтительно, 220ºС или более, и при этом, предпочтительно, 280ºС или менее, более предпочтительно, 250ºС или менее.
[0108] Ввиду повышения эффективности удаления воды и фторсодержащего соединения, длительность тепловой обработки на стадии (С) составляет, предпочтительно, 5 часов или более, более предпочтительно, 10 часов или более, еще более предпочтительно, 15 часов или более. Верхний предел не ограничен. Однако он составляет, предпочтительно, 100 часов или менее, более предпочтительно, 50 часов или менее, еще более предпочтительно, например, 30 часов.
[0109] Ввиду повышения эффективности удаления воды и фторсодержащего соединения, скорость потока на стадии (С) составляет, предпочтительно, 0,01 м/с или более, более предпочтительно, 0,03 м/с или более, еще более предпочтительно, 0,05 м/с или более, еще более предпочтительно, 0,1 м/с или более. Для уменьшения или предотвращения рассеивания порошка скорость потока составляет, предпочтительно, 50 м/с или менее, более предпочтительно, 30 м/с или менее, еще более предпочтительно, 10 м/с или менее.
[0110] Тепловая обработка на стадии (С) может быть осуществлена с использованием электрической или паровой печи. Например, тепловая обработка может быть проведена в такой электрической печи, как прямоточная камерная электропечь, вентилируемая камерная электропечь, вентилируемая конвейерная электропечь, ленточная электропечь, радиационная конвейерная электропечь, электропечь с псевдоожиженным слоем, вакуумная электропечь, электропечь с мешалкой, конвекционная электропечь или электропечь с циркулирующим горячим воздухом; или в паровой печи, соответствующей любой из упомянутых электрических печей (в устройстве, тип которого описывается путем замены «электропечь» в названии электропечей в приведенном перечне на «паровая печь»). Для более эффективного удаления воды предпочтительны прямоточная камерная электропечь, вентилируемая камерная электропечь, вентилируемая конвейерная электропечь, ленточная электропечь, электропечь с псевдоожиженным слоем, электропечь с циркулирующим горячим воздухом или соответствующие паровые печи (устройства, тип которых описывается путем замены «электропечь» в названии электропечей в приведенном перечне на «паровая печь»).
[0111] Для тепловой обработки на стадии (С) влажный порошок помещают в контейнер с проницаемым для воздуха дном и/или стенками. В качестве контейнера с воздухопроницаемым дном и/или станками может быть использован любой контейнер, способный выдерживать температуру тепловой обработки. Предпочтительно, контейнер изготовлен из металла, такого как нержавеющая сталь.
Контейнер с воздухопроницаемым дном и/или станками, предпочтительно, представляет собой поднос с воздухопроницаемым дном и/или станками, более предпочтительно, поднос (решетчатый поднос) с дном и/или станками, изготовленными из решетки.
Решетка представляет собой, предпочтительно, либо плетеную сетку, либо перфорированный металл.
Размер ячейки составляет, предпочтительно, 2000 мкм или менее, (меш №10 или более по ASTM), более предпочтительно, 595 мкм или менее (меш №30 или более), еще более предпочтительно, 297 мкм или менее (меш №50 или более), еще более предпочтительно, 177 мкм или менее (меш №80 или более), еще более предпочтительно, 149 мкм или менее (меш №100 или более), особенно предпочтительно, 74 мкм или менее (меш №200 или более). Размер ячейки составляет, предпочтительно, 25 мкм или более, (меш №500 или менее).
Когда решетка выполнена как плетеная сетка, это может быть, например, галунная сетка, сетка саржевого плетения, сетка простого голландского плетения или саржевого голландского плетения.
Когда решетка выполнена как перфорированный металл, пористость составляет, предпочтительно, 10% или более, более предпочтительно, 20% или более, еще более предпочтительно, 30% или более и, при этом, предпочтительно, 95% или менее.
[0112] Ввиду более эффективного удаления воды и фторсодержащего соединения, количество влажного порошка, обрабатываемого на стадии (С), составляет, предпочтительно, 10 г/см2 или менее, более предпочтительно, 8 г/см2 или менее, еще более предпочтительно, 5 г/см2 или менее, еще более предпочтительно, 3 г/см2 или менее и при этом, предпочтительно, 0,01 г/см2 или более, более предпочтительно, 0,1 г/см2 или более.
[0113] Ввиду более эффективного удаления воды и фторсодержащего соединения, водосодержание влажного порошка, подлежащего нагреванию на стадии (С), составляет, предпочтительно, 10% масс. или более, более предпочтительно, 20% масс. или более, еще более предпочтительно, 30% масс. или более и при этом, предпочтительно, 150% масс. или менее, более предпочтительно, 100% масс. или менее относительно массы влажного порошка.
[0114] PTFE порошок настоящего изобретения предназначен для использования в электродном связующем. В электродном связующем PTFE порошок настоящего изобретения может быть использован индивидуально или в смеси с другими материалами (например, полимерами, отличными от PTFE). Однако является предпочтительным использовать PTFE порошок настоящего изобретения, по существу, индивидуально, более предпочтительно, индивидуально. Выражение «PTFE порошок настоящего изобретения используют, по существу, индивидуально» означает, что используемое количество PTFE порошка в электродном связующем соответствует диапазону, описанному ниже.
[0115] Изобретением также обеспечивается электродное связующее, состоящее, по существу, из PTFE порошка, при этом PTFE порошок характеризуется стандартным удельным весом 2,200 или менее и, по существу, не содержит воду.
Связующее настоящего изобретения, содержащее особый PTFE порошок, способно уменьшить или предотвратить выделение газа внутри элемента батареи и ухудшение характеристик батареи (например, уменьшение емкости во время хранения при высокой температуре), а также повысить прочность электрода. Поскольку связующее настоящего изобретения, по существу, не содержит воду, активный материал электрода, используемый в сочетании с ним, может быть выбран из широкого диапазона материалов, обладающих преимуществами с точки зрения технологии производства. Связующее настоящего изобретения в порошкообразной форме может быть смешано с активным материалом электрода как есть, поэтому не нужно использовать органические растворители, благодаря чему упрощается процесс и исключаются затраты на органические растворители. Кроме этого, связующее настоящего изобретения обладает очень высокой силой сцепления с активными материалами, поэтому можно использовать меньшее количество связующего.
[0116] PTFE порошок в связующем настоящего изобретения может являться тем же PTFE порошком, что и PTFE порошок, описанный выше, и предпочтительными являются те же варианты осуществления.
[0117] Связующее настоящего изобретения содержит, по существу, PTFE порошок. Благодаря этому ярко проявляется эффект, приписываемый PTFE порошку. Выражение «состоит, по существу, из PTFE порошка» означает, что количество PTFE порошка составляет 95,0% масс. или более относительно массы связующего.
Количество PTFE порошка составляет, предпочтительно, 98,0% масс. или более, более предпочтительно, 99,0% масс. или более, еще более предпочтительно, 99,5% масс. или более, особенно предпочтительно, 99,9% масс. или более, наиболее предпочтительно, 99,95% масс. или более относительно массы связующего.
Связующее настоящего изобретения, предпочтительно, состоит из PTFE порошка.
[0118] Предпочтительно, связующее настоящего изобретения, по существу, не содержит органические растворители. Благодаря этому упрощается процесс и исключаются затраты на органические растворители. Выражение «по существу, не содержит органические растворители» означает, что содержание органического растворителя в связующем составляет 5% масс. или менее.
Содержание органического растворителя составляет, предпочтительно, 3% масс. или менее, более предпочтительно, 1% масс. или менее, еще более предпочтительно, 0,1% масс. или менее, еще более предпочтительно, 0,01% масс. или менее, особенно предпочтительно, 0,001% масс. или менее.
[0119] Связующее настоящего изобретения, предпочтительно, имеет форму порошка.
[0120] Связующее настоящего изобретения может быть надлежащим образом использовано в качестве электродного связующего для вторичных аккумуляторных батарей, таких как литий-ионный аккумуляторы.
[0121] Настоящим изобретением также обеспечивается электродная смесь, содержащая PTFE порошок настоящего изобретения или электродное связующее настоящего изобретения и активный материал электрода. С использованием электродной смеси настоящего изобретения может быть получен электрод, способный уменьшить или предотвратить выделение газа внутри элемента батареи и ухудшение характеристик батареи (например, уменьшение емкости во время хранения при высокой температуре). Кроме этого, может быть повышена прочность электрода. Кроме этого, активный материал электрода может прочно удерживаться даже при небольшом количестве связующего.
[0122] Примерами активного материала электрода являются активный материал положительного электрода и активный материал отрицательного электрода.
[0123] Активный материал положительного электрода может представлять собой любой материал, способный электрохимически поглощать и выделять ионы щелочного металла. Вместе с тем, материалом положительного электрода, предпочтительно, является, например, материал, содержащий щелочной металл и, по меньшей мере, один переходный металл. Конкретными примерами являются сложные оксиды переходного металла, содержащие щелочной металл, фосфатные соединения переходного металла, содержащие щелочной металл, и электропроводные полимеры. Из них для использования в качестве активного материала положительного электрода особенно предпочтительны сложные оксиды переходного металла, содержащие щелочной металл, которые генерируют высокое напряжение. Примерами ионов щелочных металлов являются ионы лития, ионы натрия и ионы калия. В одном из предпочтительных вариантов осуществления ионами щелочных металлов могут являться ионы лития. То есть, в этом варианте осуществления ионно-щелочная вторичная аккумуляторная батарея представляет собой литий-ионную вторичную аккумуляторную батарею.
[0124] Примерами сложных оксидов переходного металла, содержащих щелочной металл, являются сложные оксиды типа литий-марганцевой шпинели, соответствующие формуле:
MaMn2-bM1bO4
где M включает, по меньшей мере, один металл, выбранный из группы, состоящей из Li, Na и K; 0,9 ≤ a; 0 ≤ b ≤ 1,5; и M1 включает, по меньшей мере, один металл, выбранный из группы, состоящей из Fe, Co, Ni, Cu, Zn, Al, Sn, Cr, V, Ti, Mg, Ca, Sr, B, Ga, In, Si и Ge;
сложные оксиды лития-никеля, соответствующие формуле:
MNi1-cM2cO2
где M включает, по меньшей мере, один металл, выбранный из группы, состоящей из Li, Na и K; 0 ≤ c ≤ 0,5; и M2 включает, по меньшей мере, один металл, выбранный из группы, состоящей из Fe, Co, Mn, Cu, Zn, Al, Sn, Cr, V, Ti, Mg, Ca, Sr, B, Ga, In, Si и Ge); и
сложные оксиды лития-кобальта, соответствующие формуле:
MCo1-dM3dO2
где M включает, по меньшей мере, один металл, выбранный из группы, состоящей из Li, Na и K; 0 ≤ d ≤ 0,5; и M3 включает, по меньшей мере, один металл, выбранный из группы, состоящей из Fe, Ni, Mn, Cu, Zn, Al, Sn, Cr, V, Ti, Mg, Ca, Sr, B, Ga, In, Si и Ge). В приведенных выше формулах M, предпочтительно, означает металл, выбранный из группы, состоящей из Li, Na и K, более предпочтительно, Li или Na, еще более предпочтительно, Li.
[0125] С точки зрения создания вторичных аккумуляторных батарей, характеризующихся высокой плотностью энергии и большой емкостью, предпочтительными из указанных соединений являются MCoO2, MMnO2, MNiO2, MMn2O4, MNi0,8Co0,15Al0,05O2 и MNi1/3Co1/3Mn1/3O2, а также предпочтительно соединение, соответствующее формуле (3):
MNihCoiMnjM5kO2 (3)
где M включает, по меньшей мере, один металл, выбранный из группы, состоящей из Li, Na и K; M5 включает, по меньшей мере, один металл, выбранный из группы, состоящей из Fe, Cu, Zn, Al, Sn, Cr, V, Ti, Mg, Ca, Sr, B, Ga, In, Si и Ge; и (h+i+j+k)=1,0, 0 ≤ h ≤ 1,0, 0 ≤ i ≤ 1,0, 0 ≤ j ≤ 1,5 и 0 ≤ k ≤ 0,2.
[0126] Примерами фосфатных соединений переходного металла, содержащих щелочной металл, являются соединения, соответствующие следующей формуле (4):
MeM4f(PO4)g (4)
где M включает, по меньшей мере, один металл, выбранный из группы, состоящей из Li, Na и K; M4 включает, по меньшей мере, один металл, выбранный из группы, состоящей из V, Ti, Cr, Mn, Fe, Co, Ni и Cu; и 0,5 ≤ e ≤ 3, 1 ≤ f ≤ 2 и 1 ≤ g ≤ 3. В этой формуле M, предпочтительно, означает металл, выбранный из группы, состоящей из Li, Na и K, более предпочтительно, Li или Na, еще более предпочтительно, Li.
[0127] Переходным металлом в фосфатном соединении переходного металла, содержащем литий, является, предпочтительно, V, Ti, Cr, Mn, Fe, Co, Ni, Cu и т.п. Конкретными примерами являются фосфат железа в составе LiFePO4, Li3Fe2(PO4)3 и LiFeP2O7, фосфаты кобальта, например, LiCoPO4, и полученные путем замещения некоторых атомов переходного металла, являющихся основными компонентами фосфатных соединений лития и переходного металла, другими элементами, например, Al, Ti, V, Cr, Mn, Fe, Co, Li, Ni, Cu, Zn, Mg, Ga, Zr, Nb или Si. Предпочтительно, фосфатное соединение переходного металла, содержащее литий, имеет структуру оливина.
[0128] Другими примерами активного материала положительного электрода являются MFePO4, MNi0,8Co0,2O2, M1,2Fe0,4Mn0,4O2, MNi0,5Mn1,5O2, MV3O6 и M2MnO3. В частности, предпочтительны такие активные материалы положительного электрода, как M2MnO3 или MNi0,5Mn1,5O2, поскольку их кристаллическая структура не разрушается даже при работе вторичной аккумуляторной батареи при напряжении более 4,4 В или при напряжении 4,6 В или более. Электрохимическое устройство, такое как вторичная аккумуляторная батарея, с активным материалом положительного электрода, включающим активный материал приведенных выше примеров, является предпочтительным по следующим причинам. Менее вероятно уменьшение остаточной емкости или изменение скорости увеличения сопротивления даже после хранения при высокой температуре, и характеристики батареи не ухудшаются даже в случае эксплуатации устройства при высоком напряжении.
[0129] Другими примерами активного материала положительного электрода являются материалы, представляющие собой твердые растворы M2MnO3 и MM6O2 (где M включает, по меньшей мере, один металл, выбранный из группы, состоящей из Li, Na и K; и M6 означает переходный металл, такой как Co, Ni, Mn или Fe).
[0130] Твердым раствором является, например, оксид марганца и щелочного металла, соответствующий формуле Mx[Mn(1-y)M7y]Oz. В этой формуле M включает, по меньшей мере, один металл, выбранный из группы, состоящей из Li, Na и K; и M7 означает, по меньшей мере, один металлический элемент, отличный от M или Mn, включающий, например, один или несколько элементов, выбранных из группы, состоящей из Co, Ni, Fe, Ti, Mo, W, Cr, Zr и Sn. Величины x, y, z в этой формуле лежат в диапазонах 1 < x < 2, 0 ≤ y < 1 и 1,5 < z < 3, соответственно. В частности, предпочтителен содержащий марганец твердый раствор, в котором LiNiO2 или LiCoO2 растворен в Li2MnO3 основе, например, Li1,2Mn0,5Co0,14Ni0,14O2, поскольку включающая его ионно-щелочная вторичная аккумуляторная батарея обладает высокой плотностью энергии.
[0131] С точки зрения сохранения зарядных характеристик предпочтителен активный материал положительного электрода, содержащий фосфат лития. Фосфат лития может быть введен любым способом, предпочтительно использовать его в форме примеси к активному материалу положительного электрода. Нижний предел используемого количества фосфата лития составляет, предпочтительно, 0,1% масс. или более, более предпочтительно, 0,3% масс. или более, еще более предпочтительно, 0,5% масс. или более относительно общей массы активного материала положительного электрода и фосфата лития. Верхний предел составляет, предпочтительно, 10% масс. или менее, более предпочтительно, 8% масс. или менее, еще более предпочтительно, 5% масс. или менее.
[0132] Примерами электропроводных полимеров являются полимеры, легированные акцепторной примесью, и полимеры, легированные донорной примесью. Примерами электропроводных полимеров являются полимеры на основе полиацетилена, полимеры на основе полифенилена, гетероциклические полимеры, ионные полимеры, лестничные полимеры и сетчатые полимеры.
[0133] С поверхностью активного материала положительного электрода может быть связано вещество, отличное от активного материала положительного электрода. Примерами вещества, соединенного с поверхностью активного материала положительного электрода, являются оксиды, такие как оксид алюминия, оксид кремния, оксид титана, оксид циркония, оксид магния, оксид кальция, оксид бора, оксид сурьмы и оксид висмута; сульфаты, такие как сульфат лития, сульфат натрия, сульфат калия, сульфат магния, сульфат кальция и сульфат алюминия; карбонаты, такие как карбонат лития, карбонат кальция, карбонат магния; и углерод.
[0134] Эти вещества могут быть нанесены на поверхность активного материала положительного электрода, например, путем растворения или суспендирования вещества в растворителе, пропитки активного материала положительного электрода раствором или суспензией и сушки пропитанного материала; путем растворения или суспендирования прекурсора заданного вещества в растворителе, пропитки активного материала положительного электрода раствором или суспензией, нагревания материала и прекурсора и, тем самым, проведения реакции между ними; или путем добавления вещества к прекурсору активного материала положительного электрода с одновременным спеканием этих материалов. В том случае, когда присоединяемым веществом является углерод, на поверхность впоследствии может быть нанесен, например, углеродистый материал в форме активированного угля.
[0135] Что касается количества вещества, соединенного с поверхностью, выраженного как масса, относительно количества активного материала положительного электрода, нижний предел этого количества составляет, предпочтительно, 0,1 части на миллион или более, более предпочтительно, 1 часть на миллион или более, еще более предпочтительно, 10 частей на миллион или более, тогда как верхний предел этого количества составляет, предпочтительно, 20% или менее, более предпочтительно, 10% или менее, еще более предпочтительно, 5% или менее. Вещество, соединенное с поверхностью, предохраняет раствор электролита на поверхности активного материала положительного электрода от окисления, тем самым, увеличивая срок службы аккумулятора. Если указанное количество слишком мало, этот эффект может быть недостаточным. Если же оно слишком велико, то может осложняться вход-выход ионов лития, из-за чего увеличивается сопротивление.
[0136] Форма частиц активного материала положительного электрода может быть любой из обычно используемых, например, объемной, полиэдрической, сферической, эллипсоидной, пластинчатой, игольчатой или столбчатой. Первичные частицы могут объединяться во вторичные частицы.
[0137] Активный материал положительного электрода характеризуется плотностью после утряски, предпочтительно, 0,5 г/см3 или более, более предпочтительно, 0,8 г/см3 или более, еще более предпочтительно, 1,0 г/см3 или более. Если плотность после утряски активного материала положительного электрода меньше нижнего предела, для создания слоя активного материала положительного электрода может потребоваться большее количество дисперсионной среды и большее количество электропроводного материала и связующего, это также может привести к ограничению упаковочного коэффициента активного материала положительного электрода в слое, и, следовательно, к ограничению емкости аккумулятора. Если порошкообразный сложный оксид имеет большую плотность после утряски, из него может быть создан очень плотный слой активного материала положительного электрода. Плотность после утряски, предпочтительно, настолько велика, насколько это возможно, и, вообще, не имеет ограничений. Однако при слишком большой плотности после утряски диффузия ионов лития в слое активного материала положительного электрода с электролитом в качестве диффузионной среды может стать стадией, определяющей скорость процесса, что заметно ухудшает нагрузочные характеристики. Таким образом, верхний предел плотности после утряски составляет, предпочтительно, 4,0 г/см3 или менее, более предпочтительно, 3,7 г/см3 или менее, еще более предпочтительно, 3,5 г/см3 или менее.
Плотность после утряски определяют как плотность порошка в г/см3 после того, как 5-50 г порошкообразного активного материала положительного электрода помещают в стеклянный градуированный цилиндр объемом 10 мл и постукивают цилиндром 200 раз с ходом около 20 мм.
[0138] Частицы активного материала положительного электрода характеризуются медианным размером d50 (или размером вторичных частиц, когда первичные частицы объединяются с образованием вторичных частиц), предпочтительно, 0,3 мкм или более, более предпочтительно, 0,5 мкм или более, еще более предпочтительно, 0,8 мкм или более, наиболее предпочтительно, 1,0 мкм или более и при этом, предпочтительно, 30 мкм или менее, более предпочтительно, 27 мкм или менее, еще более предпочтительно, 25 мкм или менее, наиболее предпочтительно, 22 мкм или менее. Если медианный размер частицы меньше нижнего предела, трудно получить продукт с большой плотностью после утряски. Если медианный размер частиц больше верхнего предела, диффузия лития в частицах может быть продолжительной, что ухудшает характеристики батареи, а при формировании положительного электрода (например, когда активный материал и такие компоненты, как электропроводный материал и связующее, смешивают с растворителем, получая суспензию, и формируют из суспензии пленку) могут возникать полосы. Смешивание двух и более активных материалов положительного электрода с разным медианным размером d50 может улучшить упаковку при формировании положительного электрода.
[0139] Медианный размер d50 определяют при помощи известного лазерного дифракционного анализатора размера частиц. В случае использования в качестве анализатора гранулометрического состава LA-920 (Horiba, Ltd.), дисперсионной средой, применяемой при измерении, является водный раствор 0,1% масс. гексаметафосфата натрия, коэффициент преломления после 5 мин ультразвукового диспергирования устанавливают равным 1,24.
[0140] Когда первичные частицы объединяются с образованием вторичных частиц, средний размер первичных частиц активного материала положительного электрода составляет, предпочтительно, 0,05 мкм или более, более предпочтительно, 0,1 мкм или более, еще более предпочтительно, 0,2 мкм или более. Верхний предел составляет, предпочтительно, 5 мкм или менее, более предпочтительно, 4 мкм или менее, еще более предпочтительно, 3 мкм или менее, наиболее предпочтительно, 2 мкм или менее. Первичные частицы со средним размером первичных частиц, превышающим указанный верхний предел, могут плохо образовывать сферические вторичные частицы, что неблагоприятно для упаковки порошка. Кроме этого, такие первичные частицы могут иметь значительно меньшую удельную площадь поверхности, что чрезвычайно сильно ухудшает эксплуатационные характеристики аккумулятора, такие как выходные характеристики. Напротив, первичные частицы со средним размером первичных частиц менее указанного нижнего предела обычно представляют собой недостаточно выросшие кристаллы, что вызывает, например, ухудшение обратимости зарядки и разрядки.
Размер первичных частиц измеряют при помощи SEM. А именно, размер первичных частиц определяют следующим образом. Сначала получают изображение с увеличением 10000х. Выбирают любые 50 первичных частиц и измеряют по горизонтали максимальное расстояние между линиями левой и правой границ каждой первичной частицы. Затем рассчитывают среднюю максимальную длину, которую принимают за размер первичной частицы.
[0141] Активный материал положительного электрода характеризуется удельной площадью поверхности по ВЕТ (по методу Брунауэра-Эммета-Теллера), предпочтительно, 0,1 м2/г или более, более предпочтительно, 0,2 м2/г или более, еще более предпочтительно, 0,3 м2/г или более. Верхний предел этой величины составляет, предпочтительно, 50 м2/г или менее, более предпочтительно, 40 м2/г или менее, еще более предпочтительно, 30 м2/г или менее. Использовании активного материала положительного электрода с удельной площадью поверхности по ВЕТ менее указанного диапазона может привести к ухудшению эксплуатационных характеристик аккумулятора. Активный материал положительного электрода с удельной площадью поверхности по ВЕТ более указанного диапазона может не обладать достаточной плотностью после утряски, что вызывает трудности в нанесении материала при создании слоя активного материала положительного электрода.
Удельная площадь поверхности по ВЕТ соответствует величине, полученной одноточечным методом адсорбции азота в потоке газа с использованием анализатора площади поверхности по ВЕТ (например, полностью автоматического устройства для измерения площади поверхности Ohkura Riken Co., Ltd.) для образца, предварительно высушенного в потоке азота при 150ºС 30 мин, с использованием газообразной смеси азота и гелия с давлением азота относительно атмосферного давления, точно равным 0,3.
[0142] Когда вторичную аккумуляторную батарею настоящего изобретения используют в качестве крупногабаритного аккумулятора для автомобилей с гибридным приводом или в системе распределенных источников генерации электроэнергии, он должен обладать высокой выходной мощностью. Поэтому частицы активного материала положительного электрода, предпочтительно, представляют собой, главным образом, вторичные частицы. Вторичные частицы активного материала положительного электрода включают от 0,5 до 0,7% об. мелкодисперсных частиц со средним размером частицы 40 мкм или менее и средним размером первичных частиц 1 мкм или менее. Наличие тонкодисперсных частиц со средним размером первичных частиц 1 мкм или менее позволяет увеличить площадь контакта с раствором электролита и обеспечивает более быструю диффузию ионов лития между электродной смесью и раствором электролита, тем самым, повышая выходные характеристики аккумулятора.
[0143] Активный материал положительного электрода может быть изготовлен любым известным способом производства неорганического соединения. В частности, сферические или эллипсоидные частицы активного материала могут быть изготовлены различными способами. Например, соединение переходного металла растворяют или размалывают и диспергируют в растворителе, таком как вода, при перемешивании корректируют рН раствора или дисперсии, получая сферический прекурсор. Прекурсор извлекают и, если нужно, сушат. Затем к нему добавляют источник Li, например, LiOH, Li2CO3 или LiNO3, смесь спекают при высокой температуре, тем самым, получая активный материал.
[0144] Для производства положительного электрода один из указанных выше материалов положительного электрода может быть использован индивидуально, либо два или более материала из указанных разного состава могут быть использованы в любом сочетании и любом соотношении. Предпочтительными примерами сочетаний в этом случае являются: сочетание LiCoO2 с тройной системой, например, LiNi0,33Co0,33Mn0,33O2, сочетание LiCoO2 либо с LiMn2O4, либо с LiMn2O4, в которых один или несколько атомов Mn замещены другим переходным металлом, и сочетание LiFePO4 либо с LiCoO2, либо с LiCoO2, в которых один или несколько атомов Со замещены другим переходным металлом.
[0145] С точки зрения обеспечения большой емкости аккумулятора, количество активного материала положительного электрода составляет, предпочтительно, от 50 до 99,5% масс., более предпочтительно, от 80 до 99% масс. относительно электродной смеси положительного электрода. Количество активного материала положительного электрода в слое активного материала положительного электрода составляет, предпочтительно, 80% масс. или более, более предпочтительно, 82% масс. или более, особенно предпочтительно, 84% масс. или более. Верхний предел этого количества составляет, предпочтительно, 99% масс. или менее, более предпочтительно, 98% масс. или менее. В случае слишком малого количества активного материала положительного электрода в слое активного материала положительного электрода может наблюдаться недостаточная электрическая емкость. Напротив, слишком большое количество может быть причиной недостаточной прочности положительного электрода.
[0146] Активный материал отрицательного электрода не имеет ограничений; это может быть, например, любой материал, выбранный из следующих: металлический литий; материал, содержащий такой углеродистый материал, как искусственный графит, графитированное углеволокно, углерод, спеченный со смолой, пироуглерод, выращенный из газовой фазы, кокс, мезоуглеродные микробусины (mesocarbon microbeads, MCMB), углерод, спеченный со смолой на основе фурилового спирта, полиацен, углеродное волокно на основе пека, углеродное волокно, выращенное из газовой фазы, природный графит или неграфитизируемый углерод; кремнийсодержащее соединение, такое как кремний или кремниевый сплав; и Li4Ti5O12 или смесь двух или более из них. Из этих материалов, в частности, может быть с успехом использован материал, содержащий, по меньшей мере отчасти, углеродистый материал, или кремнийсодержащее соединение.
[0147] Используемый в контексте изобретения активный материал отрицательного электрода, предпочтительно, содержит в качестве своего компонента кремний. Использование активного материала отрицательного электрода, содержащего в качестве компонента кремний, позволяет изготовить аккумулятор большой емкости.
[0148] Предпочтительными материалами, содержащими кремний, являются кремниевые частицы, частицы, в структуре которых тонкодисперсные кремниевые частицы распределены в соединении на основе кремния, частицы оксида кремния, соответствующие формуле SiOx (0,5 ≤ x ≤ 1,6), и их смеси. С использованием любого из этих материалов получают электродную смесь отрицательного электрода для литий-ионных аккумуляторов с более высокой исходной эффективностью зарядки/разрядки, высокой емкостью и превосходной циклируемостью.
[0149] В настоящем контексте «оксид кремния» используется как собирательный термин для обозначения аморфного оксида кремния, и оксид кремния до диспропорционирования соответствует формуле SiOx (0,5 ≤ x ≤ 1,6). В этой формуле x, предпочтительно, удовлетворяет соотношению 0,8 ≤ x < 1,6, более предпочтительно, 0,8 ≤ x < 1,3. Такой оксид кремния может быть получен, например, путем охлаждения и осаждения газообразного монооксида кремния, образовавшегося в результате нагревания смеси диоксида кремния и металлического кремния.
[0150] Частицы со структурой, в которой тонкодисперсные кремниевые частицы распределены в соединении на основе кремния, могут быть получены, например, способом, включающим спекание смеси тонкодисперсных кремниевых частиц с соединением на основе кремния, или путем нагревания частиц оксида кремния до диспропорционирования, соответствующего формуле SiOx, до температуры 400ºС или более, например, от 800ºС до 1100ºС в инертной, неокисляющей атмосфере, например, в атмосфере аргона, с целью проведения реакции диспропорционирования. Материал, полученный последним способом, подходит особенно хорошо, так как отличается равномерно распределенными кремниевыми микрокристаллами. Упомянутая выше реакция диспропорционирования позволяет скорректировать размер кремниевых наночастиц до 1-10 нм. Оксид кремния в составе частиц, в структуре которых кремниевые наночастицы распределены в оксиде кремния, предпочтительно, является диоксидом кремния. Диспергирование кремниевых наночастиц (кристаллов) в аморфном оксиде кремния может быть подтверждено при помощи просвечивающего электронного микроскопа.
[0151] Физические свойства кремнийсодержащих частиц могут быть надлежащим образом установлены в соответствии со свойствами целевых составных частиц. Например, средний размер частицы составляет, предпочтительно, от 0,1 до 50 мкм. Нижний предел составляет, более предпочтительно, 0,2 мкм или более, еще более предпочтительно, 0,5 мкм или более. Верхний предел составляет, более предпочтительно, 30 мкм или менее, еще более предпочтительно, 20 мкм или менее. Средний размер частиц выражают как средневесовой размер частиц, определяемый путем измерения гранулометрического состава методом лазерной дифракции.
[0152] Удельная площадь поверхности по ВЕТ составляет, предпочтительно, от 0,5 до 100 м2/г, более предпочтительно, от 1 до 20 м2/г. При удельной площади поверхности по ВЕТ 0,5 м2/г или более может быть исключен риск ухудшения характеристик аккумулятора вследствие плохой адгезии активного материала отрицательного электрода при нанесении на электрод. При удельной площади поверхности по ВЕТ 100 м2/г или менее увеличивается доля диоксида кремния на поверхности частицы, благодаря чему исключается риск уменьшения емкости аккумулятора при использовании тонкодисперсных кремниевых частиц в качестве материала отрицательного электрода литий-ионных вторичных аккумуляторных батарей.
[0153] Нанесение на кремнийсодержащие частицы углерода придает им электропроводность, тем самым, улучшая характеристики аккумулятора. Примерами способов придания электропроводности являются смешивание кремнийсодержащих частиц с электропроводными частицами, такими как графитовые частицы, нанесение углеродных пленок на поверхность кремнийсодержащих частиц и сочетание этих способов. Предпочтительным является способ нанесения углеродных пленок на поверхность кремнийсодержащих частиц, более предпочтителен способ химического осаждения из паровой фазы (chemical vapor deposition, CVD).
[0154] Ввиду увеличения емкости получаемой электродной смеси, количество активного материала отрицательного электрода в электродной смеси составляет, предпочтительно, 40% масс. или более, более предпочтительно, 50% масс. или более, особенно предпочтительно, 60% масс. или более. Верхний предел составляет, предпочтительно, 99% масс. или менее, более предпочтительно, 98% масс. или менее.
[0155] Электродная смесь настоящего изобретения, предпочтительно, также содержит электропроводную добавку.
В качестве электропроводной добавки может быть использован любой известный электропроводный материал. Ее конкретными примерами являются металлические материалы, такие как медь и никель, и углеродные материалы, такие как содержащие графит природный графит и искусственный графит, сажа, в том числе, ацетиленовая сажа, Ketjenblack, канальная сажа, печная сажа, ламповая сажа и термическая сажа, аморфный углерод, в том числе, игольчатый кокс, углеродные нанотрубки, фуллерены и углеродные волокна, выращенные из паров (VGCF). Один из этих материалов может быть использован индивидуально; либо два или более материалов могут использоваться в любом сочетании и любом соотношении.
[0156] Электропроводную добавку используют в электродной смеси в количестве, обычно, 0,01% масс. или более, предпочтительно, 0,1% масс. или более, более предпочтительно, 1% масс. или более, при этом, как правило, 50% масс. или менее, предпочтительно, 30% масс. или менее, более предпочтительно, 15% масс. или менее. Если количество электропроводной добавки меньше указанного диапазона, электропроводность может быть недостаточной. Напротив, если количество электропроводной добавки больше указанного диапазона, возможно снижение емкости аккумулятора.
[0157] Электродная смесь настоящего изобретения может также включать термопластичную смолу. Примерами термопластичных смол являются поливинилиденфторид, полипропилен, полиэтилен, полистирол, полиэтилентерефталат и полиэтиленоксид. Одна термопластичная смола может быть использована индивидуально, две или более термопластичных смол могут использоваться в любом сочетании и любом соотношении.
[0158] Доля термопластичной смолы относительно активного материала электрода обычно составляет 0,01% масс. или более, предпочтительно, 0,05% масс. или более, более предпочтительно, 0,10% масс. или более, при этом, обычно, 3,0% масс. или менее, предпочтительно, 2,5% масс. или менее, более предпочтительно, 2,0% масс. или менее. Введение термопластичной смолы позволяет повысить механическую прочность электрода. Если доля термопластичной смолы превышает указанный диапазон, может сокращаться доля активного материала электрода в электродной смеси, что приводит к уменьшению емкости аккумулятора и увеличению сопротивления между активными материалами.
[0159] Количество связующего в электродной смеси настоящего изобретения может составлять 0,1% масс. или более, предпочтительно, 0,2% масс. или более, более предпочтительно, 0,5% масс. или более относительно массы электродной смеси. Это количество может составлять 50% масс. или менее, предпочтительно, 40% масс. или менее, более предпочтительно, 30% масс. или менее, еще более предпочтительно, 10% масс. или менее, особенно предпочтительно, 5% масс. или менее, наиболее предпочтительно, 3% масс. или менее относительно массы электродной смеси. При слишком малой доле связующего закрепление активного материала электродной смеси может быть недостаточным, что является причиной низкой механической прочности листа электродной смеси, отрицательно влияющей на характеристики аккумулятора, такие как циклируемость. Слишком большая доля связующего может приводить к снижению емкости аккумулятора и электропроводности. Поскольку связующее настоящего изобретения обладает превосходной силой сцепления, активный материал электрода может быть надежно закреплен даже при низком содержании связующего.
[0160] В электродной смеси настоящего изобретения являющийся связующим компонент, предпочтительно, состоит, по существу, из PTFE порошка, более предпочтительно, состоит из PTFE порошка. Выражение «являющийся связующим компонент состоит, по существу, из PTFE порошка» означает, что количество PTFE порошка в связующем, входящем в электродную смесь, составляет 95,0% масс. или более относительно массы связующего. Количество PTFE порошка составляет, предпочтительно, 98,0% масс. или более, более предпочтительно, 99,0% масс. или более, еще более предпочтительно, 99,5% масс. или более, особенно предпочтительно, 99,9% масс. или более, наиболее предпочтительно, 99,95% масс. или более относительно массы связующего.
[0161] Электродная смесь настоящего изобретения, предпочтительно, имеет форму листа.
[0162] Электродная смесь настоящего изобретения может быть надлежащим образом использована в качестве электродной смеси для вторичной аккумуляторной батареи. В частности, электродная смесь настоящего изобретения пригодна для литий-ионных вторичных аккумуляторных батарей. Во вторичной аккумуляторной батарее электродную смесь настоящего изобретения обычно используют в форме листа.
[0163] Ниже описан один из примеров конкретного способа производства листа электродной смеси, включающего электродную смесь настоящего изобретения. Лист электродной смеси может быть получен способом производства, включающим стадии, на которых: (1) смешивают исходную композицию материалов, содержащую активный материал электрода, связующее и, если нужно, электропроводную добавку; (2) придают исходной композиции материалов, полученной на стадии (1), объемную форму; и (3) раскатывают объемную исходную композицию материалов, полученную на стадии (2), придавая ей форму листа.
[0164] В исходной композиции материалов, смешанной на стадии (1), материалы, такие как активный материал электрода, связующее и т.д., просто смешаны друг с другом и не имеют зафиксированной формы. Конкретными примерами способов смешивания являются перемешивание при помощи W-образной мешалки, V-образной мешалки, барабанной мешалки, ленточно-спиральной мешалки, конического шнекового смесителя, одношнекового смесителя, двухшнекового смесителя, смесительных бегунов, механической мешалки или планетарной мешалки.
[0165] Что касается условий перемешивания связующего на стадии (1), число оборотов составляет, предпочтительно, 1000 об/мин или менее. Число оборотов составляет, предпочтительно, 10 об/мин или более, более предпочтительно, 15 об/мин или более, еще более предпочтительно, 20 об/мин или более и при этом, предпочтительно, 900 об/мин или менее, более предпочтительно, 800 об/мин или менее, еще более предпочтительно, 700 об/мин или менее. Если скорость вращения меньше указанного диапазона, увеличивается время перемешивания, что отрицательно сказывается на производительности. Если скорость вращения превышает указанный диапазон, вероятна чрезмерная фибрилляция, из-за чего лист электродной смеси может быть непрочным и недостаточно гибким.
[0166] Придание исходной композиции материалов объемной формы на стадии (2) означает превращение исходной композиции материалов в единую массу. Конкретными примерами способов придания объемной формы являются экструзионное формование и прессование. Термин «объемный» не подразумевает конкретной формы и означает любое состояние единой массы, в том числе, в форме стержня, листа, сферы, куба и т.п.
[0167] Конкретным примером способа раскатывания на стадии (3) является способ раскатывания объемной исходной композиции материалов при помощи, например, вальцового пресса, плоского пресса или плющильного валика.
[0168] После стадии (3), предпочтительно, проводят стадию (4) приложения к полученному раскатанному листу большей нагрузки с целью получения более тонкого продукта. Также является предпочтительным повторение стадии (4). Таким образом, большей гибкости достигают не однократным уменьшением толщины листа, а путем пошагового раскатывания. Количество повторений стадии (4) составляет, предпочтительно, два или более и 10 или менее, более предпочтительно, три или более и девять или менее. Конкретным примером способа раскатывания является способ с использованием двух или множества вращающихся валов, между которыми пропускают раскатываемый лист с целью получения более тонколистового продукта.
[0169] Для регулирования степени фибрилляции после стадии (3) или стадии (4), предпочтительно, также проводят стадию (5) грубого измельчения раскатанного листа, повторного придания грубо измельченному продукту объемной формы и раскатывания объемного продукта с получением листового продукта. Также предпочтительно повторения стадии (5). Количество повторений стадии (5) составляет, предпочтительно, один или более и 12 или менее, более предпочтительно, два или более и 11 или менее.
[0170] Конкретными примерами грубого измельчения раскатанного листа и повторного придания грубо измельченному продукту объемной формы на стадии (5) являются способ складывания листа, способ придания листу формы стержня или тонкого листа и способ разделения листа на мелкие кусочки. Термин «грубое измельчение» в настоящем контексте означает изменение формы раскатанного листа, полученного на стадии (3) или стадии (4), с получением продукта другой формы, который на следующей стадии раскатывают до листовой формы, и охватывает также просто складывание раскатанного листа.
[0171] За стадией (5) может следовать стадия (4); либо стадия (5) может повторяться. На любой из стадий (2), (3), (4) и (5) может быть выполнено одноосное или двухосное растяжение. Также может быть скорректирована степень фибрилляции в соответствии с интенсивностью грубого измельчения на стадии (5).
[0172] На стадии (3), (4) или (5) выраженная в процентах степень раскатывания составляет, предпочтительно, 10% или более, более предпочтительно, 20% или более и при этом, предпочтительно, 80% или менее, более предпочтительно, 65% или менее, еще более предпочтительно, 50% или менее. Если степень раскатывания меньше указанного диапазона, может потребоваться большее число операций раскатывания с большей длительностью, что неблагоприятно с точки зрения производительности. Если степень раскатывания превышает указанный диапазон, возможна чрезмерная фибрилляция, приводящая к тому, что лист электродной смеси будет недостаточно прочным и недостаточно гибким. В настоящем контексте «степень раскатывания» означает уменьшение толщины образца после раскатывания относительно толщины до раскатывания. Образец до раскатывания может представлять собой объемную исходную композицию материалов или листовую исходную композицию материалов. Толщина образца - это толщина в направлении приложения нагрузки во время раскатывания.
[0173] Лист электродной смеси может быть надлежащим образом произведен также способом, включающим стадии, на которых:
(а) смешивают порошкообразный компонент и связующее с получением электродной смеси; и
(b) проводят каландрование или экструзионное формование электродной смеси с получением листа,
при этом смешивание на стадии (а) включает: (а1) гомогенизацию порошкообразного компонента и связующего до порошка; и (а2) перемешивание порошка, полученного на стадии (а1), с образованием электродной смеси.
[0174] Например, PTFE характеризуется двумя значениями температуры перехода, примерно 19ºС и примерно 30ºС. При температуре менее 19ºС PTFE выдерживает перемешивание без потери формы. Однако при температуре более 19ºС структура частиц PTFE разрыхляется и становится более чувствительной к механическому сдвигу. При температуре более 30ºС происходит более значительная фибрилляция.
[0175] Таким образом, гомогенизацию на стадии (а1) проводят, предпочтительно, при 19ºС или менее, предпочтительно, при температуре от 0ºС до 19ºС.
Другими словами, стадию (а1), предпочтительно, проводят так, чтобы материалы перемешивались и, тем самым, гомогенизировались, но при небольшой фибрилляции.
Перемешивание на следующей стадии (а2), предпочтительно, проводят при температуре 30ºС или более, чтобы усилить фибрилляцию.
[0176] Стадию (а2) осуществляют, предпочтительно, при температуре от 30ºС до 150ºС, более предпочтительно, от 35ºС до 120ºС, еще более предпочтительно, от 40ºС до 80ºС.
В одном из вариантов осуществления изобретения каландрование или экструзионное формование на стадии (b) проводят при температуре от 30ºС до 150ºС, предпочтительно, от 35ºС до 120ºС, более предпочтительно, от 40ºС до 100ºС.
[0177] Смешивание на стадии (а) проводят, предпочтительно, путем приложения сдвигового усилия.
Конкретными примерами способов смешивания являются перемешивание при помощи W-образной мешалки, V-образной мешалки, барабанной мешалки, ленточно-спиральной мешалки, конического шнекового смесителя, одношнекового смесителя, двухшнекового смесителя, смесительных бегунов, механической мешалки, планетарной мешалки, мешалки Хенкеля или высокоскоростной мешалки.
[0178] Что касается условий смешивания, число оборотов и время смешивания выбирают надлежащим образом. Например, число оборотов составляет 15000 об/мин или менее, предпочтительно, 10 об/мин или более, более предпочтительно, 1000 об/мин или более, еще более предпочтительно, 3000 об/мин или более и при этом, предпочтительно, 12000 об/мин или менее, более предпочтительно, 11000 об/мин или менее, еще более предпочтительно, 10000 об/мин или менее. Если скорость вращения меньше указанного диапазона, увеличивается время перемешивания, что отрицательно сказывается на производительности. Если скорость вращения превышает указанный диапазон, вероятна чрезмерная фибрилляция, из-за чего лист электродной смеси может быть непрочным.
Стадию (а1) осуществляют, предпочтительно, при меньшем сдвиговом усилии, чем на стадии (а2).
[0179] На стадии (а2) исходная композиция материалов, предпочтительно, не содержит жидкого растворителя, однако может быть использовано небольшое количество смазочной добавки. Другими словами, в порошкообразную исходную композицию материалов, полученную на стадии (а1), может быть введена смазочная добавка с получением, тем самым, пасты.
[0180] Примерами смазочной добавки являются, помимо прочего, вода, эфирные соединения, спирты, ионогенные жидкости, карбонаты, алифатические углеводороды (например, слабополярные растворители, такие как гептан и ксилол), изопарафиновые углеводороды, нефтяные дистилляты (например, бензин (С4-С10), нафта (С4-С11), керосин/парафин (С10-С16) и любые их смеси).
[0181] Смазочная добавка характеризуется водосодержанием, предпочтительно, 1000 частей на миллион или менее.
Водосодержание 1000 частей на миллион или менее является предпочтительным ввиду предотвращения порчи электрохимического устройства. Более предпочтительно, водосодержание составляет 500 частей на миллион или менее.
[0182] Предпочтительно, смазочная добавка, если ее используют, представляет собой малополярный растворитель, такой как гептан или ксилол, или ионогенную жидкость.
[0183] Количество смазочной добавки, если ее используют, составляет от 5,0 до 35,0 вес. частей, предпочтительно, от 10,0 до 30,0 вес. частей, более предпочтительно, от 15,0 до 25,0 вес. частей относительно общего веса композиции, подаваемой на стадию (а1).
[0184] Предпочтительно, исходная композиция материалов, по существу, не содержит жидкого растворителя. В соответствии с традиционным способом производства электродной смеси, для получения суспензии, содержащий компонент электродной смеси в форме диспергированного порошка, обычно используют растворитель с растворенным в нем связующим, суспензию наносят на плоскость и сушат, получая лист электродной смеси. В этом случае для растворения связующего применяют растворитель. Однако растворитель, способный растворять связующее, обычно используемое в традиционных случаях, выбирают из ограниченного числа растворителей; например, используют бутилбутират. Растворители вступают в реакцию с твердым электролитом, ухудшают его качество и могут привести к снижению эксплуатационных характеристик аккумулятора. Кроме этого, малополярные растворители, такие как гептан, могут растворять очень немногие типы связующих и характеризуются низкой температурой вспышки, что может осложнить обращение с ними.
[0185] Отказ от использования растворителя и применение порошкообразного связующего с меньшим водосодержанием при создании листа электродной смеси позволяет изготовить аккумулятор, отличающийся меньшей вероятностью повреждения твердого электролита. Описанным выше способом производства получают лист электродной смеси со связующим, имеющим тонковолокнистую структуру, при этом производственный процесс упрощается за счет исключения стадии изготовления суспензии.
[0186] Стадия (b) включает каландрование или экструзию. Каландрование и экструзия могут осуществляться известными способами. Таким образом материалу может быть придана форма листа электродной смеси.
Стадия (b), предпочтительно, включает (b1) придание электродной смеси, полученной на стадии (а), объемной формы и (b2) каландрование или экструзионное формование объемной электродной смеси.
[0187] Придание электродной смеси объемной формы означает формирование из электродной смеси единой массы.
Конкретными примерами способов формирования единой массы являются экструзионное формование и прессование.
Термин «объемный» не подразумевает конкретной формы и означает любое состояние единой массы, в том числе, в форме стержня, листа, сферы, куба и т.п. Что касается ее размера, диаметр или минимальная сторона поперечного сечения составляет, предпочтительно, 10000 мкм или более, более предпочтительно, 20000 мкм или более.
[0188] Одним из конкретных примеров каландрования или экструзионного формования на стадии (b2) является способ раскатывания электродной смеси при помощи вальцового пресса или плющильного валика.
[0189] Стадию (b) проводят, предпочтительно, при температуре от 30ºС до 150ºС. Как указано выше, PTFE характеризуется температурой стеклования примерно 30ºС, и при температуре 30ºС и более претерпевает значительную фибрилляцию. Следовательно, стадию (b), предпочтительно, проводят при указанной температуре.
[0190] При каландровании или экструзионном формовании происходит приложение сдвигового усилия, в результате чего происходит фибрилляция PTFE и придание ему формы.
[0191] После стадии (b), предпочтительно, может быть проведена стадия (с) на которой к полученному раскатанному листу прикладывают большую нагрузку с целью получения более тонколистового продукта. Также предпочтительно повторение стадии (с). Как указано выше, большей гибкости можно достичь не однократным уменьшением толщины листа, а путем пошагового раскатывания.
Количество повторений стадии (с) составляет, предпочтительно, два или более и 10 или менее, более предпочтительно, три или более и девять или менее.
Конкретным примером способа раскатывания является способ с использованием двух или множества вращающихся вальцов, между которыми пропускают раскатываемый лист с целью получения более тонколистового продукта.
[0192] Для регулирования прочности листа после стадии (b) или стадии (с), предпочтительно, также проводят стадию (d) грубого измельчения раскатанного листа, повторного придания грубо измельченному продукту объемной формы и раскатывания объемного продукта с получением листового продукта. Также предпочтительно повторения стадии (d). Количество повторений стадии (d) составляет, предпочтительно, один или более и 12 или менее, более предпочтительно, два или более и 11 или менее.
[0193] Конкретными примерами грубого измельчения раскатанного листа и повторного придания грубо измельченному продукту объемной формы на стадии (d) являются способ складывания листа, способ придания листу формы стержня или тонколистового продукта и способ разделения листа на мелкие кусочки. Термин «грубое измельчение» в настоящем контексте означает изменение формы раскатанного листа, полученного на стадии (b) или стадии (с), с получением продукта другой формы, который на следующей стадии раскатывают до листовой формы, и охватывает также просто складывание раскатанного листа.
[0194] Стадия (d) может сопровождаться стадией (с) или может быть повторена.
На любой из стадий (а), (b), (с) и (d) может быть выполнено одноосное или двухосное растяжение.
Также может быть скорректирована прочность листа в соответствии с интенсивностью грубого измельчения на стадии (d).
[0195] На стадии (b), (с) или (d) выраженная в процентах степень раскатывания составляет, предпочтительно, 10% или более, более предпочтительно, 20% или более и при этом, предпочтительно, 80% или менее, более предпочтительно, 65% или менее, еще более предпочтительно, 50% или менее. Если степень раскатывания меньше указанного диапазона, может потребоваться большее число операций раскатывания с большей длительностью, что неблагоприятно с точки зрения производительности. Если степень раскатывания превышает указанный диапазон, возможна чрезмерная фибрилляция, приводящая к тому, что лист электродной смеси будет недостаточно прочным и недостаточно гибким.
В настоящем контексте «степень раскатывания» означает уменьшение толщины образца после раскатывания относительно толщины до раскатывания. Образец до раскатывания может представлять собой объемную композицию материалов или листовую композицию материалов. Толщина образца - это толщина в направлении приложения нагрузки во время раскатывания.
Стадии (с) и (d) проводят при температуре, предпочтительно, 30ºС или более, более предпочтительно, 60ºС или более и при этом, предпочтительно, 150ºС или менее.
[0196] Лист электродной смеси может быть использован в качестве листа электродной смеси для вторичной аккумуляторной батареи и может служить либо отрицательным электродом, либо положительным электродом. В частности, лист электродной смеси пригоден для литий-ионного аккумулятора.
[0197] Настоящим изобретением также обеспечивается электрод, содержащий PTFE порошок настоящего изобретения или электродное связующее настоящего изобретения, активный материал электрода и токосниматель. Электрод настоящего изобретения способен уменьшать или предотвращать выделение газа внутри элемента батареи и ухудшение характеристик батареи (например, уменьшение емкости во время хранения при высокой температуре). Электрод настоящего изобретения также обладает высокой прочностью.
[0198] Электрод настоящего изобретения может включать описанную выше электродную смесь настоящего изобретения (предпочтительно, лист электродной смеси) и токосниматель.
[0199] Электрод настоящего изобретения может являться положительным электродом или отрицательным электродом.
[0200] Положительный электрод, предпочтительно, образован токоснимателем и листом электродной смеси, содержащей активный материал положительного электрода. Примеры материала токоснимателя положительного электрода включают металлические материалы, такие как алюминий, титан, тантал, нержавеющую сталь и никель, а также их сплавы; и углеродные материалы, такие как углеродная ткань и углеродная бумага. Предпочтителен любой металлический материал, особенно алюминий или его сплав.
[0201] В случае изготовления из металлического материала токосниматель может иметь форму металлической фольги, металлического цилиндра, металлической спирали, металлической пластины, просечно-вытяжного металлического листа, перфорированного металлического листа, вспененного металла и т.п. В случае углеродного материала он может иметь форму углеродной пластины, углеродной пленки, углеродного цилиндра и т.п. Наиболее предпочтительной из указанных является форма металлической фольги. Если уместно, металлическая фольга может быть сетчатой. Металлическая фольга может иметь любую толщину, ее толщина обычно составляет 1 мкм или более, предпочтительно, 3 мкм или более, более предпочтительно, 5 мкм или более и при этом, обычно, 1 мм или менее, предпочтительно, 100 мкм или менее, более предпочтительно, 50 мкм или менее. Если толщина металлической фольги меньше указанного диапазона, токосниматель может быть недостаточно прочным. Напротив, металлическая фольга большей толщины, чем указанный диапазон, может быть неудобна в обработке.
[0202] Для уменьшения сопротивления электрического контакта между токоснимателем и слоем активного материала положительного электрода на поверхность токоснимателя, предпочтительно, наносят электропроводную добавку. Примерами электропроводной добавки являются углерода и благородные металлы, такие как золото, платина и серебро.
[0203] Отношение толщин токоснимателя и слоя электродной смеси положительного электрода может быть любым; величина отношения {(толщина слоя электродной смеси положительного электрода на одной стороне непосредственно перед введением раствора электролита)/(толщина токоснимателя)} составляет, предпочтительно, 20 или менее, более предпочтительно, 15 или менее, наиболее предпочтительно, 10 или менее. Это отношение также составляет, предпочтительно, 0,5 или более, более предпочтительно, 0,8 или более, наиболее предпочтительно, 1 или более. Если соотношение толщин токоснимателя и электродной смеси положительного электрода больше указанного диапазона, токосниматель может нагреваться джоулевым теплом во время зарядки/разрядки при высокой плотности тока. Если соотношение толщин токоснимателя и электродной смеси положительного электрода меньше указанного диапазона, объем токоснимателя может быть слишком велик относительно активного материала положительного электрода, из-за чего уменьшается емкость аккумулятора.
[0204] Положительный электрод может быть изготовлен традиционным способом. В одном из примеров способа изготовления лист электродной смеси и токосниматель наслаивают друг на друга при помощи адгезива, после чего проводят вакуумную сушку.
[0205] Плотность листа смеси положительного электрода составляет, предпочтительно, 3,00 г/см3 или более, более предпочтительно, 3,10 г/см3 или более, еще более предпочтительно, 3,20 г/см3 или более и при этом, предпочтительно, 3,80 г/см3 или менее, более предпочтительно, 3,75 г/см3 или менее, еще более предпочтительно, 3,70 г/см3 или менее. Лист смеси положительного электрода большей плотности, чем указано выше, может затруднять проникновение раствора электролита к границе раздела между токоснимателем и активным материалом и быть причиной ненадлежащих зарядно-разрядных характеристик, особенно при большой плотности тока, не обеспечивая высокую выходную мощность. Лист смеси положительного электрода меньшей плотности, чем указано выше, может быть причиной недостаточной электропроводности между активными материалами и увеличения сопротивления батареи, не обеспечивая высокую выходную мощность.
[0206] Для повышения стабильности при высокой выходной мощности и высокой температуре площадь листа смеси положительного электрода, предпочтительно, больше площади наружной поверхности наружного корпуса аккумулятора. А именно, общая площадь смеси положительного электрода, предпочтительно, в 15 раз больше, более предпочтительно, в 40 раз больше площади поверхности наружного корпуса вторичной аккумуляторной батареи. В случае замкнутых корпусов квадратного сечения, площадь наружной поверхности наружного корпуса аккумулятора представляет собой общую площадь, рассчитанную на основании размеров, включающих длину, ширину и толщину части корпуса, в которой размещен энергогенерирующий элемент, за исключением выступающей части вывода. В случае замкнутых цилиндрических корпусов, площадь наружной поверхности наружного корпуса аккумулятора представляет собой геометрическую площадь поверхности приблизительно цилиндрической формы части корпуса, в которой размещен энергогенерирующий элемент, за исключением выступающей части вывода. При этом общая площадь смеси положительного электрода представляет собой геометрическую площадь поверхности слоя смеси положительного электрода, противолежащего слою смеси, содержащей активный материал отрицательного электрода. В конструкциях, предусматривающих наличие токоснимателя в форме фольги и слоев смеси положительного электрода на обеих сторонах токоснимателя, общая площадь положительного электрода равна сумме площадей, рассчитанных для соответствующих сторон.
[0207] Положительный электрод может иметь любую толщину. Ввиду достижения большой емкости и высокой выходной мощности, нижний предел величины толщины слоя смеси на одной стороне токоснимателя за исключением толщины металлической фольги токоснимателя составляет, предпочтительно, 10 мкм или более, более предпочтительно, 20 мкм или более и при этом, предпочтительно, 500 мкм или менее, более предпочтительно, 450 мкм или менее.
[0208] С поверхностью положительного электрода может быть связано вещество, отличное от состава положительного электрода. Примерами вещества, соединенного с поверхностью, являются оксиды, такие как оксид алюминия, оксид кремния, оксид титана, оксид циркония, оксид магния, оксид кальция, оксид бора, оксид сурьмы и оксид висмута; сульфаты, такие как сульфат лития, сульфат натрия, сульфат калия, сульфат магния, сульфат кальция и сульфат алюминия; карбонаты, такие как карбонат лития, карбонат кальция, карбонат магния; и углерод.
[0209] Отрицательный электрод, предпочтительно, образован токоснимателем и листом электродной смеси, содержащей активный материал отрицательного электрода. Примеры материала токоснимателя отрицательного электрода включают металлические материалы, такие как медь, никель, титан, тантал и нержавеющую сталь, а также их сплавы; и углеродные материалы, такие как углеродная ткань и углеродная бумага. Предпочтителен любой металлический материал, особенно медь, никель или их сплав.
[0210] В случае изготовления из металлического материала токосниматель может иметь форму металлической фольги, металлического цилиндра, металлической спирали, металлической пластины, просечно-вытяжного металлического листа, перфорированного металлического листа, вспененного металла и т.п. В случае углеродного материала он может иметь форму углеродной пластины, углеродной пленки, углеродного цилиндра и т.п. Наиболее предпочтительной из указанных является форма металлической фольги. Если уместно, металлическая фольга может быть сетчатой. Металлическая фольга может иметь любую толщину, ее толщина обычно составляет 1 мкм или более, предпочтительно, 3 мкм или более, более предпочтительно, 5 мкм или более и при этом, обычно, 1 мм или менее, предпочтительно, 100 мкм или менее, более предпочтительно, 50 мкм или менее. Если толщина металлической фольги меньше указанного диапазона, токосниматель может быть недостаточно прочным. Напротив, металлическая фольга большей толщины, чем указанный диапазон, может быть неудобна в обработке.
[0211] Отрицательный электрод может быть изготовлен традиционным способом. В одном из примеров способа изготовления лист электродной смеси и токосниматель наслаивают друг на друга при помощи адгезива, после чего проводят вакуумную сушку.
[0212] Плотность смеси отрицательного электрода составляет, предпочтительно, 1,3 г/см3 или более, более предпочтительно, 1,4 г/см3 или более, еще более предпочтительно, 1,5 г/см3 или более и при этом, предпочтительно, 2,0 г/см3 или менее, более предпочтительно, 1,9 г/см3 или менее, еще более предпочтительно, 1,8 г/см3 или менее. Смесь отрицательного электрода большей плотности, чем указано выше, может затруднять проникновение раствора электролита к границе раздела между токоснимателем и активным материалом и быть причиной ненадлежащих зарядно-разрядных характеристик, особенно при большой плотности тока, не обеспечивая высокую выходную мощность. Смесь отрицательного электрода большей плотности, чем указано выше, может быть причиной недостаточной электропроводности между активными материалами и увеличения сопротивления батареи, не обеспечивая высокую выходную мощность.
[0213] Отрицательный электрод может иметь любую толщину. Ввиду достижения большой емкости и высокой выходной мощности, нижний предел величины толщины слоя смеси на одной стороне токоснимателя за исключением толщины металлической фольги токоснимателя составляет, предпочтительно, 10 мкм или более, более предпочтительно, 20 мкм или более и при этом, предпочтительно, 500 мкм или менее, более предпочтительно, 450 мкм или менее.
[0214] Настоящим изобретением обеспечивается вторичная аккумуляторная батарея, включающая описанный выше электрод настоящего изобретения.
[0215] Вторичная аккумуляторная батарея настоящего изобретения может представлять собой аккумулятор с жидким электролитом или с твердым электролитом.
[0216] Аккумулятор с жидким электролитом может быть получен с использованием обычных компонентов вторичной аккумуляторной батареи, таких как раствор электролита и разделитель. Далее это поясняется подробно.
[0217] В качестве раствора электролита используют, предпочтительно, неводный раствор электролита. Используемый неводный раствор электролита может представлять собой раствор, получаемый путем растворения известной соли-электролита в известном органическом растворителе.
[0218] Для растворения соли-электролита может быть использован любой органический растворитель. Может быть использован один или несколько известных углеводородных растворителей, например, пропиленкарбонат, этиленкарбонат, бутиленкарбонат, γ-бутиролактон, 1,2-диметоксиэтан, 1,2-диэтоксиэтан, диметилкарбонат, диэтилкарбонат и этилметилкарбонат; и фторсодержащие растворителие, например, фторэтиленкарбонат, фторзамещенный простой эфир и фторированный карбонат.
[0219] Примерами соли-электролита являются LiClO4, LiAsF6, LiBF4, LiPF6, LiN(SO2CF3)2 и LiN(SO2C2F5)2. С точки зрения достижения выгодных параметров циклируемости особенно предпочтительны LiPF6, LiBF4, LiN(SO2CF3)2, LiN(SO2C2F5)2 и любое их сочетание.
[0220] Концентрация соли-электролита составляет, предпочтительно, 0,8 моль/л или более, более предпочтительно, 1,0 моль/л или более. Верхний предел обычно составляет 1,5 моль/л, однако он зависит от того, какой органический растворитель использован для растворения соли-электролита.
[0221] Вторичная аккумуляторная батарея, получаемая с использованием раствора электролита, предпочтительно, также включает разделитель. Разделитель может быть выполнен из любого известного материала и может иметь любую известную форму при условии, что этот разделитель устойчив в растворе электролита и обладает достаточной способностью удерживать жидкость. Предпочтительно, разделитель имеет форму пористого листа или нетканого полотна, изготовленного из материала, устойчивого к раствору электролита, такого как полимер, стекловолокно или неорганический материал, и обладающего достаточной способностью удерживать жидкость.
[0222] Примерами материала для изготовления разделителя из полимера или стекловолокна являются полиолефины, такие как полиэтилен и полипропилен, ароматический полиамид, политетрафторэтилен, полиэфирсульфон и стекловолокно. Один из этих материалов может быть использован индивидуально; либо два или более из них могут быть использованы в любом сочетании и любом соотношении, например, в форме двухслойной пленки полипропилен/полиэтилен или трехслойной пленки полипропилен/полиэтилен/полипропилен. Ввиду обеспечения надлежащего проникновения раствора электролита и достаточного эффекта разграничения разделитель, предпочтительно, имеет форму пористого листа или нетканого полотна, выполненного из полиолефина, например, полиэтилена или полипропилена.
[0223] Разделитель может иметь любую толщину, обычно толщина составляет 1 мкм или более, предпочтительно, 5 мкм или более, более предпочтительно, 8 мкм или более и при этом обычно 50 мкм или менее, предпочтительно, 40 мкм или менее, более предпочтительно, 30 мкм или менее. Разделитель с толщиной меньше указанного диапазона может обладать недостаточной изоляционной способностью и механической прочностью. Разделитель с толщиной больше указанного диапазона может быть причиной не только низких эксплуатационных характеристик аккумулятора, таких как номинальные параметры, но и низкой плотности энергии аккумулятора в целом.
[0224] Пористый разделитель, такой как пористый лист или нетканое полотно, может иметь любую пористость. Обычно пористость составляет 20% или более, предпочтительно, 35% или более, более предпочтительно, 45% или более и при этом обычно 90% или менее, предпочтительно, 85% или менее, более предпочтительно, 75% или менее. Разделитель с пористостью менее указанного диапазона обычно характеризуется высоким сопротивлением пленки, из-за чего ухудшаются номинальные параметры. Если пористость разделителя больше указанного диапазона, он обладает недостаточной механической прочностью и, следовательно, плохой изоляционной способностью.
[0225] Разделитель также может характеризоваться любым средним размером пор. Средний размер пор обычно составляет 0,5 мкм или менее, предпочтительно, 0,2 мкм или менее при этом обычно 0,05 мкм или более. Разделитель со средним размером пор больше указанного диапазона может вызывать короткое замыкание. Разделитель со средним размером пор меньше указанного диапазона может характеризоваться высоким сопротивлением пленки, из-за чего ухудшаются номинальные параметры.
[0226] Примерами неорганического материала являются оксиды, такие как оксид алюминия и диоксид кремния, нитриды, такие как нитрид алюминия и нитрид кремния, и сульфаты, такие как сульфат бария и сульфат кальция, при этом каждый из них может иметь форму частиц или волокон.
[0227] Разделитель имеет форму тонкой пленки, например, представляет собой нетканое полотно, тканое полотно или микропористую пленку. Выгодно, чтобы тонкая пленка включала поры размером от 0,01 до 1 мкм и имела толщину от 5 до 50 мкм. Вместо описанной выше отдельной тонкой пленки разделитель может иметь структуру, в которой на поверхность одного из электродов или каждого - положительного и отрицательного электрода при помощи полимерного связующего нанесен составной пористый слой, содержащий частицы указанного неорганического материала. Например, на соответствующие поверхности положительного электрода при помощи фторкаучука в качестве связующего могут быть нанесены частицы оксида алюминия, включающие 90% частиц размером менее 1 мкм, с получением пористого слоя.
[0228] Функциональная группа с электродной смесью может иметь либо слоистую структуру, включающую описанные выше положительный и отрицательный электроды и расположенный между ними разделитель, либо структуру, полученную намоткой, включающую намотанные спиралью описанные выше положительный и отрицательный электроды и расположенный между ними разделитель. Доля внутреннего объема аккумулятора, занимаемая функциональной группой с электродной смесью (далее именуемая доля функциональной группы с электродной смесью), обычно составляет 40% или более, предпочтительно, 50% или более и при этом обычно 90% или менее, предпочтительно, 80% или менее.
[0229] Если доля функциональной группы с электродной смесью меньше приведенного диапазона, емкость аккумулятора может быть низкой. Если доля функциональной группы с электродной смесью больше приведенного диапазона, может быть недостаточным свободный объем внутри аккумулятора. То есть, если температура аккумулятора сильно повышается, в результате чего компоненты разбухают, и из-за повышения давления паров жидкой фракции раствора электролита внутреннее давление увеличивается, ухудшаются такие характеристики аккумулятора, как воспроизводимость зарядки и разрядки и пригодность для хранения при высокой температуре, и может сработать клапан сброса газа, предназначенный для снижения внутреннего давления.
[0230] Токосниматель может иметь любую конструкцию. Ввиду повышения эффективности раствора электролита в процессе зарядки и разрядки при высокой плотности тока, конструкция токоснимателя, предпочтительно, позволяет уменьшить сопротивление на участках проводки и соединений. Такое уменьшение внутреннего сопротивления может особенно благоприятно повлиять на эффекты, достигаемые при использовании раствора электролита.
[0231] В функциональной группе с электродной смесью, имеющей слоистую структуру, элементы металлической основы соответствующих слоев электродной смеси, предпочтительно, соединены в пучок и приварены к выводу. Если электродная смесь имеет большую площадь, внутреннее сопротивление высокое. Поэтому, предпочтительно, в электродной смеси выполняют множество выводов с целью уменьшения сопротивления. В функциональной группе с электродной смесью, имеющей структуру, полученную намоткой, на положительном и отрицательном электродах может быть выполнено множество выводов, сведенных в пучок у одного общего вывода. Благодаря этому уменьшается внутреннее сопротивление.
[0232] Наружный корпус может быть изготовлен из любого материала, устойчивого к раствору электролита. Его конкретными примерами являются металлы, такие как пластины из никелированной стали, нержавеющая сталь, алюминий и алюминиевые сплавы и сплавы магния, и многослойная (слоистая) пленка из полимера и алюминиевой фольги. Ввиду сокращения веса предпочтительно использовать металл, такой как алюминий или алюминиевый сплав, или многослойную пленку.
[0233] Наружный корпус, изготовленный из металла, может иметь герметичную конструкцию, полученную путем сварки металла способом лазерной сварки, контактной сварки или ультразвуковой сварки; или уплотняемую конструкцию с полимерной прокладкой между металлическими частями. Наружный корпус, изготовленный из многослойной пленки, может иметь герметичную конструкцию, полученную путем термоплавки полимерных слоев. Для повышения герметичности между полимерными слоями может быть размещен полимер, отличный от входящего в состав многослойной пленки. В частности, в случае создания герметичной структуры путем термоплавки полимерных слоев с выводами токоснимателя между ними, нужно соединить металл и полимер. Поэтому полимер, размещаемый между полимерными слоями, предпочтительно, представляет собой полимер включающий полярную группу, или модифицированный полимер, в который введена полярная группа.
[0234] Литий-ионная вторичная аккумуляторная батарея, предусматривающая использование раствора электролита, может иметь любую форму, например, цилиндрическую, квадратную, многослойную, форму монеты или крупногабаритную. Формы и конструкции положительного электрода, отрицательного электрода и разделителя могут быть изменены в соответствии с формой аккумулятора.
[0235] Вторичная аккумуляторная батарея с твердым электролитом, предпочтительно, представляет собой полностью твердотельную вторичную аккумуляторную батарею. Твердотельная вторичная аккумуляторная батарея, предпочтительно, является литий-ионным аккумулятором или, предпочтительно, полностью твердотельной вторичной аккумуляторной батареей на сульфидной основе.
Твердотельная вторичная аккумуляторная батарея, предпочтительно, включает положительный электрод, отрицательный электрод и слой твердого электролита между положительным электродом и отрицательным электродом.
[0236] Твердый электролит, используемый в твердотельной смеси вторичной аккумуляторной батареи, может представлять собой твердый электролит на сульфидной основе или твердый электролит на оксидной основе. В частности, когда применяют твердый электролит на сульфидной основе, твердотельная смесь вторичной аккумуляторной батареи является выгодным образом гибкой.
[0237] Твердый электролит на сульфидной основе не имеет определенных ограничений. Используемый твердый электролит на сульфидной основе может быть любым электролитом, выбранным из следующих: Li2S-P2S5, Li2S-P2S3, Li2S-P2S3-P2S5, Li2S-SiS2, LiI-Li2S-SiS2, LiI-Li2S-P2S5, LiI-Li2S-P2O5, LiI-Li3PO4-P2S5, LiI-Li2S-SiS2-P2S5, Li2S-SiS2-Li4SiO4, Li2S-SiS2-Li3PO4, Li3PS4-Li4GeS4, Li3,4P0,6Si0,4S4, Li3,25P0,25Ge0,76S4, Li4-xGe1-xPxS4 (X=от 0,6 до 0,8), Li4+yGe1-yGayS4 (y=от 0,2 до 0,3), LiPSCl, LiCl, Li7-x-2yPS6-x-yClx (0,8 ≤ x ≤ 1,7, 0 < y ≤ -0,25x+0,5) или смесь двух и более из них.
[0238] Предпочтительно, твердый электролит на сульфидной основе содержит литий. Твердые электролиты на сульфидной основе, содержащие литий, применяют в тех твердотельных аккумуляторах, где носителями являются ионы лития, они являются особенно предпочтительными из-за того, что позволяют создать электрохимические устройства, характеризующиеся высокой плотностью тока.
[0239] Твердый электролит на оксидной основе, предпочтительно, является соединением, включающим атом кислорода (О), обладает способностью проводить ионы металла 1 группы или 2 группы Периодической системы элементов и электроизоляционными свойствами.
[0240] Конкретными примерами такого соединения являются LixaLayaTiO3 (xa=от 0,3 дo 0,7, ya=от 0,3 дo 0,7) (LLT), LixbLaybZrzbMbbmbOnb (где Mbb включает, по меньшей мере, один элемент, выбранный из следующих: Al, Mg, Ca, Sr, V, Nb, Ta, Ti, Ge, In и Sn; xb удовлетворяет соотношению 5 ≤ xb ≤ 10; yb удовлетворяет соотношению 1 ≤ yb ≤ 4; zb удовлетворяет соотношению 1 ≤ zb ≤ 4; mb удовлетворяет соотношению 0 ≤ mb ≤ 2; и nb удовлетворяет соотношению 5 ≤ nb ≤ 20), LixcBycMcczcOnc (где Mcc включает, по меньшей мере, один элемент, выбранный из следующих: C, S, Al, Si, Ga, Ge, In и Sn; xc удовлетворяет соотношению 0 ≤ xc ≤ 5; yc удовлетворяет соотношению 0 ≤ yc ≤ 1; zc удовлетворяет соотношению 0 ≤ zc ≤ 1; и nc удовлетворяет соотношению 0 ≤ nc ≤ 6), Lixd(Al, Ga)yd(Ti, Ge)zdSiadPmdOnd (1 ≤ xd ≤ 3, 0 ≤ yd ≤ 2, 0 ≤ zd ≤ 2, 0 ≤ ad ≤ 2, 1 ≤ md ≤ 7, и 3 ≤ nd ≤ 15), Li(3-2xe)MeexeDeeO (где xe - число от 0 и более и 0,1 или менее, Mee означает двухвалентный атом металла, Dee означает атом галогена или сочетание двух и более атомов галогенов), LixfSiyfOzf (1 ≤ xf ≤ 5, 0 <yf ≤ 3 и 1 ≤ zf ≤ 10), LixgSygOzg (1 ≤ xg ≤ 3, 0 < yg ≤ 2 и 1 ≤ zg ≤ 10), Li3BO3-Li2SO4, Li2O-B2O3-P2O5, Li2O-SiO2, Li6BaLa2Ta2O12, Li3PO(4-3/2w)Nw (w < 1), Li3,5Zn0,25GeO4 с кристаллической структурой литиевого суперионного проводника (LISICON), La0,51Li0,34TiO2,94 с кристаллической структурой перовскита, La0,55Li0,35TiO3, LiTi2P3O12 с кристаллической структурой натриевого суперионного проводника (NASICON), Li1+xh+yh(Al, Ga)xh(Ti, Ge)2-xhSiyhP3-yhO12 (0 ≤ xh ≤ 1 и 0 ≤ yh ≤ 1), и Li7La3Zr2O12 (LLZ) с кристаллической структурой граната. Также известны керамические материалы, представляющие собой LLZ с замещенными элементами. Примерами являются керамические материалы на основе LLZ, в которых замещение в LLZ выполнено с использованием, по меньшей мере, одного элемента из магния (Mg) и А (А включает, по меньшей мере, один элемент, выбранный из группы, состоящей из кальция (Са), стронция (Sr) и бария (Ва)). Также возможно, и предпочтительно, использовать соединения фосфора, содержащие Li, P и О. Их примерами являются фосфат лития (Li3PO4), LiPON, в котором один или несколько атомов кислорода фосфата лития замещено азотом, и LiPOD1 (где D1 включает, по меньшей мере, один элемент, выбранный из Ti, V, Cr, Mn, Fe, Co, Ni, Cu, Zr, Nb, Mo, Ru, Ag, Ta, W, Pt, Au и т.п.). LiA1ON (где A1 включает, по меньшей мере, один элемент, выбранный из Si, B, Ge, Al, C, Ga и т.п.). Конкретными примерами являются Li2O-Al2O3-SiO2-P2O5-TiO2-GeO2 и Li2O-Al2O3-SiO2-P2O5-TiO2.
[0241] Твердый электролит на оксидной основе, предпочтительно, содержит литий. Твердые электролиты на оксидной основе, содержащие литий, применяют в тех твердотельных аккумуляторах, где носителями являются ионы лития, они являются особенно предпочтительными из-за того, что позволяют создать электрохимические устройства, характеризующиеся высокой плотностью тока.
[0242] Твердый электролит на оксидной основе, предпочтительно, представляет собой оксид с кристаллической структурой. Оксиды с кристаллической структурой особенно предпочтительны в силу хорошей проводимости ионов лития. Оксид с кристаллической структурой может относиться к типу перовскита (La0,51Li0,34TiO2,94 и др.), типу NASICON (Li1,3Al0,3Ti1,7(PO4)3 и др.) или типу граната (Li7La3Zr2O12 (LLZ) и др.). Из названных предпочтителен тип NASICON.
[0243] Среднеобъемный размер частиц оксидного твердого электролита не имеет определенных ограничений. Однако предпочтительно, среднеобъемный размер частиц составляет 0,01 мкм или более, более предпочтительно, 0,03 мкм или более. Верхний предел составляет, предпочтительно, 100 мкм или менее, более предпочтительно, 50 мкм или менее. Средний размер частиц твердого электролита на оксидной основе измеряют следующим образом. Готовят 1% масс. дисперсию частиц твердого электролита на оксидной основе путем разбавления водой (или гептаном в случае вещества, неустойчивого в воде) в пробирке объемом 20 мл. Образец разбавленной дисперсии облучают ультразвуковыми волнами 1 кГц 10 мин и сразу после этого используют для испытания. Для этого образца дисперсии измерения проводили 50 раз при помощи лазерного дифракционного анализатора гранулометрического состава LA-920 (Horiba, Ltd.), используя кварцевую измерительную ячейку, при температуре 25ºС и вычислили среднеобъемный размер частиц. Если нужно, подробное описание других условий измерения можно найти в JIS Z8828:2013 «Particle size analysis - Dynamic light scattering» (Анализ размера частиц - Динамическое рассеяние света). Для каждого уровня концентрации использовали пять образцов и рассчитывали среднюю величину.
[0244] Твердотельная вторичная аккумуляторная батарея может включать разделитель, расположенный между положительным электродом и отрицательным электродом. Примерами разделителя могут служить пористые пленки, например, полиэтиленовая и полипропиленовая; нетканое полотно, изготовленное из такого полимера, как полипропилен, и нетканое полотно из стекловолокна.
[0245] Твердотельная вторичная аккумуляторная батарея может также включать корпус. Корпус батареи может иметь любую форму, позволяющую разместить в ней перечисленные выше компоненты, то есть, положительный электрод, отрицательный электрод и слой твердого электролита. Более конкретно, батарея может принадлежать к цилиндрическому типу, квадратному типу, типу монеты или многослойному типу.
[0246] Твердотельная вторичная аккумуляторная батарея может быть изготовлена, например, путем наслаивания положительного электрода, листового слоя твердого электролита и отрицательного электрода в указанном порядке и последующего прессования.
ПРИМЕРЫ
[0247] Далее настоящее изобретение описано более подробно со ссылкой на примеры, однако этими примерами изобретение не ограничивается.
[0248] Различные физические свойства измеряли следующими методами.
[0249] Средний размер первичных частиц
Водную дисперсию PTFE разбавляли водой до концентрации твердой фазы 0,15% масс. Измеряли пропускание света с длиной волны 550 нм единицей длины разбавленной дисперсии. На изображении, полученном при помощи просвечивающего электронного микроскопа, измеряли диаметры Фере и на их основании определяли численный усредненный по длине размер частиц. Эти величины использовали для построения калибровочной кривой. При помощи калибровочной кривой на основании измеренного для каждого образца пропускания падающего света с длиной волны 550 нм определяли среднечисловой размер частиц, который принимали за средний размер первичных частиц.
[0250] Кажущаяся плотность
Кажущуюся плотность измеряли в соответствии с JIS K6892.
[0251] Средний размер вторичных частиц
Средний размер вторичных частиц измеряли в соответствии с JIS K6891.
[0252] Стандартный удельный вес (SSG)
Стандартный удельный вес определяли способом вытеснения воды в соответствии с ASTM D792 с использованием образца, отлитого в соответствии с ASTM D4895.
[0253] Количество PMVE
PTFE порошок расплавили при 370ºС и проанализировали методом 19F-NMR (ЯМР-спектроскопия на ядрах фтора). Количество PMVE рассчитывали на основании полученных сигналов функциональных групп с использованием следующего уравнения.
Содержание PMVE (% масс.)=(664B/(300A+364B)) × 100
(А: суммарная интегральная величина сигнала CF2 примерно на -120 м.д. и сигнала CF примерно на -136 м.д.; В: интегральная величина сигнала CF3 PMVE примерно на -54 м.д.)
Используемую величину химического сдвига получили для вершины пика сигнала CF2 основной цепи полимера на -120 м.д.
[0254] Содержание CTFE
Методом прессования из PTFE порошка изготавливали тонкопленочный диск, в отношении которого проводили измерения методом ИК-спектроскопии с Фурье-преобразованием (Fourier transform infrared spectroscopy, FT-IR) и получали данные о поглощении в ИК-диапазоне. Содержание CTFE определяли, умножая отношение (поглощение на 957 см-1)/(поглощение на 2360 см-1) на 0,58.
[0255] Содержание HFP
Методом прессования из PTFE порошка изготавливали тонкопленочный диск, в отношении которого проводили измерения методом FT-IR и получали данные о поглощении в ИК-диапазоне. Содержание HFP определяли, умножая отношение (поглощение на 982 см-1)/(поглощение на 935 см-1) на 0,3.
[0256] Экструзионное прессование RR100 (экструзионное прессование при коэффициенте сжатия 100)
Пятьдесят граммов PTFE порошка и 10,25 г углеводородного масла (торговой марки Isopar-E, производства ExxonMobil Corporation) в качестве вещества, способствующего экструзии, перемешивали три минуты в полиэтиленовом контейнере. Цилиндр экструдера заполняли полученной смесью при комнатной температуре (25±2°C). К поршню, вставленному в цилиндр, прикладывали нагрузку 0,47 МПа и выдерживали ее одну минуту. Затем смесь экструдировали через головку экструдера при скорости движения поршня 18 мм/мин. Отношение площади поперечного сечения цилиндра к площади поперечного сечения головки экструдера было равно 100. Величину, полученную путем деления нагрузки (N), при которой давление во второй половине операции экструзии уравновешивается, на площадь поперечного сечения экструдера, принимали за давление экструзии (МПа).
[0257] Водосодержание
PTFE порошок в количестве около 20 г взвешивали до и после нагревания при 150ºС в течение двух часов и рассчитывали водосодержание по нижеследующей формуле. Образец порошка отбирали три раза, расчет проводили для каждого образца и усредняли полученные величины.
Водосодержание (% масс.)=[(масса (г) PTFE порошка до нагревания)-(масса (г) PTFE порошка после нагревания)]/(масса (г) PTFE порошка до нагревания)×100
[0258] Испытание на расширение
Пруток, полученный путем экструзии пасты, как описано выше, сушили при 230ºС 30 мин для удаления скользящего вещества. Высушенный пруток нарезали на куски надлежащей длины и помещали в печь, нагретую до 300ºС. В печи куски подвергали расширению со скоростью 100%/с до тех пор, пока их длина не увеличивалась в 25 раз по сравнению с длиной до испытания на расширение. Если во время расширения не происходило разрушения, то пруток признавали способным расширяться, разрушившиеся прутки рассматривали как неспособные расширяться.
[0259] Оценка батареи (1)
Согласно описанным ниже методикам изготовили листы смеси примеров 1-9 и сравнительных примеров 1 и 2 и провели оценку листов электродов и аккумуляторов.
Изготовление листа электродной смеси положительного электрода
Li(Ni0.6Mn0.2Co0.2)O2 (NMC622) в качестве активного материала положительного электрода и углеродную сажу в качестве электропроводной добавки отвесили и перемешивали со скоростью 30 об/мин 300 с при помощи напорного смесителя, тем самым, получили смесь.
В эту смесь в качестве связующего добавляли PTFE порошок, полученный в каждом из примеров и сравнительных примеров, затем перемешивали со скоростью 50 об/мин 300 с, получая смесь. При этом массовое отношение (активный материал положительного электрода : связующее : электропроводная добавка) устанавливали равным 95:2:3.
Полученной смеси придавали объемную форму и раскатывали в лист.
Раскатанный лист складывали вдвое, выполняя операцию грубого измельчения, снова придавали ему объемную форму и раскатывали в лист при помощи металлических вальцов и плоской пластины, тем самым, способствуя фибрилляции. Эти действия повторяли четыре раза. Затем полученный лист дополнительно раскатывали, получая лист электродной смеси положительного электрода толщиной около 500 мкм. Лист электродной смеси положительного электрода разрезали на куски размером 5 см х 5 см, помещали их в вальцовый пресс и раскатывали. Для еще большей фибрилляции многократно прикладывали нагрузку 2 кН, корректируя толщину. Расстояние между вальцами регулировали так, чтобы итоговая толщина слоя электродной смеси положительного электрода составляла 90 мкм, а плотность - 3,30 г/см3. В примерах 6-9 толщина с оставляла 90 мкм, а плотность - 3,60 г/см3.
[0260] Измерение прочности листа электродной смеси положительного электрода
Лист электродной смеси положительного электрода разрезали на полосы шириной 4 мм, получая образцы для испытаний. Для определения прочности образца для испытаний при растяжении 100 мм/мин использовали машину для испытания на растяжение (AGS-100NX производства Shimadzu Corp.). Длина участка, закрепляемого в патроне, составляла 30 мм. Образец растягивали до разрушения, максимальную величину растягивающего напряжения из измеренных принимали за прочность каждого образца. Полученный результат соотносили с прочностью образца сравнительного примера 2, принимаемой за 100.
[0261] Изготовление положительного электрода
Лист электродной смеси положительного электрода соединяли с алюминиевой фольгой толщиной 20 мкм следующим образом.
Применяемый адгезив представлял собой суспензию, полученную путем растворения поливинилиденфторида (PVDF) в н-метилпирролидоне (NMP) и диспергирования в ней углеродных нанотрубок (CNT). Этот адгезив наносили на алюминиевую фольгу и сушили на электрической плите при 120ºС 15 мин, получая, тем самым, токосниматель со слоем адгезива.
После этого на токосниматель со слоем адгезива накладывали лист электродной смеси положительного электрода и соединяли их друг с другом при помощи вальцового пресса, нагретого до 180ºС. Заготовку разрезали на образцы заданного размера и прикрепляли к каждому этикетку. Эти образцы использовали в качестве положительного электрода.
[0262] Изготовление отрицательного электрода
Сначала 98 массовых частей углеродистого материала (графита) смешали с 1 массовой частью водной дисперсии карбоксиметилцеллюлозы натрия (концентрация карбоксиметилцеллюлозы натрия 1% масс.) и 1 массовой частью водной дисперсии бутадиен-стирольного каучука (концентрация бутадиен-стирольного каучук 50% масс.), выполнявших роль, соответственно, загустителя и связующего. Компоненты перемешали при помощи диспергирующего устройства и получили суспензию. Эту суспензию нанесли на медную фольгу толщиной 10 мкм и высушили. Заготовку раскатали с использованием вальцового пресса, нарезали на образцы заданного размера и прикрепили к ним этикетки. Эти образцы использовали в качестве отрицательного электрода.
[0263] Изготовление раствора электролита
Смесь этиленкарбоната (ЕС) и этилметилкарбоната (ЕМС) (ЕС:ЕМС=30:70 (объемное отношение)) в органическом растворителе отвесили в пробирку, добавили и растворили в ней фторэтиленкарбонат (FEC) и виниленкарбонат, каждый в количестве 1% масс., получив смешанный раствор. С ним при 23ºС смешали LiPF6 в таком количестве, чтобы его концентрация в растворе электролита составила 1,0 моль/л.
[0264] Изготовление многослойной ячейки с алюминиевой фольгой
Между изготовленными, как указано выше, положительным электродом и отрицательным электродом поместили пористую полиэтиленовую пленку (разделитель) толщиной 20 мкм. Добавили приготовленный, как описано выше, раствор электролита и дали возможность неводному раствору электролита в достаточной степени пропитать компоненты, в том числе разделитель. Заготовку затем герметизировали, предварительно зарядили, тем самым, получили литий-ионную вторичную аккумуляторную батарею.
[0265] Оценка параметров при хранении (коэффициент остаточной емкости, количество выделившегося газа)
Изготовленную литий-ионную вторичную аккумуляторную батарею зарядили при постоянном токе/постоянном напряжении (далее именуется зарядка CC/CV) (отсечка 0,1С) до 4,3 В при токе, соответствующем 0,5С при 25ºС, затем разрядили до 3 В при постоянном токе 0,5С. Это приняли за один цикл; разрядную емкость на третьем цикле использовали для определения начальной разрядной емкости.
Батарею, для которой определили начальное сопротивление, снова подвергли зарядке CC/CV (отсечка 0,1С) при 25ºС до 4,3 В и определили объем батареи. После определения объема батареи ее хранили при температуре 60ºС 30 дней. После хранения при высокой температуре батарею в достаточной степени охладили и определили ее объем при 25ºС. На основании разности объема батареи до и после испытания на хранение определили количество выделившегося газа. Это количество сравнили с величиной количества выделившегося газа в сравнительном примере 1, принятой за 100.
После определения количества выделившегося газа батарею разрядили при 0,5С и 25ºС до 3 В и определили остаточную емкость.
Вычислили отношение остаточной емкости после хранения при высокой температуре к начальной разрядной емкости и использовали полученную величину в качестве коэффициента остаточной емкости (%).
(Остаточная емкость)/(начальная зарядная емкость)×100=Коэффициент остаточной емкости (%)
[0266] Пример синтеза
Белое твердое вещество А получили способом, описанным в 1 примере синтеза документа WO 2021/045228.
[0267] 1 пример производства
В автоклав объемом 6 л из нержавеющей стали, оборудованный нержавеющей перемешивающей лопастью и рубашкой для регулирования температуры, загрузили 3480 г деионизированной воды, 100 г парафинового воска и 5,25 г белого твердого вещества А. Внутреннее пространство автоклава продували газообразным азотом, нагретым до 70ºС, для удаления кислорода. Вводя TFE, давление в системе доводили до 0,78 МПа изб., температуру в системе поддерживали равной 70ºС, осуществляли перемешивание. После этого водный раствор, полученный путем растворения 15,0 мг персульфата аммония в 20 г воды, вводили в систему вместе с TFE, запуская реакцию полимеризации. По мере прохождения реакции полимеризации давление в системе снижалось. Соответственно, добавляли TFE, поддерживая температуру в системе равной 70ºС и давление в системе равным 0,78 МПа изб.
Когда после начала полимеризации израсходовалось 400 г TFE, вместе с TFE в систему вводили водный раствор, полученный путем растворения 18,0 мг гидрохинона, выполнявшего роль акцептора радикалов, в 20 г воды. Продолжали проводить полимеризацию. Когда количество полимеризованного после начала реакции TFE достигало 1200 г, перемешивание и подачу TFE прекращали. Сразу после этого сбрасывали газ из системы до нормального давления и прекращали реакцию полимеризации. Образовавшуюся водную дисперсию отводили и охлаждали, парафиновый воск отделяли, тем самым, получая водную дисперсию PTFE. Эта водная дисперсия PTFE характеризовалась концентрацией твердой фазы 25,3% масс. и средним размером первичных частиц 310 нм.
[0268] Пример 1
Водную дисперсию PTFE, полученную в 1 примере производства, разбавляли до концентрации твердой фазы 13% масс. Проводили коагуляцию PTFE, взбалтывая контейнер, воду отфильтровывали, получая влажный порошок.
Образовавшийся влажный PTFE порошок помещали в нержавеющий решетчатый поднос, который нагревали в электропечи с циркуляцией горячего воздуха при 210ºС. Через пять часов решетчатый поднос вынимали и охлаждали воздухом, получая, тем самым, PTFE порошок.
SSG полученного PTFE порошка составлял 2,159. Давление экструзии при RR10 составляло 15,1 МПа, PTFE порошок был расширяемым.
[0269] Сравнительный пример 1
PTFE порошок получили, как в примере 1, за исключением того, что вместо решетчатого подноса использовали сплошной поднос (дно и стенки которого были непроницаемыми для воздуха).
[0270] 2 пример производства
В автоклав объемом 6 л из нержавеющей стали, оборудованный нержавеющей перемешивающей лопастью и рубашкой для регулирования температуры, загрузили 3560 г деионизированной воды, 100 г парафинового воска и 5,4 г белого твердого вещества А. Внутреннее пространство автоклава продували газообразным азотом, нагретым до 70ºС, для удаления кислорода. Вводя TFE, давление в системе доводили до 0,60 МПа изб., температуру в системе поддерживали равной 70ºС, осуществляли перемешивание. После этого в TFE добавляли 0,60 г перфтор(метилвинилового эфира) (PMVE). Затем, затем вместе с TFE в систему вводили водный раствор, полученный путем растворения 15,0 мг персульфата аммония в 20 г воды, давление в системе доводили до 0,78 МПа изб. и запускали реакцию полимеризации. По мере прохождения реакции полимеризации давление в системе снижалось. Соответственно, добавляли TFE, поддерживая температуру в системе равной 70ºС, и давление в системе равным 0,78 МПа изб.
Когда после начала полимеризации израсходовалось 429 г TFE, вместе с TFE в систему вводили водный раствор, полученный путем растворения 14,0 мг гидрохинона, выполнявшего роль акцептора радикалов, в 20 г воды. Продолжали проводить полимеризацию. Когда количество полимеризованного после начала реакции TFE достигало 1225 г, перемешивание и подачу TFE прекращали. Сразу после этого сбрасывали газ из системы до нормального давления и прекращали реакцию полимеризации. Образовавшуюся водную дисперсию отводили и охлаждали, парафиновый воск отделяли, тем самым, получая водную дисперсию PTFE. Эта водная дисперсия PTFE характеризовалась концентрацией твердой фазы 25,4% масс. и средним размером первичных частиц 243 нм.
[0271] Пример 2
Водную дисперсию PTFE, полученную во 2 примере производства, разбавляли до концентрации твердой фазы 13% масс. Проводили коагуляцию PTFE, взбалтывая контейнер, воду отфильтровывали, получая влажный порошок.
Образовавшийся влажный PTFE порошок помещали в нержавеющий решетчатый поднос, который нагревали в электропечи с циркуляцией горячего воздуха при 160ºС. Через 18 часов решетчатый поднос вынимали и охлаждали воздухом, получая, тем самым, PTFE порошок.
Содержание PMVE в полученном PTFE порошке составляло 0,046% масс., SSG PTFE порошка составлял 2,145. Давление экструзии при RR10 составляло 17,4 МПа, PTFE порошок был расширяемым.
[0272] Пример 3
PTFE порошок получили, как в примере 2, за исключением того, что сушку проводили не 18 часов, а пять.
Содержание PMVE в полученном PTFE порошке составляло 0,046% масс., SSG PTFE порошка составлял 2,145. Давление экструзии при RR10 составляло 16,8 МПа, PTFE порошок был расширяемым.
[0273] Провели анализ физических свойств PTFE порошка, полученного в каждом из примеров, описанными выше методами. Кроме этого, с использованием каждого из этих PTFE порошков изготовили лист электродной смеси положительного электрода, электрод и литий-ионную вторичную аккумуляторную батарею и провели ее оценку описанными выше методами. Результаты представлены в таблице 1.
[0274] Таблица 1
[0275] Представленные в таблице 1 результаты показывают, что количество выделившегося в батарее газа в примерах 1 и 2, где использовался PTFE порошок, по существу, не содержащий воду, меньше, чем в сравнительных примерах 1 и 2, где использовался PTFE порошок, содержащий воду.
[0276] 3 пример производства
В реактор полимеризации объемом 6 л из нержавеющей стали, оборудованный нержавеющей перемешивающей лопастью и рубашкой для регулирования температуры, загрузили 3600 г деионизированной воды, 180 г парафинового воска, 5,4 г белого твердого вещества А и 0,025 г щавелевой кислоты. Внутреннее пространство реактора полимеризации продували газообразным азотом, нагретым до 70ºС, для удаления кислорода. Температуру в реакторе поддерживали равной 70ºС при перемешивании, при этом вводили TFE, доводя давление в системе до 2,7 МПа изб.
Деионизированную воду, содержащую 3,5 мг растворенного перманганата калия, непрерывно добавляли в реактор с постоянной скоростью, содержимое реактора при этом перемешивали. TFE непрерывно подавали так, чтобы давление в реакторе полимеризации было постоянным, равным 2,7 МПа изб. Когда количество израсходованного TFE достигало 184 г, добавляли 5,3 г твердого белого вещества А. Когда количество израсходованного TFE достигало 900 г, завершали добавление всего количества деионизированной воды, содержащей 3,5 мг растворенного перманганата калия. Когда количество израсходованного TFE достигало 1540 г, перемешивание и подачу TFE прекращали. TFE сбрасывали из реактора полимеризации, реакцию полимеризации прекращали. Образовавшуюся водную дисперсию отводили и охлаждали, парафиновый воск отделяли, тем самым, получая водную дисперсию PTFE. Эта водная дисперсия PTFE характеризовалась концентрацией твердой фазы 29,7% масс. и средним размером первичных частиц 296 нм.
[0277] 4 пример производства
В автоклав объемом 6 л из нержавеющей стали, оборудованный нержавеющей перемешивающей лопастью и рубашкой для регулирования температуры, загрузили 3500 г деионизированной воды, 100 г парафинового воска и 5,3 г белого твердого вещества А. Внутреннее пространство автоклава продували газообразным азотом, нагретым до 85ºС, для удаления кислорода. После этого вместе с TFE вводили водный раствор, полученный путем растворения 260 мг пероксида диянтарной кислоты в 20 г воды. Затем водный раствор, полученный путем растворения 15 мг персульфата аммония в 20 г воды, вводили в систему вместе с TFE, устанавливая давление в системе равным 0,8 МПа изб., тем самым, запускали реакцию полимеризации. По мере прохождения реакции полимеризации давление в системе снижалось. Соответственно, добавляли TFE, поддерживая температуру в системе равной 85ºС, и давление в системе равным 0,8 МПа изб.
Когда количество полимеризованного после начала реакции полимеризации TFE достигало 1140 г, перемешивание и подачу TFE прекращали. Сразу после этого сбрасывали газ из системы до нормального давления и прекращали реакцию полимеризации. Образовавшуюся водную дисперсию отводили и охлаждали, парафиновый воск отделяли, тем самым, получая водную дисперсию PTFE. Эта водная дисперсия PTFE характеризовалась концентрацией твердой фазы 24,3% масс. и средним размером первичных частиц 330 нм.
[0278] 5 пример производства
В автоклав объемом 6 л из нержавеющей стали, оборудованный нержавеющей перемешивающей лопастью, загрузили 3500 г деионизированной воды, 100 г парафинового воска и 5,3 г белого твердого вещества А. Внутреннее пространство системы продули TFE. Внутреннее пространство автоклава продули газообразным азотом, нагретым до 70ºС, для удаления кислорода. TFE подавали так, чтобы внутреннее давление было равным 0,78 МПа изб., для запуска реакции подали 10 г водного раствора 0,6% масс. персульфата аммония (APS). По мере прохождения реакции полимеризации давление в системе снижалось. Соответственно, TFE подавали непрерывно, поддерживая внутреннее давление равным 0,78 МПа изб., и продолжали проведение реакции.
Когда количество полимеризованного после начала реакции полимеризации TFE достигало 1200 г, перемешивание и подачу TFE прекращали. Сразу после этого сбрасывали газ из системы до нормального давления и прекращали реакцию полимеризации. Образовавшуюся водную дисперсию отводили и охлаждали, парафиновый воск отделяли, тем самым, получая водную дисперсию PTFE. Эта водная дисперсия PTFE характеризовалась концентрацией твердой фазы 25,3% масс. и средним размером первичных частиц 256 нм.
[0279] Пример 4
Водную дисперсию PTFE, полученную в 3 примере производства, разбавляли до концентрации твердой фазы 13% масс. Проводили коагуляцию PTFE, взбалтывая контейнер, воду отфильтровывали, получая влажный порошок.
Образовавшийся влажный PTFE порошок помещали в нержавеющий решетчатый поднос, который нагревали в электропечи с циркуляцией горячего воздуха при 210ºС. Через 18 часов решетчатый поднос вынимали и охлаждали воздухом, получая, тем самым, PTFE порошок.
[0280] Пример 5
Водную дисперсию PTFE, полученную в 4 примере производства, разбавляли до концентрации твердой фазы 13% масс. Проводили коагуляцию PTFE, взбалтывая контейнер, воду отфильтровывали, получая влажный порошок.
Образовавшийся влажный PTFE порошок помещали в нержавеющий решетчатый поднос, который нагревали в электропечи с циркуляцией горячего воздуха при 160ºС. Через 18 часов решетчатый поднос вынимали и охлаждали воздухом, получая, тем самым, PTFE порошок.
[0281] Сравнительный пример 2
Водную дисперсию PTFE, полученную в 5 примере производства, разбавляли до концентрации твердой фазы 13% масс. Проводили коагуляцию PTFE, взбалтывая контейнер, воду отфильтровывали, получая влажный порошок.
Образовавшийся влажный PTFE порошок помещали в нержавеющий решетчатый поднос, который нагревали в электропечи с циркуляцией горячего воздуха при 160ºС. Через 18 часов решетчатый поднос вынимали и охлаждали воздухом, получая, тем самым, PTFE порошок.
[0282] Провели анализ физических свойств PTFE порошка, полученного в каждом из примеров, описанными выше методами. Кроме этого, с использованием каждого из этих PTFE порошков изготовили лист электродной смеси положительного электрода, электрод и литий-ионную вторичную аккумуляторную батарею и провели ее оценку описанными выше методами. Результаты представлены в таблице 2.
[0283] Таблица 2
[0284] Представленные в таблице 2 результаты показывают, что при использовании PTFE порошка с SSG 2,200 или менее прочность электрода повышается. В частности, при использовании расширяемого PTFE порошка прочность электрода может быть значительно повышена, и включающая его батарея обладает превосходными характеристиками.
[0285] 6 пример производства
В реактор объемом 6 л из нержавеющей стали, оборудованный мешалкой, загрузили 3600 г деионизированной воды, 180 г парафинового воска, 5,4 г белого твердого вещества А и 26,5 мг щавелевой кислоты. Затем содержимое реактора нагрели до 70ºС с одновременно откачкой, в то же время проводя продувку реактора тетрафторэтиленом с целью удаления кислорода и перемешивая содержимое. Вместе с TFE в реактор подали 2,60 г хлортрифторэтилена (CTFE), затем дополнительно вводили TFE до достижения давления 2,70 Мпа изб. Водный раствор перманганата калия, содержащий 3,4 мг перманганата калия, растворенные в деионизированной воде, непрерывно подавали в реактор в качестве инициатора. После подачи инициатора давление снизилось, и наблюдалось начало полимеризации. TFE подавали в реактор так, чтобы давление было постоянным, равным 2,70 МПа изб. Когда поданное количество TFE достигло 430 г, подачу водного раствора перманганата калия прекратили. Когда поданное количество TFE достигло 1660 г, прекратили подачу TFE и перемешивание и завершили реакцию. После этого давление в реакторе сбросили до нормального и продули азотом. Содержимое извлекли из реактора и охладили. Парафиновый воск отделили, тем самым, получив водную дисперсию PTFE. Эта водная дисперсия PTFE характеризовалась концентрацией твердой фазы 31,4% масс. и средним размером первичных частиц 248 нм.
[0286] Пример 6
Водную дисперсию PTFE, полученную в 6 примере производства, разбавляли до концентрации твердой фазы 13% масс. Разбавленную дисперсию интенсивно перемешивали в контейнере, оборудованном мешалкой, с целью коагуляции, воду отфильтровывали, получая влажный порошок. Образовавшийся влажный порошок помещали в нержавеющий решетчатый поднос, который нагревали в электропечи с циркуляцией горячего воздуха при 210ºС. Через 18 часов решетчатый поднос вынимали и охлаждали воздухом, получая, тем самым, PTFE порошок. Содержание CTFE в готовом PTFE порошке составило 0,100% масс. Провели анализ различных физических свойств полученного PTFE порошка. Кроме этого, с использованием полученного таким образом PTFE порошка изготовили лист электродной смеси положительного электрода, электрод и литий-ионную вторичную аккумуляторную батарею описанными выше методами и провели ее оценку. Результаты представлены в таблице 3.
[0287] 7 пример производства
Водную дисперсию PTFE получили путем полимеризации в тех же условиях, что и в 6 примере производства, за исключением того, что подаваемое количество CTFE изменили на 1,28 г, подаваемое количество перманганата калия изменили на 3,87 мг, итоговое подаваемое количество TFE изменили на 1790 г. Концентрация твердой фазы в полученной водной дисперсии PTFE составила 33,0% масс., средний размер первичных частиц был равен 263 нм.
[0288] Пример 7
PTFE порошок получили так же, как в примере 6, с использованием водной дисперсии PTFE, полученной в 7 примере производства. Провели анализ различных физических свойств полученного PTFE порошка. Содержание CTFE в готовом PTFE порошке составило 0,050% масс. Кроме этого, с использованием полученного таким образом PTFE порошка изготовили лист электродной смеси положительного электрода, электрод и литий-ионную вторичную аккумуляторную батарею описанными выше методами и провели ее оценку. Результаты представлены в таблице 3.
[0289] 8 пример производства
В автоклав объемом 6 л из нержавеющей стали, оборудованный нержавеющей перемешивающей лопастью и рубашкой для регулирования температуры, загрузили 3580 г деионизированной воды, 100 г парафинового воска и 5,4 г белого твердого вещества А. Внутреннее пространство автоклава продували газообразным азотом, нагретым до 70ºС, для удаления кислорода. Затем вместе с TFE ввели 0,50 г HFP, TFE подавали до достижения давления в системе 0,78 МПа изб., температуру в системе поддерживали равной 70ºС, осуществляли перемешивание. После этого водный раствор, полученный путем растворения 15,4 мг персульфата аммония в 20 г воды, вводили в систему вместе с TFE, запуская реакцию полимеризации. По мере прохождения реакции полимеризации давление в системе снижалось. Соответственно, добавляли TFE, поддерживая температуру в системе равной 70ºС и давление в системе равным 0,78 МПа изб.
Когда после начала полимеризации израсходовалось 430 г TFE, вместе с TFE в систему вводили водный раствор, полученный путем растворения 18,0 мг гидрохинона, выполнявшего роль акцептора радикалов, в 20 г воды. Продолжали проводить полимеризацию. Когда количество полимеризованного после начала реакции TFE достигало 1540 г, перемешивание и подачу TFE прекращали. Сразу после этого сбрасывали газ из системы до нормального давления и прекращали реакцию полимеризации. Образовавшуюся водную дисперсию отводили и охлаждали, парафиновый воск отделяли, тем самым, получая водную дисперсию PTFE. Эта водная дисперсия PTFE характеризовалась концентрацией твердой фазы 29,6% масс. и средним размером первичных частиц 246 нм.
[0290] Пример 8
Водную дисперсию PTFE, полученную в 8 примере производства, разбавляли до концентрации содержания твердой фазы 13% масс. Разбавленную дисперсию перемешивали в контейнере, оборудованном мешалкой, с целью коагуляции PTFE, воду отфильтровывали, получая влажный порошок. Образовавшийся влажный порошок помещали в нержавеющий решетчатый поднос, который нагревали в электропечи с циркуляцией горячего воздуха при 180ºС. Через 18 часов решетчатый поднос вынимали и охлаждали воздухом, получая, тем самым, PTFE порошок.
Провели анализ различных физических свойств полученного PTFE порошка. Содержание НFР в готовом PTFE порошке составило 0,019% масс. Кроме этого, с использованием полученного таким образом PTFE порошка изготовили лист электродной смеси положительного электрода, электрод и литий-ионную вторичную аккумуляторную батарею описанными выше методами и провели ее оценку. Результаты представлены в таблице 3.
[0291] 9 пример производства
Водную дисперсию PTFE получили так же, как в 8 примере производства, за исключением того, что подаваемое количество HFP изменили на 0,06 г.
Концентрация твердой фазы в полученной водной дисперсии PTFE составила 29,2% масс., средний размер первичных частиц был равен 274 нм.
[0292] Пример 9
PTFE порошок получили, как в примере 8, за исключением того, что водную дисперсию PTFE, полученную в 9 примере производства, нагревали до температуры 160ºС.
Провели анализ различных физических свойств полученного PTFE порошка. Содержание НFР в готовом PTFE порошке составило 0,002% масс. Кроме этого, с использованием полученного таким образом PTFE порошка изготовили лист электродной смеси положительного электрода, электрод и литий-ионную вторичную аккумуляторную батарею и провели ее оценку описанными выше способами. Результаты представлены в таблице 3.
[0293] Таблица 3
[0294] Оценка батареи (2)
Листы смеси примеров 10 и 11 и сравнительного примера 3 изготовили следующим образом.
Изготовление листа электродной смеси положительного электрода
Активный материал положительного электрода, электропроводную добавку и связующее отвесили в весовом соотношении 97:2:1, поместили в контейнер высокоскоростной мешалки (Wonder Crusher (WC-3) производства Osaka Chemical Co., Ltd.).
После этого весь контейнер достаточно охладили в бане с постоянной температурой (при 5ºС восемь часов). Затем охлажденный контейнер установили в высокоскоростную мешалку, перемешивали материалы со скоростью 10000 об/мин три минуты для диспергирования и получили, тем самым, электродную смесь.
Использовали следующие материалы.
Li(Ni0,8Mn0,1Co0,1)O2, (далее именуемый NMC811)
Электропроводная добавка: углеродная сажа SuperP
Связующее: PTFE порошки, полученные в примерах 10 и 11 и сравнительном примере 3
Затем полученную электродную смесь поместили в напорный смеситель, нагретый до 50ºС, и размешивали со скоростью 30 об/мин 100 с для усиления фибрилляции, тем самым, получили электродную смесь.
Эту электродную смесь пропустили через расположенные параллельно металлические вальцы (80ºС) и получили тонкие кусочки размером около 1 на 2 см2. Эти кусочки снова несколько раз пропустили через вальцы, нагретые до 80ºС, и получили лист.
Лист несколько раз раскатали при помощи вальцов, тем самым, получили самостоятельный лист электродной смеси. Температуру металлических вальцов установили равной 80ºС. Расстояние между вальцами пошагово уменьшали и в результате получили лист электродной смеси положительного электрода. Изготовленный лист электродной смеси положительного электрода имел толщину 80 мкм и плотность 3,50 г/см3.
Измерение прочности листа электродной смеси положительного электрода
Оценку листов электродной смеси положительного электрода примеров 10 и 11 и сравнительного примера 3 проводили в соответствии со следующей методикой.
Результаты примеров 10 и 11 и сравнительного примера 3 сравнивали с результатом оценки сравнительного примера 3, принятым за 100.
[0295] Изготовление положительного электрода
Электродные листы и батареи примеров 10 и 11 и сравнительного примера 3 изготовили по следующей методике.
Лист электродной смеси положительного электрода соединили с алюминиевой фольгой толщиной 20 мкм следующим образом.
Применяемый адгезив представлял собой суспензию, полученную путем растворения поливинилиденфторида (PVDF) в н-метилпирролидоне (NMP) и диспергирования в ней углеродной сажи в соотношении содержания твердой фазы 80:20. Этот адгезив наносили на алюминиевую фольгу и сушили на электрической плите при 120ºС 15 мин, получая, тем самым, токосниматель со слоем адгезива толщиной 4 мкм.
После этого на токосниматель со слоем адгезива накладывали лист электродной смеси положительного электрода и соединяли их друг с другом при помощи вальцового пресса, нагретого до 150ºС. Заготовку разрезали в соответствии с заданным размером и прикрепляли этикетку, тем самым, получали положительный электрод.
Изготовление многослойной ячейки с алюминиевой фольгой
Отрицательный электрод, разделитель и положительный электрод соединили послойно, как в примере 1, и пропитали неводным раствором электролита, затем предварительно зарядили и подвергли выдерживанию, тем самым, получив литий-ионную вторичную аккумуляторную батарею. Провели оценку батареи.
[0296] Оценку батарей примеров 10 и 11 и сравнительного промера 3 проводили в соответствии со следующей методикой.
Оценка параметров при хранении (коэффициент остаточной емкости, количество выделившегося газа)
Оценку параметров при хранении (коэффициент остаточной емкости, количество выделившегося газа) проводили так же, как в примере 1. Количество выделившегося газа сравнивали с количеством газа, выделившимся в сравнительном примере 3, принятым за 100.
[0297] 10 пример производства
В автоклав объемом 6 л из нержавеющей стали, оборудованный нержавеющей перемешивающей лопастью и рубашкой для регулирования температуры, загрузили 3600 г деионизированной воды, 100 г парафинового воска и 5,4 г белого твердого вещества А. Внутреннее пространство реактора полимеризации продували газообразным азотом, нагретым до 85ºС, для удаления кислорода. Температуру внутри реактора поддерживали равной 85ºС при перемешивании и подавали TFE так, чтобы давление в системе было равным 2,4 МПа изб. К содержимому реактора при перемешивании добавили деионизированную воду с растворенными в ней 468 мг пероксида диянтарной кислоты для начала полимеризации. По мере прохождения реакции полимеризации давление в системе снижалось. Соответственно, добавляли TFE, поддерживая давление равным 2,4 МПа изб.
Когда количество израсходованного TFE достигало 1580 г, перемешивание и подачу TFE прекращали. TFE продували из реактора полимеризации и прекращали реакцию полимеризации. Образовавшуюся водную дисперсию отводили и охлаждали, парафиновый воск отделяли, тем самым, получая водную дисперсию PTFE. Эта водная дисперсия PTFE характеризовалась средним размером первичных частиц 294 нм и концентрацией твердой фазы 30,4% масс.
[0298] Пример 10
Водную дисперсию PTFE, полученную в 10 примере производства, разбавляли до концентрации твердой фазы 13% масс. Разбавленную дисперсию энергично перемешивали в контейнере, оборудованном мешалкой, с целью коагуляции, воду отфильтровывали, получая влажный порошок. Водосодержание влажного порошка составляло около 40% масс.
Образовавшийся влажный порошок помещали в нержавеющий решетчатый поднос (в количестве 2,0 г/см2), который нагревали в электропечи с циркуляцией горячего воздуха при 170ºС. Через 18 часов решетчатый поднос вынимали и охлаждали воздухом, получая, тем самым, PTFE порошок. Провели анализ различных физических свойств полученного PTFE порошка. Результаты приведены в таблице 4. Кроме этого, с использованием полученного таким образом PTFE порошка изготовили лист электродной смеси положительного электрода, электрод и литий-ионную вторичную аккумуляторную батарею и провели ее оценку, как описано в разделе Оценка батареи (2). Результаты представлены в таблице 5.
Таблица 4
[0299] Пример 11
С использованием PTFE порошка, полученного в примере 4, изготовили лист электродной смеси положительного электрода, электрод и литий-ионную вторичную аккумуляторную батарею способом, описанным в разделе Оценка батареи (2), и провели ее оценку. Результаты представлены в таблице 5.
[0300] Сравнительный пример 3
С использованием PTFE порошка, полученного в сравнительном примере 2, изготовили лист электродной смеси положительного электрода, электрод и литий-ионную вторичную аккумуляторную батарею способом, описанным в разделе Оценка батареи (2), и провели ее оценку. Результаты представлены в таблице 5.
Таблица 5
[0301] Представленные в таблице 5 результаты показывают, что применение политетрафторэлитенового порошка настоящего изобретения позволяет получить лист электродной смеси положительного электрода высокой прочности. Благодаря этому может быть уменьшено добавляемое количество связующего при сохранении превосходных характеристик батареи. Также было установлено, что его применение позволяет производить батареи, выгодно отличающиеся с точки зрения прочности, низкого газовыделения и высокого коэффициента сохранения емкости.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛИТЕТРАФТОРЭТИЛЕНОВЫЙ ПОРОШОК, ЭЛЕКТРОДНОЕ СВЯЗУЮЩЕЕ, ЭЛЕКТРОДНАЯ СМЕСЬ, ЭЛЕКТРОД И ВТОРИЧНАЯ АККУМУЛЯТОРНАЯ БАТАРЕЯ | 2022 |
|
RU2839118C2 |
| ПОЛИТЕТРАФТОРЭТИЛЕНОВЫЙ ПОРОШОК, СВЯЗУЮЩЕЕ ДЛЯ ЭЛЕКТРОДА, ЭЛЕКТРОДНАЯ СМЕСЬ, ЭЛЕКТРОД И ВТОРИЧНАЯ АККУМУЛЯТОРНАЯ БАТАРЕЯ | 2022 |
|
RU2836819C2 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛИТЕТРАФТОРЭТИЛЕНА И КОМПОЗИЦИЯ, СОДЕРЖАЩАЯ ПОЛИТЕТРАФТОРЭТИЛЕН | 2021 |
|
RU2841587C1 |
| СПОСОБ ПРОИЗВОДСТВА ФТОРПОЛИМЕРА, ФТОРПОЛИМЕР И ЖИДКАЯ ВОДНАЯ ДИСПЕРСИЯ | 2022 |
|
RU2831039C2 |
| СПОСОБ ПРОИЗВОДСТВА КОМПОЗИЦИИ ФТОРКАУЧУКА, КОМПОЗИЦИЯ ФТОРКАУЧУКА И ФОРМОВАННОЕ ТЕЛО | 2022 |
|
RU2839252C2 |
| КОМПОЗИЦИЯ ФТОРКАУЧУКА И ФОРМОВАННОЕ ТЕЛО | 2022 |
|
RU2840776C2 |
| ФТОРСОДЕРЖАЩИЙ ПОЛИМЕР С НИЗКИМ ОСТАТОЧНЫМ СОДЕРЖАНИЕМ ФТОРИРОВАННОГО ЭМУЛЬГАТОРА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2006 |
|
RU2409592C2 |
| СПОСОБ ПРОИЗВОДСТВА ФТОРПОЛИМЕРНОЙ КОМПОЗИЦИИ | 2022 |
|
RU2824594C1 |
| СПОСОБЫ ПРОИЗВОДСТВА ВОДНОЙ ЭМУЛЬСИИ, ТОНКОДИСПЕРСНОГО ПОРОШКА И РАСТЯНУТОГО ПОРИСТОГО ТЕЛА ИЗ МОДИФИЦИРОВАННОГО ПОЛИТЕТРАФТОРЭТИЛЕНА | 2016 |
|
RU2713209C2 |
| СПОСОБ ПОЛУЧЕНИЯ ФТОРПОЛИМЕРНОЙ КОМПОЗИЦИИ | 2022 |
|
RU2824595C1 |
Изобретение относится к политетрафторэтиленовым порошкам, электродным связующим, электродным смесям, электродам и вторичным аккумуляторным батареям. Политетрафторэтиленовый порошок предназначен для использования в качестве электродного связующего, где содержание воды составляет 0,010 мас.% или менее и количество фторсодержащего соединения, имеющего молекулярную массу 1000 или менее, составляет 25 мас. ч. на миллиард или менее. Техническим результатом является уменьшение или предотвращение выделения газа внутри элемента батареи и ухудшения характеристик батареи. 5 н. и 4 з.п. ф-лы, 5 табл.
1. Применение политетрафторэтиленового порошка для электродного связующего,
где содержание воды составляет 0,010 мас.% или менее и количество фторсодержащего соединения, имеющего молекулярную массу 1000 или менее, составляет 25 мас. ч. на миллиард или менее в порошке политетрафторэтилена.
2. Электродное связующее, включающее политетрафторэтиленовый порошок,
где содержание политетрафторэтиленого порошка составляет 95,0 мас.% или более относительно массы связующего,
где количество воды составляет 0,010 мас.% или менее и количество содержания фторсодержащего соединения, имеющего молекулярную массу 1000 или менее, составляет 25 мас. ч. на миллиард или менее в порошке политетрафторэтилена.
3. Электродное связующее по п. 2, в котором
количество каждого из фторсодержащих соединений, представленных следующими формулами, составляет 25 мас. ч. на миллиард или менее в порошке политетрафторэтилена:
F(CF2)7COOM,
F(CF2)5COOM,
H(CF2)6COOM,
H(CF2)7COOM,
CF3O(CF2)3OCHFCF2COOM,
C3F7OCF(CF3)CF2OCF(CF3)COOM,
CF3CF2CF2OCF(CF3)COOM,
CF3CF2OCF2CF2OCF2COOM,
C2F5OCF(CF3)CF2OCF(CF3)COOM,
CF3OCF(CF3)CF2OCF(CF3)COOM,
CF2ClCF2CF2OCF(CF3)CF2OCF2COOM,
CF2ClCF2CF2OCF2CF(CF3)OCF2COOM,
CF2ClCF(CF3)OCF(CF3)CF2OCF2COOM,
CF2ClCF(CF3)OCF2CF(CF3)OCF2COOM и
Схема 1
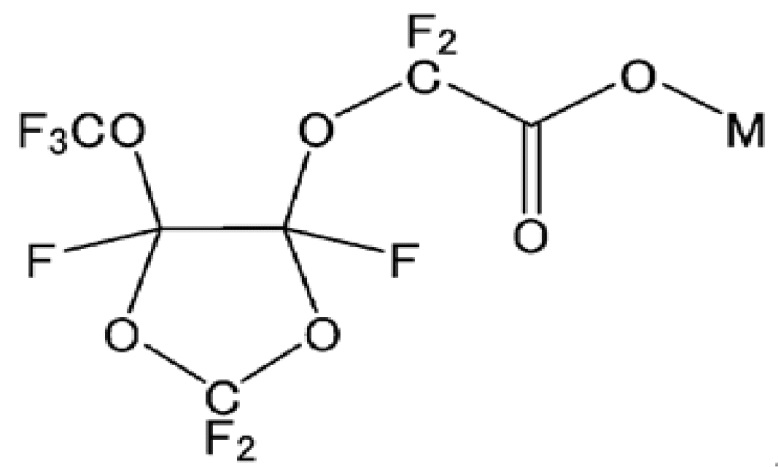
где М означает H, атом металла, NR14, имидазол, необязательно замещенный, пиридин, необязательно замещенный, или фосфоний, необязательно замещенный; R1 означает Н или органическую группу.
4. Электродное связующее по п. 2 или 3, при этом
содержание фторсодержащего соединения в политетрафторэтиленовом порошке составляет менее 25 мас. ч. на миллиард.
5. Электродное связующее по любому из пп. 2-4, при этом
политетрафторэтилен включает звено тетрафторэтилена и звено модифицирующего мономера, при этом модифицирующий мономер способен к сополимеризации с тетрафторэтиленом.
6. Электродное связующее по п. 5, при этом
модифицирующий мономер включает по меньшей мере один мономер, выбранный из группы, состоящей из перфтор(метилвинилового эфира) и гексафторпропилена.
7. Электродная смесь, содержащая:
электродное связующее по любому из пп. 2-6; и
активный материал электрода.
8. Электрод, включающий: электродное связующее по любому из пп. 2-6;
активный материал электрода; и
токосниматель.
9. Вторичная аккумуляторная батарея, включающая электрод по п. 8.
| WO 2012002038 A1, 05.01.2012 | |||
| EP 3643745 A2, 29.04.2020 | |||
| US 2015303481 A1, 22.10.2015 | |||
| JP 2009245925 A, 22.10.2009 | |||
| ГРАНУЛИРОВАННЫЙ ПОРОШОК ИЗ МОДИФИЦИРОВАННОГО ПОЛИТЕТРАФТОРЭТИЛЕНА И ЕГО ВАРИАНТЫ, ФОРМОВАННОЕ ИЗДЕЛИЕ И СРЕЗАННАЯ ПЛАСТИНА НА ЕГО ОСНОВЕ | 1998 |
|
RU2182159C2 |

